Nozzle produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends E3D.
Os Nozzles de liga de titânio são produzidos de acordo com o tamanho dos nozzles da série E3D e são produzidos a partir de materiais de liga de titânio TC4.
A composição do material da liga de titânio TC4 é de Ti-6Al-4V, que pertence ao tipo (a+b) de liga de titânio, que tem boas propriedades mecânicas e mecânicas abrangentes e elevada resistência específica.
A resistência de TC4 é sb=1, 012 MPa, densidade g=4,4×103, resistência específica sb/g=23,5, e a resistência específica sb/g da liga de aço é inferior a 18.
A liga de titânio tem baixa condutividade térmica. A condutividade térmica da liga de titânio é 1/5 de aço, 1/13 de liga de alumínio, 1/25 de cobre, e a condutividade térmica de TC4 l=7,955 W/m-K.
Os dados acima são apenas para referência.
Características:
1. Alta resistência
2. Boa resistência à corrosão
3. Alta resistência ao calor
4. Resistência ao desgaste
5. Processamento mais fino
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.

Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK

Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Liga de titânio TC4 - Material
0.4mm - Diâmetro
Heat block V6 Clone 20X12X16 de alumínio pintado de Preto, produzido pela marca AIMSOAR.
Compatível* com hotend E3D V6 clones 20X12X16 .



Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Heat block E3D V6 clone - Modelo
Alumínio - Interior
Preto - cor
20X12X16mm - Dimensões
Nozzle produzido pela marca E3D V6.
Compatível com a maioria dos hotends:
Mosquito and Mosquito Magnum
Copperhead
E3D V4, V5 and V6 blocks
E3D Chimera and Kraken
RepRap M6
e Impressoras 3D:
MK3s
MK2.5/S
MK2/S
MINI
Escolher o material certo:
Nozzle X
O Nozzle X é o último nozzle de que a sua impressora 3D alguma vez precisará. Fabricados a partir de uma base de aço-ferramenta endurecido, são depois niquelados para manter a dureza a temperaturas elevadas, e têm um revestimento WS2 aplicado para proporcionar ao bico propriedades de aderência reduzidas. Classificado a uma temperatura máxima de 500°C, Nozzle X imprime todos os materiais imprimíveis*, desde PLA até PEEK cheio de fibra de carbono sem desgaste.
Latão
Os bicos de latão, com a geometria interna da assinatura E3D, têm propriedades térmicas óptimas para a impressão diária, proporcionando camadas suaves para aplicações padrão não abrasivas. Classificados a uma temperatura máxima de 300°C.
Aço Inoxidável
Os bicos de aço inoxidável são adequados para impressão de qualidade alimentar, ou aplicações em que o conteúdo de chumbo dos bicos de latão é inadequado. Classificados a uma temperatura máxima de 500°C.
Cobre laminado
Os nossos bicos de cobre chapeados únicos são adequados para aplicações a altas temperaturas e não-abrasivas. A niquelagem proporciona uma superfície de aderência reduzida, ideal para situações em que as temperaturas são demasiado quentes para uma meia de silicone. Classificado a uma temperatura máxima de 500°C.
Aço temperado
Os bicos de aço endurecido são bons bicos utilitários, adequados para filamentos abrasivos tais como enchimentos de madeira, enchimentos de brilho e enchimentos de metal. Até mesmo os filamentos brilhantes no escuro irão abrasar latão, pelo que os nossos bicos de aço endurecido são uma óptima opção, de baixo custo, quando não se pode esticar para um Nozzle X. Classificados a uma temperatura máxima de 500°C. Note que este nozzle não é adequado para imprimir filamentos abrasivos a temperaturas superiores a 350°C.
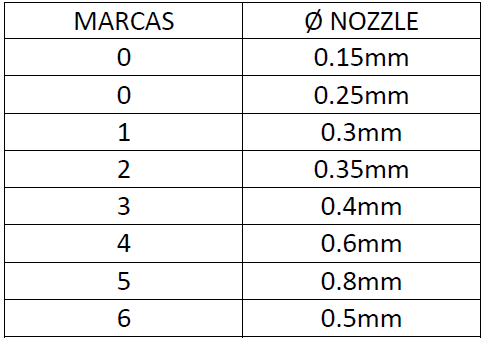
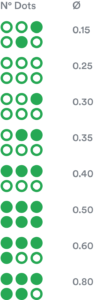
Os nozzle E3D são identificáveis com marcações nos planos da cabeça hexagonal, consulte a tabela abaixo para identificação:
O nozzle de latão é o material mais comum encontrado nas impressoras 3D.
Apesar de ser o nozzle mais económico, não significa que seja de prestação inferior aos nozzles produzidos de outros materiais.
O latão além de ser fácil de ser fabricado, é um excelente condutor térmico, possuindo melhores prestações que nozzles de outros materiais como os nozzles de inox.
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.5mm - Diâmetro
Recomendamos a leitura do artigo com informação à cerca do diâmetro dos nozzles
Para trocar este componente, recomendamos a leitura do manual.
Plataforma de cama aquecida (235mm) da marca BIGTREETECH.
BIQU SSS Super Spring Steel Sheet
Alta qualidade, forte aderência, resistência a altas temperaturas e resistência ao desgaste.
Dispomos da ultima versão disponível por parte da BIQU, a cor e o material podem variar conforme o lote.
![]()
Temperatura recomendada para camas quentes:
Ao utilizar PLA: 45 ℃ Celsius a 60 ℃ Celsius
Ao utilizar PETG: 75 ℃ Celsius a 90 ℃ Celsius
Especificação do produto:
Tamanho : 235X235X0.3mm
Material: Aço especial
Processo: Estampagem
Tratamento de superfície: óleo industrial especial em pó de alta precisão
Dureza: 550-600 graus
Temperatura suportada: 200 ℃
Impressão do filamento : PLA / ABS / TPU / PETG
NOTA: Esta plataforma não contém base magnética.
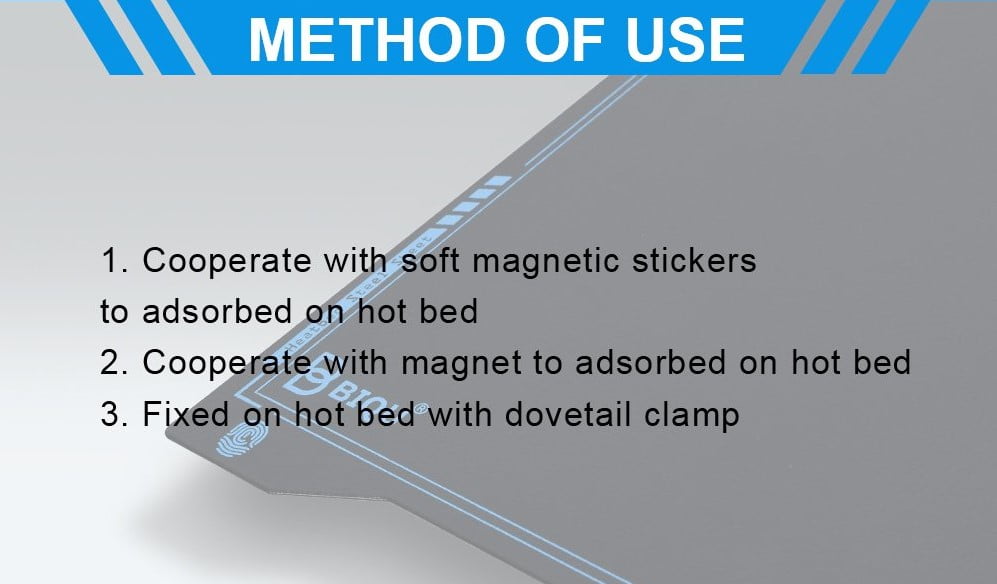
Método de utilização:
Compatyível com impressoras com base magnética forte.
Caso não tenha base magnética forte, deve reforçar com imans de neodymium
Em caso alternativo, pode sempre usar pinças/clips para apertar a plataforma à base.
Aviso de utilização:
1)Não riscar a superfície para evitar a deformação da superfície inferior do modelo de impressão.
2) Não dobrar excessivamente a chapa de aço para evitar danificar o revestimento superficial.
3) Confirmar se a força magnética é suficiente para assegurar que a placa de aço é estável na plataforma antes de imprimir .
4) Limpar a superfície da chapa de aço antes da primeira impressão para evitar que as manchas na superfície interfiram com a impressão.
5) Não utilizar outros produtos químicos para além do álcool isopropílico para a limpeza.
6) Nivelar antes da impressão para evitar que o nozzle risque a superfície.
7) Existem materiais que fundem com o PEI da base, podendo danificar irremediavelmente a plataforma, no processo de remoção das peças. De forma a criar uma base protectora, recomendamos o uso de potenciador de aderência respectivo ao material de forma proteger a plataforma e prolongar o uso da mesma.
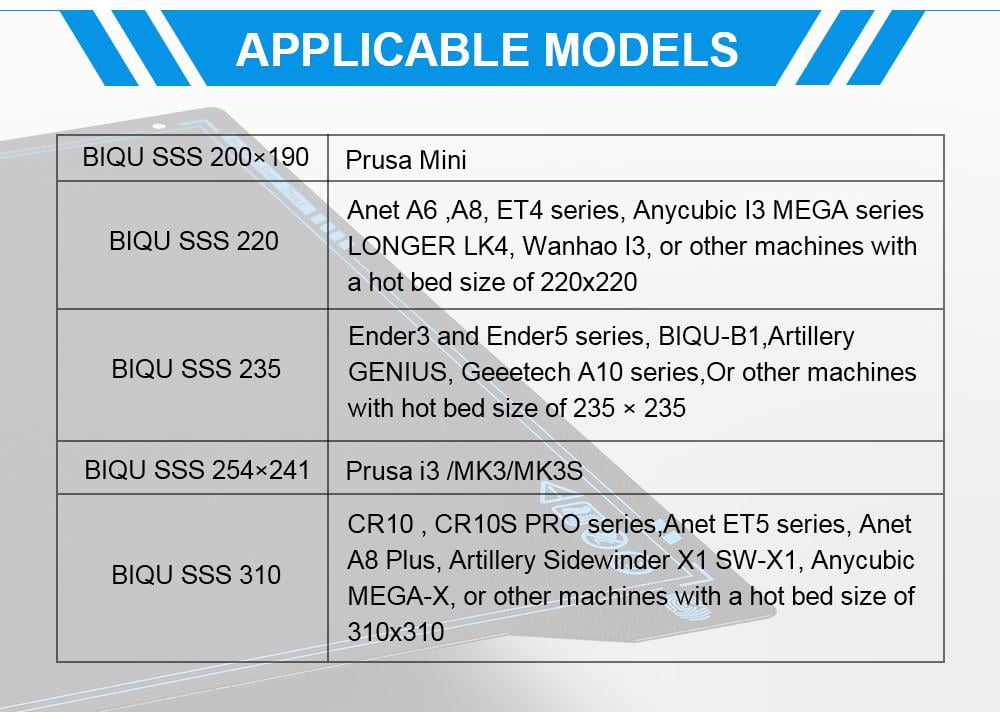
| BIQU SSS 200x190 | Prusa Mini | |
| BIQU SSS 220 |
Ender 3, Anet A6 , A8, ET4 series, Anycubic 13 MEGA series LONGER LK4, Wanhao 13, or other machines with a hot bed size of 220x220 |
|
| BIQU SSS 235 |
Ender3 V2 and Enders series, BIQU-81, Artillery, GENIUS, Geeetech A 10 series, Or other machines with hot bed size of 235 x 235 |
|
| BIQU SSS 254x 241 | Prusa i3 /MK3/MK3S | |
| BIQU SSS 310 |
CR10 , CR10S PRO series, Anet ET5 series, Anet A8 Plus, Artillery Sidewinder X1 SW-X1, Anycubic MEGA-X, or other machines with a hot bed size of 310x310 |
|





