
O Suporte Bambu para PLA é totalmente compatível com todos os filamentos PLA da Bambu Lab e impressoras da marca. Permite uma remoção fácil por descolamento, oferece uma qualidade de interface suave e desempenho fiável.
Evita processos de acabamento adicionais, poupando tempo e garantindo resultados perfeitos.
Tudo isto a um preço acessível.
Melhora hoje a tua experiência de impressão 3D!
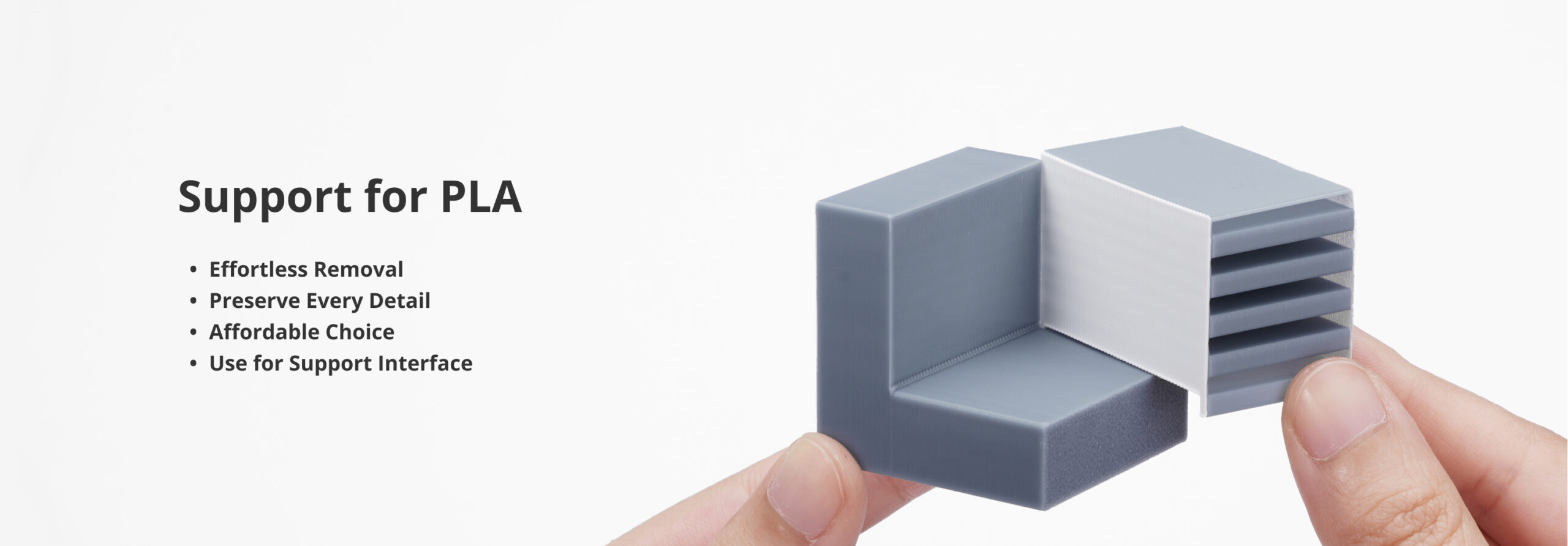
O Suporte Bambu para PLA foi desenvolvido especificamente para filamentos PLA, garantindo uma remoção limpa, sem resíduos e feita à mão.
Diz adeus ao pós-processamento e desfruta de uma experiência de impressão 3D sem complicações.
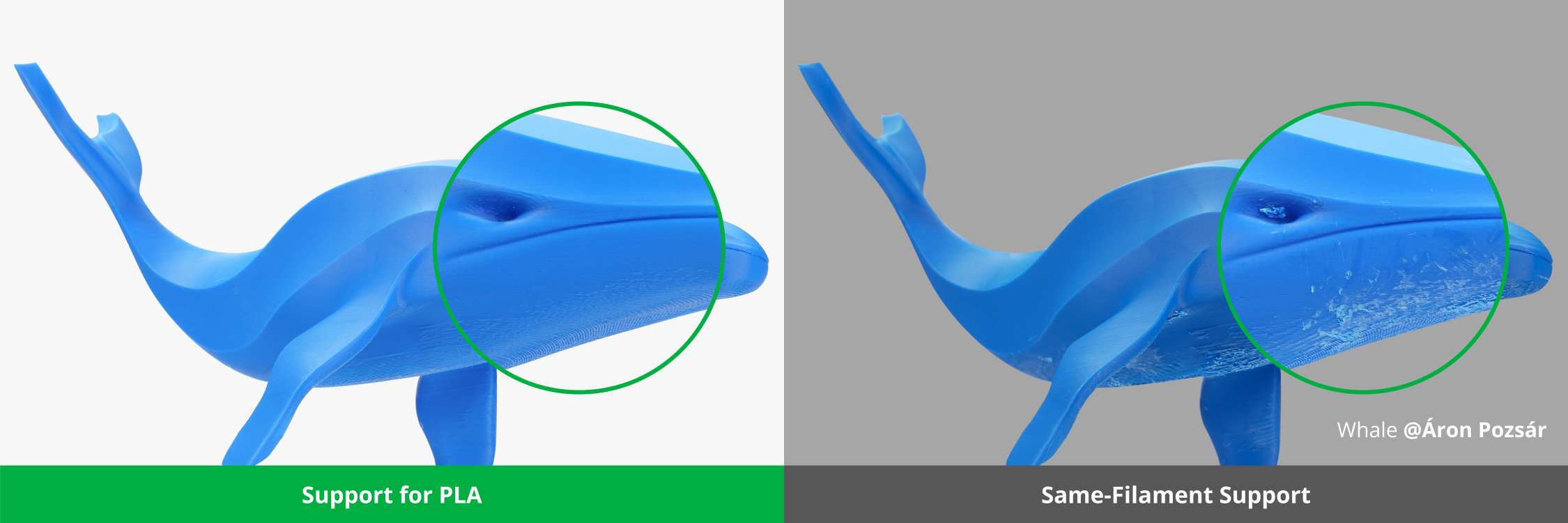
Com definições otimizadas de interface de suporte* no Bambu Studio, o Suporte Bambu para PLA oferece uma superfície de contacto ultra suave, protegendo os detalhes mais delicados como se nunca tivessem sido tocados.
