O PEI 9085 (feito a partir da resina ULTEM™ 9085) é um material de resistência excecional. É utilizado diariamente nos setores mais exigentes, como aviação, transporte ferroviário e indústria automóvel. Graças às suas propriedades únicas, como incombustibilidade (UL 94 V0) e não toxicidade, é valorizado e aprovado por fabricantes de aeronaves (FAR 25.853) e pela indústria ferroviária (EN 45545).
As peças produzidas com resina ULTEM™ são uma alternativa eficaz a elementos metálicos, combinando a resistência do aço com a leveza do alumínio. Isto permite reduzir o tempo e os custos de desenvolvimento e fabrico de peças totalmente funcionais.
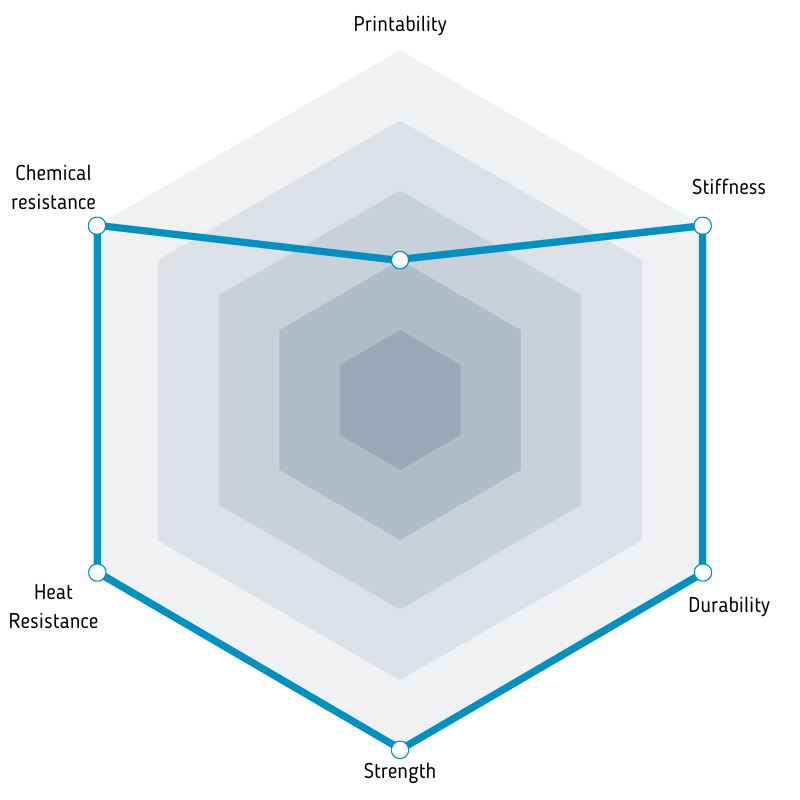
O PEI 9085 destaca-se pela sua elevada resistência à abrasão, temperaturas extremas até 180°C, solventes e radiação UV. Estas características tornam-no uma excelente escolha para aplicações que operam em condições extremas. Além disso, possui alta resistência dielétrica e boa condutividade térmica.
Quando comparado com outros materiais como PEEK e PEKK, o PEI 9085 apresenta uma resistência, estabilidade e resistência ao creep ligeiramente inferiores.

Para imprimir com PEI 9085, precisas de uma impressora compatível com materiais de alta temperatura (ex.: PEEK, PEKK, PEI). Para obter impressões de qualidade, é essencial utilizar uma câmara aquecida, garantindo uma distribuição uniforme do calor.
