A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Black - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Red - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Pure TR- Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Gray - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Graphite - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Blue - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
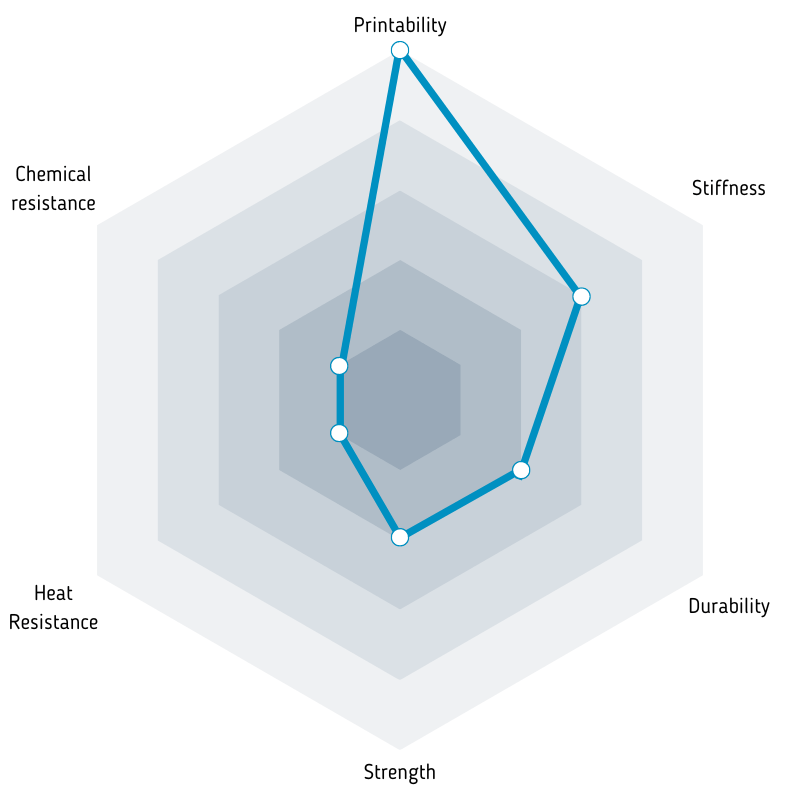
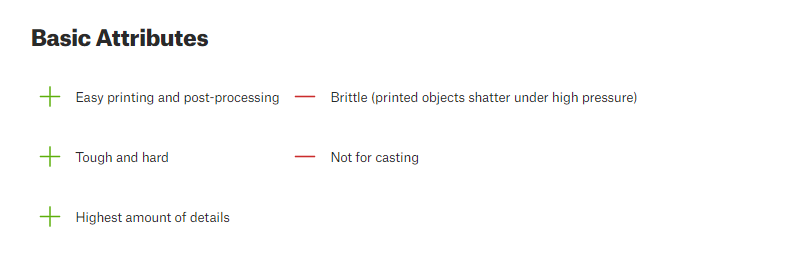
Impressão 3D de componentes resistentes. A resina resistente (tipo ABS) é perfeita para a criação de modelos, uma vez que é fácil de pós-processar. Esta resina de impressora 3D também é muito adequada para a criação de protótipos funcionais, uma vez que é suficientemente resistente. Um caso de utilização é a impressão 3D de óculos. Estes objectos devem ser resistentes mas flexíveis. Além disso, a resina da linha VALUE é uma resina de alta qualidade feita com os melhores materiais. Para obter os melhores resultados, cure as suas impressões 3D na nossa máquina de cura e lavagem (CW1S). Quando a cura estiver concluída, o resultado é uma impressão 3D dura como uma rocha com um encolhimento muito pequeno. A sua resistência é semelhante à do ABS.
A impressão 3D finalizada é uma peça colorida ou transparente com uma bela superfície mate com excelentes detalhes e transições de camadas suaves. Resistente - A resina de impressora 3D tipo ABS tem a vantagem adicional de ser muito mais flexível e mais forte do que a resina endurecida normal. É também menos quebradiça, o que significa que pode ser dobrada e voltar à sua forma original.