Plataforma de cama aquecida (220mm) da marca BIGTREETECH.
BIQU SSS Super Spring Steel Sheet
Alta qualidade, forte aderência, resistência a altas temperaturas e resistência ao desgaste.
Dispomos da ultima versão disponível por parte da BIQU, a cor e o material podem variar conforme o lote.
![]()
Temperatura recomendada para camas quentes:
Ao utilizar PLA: 45 ℃ Celsius a 60 ℃ Celsius
Ao utilizar PETG: 75 ℃ Celsius a 90 ℃ Celsius
Especificação do produto:
Tamanho : 220X220X0.3mm
Material: Aço especial
Processo: Estampagem
Tratamento de superfície: óleo industrial especial em pó de alta precisão
Dureza: 550-600 graus
Temperatura suportada: 200 ℃
Impressão do filamento : PLA / ABS / TPU / PETG
NOTA: Esta plataforma não contém base magnética.
Método de utilização:
Compatyível com impressoras com base magnética forte.
Caso não tenha base magnética forte, deve reforçar com imans de neodymium
Em caso alternativo, pode sempre usar pinças/clips para apertar a plataforma à base.
Aviso de utilização:
1)Não riscar a superfície para evitar a deformação da superfície inferior do modelo de impressão.
2) Não dobrar excessivamente a chapa de aço para evitar danificar o revestimento superficial.
3) Confirmar se a força magnética é suficiente para assegurar que a placa de aço é estável na plataforma antes de imprimir .
4) Limpar a superfície da chapa de aço antes da primeira impressão para evitar que as manchas na superfície interfiram com a impressão.
5) Não utilizar outros produtos químicos para além do álcool isopropílico para a limpeza.
6) Nivelar antes da impressão para evitar que o nozzle risque a superfície.
7) Existem materiais que fundem com o PEI da base, podendo danificar irremediavelmente a plataforma, no processo de remoção das peças. De forma a criar uma base protectora, recomendamos o uso de potenciador de aderência respectivo ao material de forma proteger a plataforma e prolongar o uso da mesma.
| BIQU SSS 200x190 | Prusa Mini | |
| BIQU SSS 220 |
Ender 3, Anet A6 , A8, ET4 series, Anycubic 13 MEGA series LONGER LK4, Wanhao 13, or other machines with a hot bed size of 220x220 |
|
| BIQU SSS 235 |
Ender3 V2 and Enders series, BIQU-81, Artillery, GENIUS, Geeetech A 10 series, Or other machines with hot bed size of 235 x 235 |
|
| BIQU SSS 254x 241 | Prusa i3 /MK3/MK3S | |
| BIQU SSS 310 |
CR10 , CR10S PRO series, Anet ET5 series, Anet A8 Plus, Artillery Sidewinder X1 SW-X1, Anycubic MEGA-X, or other machines with a hot bed size of 310x310 |
|