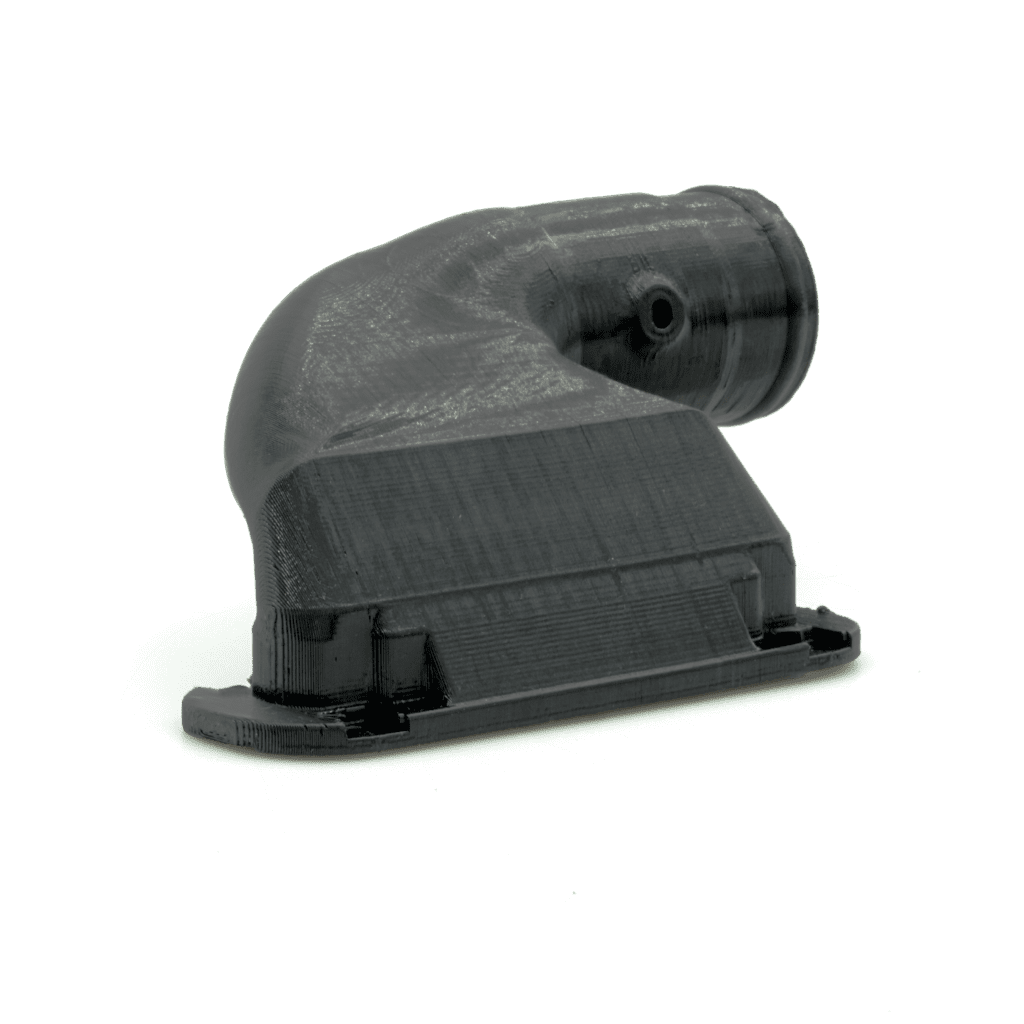
✈️ Aviação: peças de máquinas, elementos estruturais, componentes de sistemas de ventilação
🚗 Indústria Automóvel: peças de motor, componentes de substituição, carcaças de sensores
🔌 Eletrónica: conectores, caixas para componentes eletrónicos, isolamento de cabos, peças para células de combustível
🎖 Indústria Militar: proteções para sistemas de armas, carcaças para sistemas de iluminação, invólucros para sistemas óticos
✔ Resistência à abrasão
🔥 Resistência a temperaturas superiores a 190°C e à radiação UV
🚫🔥 Incombustível e com baixa emissão de fumo
🛠 Elevada resistência mecânica
🧪 Resistência química
📏 Baixa contração
Especificações do Filamento PEI 9085
| Diâmetro | Tolerância do Diâmetro | Tolerância Oval | Temperatura de Impressão | Temperatura da Mesa |
|---|---|---|---|---|
| 1.75 mm | +/- 0.02 mm | + 0.01 mm | 350-380°C | 160°C |
Os seguintes parâmetros são apenas configurações de impressão recomendadas para este material. Para garantir a melhor qualidade de impressão, é necessário ajustar as definições de acordo com a impressora específica e as condições de impressão.
