
A melhor maneira de trazer a beleza da natureza para a sua impressão 3D!
O PLA+ é considerado um PLA relativamente mais fácil de imprimir, precisando de temperatura do nozzle relativamente mais baixa do que o PLA normal.
WOODJet é um composto de PLA+ e açucar de polpa de beterraba com aspecto de madeira.
A nova e melhorada fórmula com aditivo de bambu cria uma ilusão perfeita de madeira e forma pormenores espantosos como se fossem feitos de materiais naturais. E a melhor parte? Com o novo WoodJet, não tem de se preocupar com o entupimento do bocal, pelo que pode ter a certeza de um resultado perfeito.
Mas isso não é tudo! O novo WoodJet é feito de material modificado PLA+ de alta qualidade que é amigo do ambiente, pelo que pode imprimir sem se preocupar com o ambiente. Além disso, decidimos deixar de utilizar resíduos de beterraba sacarina e optámos por uma alternativa muito mais sustentável.
O que é que isto significa para si? Terá um filamento de alta qualidade e amigo do ambiente que se adapta às suas necessidades e lhe permite criar detalhes perfeitos com efeitos naturais. Então, porquê esperar?
Temperatura de impressão mais baixa 195 °C - óptimo para pontes e sobreposições de impressão, maior aderência de camadas e resistência ao impacto - ou seja, que o objecto impresso é mais flexível ao dobrar-se
O filamento é adequado para uso artístico, uma vez que as gravuras têm um efeito único de madeira.
Filamento PLA para impressão 3D da marca Filament PM, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade.
A marca Filament PM ficou conhecida por fabricar e fornecer os filamentos para a conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
O PLA é um termoplástico, classificado ainda como plástico de poliéster. Possui a mais alta capacidade de aquecimento e a menor condutividade térmica em relação a outros plásticos de poliéster.
Este material está ganhando cada vez mais popularidade devido à impressão 3D e à aplicação do nosso dia a dia, como por exemplo as novas tampas dos sumos da Compal .
O material é biodegradável e adequado para imprimir todo o tipo de objetos que necessitem de operar em temperaturas abaixo de 60 °C .


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido com diâmetro igual ou superior a 0.8mm.
Poderá encontrar no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
PRINTING SETUP
Nozzle: 210 °C
Heatbed: 60 °C
We recommend a nozzle of 0.6 mm and larger.
ADVANTAGES:
✅ lower printing temperature 195 °C
✅ higher viscosity
✅ suitable for printing large models
✅ better withstands insufficient cooling of the printer in a warm environment
✅ tempting wooden look
✅ better post-processing
DISADVANTAGES:
❌ brittle
❌ low-temperature resistance
❌ we recommend a nozzle of 0.8 mm
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
500g - Rolo
PLA+ WOODJet natur - Cor
1.75mm (+-0.05mm) - Espessura
195º a 210º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Prusament é um filamento 3D de material Prusament PC Blend (PoliCarbonato) , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.03mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.

Prusament PC Blend (PoliCarbonato) é o material perfeito para impressões 3D mais fortes e duráveis.
Os policarbonatos são um grupo de plásticos conhecidos pela sua força, durabilidade mecânica, dureza e resistência à temperatura. São frequentemente utilizados para a produção de CDs, óculos de protecção ou faróis de carro.
A composição do policarbonato puro é um material não adequado para a impressão 3D. Adere muito mal à plataforma de impressão e devido à sua alta expansão térmica, tem tendência a deformar-se e a rachar(layer cracking). Neste filamento, a Prusament adicionou aditivos cuidadosamente seleccionados, melhorando a adesão e reduzindo o fenómeno de layer cracking e a deformação, mantendo ao mesmo tempo as excelentes propriedades do policarbonato.
Prusament PC Blend (PoliCarbonato) é adequado para utilizadores avançados. Se você é novo em impressão 3D, recomendamos que fique com materiais mais fáceis de imprimir, tais como PLA e PETG .
Prusament PC Blend (PoliCarbonato) é recomendado para proprietários experientes de impressoras 3D que procuram material duro e durável para a produção de protótipos e peças funcionais, componentes térmicos e sujeitos a stress mecânico.
Para agarrar as peças à plataforma da impressora 3D recomendamos a aplicar 3DLAC .
Com o uso de 3DLAC , caso aqueças a Hotbed a 110ºC para o material Prusament PC Blend (PoliCarbonato) , consegues eliminar na totalidade todos os problemas de warpping .