Ideal para designs complexos, saliências e pontes, garante uma qualidade superior do início ao fim.
Configurações recomendadas: espaçamento superior da interface a 0 mm e distância Z a 0 mm.
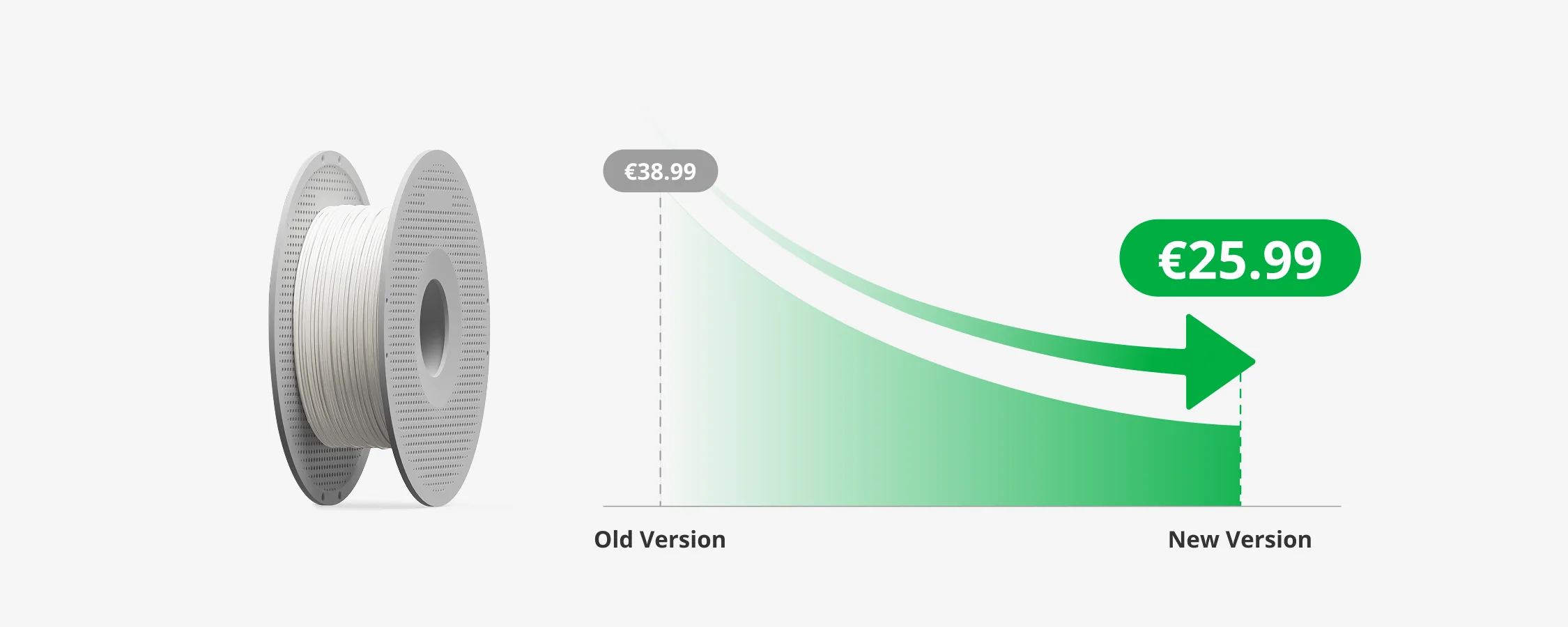
O Suporte Bambu para PLA oferece um desempenho melhorado com um custo 33% inferior ao do modelo anterior.
Desfruta de maior estabilidade, melhor qualidade de impressão e resultados superiores — tudo isto enquanto poupas dinheiro.
Ativa a opção "Interface de suporte/raft" no Bambu Studio para aplicar material de suporte apenas nas superfícies de contacto.
Esta abordagem reduz o consumo de material, poupando tempo e dinheiro.
Todos os parâmetros de impressão estão integrados na etiqueta RFID, que é lida automaticamente pelo nosso sistema AMS (Sistema Automático de Materiais).
Carrega e imprime! Sem necessidade de configurações manuais ou passos complicados.