| Temperatura do Bico | 350-380°C |
| Temperatura da Mesa | 160°C |
| Câmara Fechada | >80°C |
| Ventoinha | 0-25% |
| Flowrate | 90-100% |
| Velocidade de Impressão | 30-60 mm/s |
| Superfície | Magigoo Pro HT |
| Retração (direta) | Sim, 1-2 mm |
| Velocidade de Retração | 20-45 mm/s |
| Condições de Secagem | 120°C / 6h – Temperaturas de secagem mais elevadas podem levar à deformação do carretel. |
500g - Rolo
PEI 9085 - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
350º a 380º - Temp. recomendada do Hotend
160º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
O PEI 9085 (feito a partir da resina ULTEM™ 9085) é um material de resistência excecional. É utilizado diariamente nos setores mais exigentes, como aviação, transporte ferroviário e indústria automóvel. Graças às suas propriedades únicas, como incombustibilidade (UL 94 V0) e não toxicidade, é valorizado e aprovado por fabricantes de aeronaves (FAR 25.853) e pela indústria ferroviária (EN 45545).
As peças produzidas com resina ULTEM™ são uma alternativa eficaz a elementos metálicos, combinando a resistência do aço com a leveza do alumínio. Isto permite reduzir o tempo e os custos de desenvolvimento e fabrico de peças totalmente funcionais.
O PEI 9085 destaca-se pela sua elevada resistência à abrasão, temperaturas extremas até 180°C, solventes e radiação UV. Estas características tornam-no uma excelente escolha para aplicações que operam em condições extremas. Além disso, possui alta resistência dielétrica e boa condutividade térmica.
Quando comparado com outros materiais como PEEK e PEKK, o PEI 9085 apresenta uma resistência, estabilidade e resistência ao creep ligeiramente inferiores.
Para imprimir com PEI 9085, precisas de uma impressora compatível com materiais de alta temperatura (ex.: PEEK, PEKK, PEI). Para obter impressões de qualidade, é essencial utilizar uma câmara aquecida, garantindo uma distribuição uniforme do calor.
✈️ Aviação: peças de máquinas, elementos estruturais, componentes de sistemas de ventilação
🚗 Indústria Automóvel: peças de motor, componentes de substituição, carcaças de sensores
🔌 Eletrónica: conectores, caixas para componentes eletrónicos, isolamento de cabos, peças para células de combustível
🎖 Indústria Militar: proteções para sistemas de armas, carcaças para sistemas de iluminação, invólucros para sistemas óticos
✔ Resistência à abrasão
🔥 Resistência a temperaturas superiores a 190°C e à radiação UV
🚫🔥 Incombustível e com baixa emissão de fumo
🛠 Elevada resistência mecânica
🧪 Resistência química
📏 Baixa contração
Especificações do Filamento PEI 9085
| Diâmetro | Tolerância do Diâmetro | Tolerância Oval | Temperatura de Impressão | Temperatura da Mesa |
|---|---|---|---|---|
| 1.75 mm | +/- 0.02 mm | + 0.01 mm | 350-380°C | 160°C |
Os seguintes parâmetros são apenas configurações de impressão recomendadas para este material. Para garantir a melhor qualidade de impressão, é necessário ajustar as definições de acordo com a impressora específica e as condições de impressão.
| Temperatura do Bico | 350-380°C |
| Temperatura da Mesa | 160°C |
| Câmara Fechada | >80°C |
| Ventoinha | 0-25% |
| Flowrate | 90-100% |
| Velocidade de Impressão | 30-60 mm/s |
| Superfície | Magigoo Pro HT |
| Retração (direta) | Sim, 1-2 mm |
| Velocidade de Retração | 20-45 mm/s |
| Condições de Secagem | 120°C / 6h – Temperaturas de secagem mais elevadas podem levar à deformação do carretel. |
500g - Rolo
PEI 9085 - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
350º a 380º - Temp. recomendada do Hotend
160º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
O PEI 9085 (feito a partir da resina ULTEM™ 9085) é um material de resistência excecional. É utilizado diariamente nos setores mais exigentes, como aviação, transporte ferroviário e indústria automóvel. Graças às suas propriedades únicas, como incombustibilidade (UL 94 V0) e não toxicidade, é valorizado e aprovado por fabricantes de aeronaves (FAR 25.853) e pela indústria ferroviária (EN 45545).
