![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 106% |
| Print temp: ± 245 - 275° C * | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 100 - 120° C* | Fan speed: 0-30% | Experience level: Expert |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
*) Because of the relative high percentage of added PolyCarbonate, ABSpro has a tendency to warp and therefore it is recommended to use a temperature-controlled build chamber and to prepare your heat bed with DimaFix fixative spray when 3D printing large(r) scaled objects with ABSpro.
Filament length
| ρ: 1.05 g/cc | 50 gr coil | 0.5 Kg spool | |||
| Ø 1.75mm | ± 19.8m | ± 198m | |||
| Ø 2.85mm | ± 7.5m | ± 75m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

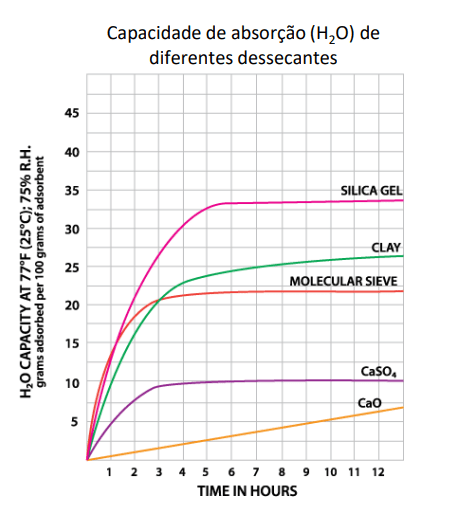
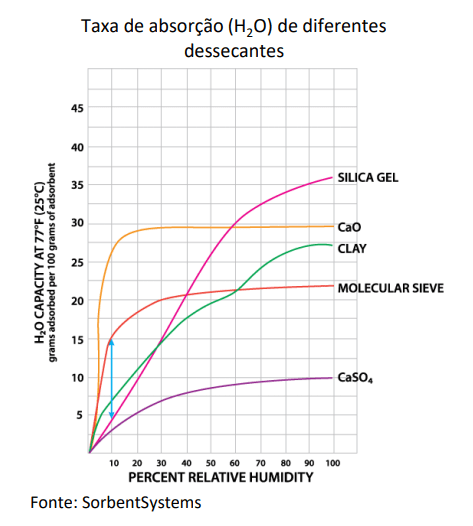
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
ABSpro White - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
245º a 275º - Temp. recomendada do Hotend
100º a 120º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 106% |
| Print temp: ± 245 - 275° C * | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 100 - 120° C* | Fan speed: 0-30% | Experience level: Expert |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
*) Because of the relative high percentage of added PolyCarbonate, ABSpro has a tendency to warp and therefore it is recommended to use a temperature-controlled build chamber and to prepare your heat bed with DimaFix fixative spray when 3D printing large(r) scaled objects with ABSpro.
Filament length
| ρ: 1.05 g/cc | 50 gr coil | 0.5 Kg spool | |||
| Ø 1.75mm | ± 19.8m | ± 198m | |||
| Ø 2.85mm | ± 7.5m | ± 75m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
ABSpro Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
245º a 275º - Temp. recomendada do Hotend
100º a 120º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
Lote de 50 unidades de Sacos com 10g de sílica gel de poros estreitos, 100% biodegradável de cor branca .
Produto Premium, altamente absorvente de humidade, anti-bactériano, não-tóxico e sem pó.
O Gel de Sílica é utilizado na proteção de bens contra o excesso de humidade, evitando o crescimento do bolor, da deterioração e da corrosão.
O dióxido de silício é o componente primário do gel de sílica que é tratado numa forma granular de poros estreitos.
Como um dessecante, o gel de sílica tem uma forte afinidade com moléculas de água.
Silica Gel de Poros Estreitos tem um coeficiente de absorção da humidade do ar mais elevado do que a Silica Gel de Poros Largos, sendo superior à Silica Gel de Poros Largos, para essa mesma finalidade.
O gel de sílica branca é um gel de sílica não indicativo.
Significa que quando o gel de sílica absorver humidade, continuará a ser branco ou poderá ganhar uma cor amarelada.
Sempre que pretender secar a silica, basta colocar num forno a 100ºC.
Recomendado para uso como solução na eliminação de humidade de compartimentos, armários, caixas, filamentos 3D, etc.
Materiais dessecantes promovem a preservação da Qualidade do Produto.
São inúmeras as vantagens da presença de sílica nos compartimentos.
Evita:
- Corrosão
- Degradação Química ou Biológica
- Desenvolvimento de bolores
- Outros problemas devido ao excesso de humidade
Áreas de Actividade:
- Têxtil
- Calçado
- Farmacêutica
- Electrónica
- Packaging
Como escolher a quantidade?
Existem fórmulas para nos ajudar a estabelecer a quantidade de sílica-gel em função da embalagem e de uma série de critérios um pouco complexos de estabelecer.
Para facilitar, e usando uma regra simplista, podemos considerar que para desumidificar 1000 litros de ar, são necessários cerca de apenas 170g de sílica-gel.
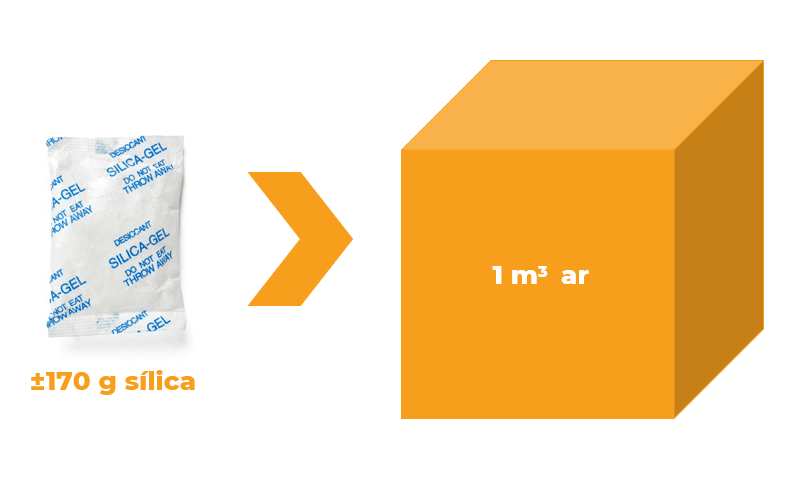
Supondo que um rolo de filamento tem 0.007m3 de volume de ar e um saco de 10g de sílica-gel dentro, o mesmo está bastante sobredimensionado, com capacidade de absorção para um volume de ar de 11 rolos:


Caso pretenda manter facilmente o seu filamento 3D livre de humidade e pó, dispomos do Filament Mate™ , desenvolvido para ajudá-lo a evitar vários problemas de impressão 3D causados pela exposição a longo prazo dos filamentos 3D em contacto com o ar.
Serve para reduzir o aparecimento de problemas relativos à presença de humidade, tais como o aparecimento de bolhas de ar, superfície áspera e irregular do modelo impresso, aderência reduzida entre layers, inconsistência da impressão entre outros.
Características:
Silica gel Poros Estreitos - Produto
SiO2 >98% - Composição
50 - Unidades
+-10g - Peso de cada saco
+-500g - Peso Total
30 - 35% - Absorção do seu peso em dessecante de humidade do ar
700 – 750 g/L - Densidade
Não tem - Alteração de cor
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
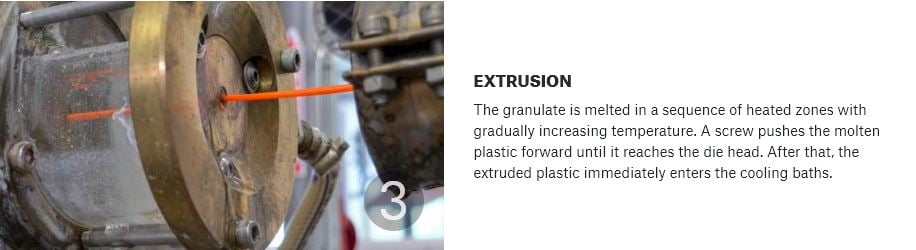
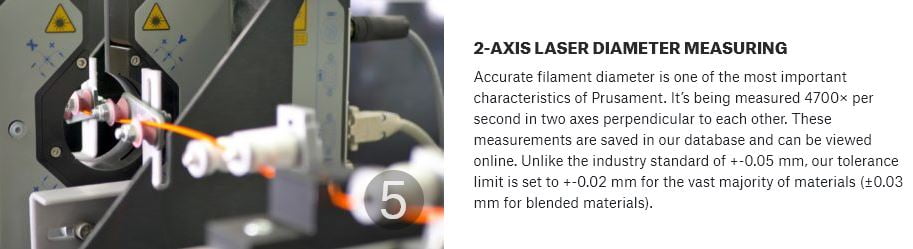
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
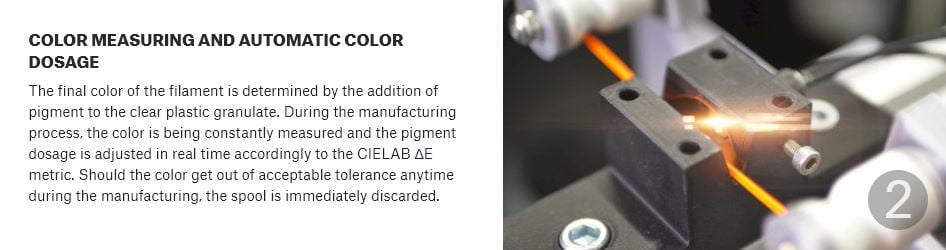
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!