| Componente | Recomendado | Não Recomendado |
|---|---|---|
| Placa de Impressão | Cool Plate SuperTack, PEI Liso, PEI Texturado | / |
| Hotend | Todos os tamanhos / materiais | / |
| Cola Líquida Bambu / Baton de Cola | Cola Líquida Bambu / Baton de Cola | / |
| Definições de Impressão Recomendadas | Propriedades Físicas | Propriedades Mecânicas |
|---|---|---|
| Secagem (Forno de Ar Forçado) | Densidade | Resistência à Tração |
| 55 °C, 8 h | 1.33 g/cm³ | N / A |
| Humidade do Recipiente | Temperatura de Amolecimento Vicat | Taxa de Alongamento na Ruptura |
| < 20% RH (Selado, com Dessecante) | N / A | N / A |
| Temperatura do Bico | Temperatura de Deformação Térmica | Módulo de Flexão |
| 220 - 230 °C | N / A | N / A |
| Temperatura da Mesa (com cola) | Temperatura de Fusão | Resistência à Flexão |
| 35 - 45 °C | 190 °C | N / A |
| Velocidade de Impressão | Índice de Fluidez (MFI) | Resistência ao Impacto |
| < 200 mm/s | 13.6 ± 1.2 g/10 min | N / A |
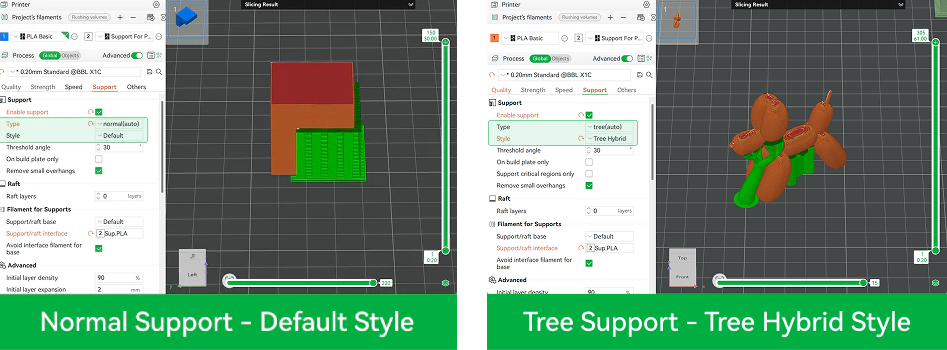
• Para superfícies grandes e planas, utiliza o tipo de suporte "Normal" com o estilo "Padrão" para melhores resultados.
• Para modelos mais complexos, opta pelo tipo de suporte "Árvore" com o estilo "Híbrido de Árvore".
• Para mais detalhes, consulta a secção de Suporte na WIKI.
• Recomenda-se secar o Suporte para PLA antes da impressão e mantê-lo selado no AMS com dessecante durante todo o processo de impressão, de forma a optimizar a qualidade da impressão.
• Condições de Secagem:
- Em forno de ar forçado: 55 °C durante 8 horas
- Na cama aquecida das impressoras X1 e H2D: 65 °C a 75 °C durante 12 horas
- Em AMS 2 Pro e AMS HT: 60 °C durante 12 horas
• Para mais definições de secagem de filamentos, consulta as Recomendações de Secagem de Filamentos na WIKI.