As peças produzidas com resina ULTEM™ são uma alternativa eficaz a elementos metálicos, combinando a resistência do aço com a leveza do alumínio. Isto permite reduzir o tempo e os custos de desenvolvimento e fabrico de peças totalmente funcionais.
O PEI 9085 destaca-se pela sua elevada resistência à abrasão, temperaturas extremas até 180°C, solventes e radiação UV. Estas características tornam-no uma excelente escolha para aplicações que operam em condições extremas. Além disso, possui alta resistência dielétrica e boa condutividade térmica.
Quando comparado com outros materiais como PEEK e PEKK, o PEI 9085 apresenta uma resistência, estabilidade e resistência ao creep ligeiramente inferiores.
Para imprimir com PEI 9085, precisas de uma impressora compatível com materiais de alta temperatura (ex.: PEEK, PEKK, PEI). Para obter impressões de qualidade, é essencial utilizar uma câmara aquecida, garantindo uma distribuição uniforme do calor.
✈️ Aviação: peças de máquinas, elementos estruturais, componentes de sistemas de ventilação
🚗 Indústria Automóvel: peças de motor, componentes de substituição, carcaças de sensores
🔌 Eletrónica: conectores, caixas para componentes eletrónicos, isolamento de cabos, peças para células de combustível
🎖 Indústria Militar: proteções para sistemas de armas, carcaças para sistemas de iluminação, invólucros para sistemas óticos
✔ Resistência à abrasão
🔥 Resistência a temperaturas superiores a 190°C e à radiação UV
🚫🔥 Incombustível e com baixa emissão de fumo
🛠 Elevada resistência mecânica
🧪 Resistência química
📏 Baixa contração
Especificações do Filamento PEI 9085
| Diâmetro | Tolerância do Diâmetro | Tolerância Oval | Temperatura de Impressão | Temperatura da Mesa |
|---|---|---|---|---|
| 1.75 mm | +/- 0.02 mm | + 0.01 mm | 350-380°C | 160°C |
Os seguintes parâmetros são apenas configurações de impressão recomendadas para este material. Para garantir a melhor qualidade de impressão, é necessário ajustar as definições de acordo com a impressora específica e as condições de impressão.
| Temperatura do Bico | 350-380°C |
| Temperatura da Mesa | 160°C |
| Câmara Fechada | >80°C |
| Ventoinha | 0-25% |
| Flowrate | 90-100% |
| Velocidade de Impressão | 30-60 mm/s |
| Superfície | Magigoo Pro HT |
| Retração (direta) | Sim, 1-2 mm |
| Velocidade de Retração | 20-45 mm/s |
| Condições de Secagem | 120°C / 6h – Temperaturas de secagem mais elevadas podem levar à deformação do carretel. |
500g - Rolo
PEI 9085 Natural - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
350º a 380º - Temp. recomendada do Hotend
160º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
O FiberFlex CF é um filamento de impressão 3D que combina a flexibilidade do poliuretano (TPU) com a força excecional da fibra de carbono. Este material oferece ótimas propriedades de absorção de impactos e retorno elástico. Além disso, a sua resistência a temperaturas até 90°C permite aplicações versáteis em ambientes exigentes.
A inclusão de 20% de fibra de carbono aumenta a rigidez do material (60D na escala Shore), permitindo a criação de componentes duráveis com elevada precisão dimensional. Esta maior rigidez também torna o filamento muito mais fácil de imprimir em comparação com outros filamentos flexíveis. Além disso, o FiberFlex CF possui propriedades antiestáticas e eletrocondutoras.