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


No sparkles or fancy finishes here, just premium Natureworks Ingeo 4043D PLA with high quality white pigment.
Master-batched and extruded in house to be your go-to basic PLA filament for a premium experience.
Spooled onto cardboard spools to minimize environmental impact and maximize value.
Many filaments are wound onto wasteful plastic spools because it's cheap and easy, but cardboard is sturdy enough for single use, saves shipping weight, and is easily recycled when done!
Protopasta filament is first dried, then extruded without moisture using air cooling for exceptional quality.
Minimal waste, no water use, and no additives because less is more when meeting basic needs.



We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
1kg- Rolo
PLA Back-to-basics Natural - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
No sparkles or fancy finishes here, just premium Natureworks Ingeo 4043D PLA with high quality white pigment.
Master-batched and extruded in house to be your go-to basic PLA filament for a premium experience.
Spooled onto cardboard spools to minimize environmental impact and maximize value.
Many filaments are wound onto wasteful plastic spools because it's cheap and easy, but cardboard is sturdy enough for single use, saves shipping weight, and is easily recycled when done!
Protopasta filament is first dried, then extruded without moisture using air cooling for exceptional quality.
Minimal waste, no water use, and no additives because less is more when meeting basic needs.


We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
1kg- Rolo
PLA Back-to-basics Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
No sparkles or fancy finishes here, just premium Natureworks Ingeo 4043D PLA with high quality white pigment.
Master-batched and extruded in house to be your go-to basic PLA filament for a premium experience.
Spooled onto cardboard spools to minimize environmental impact and maximize value.
Many filaments are wound onto wasteful plastic spools because it's cheap and easy, but cardboard is sturdy enough for single use, saves shipping weight, and is easily recycled when done!
Protopasta filament is first dried, then extruded without moisture using air cooling for exceptional quality.
Minimal waste, no water use, and no additives because less is more when meeting basic needs.