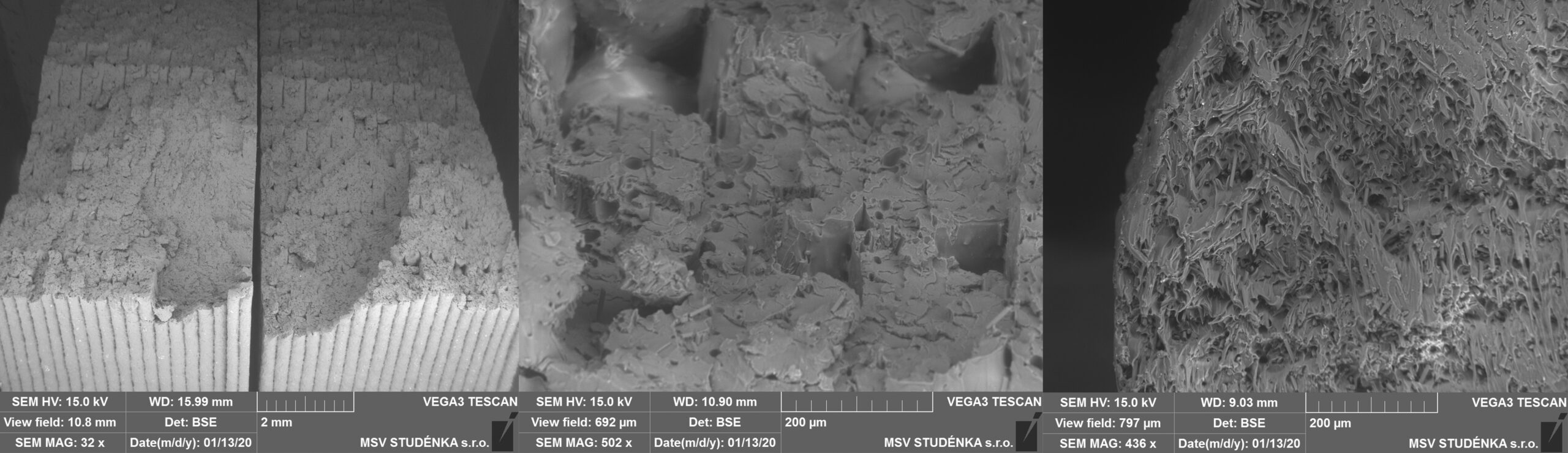
Prusament PC Blend Carbon Fiber (PCCF) é uma mistura de fibras de carbono para PC preenchida com fibras de carbono para melhorar a sua resistência, tenacidade e resistência à temperatura.
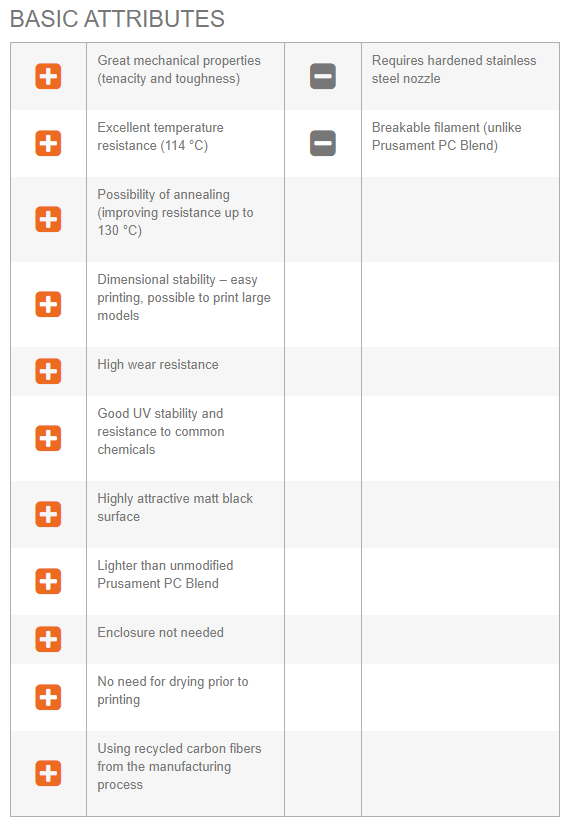
Ao contrário da mistura não modificada de PC, PCCF vem com grande estabilidade dimensional, boa resistência à luz UV e produtos químicos comuns, melhor resistência à tracção e tenacidade, mas mais importante ainda com resistência a altas temperaturas.