Graças às suas características únicas, o FiberFlex CF é ideal para aplicações que exigem flexibilidade e resistência tanto ao desgaste mecânico como a condições ambientais adversas.

🔧 Automóvel: Capas flexíveis, componentes de absorção de impacto, peças de substituição
📱 Eletrónica: Caixas para dispositivos, estruturas protetoras, suportes para cabos
🏅 Desporto e Lazer: Equipamento de proteção, acessórios desportivos, componentes flexíveis e duráveis
🏠 Casa e Oficina: Ferramentas, vedantes, elementos estruturais flexíveis

✔ Alta resistência à tração e elasticidade
🔥 Resistência ao calor até 90°C
🛡 Excelente resistência ao desgaste
⚡ Propriedades antiestáticas e eletrocondutoras
🖨 Fácil de imprimir (comparado com outros filamentos flexíveis)
| Diâmetro | Tolerância do Diâmetro | Tolerância Oval | Temperatura de Impressão | Temperatura da Mesa |
|---|---|---|---|---|
| 1.75 mm | +/- 0.02 mm | + 0.05 mm | 190-205°C | 80°C |
Os seguintes parâmetros são apenas configurações de impressão recomendadas para este material. Para garantir a melhor qualidade de impressão, é necessário ajustar as definições de acordo com a impressora específica e as condições de impressão.
| Temperatura do Bico | 190-205°C |
| Temperatura da Mesa | 80°C |
| Câmara Fechada | Não necessária |
| Ventoinha | 50-75% |
| Flowrate | 100-105% |
| Velocidade de Impressão | < 60 mm/s |
| Superfície | Fita de mascarar |
| Condições de Secagem | 80°C / 4h |
| Notas | O material tem propriedades altamente abrasivas. Recomendamos o uso de bicos de aço endurecido ou de rubi. Usa luvas para evitar microdanos na pele. Usa uma máscara contra poeiras e óculos de proteção ao manusear o material. |
500g - Rolo
FIBERFLEX CF - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
190º a 205º - Temp. recomendada do Hotend
0º a 80º - Temp. recomendada da Heated bed (80ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
O FiberFlex CF é um filamento de impressão 3D que combina a flexibilidade do poliuretano (TPU) com a força excecional da fibra de carbono. Este material oferece ótimas propriedades de absorção de impactos e retorno elástico. Além disso, a sua resistência a temperaturas até 90°C permite aplicações versáteis em ambientes exigentes.
A inclusão de 20% de fibra de carbono aumenta a rigidez do material (60D na escala Shore), permitindo a criação de componentes duráveis com elevada precisão dimensional. Esta maior rigidez também torna o filamento muito mais fácil de imprimir em comparação com outros filamentos flexíveis. Além disso, o FiberFlex CF possui propriedades antiestáticas e eletrocondutoras.
Graças às suas características únicas, o FiberFlex CF é ideal para aplicações que exigem flexibilidade e resistência tanto ao desgaste mecânico como a condições ambientais adversas.
🔧 Automóvel: Capas flexíveis, componentes de absorção de impacto, peças de substituição
📱 Eletrónica: Caixas para dispositivos, estruturas protetoras, suportes para cabos
🏅 Desporto e Lazer: Equipamento de proteção, acessórios desportivos, componentes flexíveis e duráveis
🏠 Casa e Oficina: Ferramentas, vedantes, elementos estruturais flexíveis
✔ Alta resistência à tração e elasticidade
🔥 Resistência ao calor até 90°C
🛡 Excelente resistência ao desgaste
⚡ Propriedades antiestáticas e eletrocondutoras
🖨 Fácil de imprimir (comparado com outros filamentos flexíveis)
| Diâmetro | Tolerância do Diâmetro | Tolerância Oval | Temperatura de Impressão | Temperatura da Mesa |
|---|---|---|---|---|
| 1.75 mm | +/- 0.02 mm | + 0.05 mm | 190-205°C | 80°C |
Os seguintes parâmetros são apenas configurações de impressão recomendadas para este material. Para garantir a melhor qualidade de impressão, é necessário ajustar as definições de acordo com a impressora específica e as condições de impressão.