Manuseamento
1. Agitar bem antes de utilizar
2. Usar luvas e um respirador antes de utilizar, evitar o contacto direto com a pele
3. Enxaguar a pele com água abundante em caso de contacto acidental com a pele
4. Não se destina ao consumo humano! Manter afastado de crianças e animais.
5. As resinas líquidas podem provocar uma reação alérgica. Procurar assistência médica se sentir desconforto ao trabalhar com resinas
6. Utilize álcool isopropílico (90% ou superior) para limpar os modelos impressos.
Instruções de segurança
Esta resina não é biocompatível nem aprovada para utilização com alimentos, bebidas ou para aplicações médicas no corpo humano. Leia sempre a ficha de dados de segurança.
Não deitar as garrafas de resina (vazias ou cheias) no lixo comum.
As resinas líquidas devem ser tratadas como produtos químicos perigosos e deve seguir a legislação do seu país relativa à eliminação de produtos químicos perigosos. Normalmente, existem contentores especiais (por exemplo, latas de resíduos oleosos) disponíveis para o público, localizados perto de estações de serviço, etc.
Impressão 3D de componentes resistentes. A resina resistente (tipo ABS) é perfeita para a criação de modelos, uma vez que é fácil de pós-processar. Esta resina de impressora 3D também é muito adequada para a criação de protótipos funcionais, uma vez que é suficientemente resistente. Um caso de utilização é a impressão 3D de óculos. Estes objectos devem ser resistentes mas flexíveis. Além disso, a resina da linha VALUE é uma resina de alta qualidade feita com os melhores materiais. Para obter os melhores resultados, cure as suas impressões 3D na nossa máquina de cura e lavagem (CW1S). Quando a cura estiver concluída, o resultado é uma impressão 3D dura como uma rocha com um encolhimento muito pequeno. A sua resistência é semelhante à do ABS.
A impressão 3D finalizada é uma peça colorida ou transparente com uma bela superfície mate com excelentes detalhes e transições de camadas suaves. Resistente - A resina de impressora 3D tipo ABS tem a vantagem adicional de ser muito mais flexível e mais forte do que a resina endurecida normal. É também menos quebradiça, o que significa que pode ser dobrada e voltar à sua forma original.
Manuseamento
1. Agitar bem antes de utilizar
2. Usar luvas e um respirador antes de utilizar, evitar o contacto direto com a pele
3. Enxaguar a pele com água abundante em caso de contacto acidental com a pele
4. Não se destina ao consumo humano! Manter afastado de crianças e animais.
5. As resinas líquidas podem provocar uma reação alérgica. Procurar assistência médica se sentir desconforto ao trabalhar com resinas
6. Utilize álcool isopropílico (90% ou superior) para limpar os modelos impressos.
Instruções de segurança
Esta resina não é biocompatível nem aprovada para utilização com alimentos, bebidas ou para aplicações médicas no corpo humano. Leia sempre a ficha de dados de segurança.
Não deitar as garrafas de resina (vazias ou cheias) no lixo comum.
As resinas líquidas devem ser tratadas como produtos químicos perigosos e deve seguir a legislação do seu país relativa à eliminação de produtos químicos perigosos. Normalmente, existem contentores especiais (por exemplo, latas de resíduos oleosos) disponíveis para o público, localizados perto de estações de serviço, etc.
Impressão 3D de componentes resistentes. A resina resistente (tipo ABS) é perfeita para a criação de modelos, uma vez que é fácil de pós-processar. Esta resina de impressora 3D também é muito adequada para a criação de protótipos funcionais, uma vez que é suficientemente resistente. Um caso de utilização é a impressão 3D de óculos. Estes objectos devem ser resistentes mas flexíveis. Além disso, a resina da linha VALUE é uma resina de alta qualidade feita com os melhores materiais. Para obter os melhores resultados, cure as suas impressões 3D na nossa máquina de cura e lavagem (CW1S). Quando a cura estiver concluída, o resultado é uma impressão 3D dura como uma rocha com um encolhimento muito pequeno. A sua resistência é semelhante à do ABS.
A impressão 3D finalizada é uma peça colorida ou transparente com uma bela superfície mate com excelentes detalhes e transições de camadas suaves. Resistente - A resina de impressora 3D tipo ABS tem a vantagem adicional de ser muito mais flexível e mais forte do que a resina endurecida normal. É também menos quebradiça, o que significa que pode ser dobrada e voltar à sua forma original.