1x Filamento com Bobina & 1x Saqueta de Dessecante | 1x Embalagem

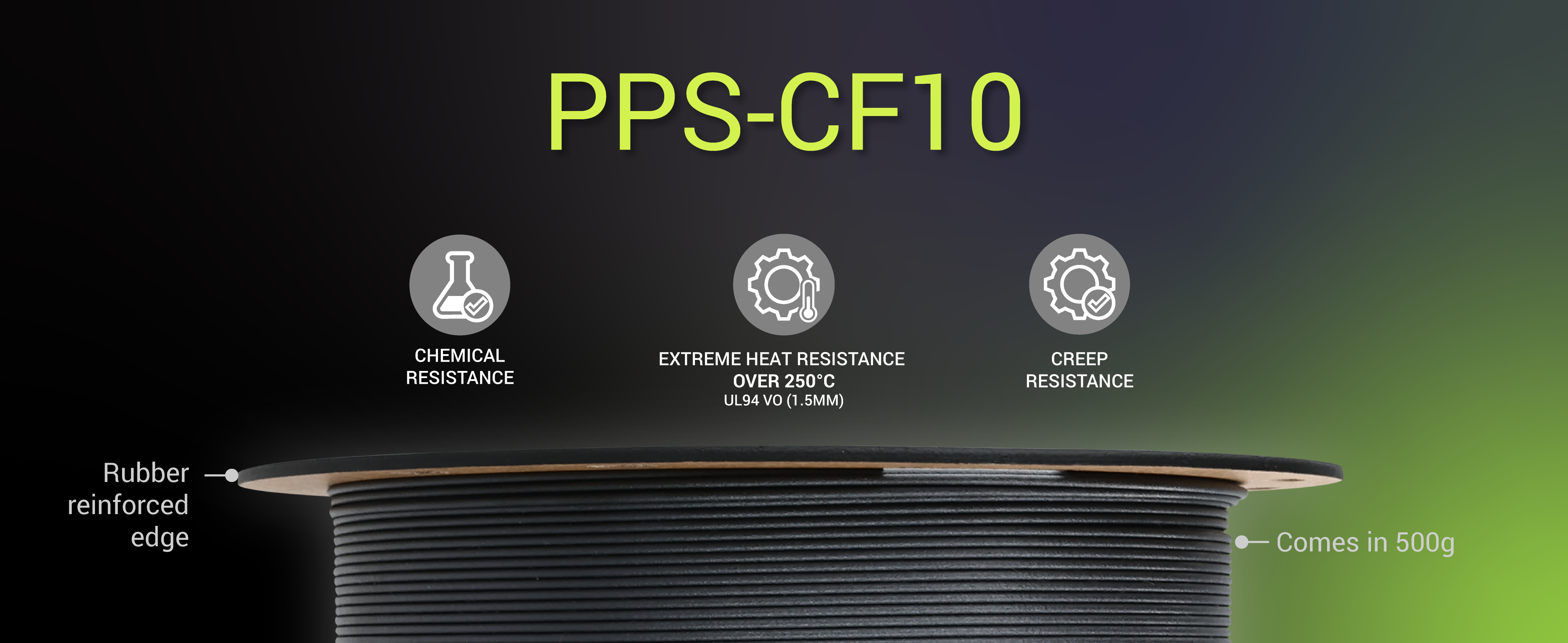
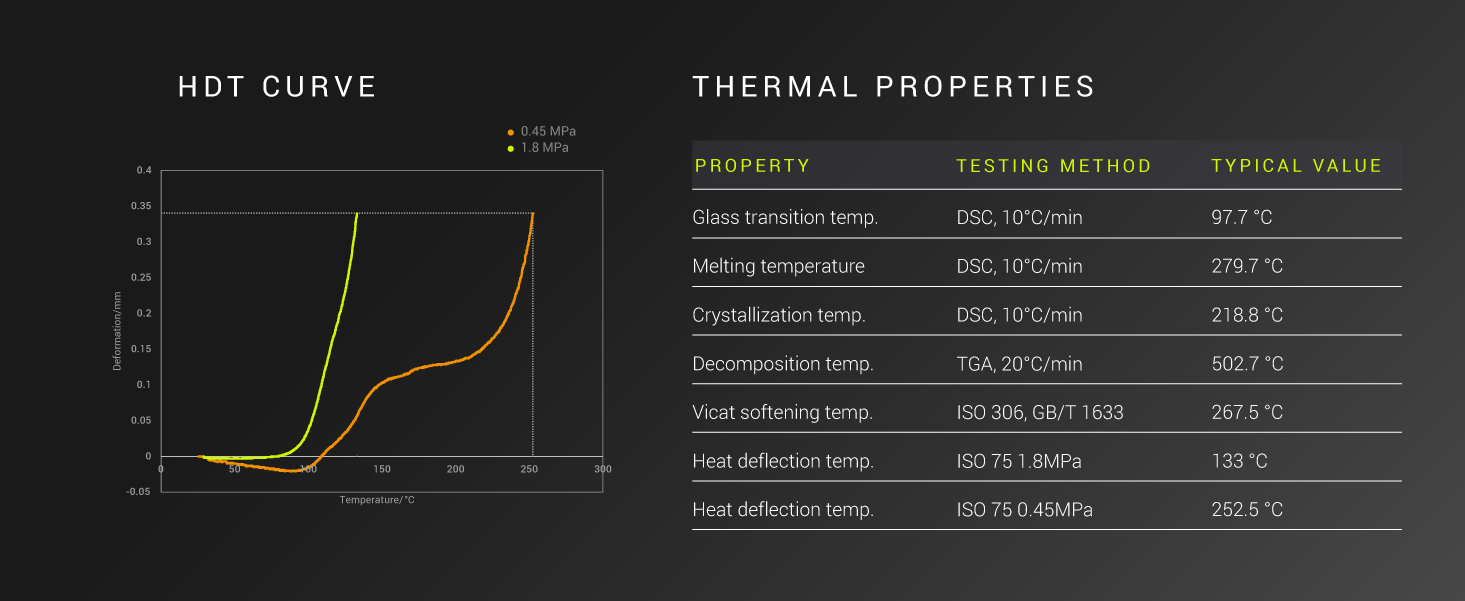
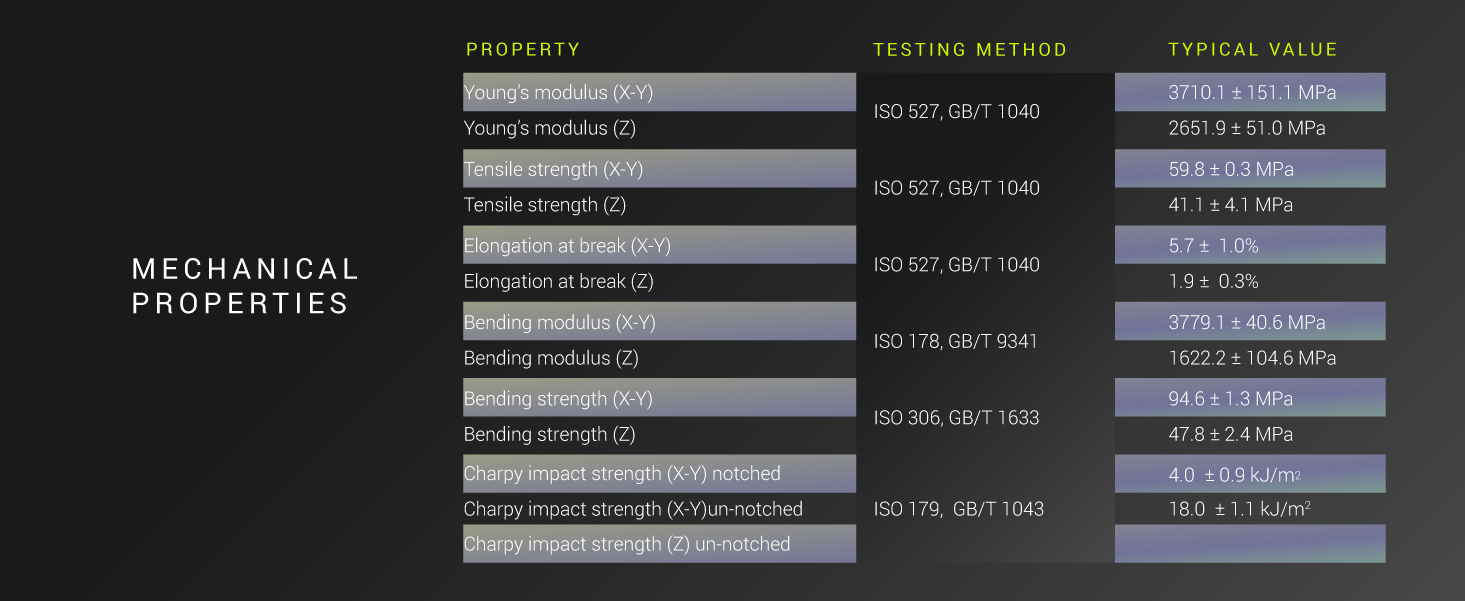
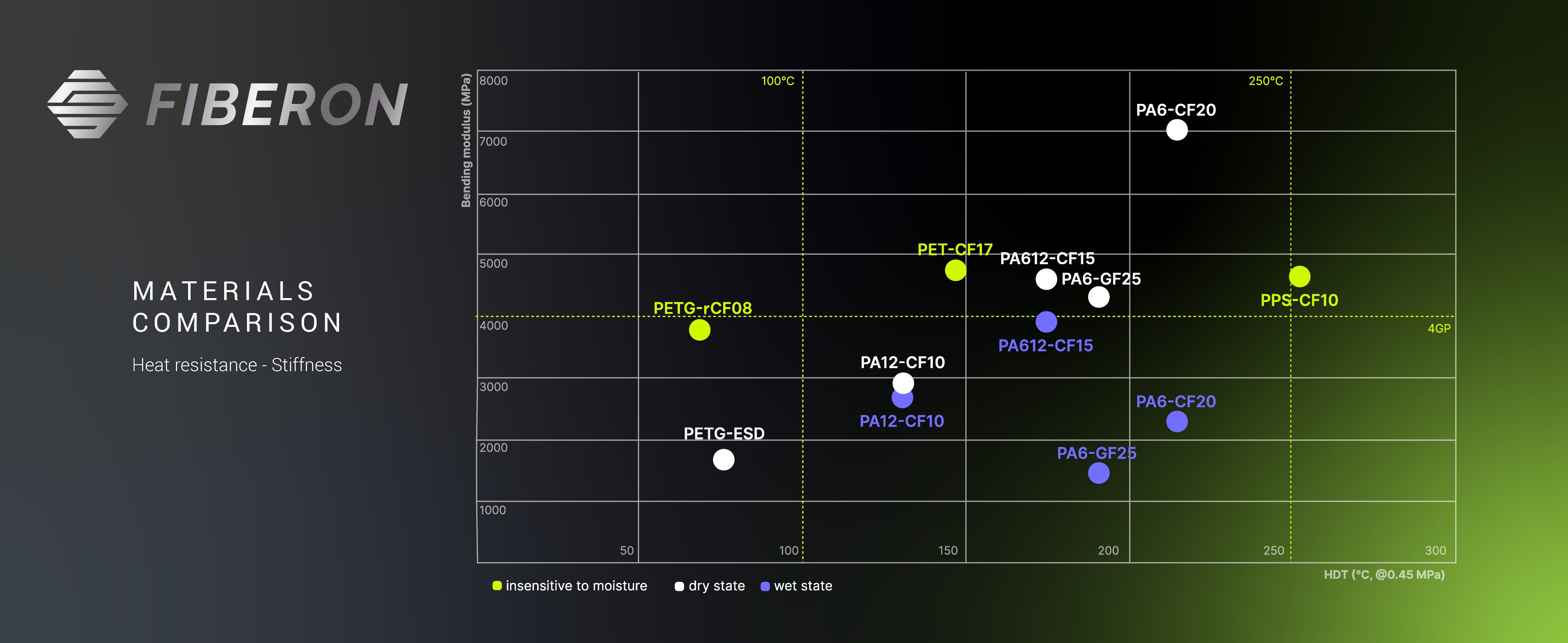
Fiberon™ PPS-CF10 é um filamento de PPS (Polifenileno Sulfeto) reforçado com 10% de fibra de carbono, que apresenta uma deformação mínima durante a impressão, elevada resistência mecânica, excelente resistência ao calor e aos químicos, e dispensa o uso de câmara aquecida.
Com excecional retardância à chama (V0) e insensibilidade à humidade, foi especificamente desenvolvido para profissionais que operam em condições extremas.
Densidade: 1,29 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:

Aqui está a tradução para português de Portugal:
Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Sim – recomendamos vivamente o uso de um hotend que atinja pelo menos 310 °C.
É possível imprimir a 300 °C, mas será necessário imprimir muito lentamente, e corres o risco de ter má adesão entre camadas.
Sim – PPS-CF é naturalmente frágil na bobina e pode partir-se com facilidade.
Recomendamos garantir um caminho limpo e direto até ao extrusor, evitando curvas apertadas e torções.
Podes saber mais sobre o processo de recozimento AQUI.
Embora as bobinas rolem corretamente no AMS, o PPS-CF é muito frágil na bobina.
Se o filamento for sujeito a curvas ou torções apertadas dentro do AMS, pode partir-se facilmente.
Por isso, não recomendamos o uso com AMS – o ideal é ter um caminho direto até à impressora.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se ao maior risco de rutura dos filamentos com fibra de carbono ou fibra de vidro, que são mais frágeis.
Estes filamentos são enrolados em bobinas com um núcleo maior, para reduzir o stress no material.
No entanto, isso faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
500g- Rolo
Fiberon PPS-CF10 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
310º a 350º - Temp. recomendada do Hotend
80º a 90º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

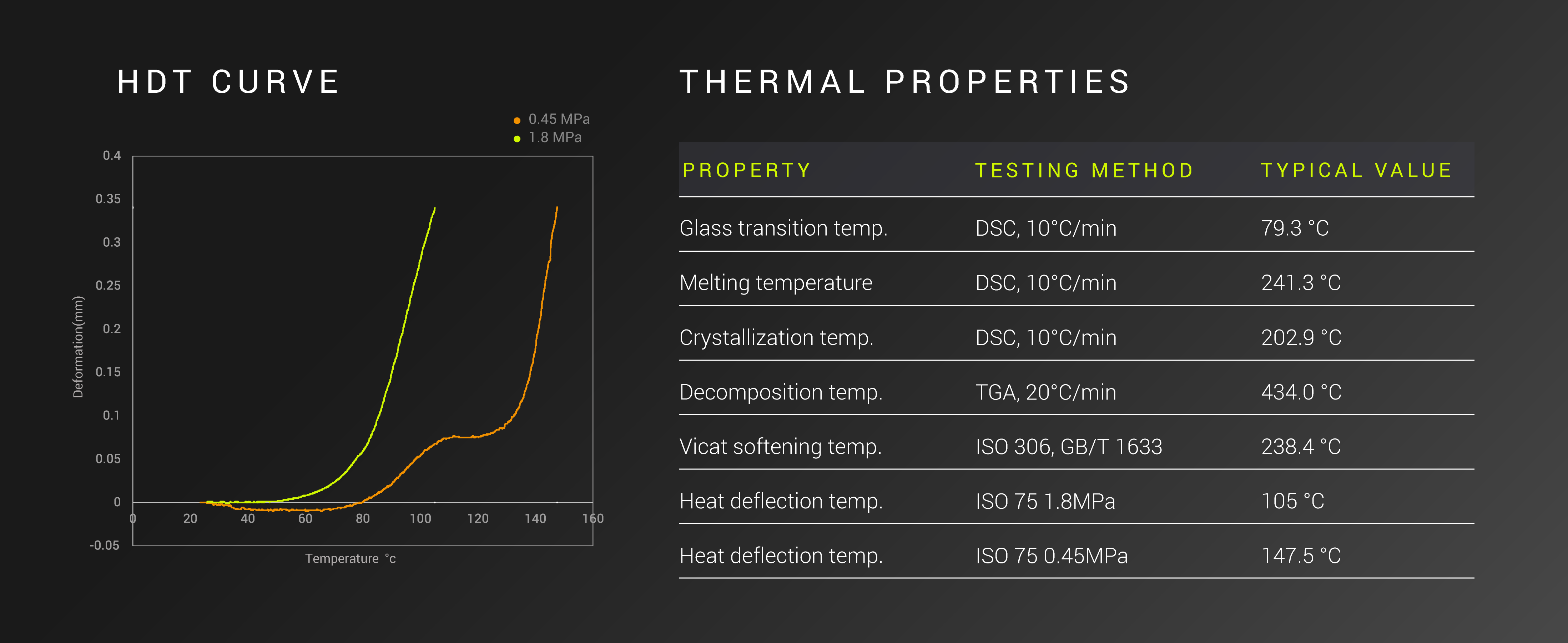
Fiberon™ PET-CF17 é um filamento de PET (polietileno tereftalato) reforçado com 17% de fibra de carbono. É a escolha preferida para impressão 3D de materiais compósitos de engenharia, oferecendo elevado módulo de elasticidade, resistência ao calor, insensibilidade à humidade e facilidade de impressão.
Densidade: 1,34 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:

Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Mais informações e dicas sobre recozimento disponíveis na aba de FAQ.
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já criou um!
Podes saber mais sobre o processo de recozimento AQUI.
O recozimento melhora significativamente a resistência térmica do PET-CF17, elevando a temperatura de deflexão térmica (HDT) de cerca de 70 °C para mais de 100 °C.
Contudo, em termos de propriedades mecânicas, o recozimento aumenta sobretudo a rigidez (módulo) do material, sem melhorar a resistência ao impacto nem a adesão entre camadas. Ou seja, o material não se torna mais resistente após o recozimento.
Se a tua peça tiver secções muito finas, o recozimento a 120 °C pode causar deformações. Nestes casos, sugerimos três possíveis soluções:
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
No entanto, deves ter cuidado ao usar materiais abrasivos no AMS.
PET e PETG diferem na estrutura química, nas propriedades, na facilidade de impressão e nas aplicações:
É possível imprimir este material sem um secador de filamento, mas isso depende muito da humidade do ambiente onde estás.
Se vives num clima húmido, pode ser necessário usar um secador durante toda a impressão ou entre impressões.
Guarda sempre o filamento em ambiente seco.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se à maior probabilidade de o filamento de fibra de carbono ou fibra de vidro se partir na bobina, devido à sua maior fragilidade.
Para minimizar este risco, utilizamos uma bobina com núcleo maior — o que faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
500g- Rolo
Fiberon PET-CF17 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão



O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)

Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):

Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
500g- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão



Fiberon™ PA6-GF25 é um filamento de PA6 (Nylon 6) reforçado com fibra de vidro. Este material apresenta excelentes propriedades térmicas e mecânicas sem comprometer a adesão entre camadas.
Anteriormente conhecido como PolyMide PA6-GF.
Densidade: 1,2 g/cm³
Extrusão direta (Direct Drive):



Não encontras o perfil para a tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
[Descarregar informação do produto]