| Temperatura do Bico | 190-205°C |
| Temperatura da Mesa | 80°C |
| Câmara Fechada | Não necessária |
| Ventoinha | 50-75% |
| Flowrate | 100-105% |
| Velocidade de Impressão | < 60 mm/s |
| Superfície | Fita de mascarar |
| Condições de Secagem | 80°C / 4h |
| Notas | O material tem propriedades altamente abrasivas. Recomendamos o uso de bicos de aço endurecido ou de rubi. Usa luvas para evitar microdanos na pele. Usa uma máscara contra poeiras e óculos de proteção ao manusear o material. |
500g - Rolo
FIBERFLEX CF - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
190º a 205º - Temp. recomendada do Hotend
0º a 80º - Temp. recomendada da Heated bed (80ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
Uma cor de filamento original e única de Protopasta HTPLA Sheyb Designs Glitter's Mane Teal Translucent
Um marreco translúcido com textura de pérola subtil para apenas um toque de brilho
Uma criação anterior de workshop & filamento de Endless Pastabilities
Concebido e produzido por Protoplant for Sheyb Designs

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.




Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Sheyb Designs Glitter's Mane Teal Translucent HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.

🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹Maior Ω do que o PLA Condutivo
🔹Resistência à superfície 10^4-10^6 Ω
🔹Impressão fácil, baixo empeno e desgaste
🔹A partir de Novembro de 2024 Endless Exploration
🔹Fabricado nos EUA, exclusivo Protopasta
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
500g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
Protopasta PETG ESD é um tipo de filamento utilizado para impressão 3D. Este filamento é composto por PETG (Polietileno Tereftalato Glicol), um material conhecido pela sua resistência, durabilidade e facilidade de impressão. O que torna esta versão específica diferente é o fato de possuir propriedades de descarga eletrostática (ESD). Ou seja, foi desenvolvido para ajudar a dissipar a eletricidade estática, tornando-o ideal para a impressão de objetos que precisam de proteção contra descargas estáticas, como componentes eletrónicos ou dispositivos sensíveis a interferências elétricas.
As principais características do Protopasta PETG ESD incluem:
Para a melhor experiência, recomendamos:
🔹Bicos de 0.6 mm
🔹 Temperatura entre 250º-290ºC
Resistência à superfície 10^4-10^6 Ω
Imprime e funciona como PETG
Seguro contra ESD como o PLA Dissipativo Estático
A partir de Novembro de 2024 Endless Exploration
Fabricado nos EUA, exclusivo Protopasta
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Se precisares de mais informações sobre manuseamento seguro e especificações do material, estamos à disposição para ajudar! 🚀
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
500gk- Rolo
ESD PETG - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
O original continua a ser o melhor! O primeiro filamento de PLA com fibra de carbono do mundo foi lançado pela ProtoPlant há quase 5 anos.
Outros tentam, mas não conseguem igualar a qualidade e a facilidade de impressão deste produto.
Disponível a um preço acessível para o dia a dia, experimenta uma bobina gigante de 3 kg para impressões em grande formato!
As bobinas de 3 kg de 1,75 mm de diâmetro contêm mais de 1 km de filamento! Que incrível, não achas?!


O Protopasta Carbon Fiber PLA é baseado no nosso PLA de alta qualidade e impressão fácil. Produzido com os melhores ingredientes secos e extrudido com todo o cuidado na nossa fábrica em Washington, utilizando sistemas de extrusão desenvolvidos por nós.
As impressões em CFPLA são mais rígidas e fáceis de processar (geralmente com as mesmas definições do PLA padrão), além de permitirem uma remoção simples de suportes. Graças à excelente adesão entre camadas e à mínima deformação, mesmo sem mesa aquecida, este é um exótico perfeito para o dia a dia e para peças precisas. As linhas das camadas praticamente desaparecem com o belo acabamento preto mate, que ainda tem um ligeiro brilho devido à fibra de carbono, tornando-o super fotogénico! 📸✨
⚠️ Atenção: Este filamento é ligeiramente mais abrasivo do que o PLA normal. Prepara-te para substituir o bico e ajustar a primeira camada após um uso prolongado ou faz um upgrade para um bico resistente ao desgaste para menos manutenção.