Manuseamento
1. Agitar bem antes de utilizar
2. Usar luvas e um respirador antes de utilizar, evitar o contacto direto com a pele
3. Enxaguar a pele com água abundante em caso de contacto acidental com a pele
4. Não se destina ao consumo humano! Manter afastado de crianças e animais.
5. As resinas líquidas podem provocar uma reação alérgica. Procurar assistência médica se sentir desconforto ao trabalhar com resinas
6. Utilize álcool isopropílico (90% ou superior) para limpar os modelos impressos.
Instruções de segurança
Esta resina não é biocompatível nem aprovada para utilização com alimentos, bebidas ou para aplicações médicas no corpo humano. Leia sempre a ficha de dados de segurança.
Não deitar as garrafas de resina (vazias ou cheias) no lixo comum.
As resinas líquidas devem ser tratadas como produtos químicos perigosos e deve seguir a legislação do seu país relativa à eliminação de produtos químicos perigosos. Normalmente, existem contentores especiais (por exemplo, latas de resíduos oleosos) disponíveis para o público, localizados perto de estações de serviço, etc.
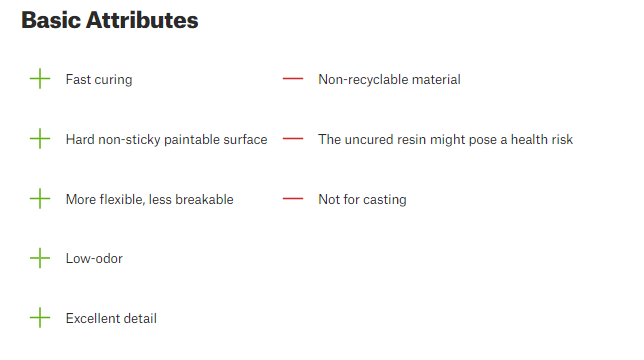
A resina de cura rápida TGM-7 foi concebida especificamente para a impressão em 3D de miniaturas de jogos de mesa. O equilíbrio perfeito entre rigidez, resistência ao impacto e flexão foi encontrado para proteger as miniaturas de se partirem quando caem ou em sessões de jogo aquecidas. Esta resina de impressão 3D permite capturar as miniaturas mais detalhadas com a sua superfície dura, não pegajosa e pintável. Mais flexibilidade, menos fragilidade.
Propriedades mecânicas
Resistência à tração na rutura: 35-40MPa (ISO-527, pós-cura)
Alongamento na rutura: 42-52% (ISO-527, pós-cura)
Viscosidade: 300-400 cPs (a 25°C)
Dureza: 75-85 Shore D (ISO 868)
Comprimento de onda UV compatível: 365 – 420 nm
Manuseamento
1. Agitar bem antes de utilizar
2. Usar luvas e um respirador antes de utilizar, evitar o contacto direto com a pele
3. Enxaguar a pele com água abundante em caso de contacto acidental com a pele
4. Não se destina ao consumo humano! Manter afastado de crianças e animais.
5. As resinas líquidas podem provocar uma reação alérgica. Procurar assistência médica se sentir desconforto ao trabalhar com resinas
6. Utilize álcool isopropílico (90% ou superior) para limpar os modelos impressos.
Instruções de segurança
Esta resina não é biocompatível nem aprovada para utilização com alimentos, bebidas ou para aplicações médicas no corpo humano. Leia sempre a ficha de dados de segurança.
Não deitar as garrafas de resina (vazias ou cheias) no lixo comum.
As resinas líquidas devem ser tratadas como produtos químicos perigosos e deve seguir a legislação do seu país relativa à eliminação de produtos químicos perigosos. Normalmente, existem contentores especiais (por exemplo, latas de resíduos oleosos) disponíveis para o público, localizados perto de estações de serviço, etc.
Facilitar-te o acesso a produtos seleccionados com o rácio mais justo de qualidade/custo. Colocá-los ao teu dispor a um preço ainda melhor e tudo isto com stock em Portugal para que recebas os produtos o mais imediatamente possível
Dispomos da possibilidade de levantar gratuitamente encomendas nos Pickup 24/7. Não dispomos de loja física. Todas as compras de levantamento têm que ser previamente feitas online. Obrigado pela compreensão!