SOBRE A MISTURA DE FIBRA DE CARBONO COM O PC
PCCF (Prusament PC Blend Carbon Fiber) tem qualidades de impressão semelhantes às do PC Blend não modificado, mas a adição das fibras de carbono torna-o ainda mais forte, mais resiliente, mais resistente à temperatura e dimensionalmente estável.
Ao contrário do PC Blend puro, o PCCF praticamente não empena e tem uma bela superfície mate.
Em comparação com outros materiais, o PCCF tem boa resistência à luz UV e aos produtos químicos comuns.
O PCCF é ligeiramente mais leve do que o PC Blend não modificado, com cerca de 5% de diferença.
As fibras de carbono no interior do filamento são feitas através da reciclagem dos resíduos do processo de fabrico ou de compostos de carbono após o fim da sua vida útil.
O PCCF é ideal para a impressão de peças mecânicas e componentes com tensão térmica, por exemplo, várias engrenagens e peças de máquinas que requeiram resistência térmica superior a 100°C.
Provavelmente a maior vantagem do PCCF, em comparação com o PC Blend, é a possibilidade de imprimir modelos grandes sem a necessidade de utilizar um invólucro aquecido.
Preparação da impressão
É necessário utilizar um nozzle de aço endurecido. As fibras de carbono são um material altamente abrasivo e podem danificar um bocal de latão.
A folha de TXT revestida a pó ou acetinada proporciona uma boa aderência. Limpar com IPA (disponível em drogarias, por exemplo) que funciona bem não só com PCCF mas também com outros materiais.