🔹 Disponível nos diâmetros 1.75 mm e 2.85 mm (3 mm)
🔹 Bobinas de 500g com 8" de diâmetro e 3kg com 12" de diâmetro
🔹 Compatível com a maioria das impressoras PLA-friendly: Lulzbot, Makerbot, FlashForge, Dremel, Ultimaker, Printrbot, entre outras.
⚠️ Nota: Em forma de filamento, o CFPLA é ligeiramente mais frágil do que o PLA normal, por isso requer um pouco mais de cuidado ao manusear.
A impressão é semelhante à do PLA padrão e não requer mesa aquecida. O processo pode ser menos consistente em bicos menores ou em máquinas Bowden.
🔹Para a melhor experiência, recomendamos:
🔹Bicos de 0.6 mm
🔹 Temperatura entre 210-230°C
🔹 Apesar de podermos imprimir até 240°C com bicos de 0.4 mm, o ideal é seguir as recomendações acima!
Pronto para dar um boost nas tuas impressões com um toque de fibra de carbono?
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹 Resistência de superfície: 10⁴ - 10⁶ Ω
🔹 Baixa deformação + rigidez da fibra de carbono
🔹 Recomenda-se um bico resistente ao desgaste
🚀 Disponível a partir de novembro de 2024 – Endless Exploration
🇺🇸 Produzido nos EUA, exclusivo da Protopasta!
📩 Subscreve o programa "Endless Exploration" e recebe novos materiais com novas funções a cada 2 meses!
🔔 Junta-te à nossa newsletter para novidades, suporte e descontos exclusivos!
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Se precisares de mais informações sobre manuseamento seguro e especificações do material, estamos à disposição para ajudar! 🚀
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
O nosso material exótico mais popular! Impressões feitas com Carbon Fiber PLA são visivelmente mais rígidas, oferecendo excelente resistência estrutural e adesão entre camadas, com mínima deformação. O acabamento preto mate com um leve brilho proporcionado pela fibra de carbono incorporada dá um toque premium às tuas peças.
O Protopasta Carbon Fiber PLA é produzido a partir de resina PLA NatureWorks 4043D, combinada com 15% de fibra de carbono picada (em peso).
⚠️ Nota: Este filamento é mais frágil do que o PLA normal no estado de filamento, por isso manuseia-o com cuidado para evitar quebras.
💡 Não se trata de um material "mais forte", mas sim mais rígido.
🔹 A rigidez aumentada devido à fibra de carbono proporciona maior suporte estrutural, mas reduz a flexibilidade.
🔹 Ideal para estruturas, suportes, carcaças, hélices, ferramentas – qualquer peça que não deva (ou não se queira) dobrar.
🔹 Muito apreciado por construtores de drones e entusiastas de RC!
Devido à fibra de carbono picada, este filamento pode ter dificuldades em passar por bicos menores.
✅ Bico recomendado: 0.5 mm ou maior
✅ Extrusora: Direct-drive com sistema de rolos com mola
✅ Temperatura do hotend: 195-220°C
✅ Temperatura da mesa: 50°C (se disponível, mas não é obrigatória)
✅ Densidade: 1.3 g/cm³ (1300 kg/m³)
⚠️ Alguns utilizadores imprimem este material como PLA normal (~195-210°C), enquanto outros têm melhores resultados em temperaturas mais altas (~220°C). Experimenta e vê o que funciona melhor para ti!
A fibra de carbono no filamento é processada para um tamanho ótimo:
✔️ Pequena o suficiente para não entupir o bico
✔️ Longa o suficiente para aumentar a rigidez
No entanto, esta adição torna o filamento mais abrasivo do que o PLA comum.