500g- Rolo
Fiberon PA6-GF25- Grey
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
500g- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA612-CF15 é um filamento à base de copoli-imida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este material possui uma menor sensibilidade à humidade comparativamente aos materiais à base de PA6/66 e PA6, apresentando também melhores propriedades mecânicas do que os materiais à base de PA12. Além disso, o reforço com fibra de carbono e a tecnologia Warpfree™ melhoram significativamente a estabilidade dimensional das impressões realizadas com este filamento.
O Fiberon™ PA612-CF15 utiliza a mesma fórmula comprovada do PolyMide PA612-CF, embora o Fiberon™ PA612-CF15 possa imprimir num tom de preto ligeiramente mais escuro do que o seu antecessor.
Densidade: 1,03 g/cm³
Requisitos de Impressão
Temperatura do extrusor: 250˚C - 300˚C
Temperatura da mesa (build plate): 40˚C - 50˚C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: DESLIGADA
Extrusão direta (Direct Drive):
Distância de retração: 3 mm
Velocidade de retração: 40 mm/s
Extrusão indireta (Bowden):
Distância de retração: 6 mm
Velocidade de retração: 60 mm/s
Forno convencional: 100˚C durante 10h
PolyDryer™: Nível 3 durante 18h
100˚C durante 16h
Não encontra o perfil para a sua impressora? Junte-se ao nosso Discord e veja se a comunidade já criou um!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que as poliamidas (nylons) são higroscópicas. Podes acelerar este processo mantendo a peça num ambiente com humidade elevada ou submergindo-a em água durante 48 horas. Todos os nossos testes foram realizados com peças sujeitas a tratamento térmico a 100˚C durante 16 horas, e posteriormente submersas em água a 60˚C durante 48 horas. O teor médio de humidade das peças após este processo é de 2,57%.
Ao realizar o tratamento térmico num forno de convecção, a peça ficará seca. Portanto, se fizeres o condicionamento antes do tratamento térmico, terás de repetir o condicionamento depois. Recomendamos, assim, fazer o condicionamento por humidade apenas após o tratamento térmico.
Os nossos nylons incluem a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, é feito o tratamento térmico para garantir a resistência máxima da peça.
Sabe mais AQUI.
Sim! Redesenhámos as bordas das nossas bobinas, por isso todos os produtos Polymaker funcionam perfeitamente na AMS.
Ainda assim, deves ter atenção extra quando utilizares materiais abrasivos na AMS.
Infelizmente não disponibilizamos bobinas Fiberon™ de 1 kg. Isto deve-se ao risco acrescido de quebra do filamento de fibra de carbono e fibra de vidro quando armazenado em bobinas maiores.
Uma vez que estes filamentos são mais frágeis, utilizamos uma bobina com núcleo maior. Este núcleo maior significa que 1 kg de filamento não caberia numa bobina típica de 1 kg.
500g- Rolo
Fiberon PA612-CF15 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão


Fiberon™ PETG-rCF08 é um filamento de PETG reforçado com fibra de carbono reciclada.
Herdando o desempenho versátil do PETG, este material incorpora fibra de carbono reciclada para uma melhor textura superficial e propriedades mecânicas melhoradas.
Densidade: 1,3 g/cm³
Bobina de 0,5 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 190 ± 7 g
Bobina de 0,75 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 50,6 ± 2 mm
– Peso da bobina (vazia): 125 ± 7 g
Bobina de 1 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 140 ± 7 g
Bobina de 2 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 370 ± 18,5 g
Bobina de 3 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 425 ± 21,3 g
Bobina de 5 kg (plástico):
– Diâmetro interior do furo: 32 ± 1 mm
– Diâmetro da bobina: 300 ± 1 mm
– Largura da bobina: 160 ± 1 mm
– Peso da bobina (vazia): 819 ± 30 g
– Material da bobina: Polipropileno (PP)
Extrusor Direct Drive:
– Distância: 3 mm
– Velocidade: 40 mm/s
Extrusor Bowden (Indirect Drive):
– Distância: 6 mm
– Velocidade: 60 mm/s
Forno doméstico: 65 ˚C durante 3 horas
PolyDryer™: Nível 2 durante 6 horas
(Apenas se o material tiver absorvido humidade)
N/A (não aplicável)
Não encontras o perfil da tua impressora?
Entra no nosso Discord e verifica se a comunidade já criou um!


500g- Rolo
Fiberon PETG-rCF08 - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Filamentos Compósitos de Alto Desempenho
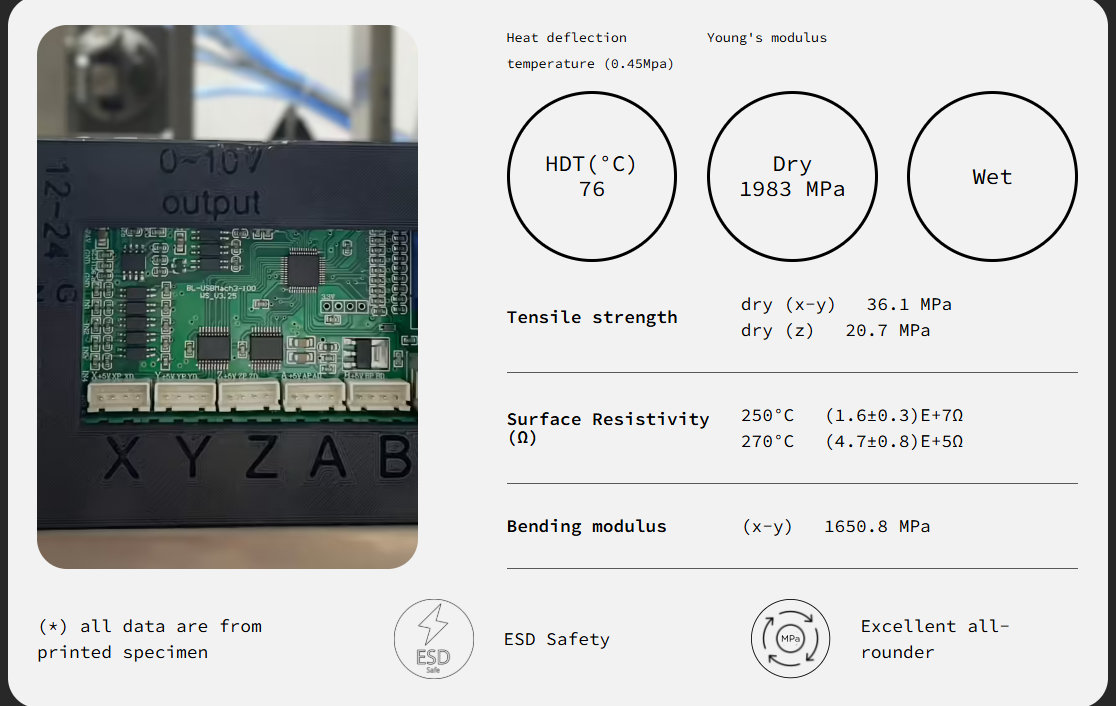
A combinação perfeita entre elevada resistência mecânica e dissipação eletrostática (ESD), garantindo a proteção fiável de componentes eletrónicos sensíveis sem comprometer o desempenho.