Verter uma pequena quantidade de IPA sobre uma toalha de papel e utilizá-la para limpar a superfície. Para alcançar os melhores resultados, limpar a superfície enquanto está fria. Tenha em mente que temperaturas mais elevadas evaporarão o álcool antes de limpar a superfície. Além disso, não se esqueça que o leito térmico pré-aquecido para impressão com PCCF tem uma temperatura elevada (110 °C) e pode queimá-lo se lhe tocar! Outra possibilidade é limpar a superfície com água morna e algumas gotas de detergente de prato sobre uma toalha de papel. Também se pode utilizar álcool desnaturado.
Não recomendamos a impressão com PCCF numa folha de PEI lisa. Este material adere muito à superfície do PEI e pode causar-lhe danos. Este tipo de danos não está coberto pela garantia. Se precisar de imprimir numa superfície lisa, espalhe uma fina camada de cola de papel sobre a mesma.
Download:
Technical Data Sheet
Material Safety Data Sheet
800g - Rolo
Prusament PC Blend Carbon Fiber Black- Cor
1.75mm (+-0.03mm) - Espessura
275º a 295º - Temp. recomendada do Hotend
100º a 120º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
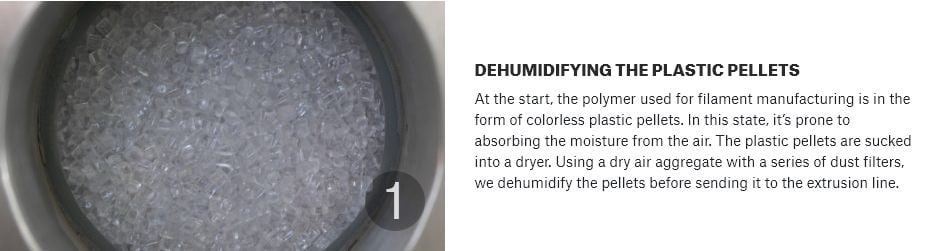
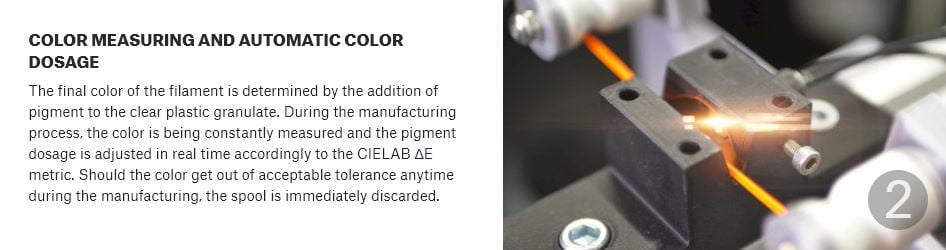
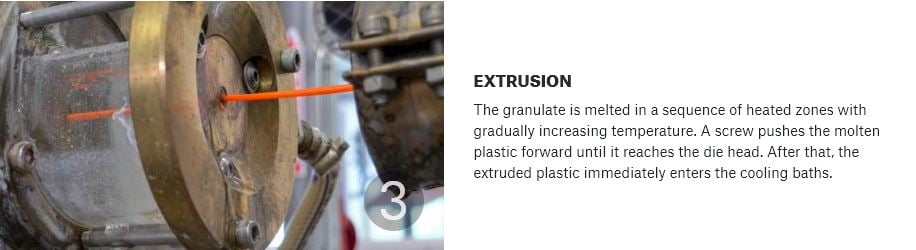
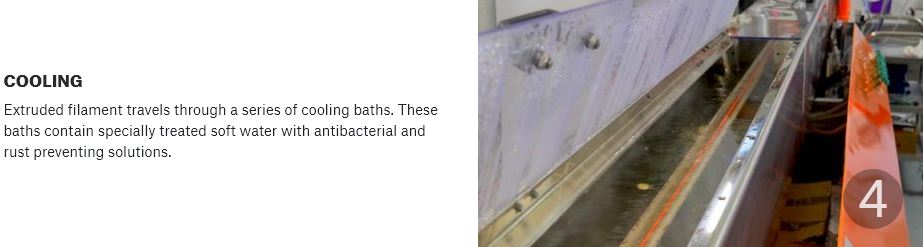
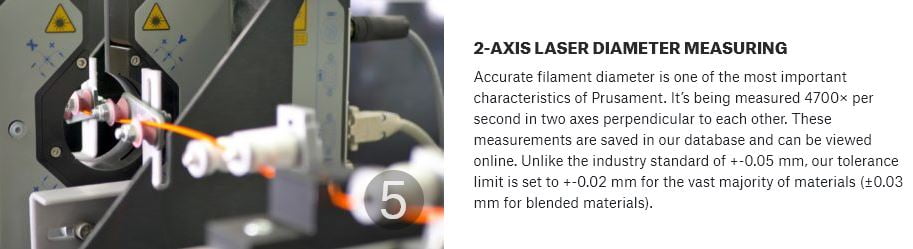
How It´s Made:

PETG:
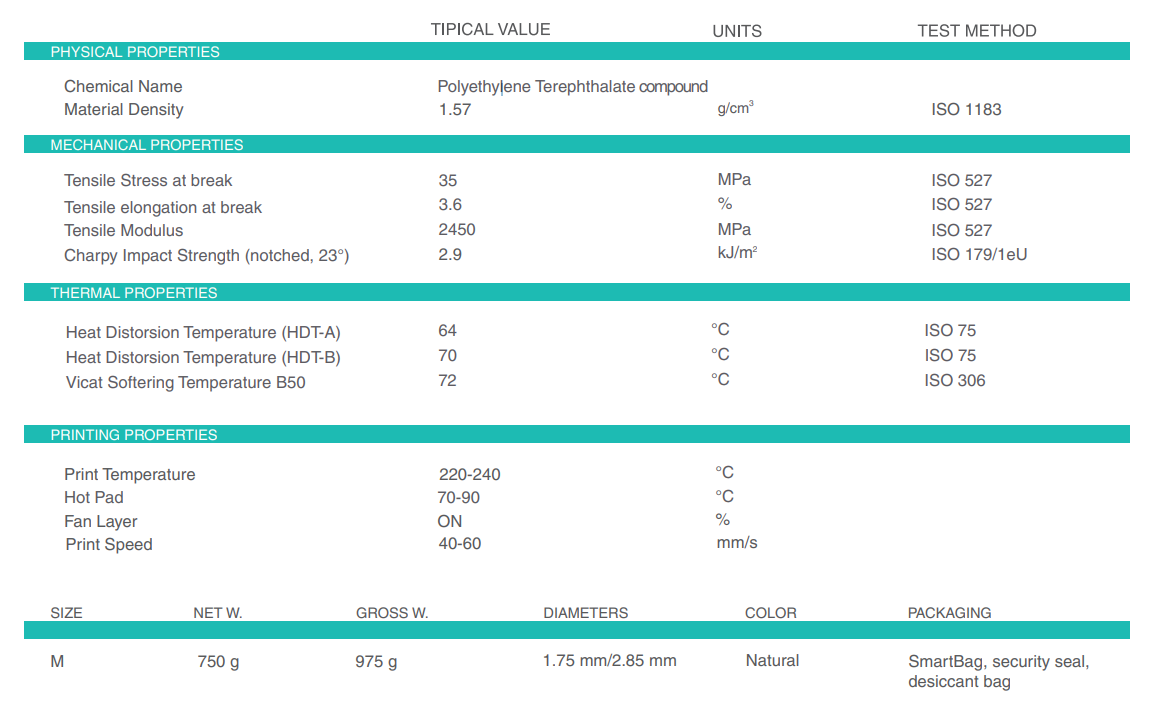
Copoliester extrudido de polietileno tereftalato de glicol, tem 91% de transparência no seu estado natural, muito semelhante ao vidro e muito resistente, com alta resistência térmica.