⚠️ Uso prolongado pode causar desgaste no bico da impressora, especialmente em bicos de latão padrão. Para maior durabilidade, considera um bico resistente ao desgaste (ex.: bicos de aço endurecido ou rubi).
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
500g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão

O suporte definitivo, compatível com filamentos PLA e PETG. Remoção fácil e sem necessidade de ferramentas, preservando a superfície impecável do teu objeto impresso.

O Suporte PLA/PETG foi especialmente formulado para minimizar a fusão com PLA e PETG, graças às diferenças de polaridade. Esta característica única garante uma remoção descomplicada da interface de suporte, reduzindo o risco de danos ao teu objeto impresso.
O Suporte PLA/PETG oferece uma qualidade de superfície consistentemente suave na área de contacto, garantindo suporte ideal para detalhes intrincados. Com espaçamento zero na interface superior e distância Z, o nosso material de suporte proporciona precisão e fiabilidade, permitindo-te imprimir até os designs mais complexos com facilidade.

O Suporte PLA/PETG é totalmente compatível com uma ampla gama de filamentos PLA e PETG. Desfruta de flexibilidade e versatilidade ao criar impressões detalhadas, independentemente do material escolhido.

Descobre mais sobre a comparação de diferentes filamentos emBambu Filament Guide >>
| Support for PLA/PETG | Support for PLA | Support for ABS | Support for PA/PET | PVA |
|---|---|---|---|---|
| Nature | White & Black | White | Green | Clear |
| All Size / Material | All Size / Material | Hardened Steel Nozzle 0.4 mm / 0.6 mm / 0.8 mm Stainless Steel Nozzle 0.4 mm |
Hardened Steel Nozzle 0.4 mm / 0.6 mm (Recommended) / 0.8 mm |
All Size / Material |
| 190 - 220 °C | 220 - 230 °C | 240 - 270 °C | 280 - 300 °C | 220 - 250 °C |
| 35 - 60 °C | 35 - 45 °C | 80 - 100 °C | 80 - 100 °C | 35 - 45 °C |
| < 100 mm/s | < 200 mm/s | < 100 mm/s | < 100 mm/s | < 200 mm/s |
| Water-insoluble | Water-insoluble | Water-insoluble, limonene-dissolvable | Water-insoluble | Water-dissolvable |
| Optional | Optional | Optional | Required | Required |
| Optional | Optional | Optional | Required | Required |
| PLA, PETG | PLA | ABS | PAHT-CF, PA6-CF, PA6-GF, PET-CF | PLA, PETG |

Todos os parâmetros de impressão estão integrados no RFID, que pode ser lido através do nosso AMS (Sistema Automático de Materiais).
Carrega e imprime! Esquece os passos de configuração demorados.

| Definições de Impressão Recomendadas | Propriedades Físicas | Propriedades Mecânicas |
|---|---|---|
| Definições de secagem (Forno de Secagem): 75 °C, 8 h | Densidade: 1.28 g/cm³ | Resistência à Tração: N/A |
| Imprimir e manter a humidade do contentor: < 20% HR (Selado, com dessecante) | Temperatura de Amolecimento Vicat: N/A | Taxa de Alongamento na Ruptura: N/A |
| Temperatura do Bico: 190 - 220 °C | Temperatura de Deflexão Térmica: N/A | Módulo de Flexão: N/A |
| Temperatura da Mesa (com cola): 35 - 60 °C | Temperatura de Fusão: 185 °C |
• Recomendado apenas para uso com filamento PLA ou PETG. Seleciona "Support for PLA/PETG" nas definições de "Interface de Suporte/Raft" no teu slicer.
• Ao utilizares suportes em árvore, evita usar filamento de suporte para a base de "Support/Raft".
• Armazena o filamento num local seco e seca-o a 75°C durante 8 horas se estiver quebradiço ou exposto à humidade (consulta o guia de secagem de filamentos na WIKI: Instruções de secagem de filamentos).
• Para mais definições relacionadas com suportes, consulta a página: Support na WIKI.

