We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
1kg- Rolo
PLA Back-to-basics White - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
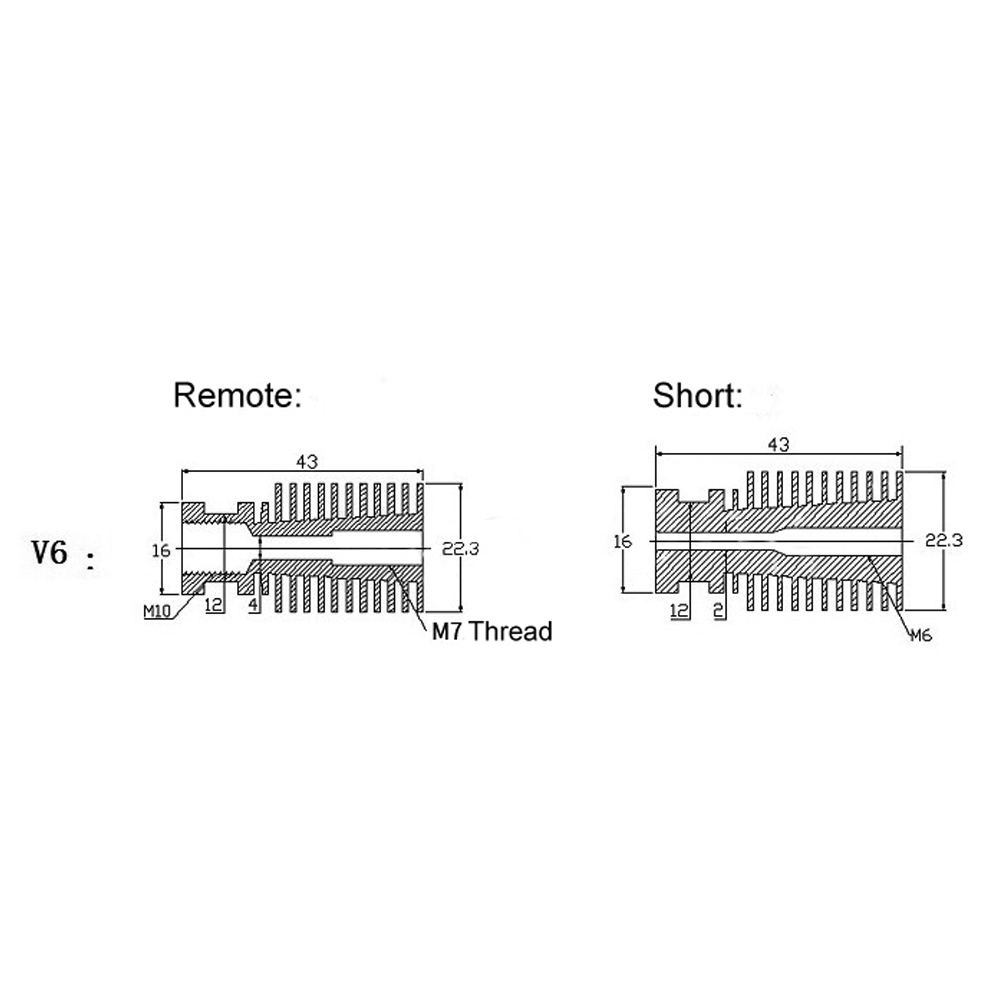
Heat sink short V6 Clone de alumínio produzido pela marca AIMSOAR.
Compatível* com hotend E3D V6 clones modelo com rosca M10 para inserir por exemplo um conector PC4-M10 Conector Pneumático para tubo PTFE Quick Push-In



Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Heat Sink E3D V6 clone com rosca M10 - Modelo
Rosca Interior do Heatbreak: M7
alumínio - Interior
Heat sink short V6 Clone de alumínio produzido pela marca AIMSOAR.
Compatível* com hotend E3D V6 clones modelo curto com abertura directa para filamento 1.75mm
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Heat Sink Short E3D V6 clone - Modelo
Rosca Interior do Heatbreak: M6
alumínio - Interior
