Certificado de BIOCOMPATIBILIDADE Médica USP Classe VI ou ISO 10993-1 (Válido apenas na cor natural)
PETG
É um filamento muito fácil de imprimir, uma vez que tem um baixo encolhimento. É aceite para utilização com produtos alimentares de acordo com a regulamentação europeia. Não emite odores e tem uma elevada resistência química.
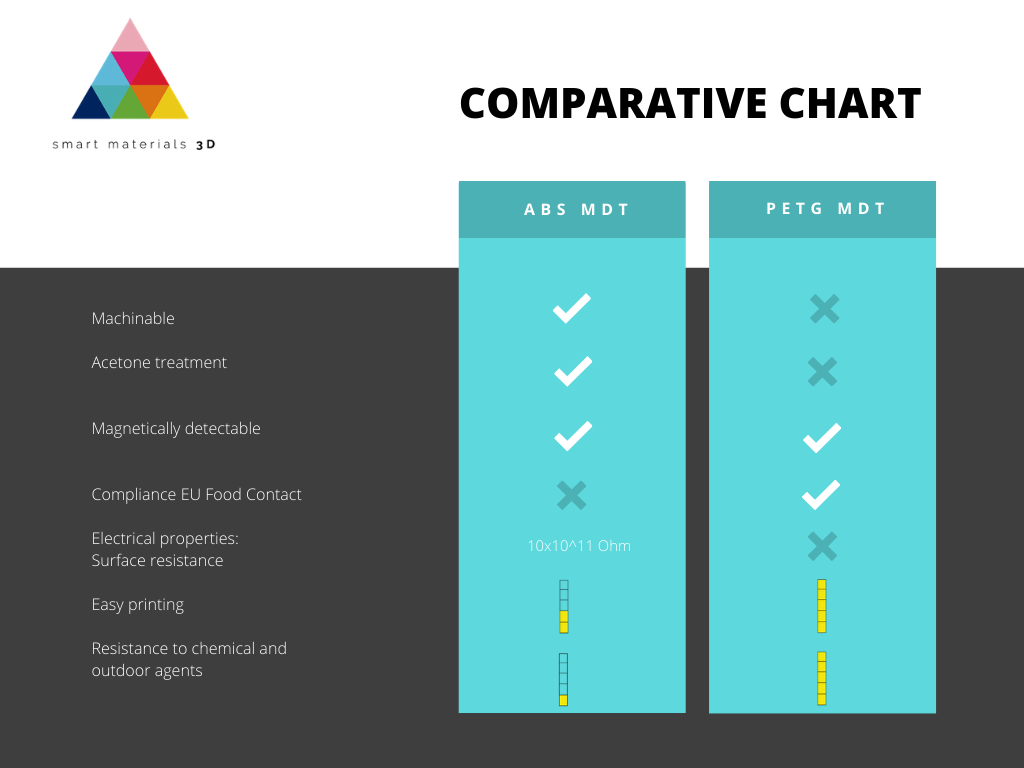
PETG MDT (termoplástico detetável magneticamente) é um filamento para impressão 3D criado para ser detetado por qualquer tipo de detetor magnético, mesmo quando o material está presente em partículas muito pequenas.
Esta propriedade torna este material especialmente adequado para a indústria alimentar, onde a ausência de contaminantes de qualquer origem é essencial. Também é indicado para fabricação de sensores, embalagens inteligentes, etc. Além disso, este filamento possui alta estabilidade dimensional. Material muito rígido, com resistência química à abrasão. Resistente à umidade, fungos e mofo.
Ao contrário dos filamentos existentes no mercado reforçados com pós ferromagnéticos, o MDT PETG é detetável por todos os detetores de metal disponíveis no mercado, tanto através de ímã permanente quanto com os mais modernos com bobinas balanceadas. A sua composição não requer o uso de fibras de aço ou pós metálicos, e não contém fibras de carbono, grafite ou negro de carvão.