O Fiberon™ PETG-ESD combina dissipação eletrostática (ESD) com um PETG de resistência melhorada. Formulado com nanotubos de carbono, este material permite dissipar cargas eletrostáticas devido à sua baixa resistividade superficial.
Esta propriedade intrínseca proporciona proteção a componentes eletrónicos sensíveis, tornando-o ideal para processos de montagem eletrónica ou para a fabricação de invólucros eletrónicos impressos.
Descarregar um perfil de impressora
Temperatura de impressão: 250-290°C
Temperatura da mesa: 70-80°C
(*) Não é necessária câmara aquecida ou enclausuramento
É recomendado um bico de aço endurecido para evitar desgaste.


Polymaker & Amesos: Placas de Montagem para Bombas de Água em Drones Agrícolas
O PETG-ESD combina as propriedades do PETG com a capacidade de controlar descargas eletrostáticas (ESD), tornando-se um material ideal para aplicações que exigem proteção contra ESD. É amplamente utilizado em embalagens de componentes eletrónicos, fixações, gabaritos e ferramentas de montagem em ambientes sensíveis a descargas eletrostáticas.
Para assegurar a dissipação eletrostática (ESD) das peças impressas com Fiberon™ PETG-ESD, segue estas recomendações:
✔ Temperatura mínima de impressão: 250°C para manter as propriedades condutivas do material.
✔ Tipo de bico: Devido à presença de nanotubos de carbono, utiliza um bico de aço endurecido para evitar desgaste prematuro.
❌ Não é necessário recozer estes materiais antes da utilização.
✅ Secagem recomendada: Para obter um melhor desempenho na impressão, recomenda-se secar o filamento a 65°C durante 3 horas antes do uso. Isso ajuda a reduzir a absorção de humidade, melhorando a qualidade da impressão e a adesão entre camadas.
500g- Rolo
Fiberon PETG-ESD- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

O nosso TPU FP é um material flexível com dureza Shore 87A, e o seu grande diferencial é ser ignífugo, graças ao seu aditivo retardante de chama. Isto significa que a combustão pára em 10 segundos, sem gerar gotas de fogo.
É a escolha ideal para projetos que exigem resistência ao fogo e um nível extra de segurança.
Uma inovação revolucionária na impressão 3D: INNOVATEFIL TPU FP é um material avançado à base de TPU Shore 87A, com propriedades retardantes de chama, cumprindo a norma UL 94 V-0, garantindo máxima segurança.
✅ Resistência avançada ao fogo: A combustão pára em 10 segundos sem gotejamento de chamas.
✅ Alta versatilidade: Compatível com impressoras convencionais e de alta velocidade, como Bambu Lab.
✅ Aderência superior: Ideal para peças estáveis e seguras.
🔹 Ajusta a temperatura entre 220 e 250 ºC, conforme a impressora.
🔹 Usa spray 3DLac para facilitar a remoção das peças.
🔹 Armazena o material num local seco para preservar as suas propriedades.
🎯 Filamento: Bobinas de 750 g, com diâmetro de 1,75 mm (2,85 mm disponível por encomenda).
🎯 Pellets: Disponíveis em 1 kg, 5 kg e 15 kg, ou a granel para necessidades personalizadas.
Descobre mais no nosso site e subscreve a newsletter para estares sempre a par das últimas novidades. Com INNOVATEFIL TPU FP, eleva os teus projetos a um novo nível de segurança e qualidade. 🚀🔥


⚡ Componentes elétricos e eletrónicos
🚗 Indústria automóvel
🦺 Equipamentos de proteção individual
✈️ Indústria aeronáutica
🔧 Protótipos e componentes de aquecimento
| Propriedades Mecânicas* | Plano XY | Plano ZX | Unidade de Medida | Norma |
|---|---|---|---|---|
| Alongamento na rutura | - | - | % | ISO 527 |
| Alongamento ao esforço máximo | 524 | - | % | ISO 527 |
| Alongamento na flexão até à rutura | - | - | % | ISO 178 |
| Dureza | 87 | - | Shore A | ISO 7619-1 |
| Força de impacto Charpy (entalhado) | - | - | kj/m² | ISO 179 |
| Módulo de flexão | - | - | MPa | ISO 178 |
| Módulo de tração | - | - | MPa | ISO 527 |
| Resistência à flexão | 6,3 | - | MPa | ISO 178 |
| Resistência à tração | 7 | - | MPa | ISO 527 |
*Valores obtidos com amostras impressas usando um bico de 0.4mm, preenchimento reticulado de 100% e altura de camada de 0.2mm. Para mais informações, contacta-nos.
750g - Rolo
INNOVATEFIL TPU FP (V0) White - Cor
1.75mm - Espessura
220ºC a 240ºC- Temp. recomendada do Hotend
50º a 60ºC - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão
