O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
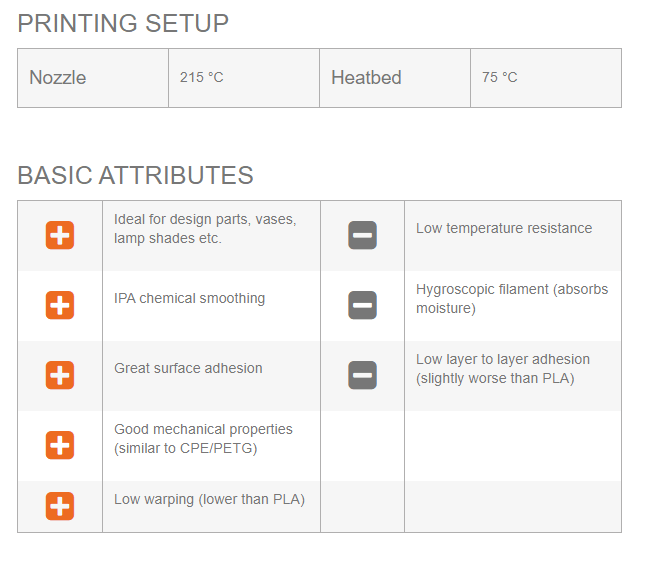
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Prusa Orange Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
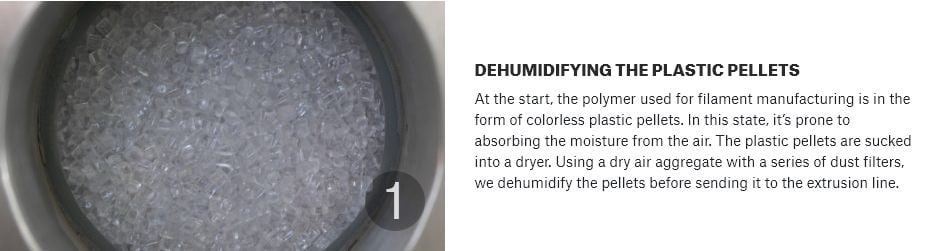
How It´s Made:

Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Dark Blue Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Light Yellow Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Bright Green Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Natural Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Smoky Black Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.




Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Nebula Multicolor HTPLA- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
