Por esse motivo, o PETG Magneto Detectable não liberta poeira ou partículas durante a impressão que são difíceis de identificar e, portanto, dispersam-se na atmosfera de trabalho e contaminam o processo ou produtos acabados.
Recomendamos a limpeza do extrusor após impressão com este material.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
750g - Rolo
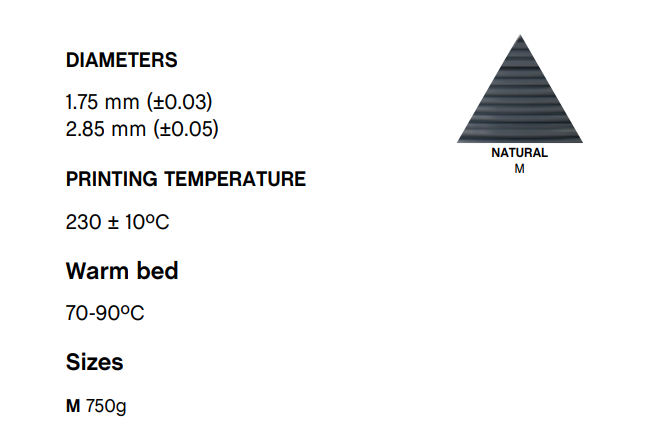
PETG Magneto Detectable Natural - Cor
1.75mm - Espessura
230+- 10ºC - Temp. recomendada do Hotend
70º a 90ºC - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

Unique features
General printing guidelines *
| Nozzle size: ≥ 0.4mm | Layer height: ≥ 0.2mm | Flow rate: ± 110% |
| Print temp: ± 215 - 230° C | Print speed: High / Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 0 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Abrasiveness
StoneFil has a very high filling with stone powders and therefore the filament can have a slightly more abrasive effect on brass nozzles than unfilled filaments.
Filament length
| ρ: 1.70 g/cc | 50 gr coil | 0.5 Kg spool | |||
| Ø 1.75mm | ± 12.2m | ± 122m | |||
| Ø 2.85mm | ± 4.6m | ± 46m |
Nozzle cleaning
When printing with filled/composite filaments it is recommended to clean your nozzle immediately after printing by feeding 15-20cm PLA filament through your nozzle. This will make sure that any potential fillers are flown out of your nozzle. It is even better to use glow in the dark PLA as the extremely hard phosphorous particles are much more likely to scrape out residual waste from your nozzle.
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g - Rolo
PLA StoneFil Concrete - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.4mm | Layer height: ≥ 0.2mm | Flow rate: ± 110% |
| Print temp: ± 215 - 230° C | Print speed: High / Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 0 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Abrasiveness
StoneFil has a very high filling with stone powders and therefore the filament can have a slightly more abrasive effect on brass nozzles than unfilled filaments.
Filament length
| ρ: 1.70 g/cc | 50 gr coil | 0.5 Kg spool | |||
| Ø 1.75mm | ± 12.2m | ± 122m | |||
| Ø 2.85mm | ± 4.6m | ± 46m |
Nozzle cleaning
When printing with filled/composite filaments it is recommended to clean your nozzle immediately after printing by feeding 15-20cm PLA filament through your nozzle. This will make sure that any potential fillers are flown out of your nozzle. It is even better to use glow in the dark PLA as the extremely hard phosphorous particles are much more likely to scrape out residual waste from your nozzle.
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g - Rolo
PLA StoneFil Granite - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.4mm | Layer height: ≥ 0.2mm | Flow rate: ± 110% |
| Print temp: ± 215 - 230° C | Print speed: High / Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 0 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Abrasiveness
StoneFil has a very high filling with stone powders and therefore the filament can have a slightly more abrasive effect on brass nozzles than unfilled filaments.
Filament length
| ρ: 1.70 g/cc | 50 gr coil | 0.5 Kg spool | |||
| Ø 1.75mm | ± 12.2m | ± 122m | |||
| Ø 2.85mm | ± 4.6m | ± 46m |
Nozzle cleaning
When printing with filled/composite filaments it is recommended to clean your nozzle immediately after printing by feeding 15-20cm PLA filament through your nozzle. This will make sure that any potential fillers are flown out of your nozzle. It is even better to use glow in the dark PLA as the extremely hard phosphorous particles are much more likely to scrape out residual waste from your nozzle.
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g - Rolo
PLA StoneFil Pottery Clay - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.4mm | Layer height: ≥ 0.2mm | Flow rate: ± 110% |
| Print temp: ± 215 - 230° C | Print speed: High / Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 0 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Abrasiveness
StoneFil has a very high filling with stone powders and therefore the filament can have a slightly more abrasive effect on brass nozzles than unfilled filaments.
Filament length
| ρ: 1.70 g/cc | 50 gr coil | 0.5 Kg spool | |||
| Ø 1.75mm | ± 12.2m | ± 122m | |||
| Ø 2.85mm | ± 4.6m | ± 46m |
Nozzle cleaning
When printing with filled/composite filaments it is recommended to clean your nozzle immediately after printing by feeding 15-20cm PLA filament through your nozzle. This will make sure that any potential fillers are flown out of your nozzle. It is even better to use glow in the dark PLA as the extremely hard phosphorous particles are much more likely to scrape out residual waste from your nozzle.
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g - Rolo
PLA StoneFil Concrete - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
Applications
General printing guidelines *
| Nozzle size: ≥ 0.4mm | Layer height: ≥ 0.2mm | Experience level: Beginner |
| Print temp: ± 215 - 235° C* | Fan speed: 50-100% | |
| Heat bed: ± 0 - 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There is a lot of different type of printers, hot-ends and printer offset that it is extremely difficult to give an overall one-size-fits-all setting.
*) If blobs/lumps form around the nozzle then your print temperature is too high.
Post processing MetalFil - Ancient Bronze
Brushing and/or sand grinding
Once printed MetalFil - Ancient Bronze objects can very easily be brushed with a brass brush or sanded with a fine-grid sandpaper. By brushing and/or sand grinding your printed object you will brush/shine up the high concentration of bronze powders.
Build-in white polish feature
After being brushed and/or sanded MetalFil - Ancient Bronze will reveal its white polish feature. A very thin white layer/haze on your object will now allow you to easily polish your 3D print into a beautiful bronze object.
Professional polishing with a rotary tumbler
Post-processing a MetalFil - Ancient Bronze 3D printed object with a rotary tumbler will make your FDM 3D printed object indistinguishable from genuine bronze casted objects.
Patina post-processing
You can create several patina effects on MetalFil - Ancient Bronze printed objects in just one day time. With an ammonia and soda treatment you can for instance easily create a beautiful ancient blue weathering effect on your bronze object.
Waxing and coating
After every above-mentioned post-processing measure, you can always wax or coat your printed object to get an incredible shine effect. Waxing can be done with products such as beeswax and for coating one can think about products such as XTC-3D.
Abrasiveness
Please be aware that MetalFil filaments contain a very high concentration of metal powders, which have an abrasive nature. In general, these metal powders will accelerate the nozzle-wear of brass nozzles, much faster than unfilled filaments. We recommend using nozzles from stainless steel or other hardened alloys.
Filament length
| ρ: 3.5 g/cc | 50 gr coil | 0.75 Kg spool | 1.5 Kg spool | ||
| Ø 1.75mm | ± 5.9m | ± 89m | ± 178m | ||
| Ø 2.85mm | ± 2.2m | ± 34m | ± 67m |
Abrasiveness
Please be aware that MetalFil filaments contain a very high concentration of metal powders, which have an abrasive nature. In general, these metal powders will accelerate the nozzle-wear of brass nozzles, much faster than unfilled filaments. We recommend using nozzles from stainless steel or other hardened alloys.
Nozzle cleaning
When printing with filled/composite filaments it is recommended to clean your nozzle immediately after printing by feeding 15-20cm PLA filament through your nozzle. This will make sure that any potential fillers are flown out of your nozzle. It is even better to use glow in the dark PLA as the extremely hard phosphorous particles are much more likely to scrape out residual waste from your nozzle.
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant with the below-listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above-described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
1.5kg- Rolo
PLA MetalFil Ancient Bronze - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
Applications
General printing guidelines *
| Nozzle size: ≥ 0.4mm | Layer height: ≥ 0.2mm | Experience level: Beginner |
| Print temp: ± 215 - 235° C * | Fan speed: 50-100% | |
| Heat bed: ± 0 - 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There is a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
*) If blobs/lumps form around the nozzle then your print temperature is too high.
Post processing MetalFil - Classic Copper
Brushing and/or sand grinding
Once printed MetalFil - Classic Copper objects can very easily be brushed with a brass brush or sanded with fine-grit sandpaper. By brushing and/or sand grinding your printed object you will brush/shine up the high concentration of copper powders.
Build-in white polish feature
After being brushed and/or sanded MetalFil - Classic Copper will reveal its white polish feature. A very thin white layer/haze on your object will now allow you to easily polish your 3D print into a beautiful copper object.
Professional polishing with a rotary tumbler
Post-processing a MetalFil - Classic Copper 3D printed object with a rotary tumbler will make your FDM 3D printed object indistinguishable from genuine copper casted objects.
Patina post-processing
You can create several patina effects on MetalFil - Classic Copper printed objects in just one day time. With an ammonia and soda treatment you can for instance easily create a beautiful ancient green/blue weathering effect on your copper object.
Waxing and coating
After every above-mentioned post-processing measure, you can always wax or coat your printed object to get an incredible shine effect. Waxing can be done with products such as beeswax and for coating one can think about products such as XTC-3D.
Abrasiveness
Please be aware that MetalFil filaments contain a very high concentration of metal powders, which have an abrasive nature. In general, these metal powders will accelerate the nozzle-wear of brass nozzles, much faster than unfilled filaments. We recommend using nozzles from stainless steel or other hardened alloys.
Filament length
| ρ: 3.4 g/cc | 50 gr coil | 0.75 Kg spool | 1.5 Kg spool | ||
| Ø 1.75mm | ± 6.1m | ± 92m | ± 183m | ||
| Ø 2.85mm | ± 2.3m | ± 35m | ± 69m |
Nozzle cleaning
When printing with filled/composite filaments it is recommended to clean your nozzle immediately after printing by feeding 15-20cm PLA filament through your nozzle. This will make sure that any potential fillers are flown out of your nozzle. It is even better to use glow in the dark PLA as the extremely hard phosphorous particles are much more likely to scrape out residual waste from your nozzle.
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant with the below-listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above-described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
1.5kg- Rolo
PLA MetalFil Classic Copper - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
Applications
General printing guidelines *
| Nozzle size: ≥ 0.4mm | Layer height: ≥ 0.2mm | Experience level: Beginner |
| Print temp: ± 215 - 235° C * | Fan speed: 50-100% | |
| Heat bed: ± 0 - 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There is a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
*) If blobs/lumps form around the nozzle then your print temperature is too high.
Post processing MetalFil - Classic Copper
Brushing and/or sand grinding
Once printed MetalFil - Classic Copper objects can very easily be brushed with a brass brush or sanded with fine-grit sandpaper. By brushing and/or sand grinding your printed object you will brush/shine up the high concentration of copper powders.
Build-in white polish feature
After being brushed and/or sanded MetalFil - Classic Copper will reveal its white polish feature. A very thin white layer/haze on your object will now allow you to easily polish your 3D print into a beautiful copper object.
Professional polishing with a rotary tumbler
Post-processing a MetalFil - Classic Copper 3D printed object with a rotary tumbler will make your FDM 3D printed object indistinguishable from genuine copper casted objects.
Patina post-processing
You can create several patina effects on MetalFil - Classic Copper printed objects in just one day time. With an ammonia and soda treatment you can for instance easily create a beautiful ancient green/blue weathering effect on your copper object.
Waxing and coating
After every above-mentioned post-processing measure, you can always wax or coat your printed object to get an incredible shine effect. Waxing can be done with products such as beeswax and for coating one can think about products such as XTC-3D.
Abrasiveness
Please be aware that MetalFil filaments contain a very high concentration of metal powders, which have an abrasive nature. In general, these metal powders will accelerate the nozzle-wear of brass nozzles, much faster than unfilled filaments. We recommend using nozzles from stainless steel or other hardened alloys.
Filament length
| ρ: 3.4 g/cc | 50 gr coil | 0.75 Kg spool | 1.5 Kg spool | ||
| Ø 1.75mm | ± 6.1m | ± 92m | ± 183m | ||
| Ø 2.85mm | ± 2.3m | ± 35m | ± 69m |
Nozzle cleaning
When printing with filled/composite filaments it is recommended to clean your nozzle immediately after printing by feeding 15-20cm PLA filament through your nozzle. This will make sure that any potential fillers are flown out of your nozzle. It is even better to use glow in the dark PLA as the extremely hard phosphorous particles are much more likely to scrape out residual waste from your nozzle.
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant with the below-listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above-described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA MetalFil Classic Copper - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão

































{kind=link}