Explora o mundo da resistência excecional, alta resistência ao impacto e excelente adesão entre camadas com o nosso filamento ASA Prime Black. Perfeito para aplicações ao ar livre.
Características Principais:
Zero Warping: Evita deformações comuns durante a impressão, garantindo que as bordas das peças impressas não se levantem da mesa de impressão.
Alta Resistência ao Calor: Material altamente resistente ao calor, adequado para peças que precisam suportar temperaturas elevadas.
Alta Resistência ao Impacto: Capaz de resistir a deformações, fissuras e fraturas sob impactos súbitos e intensos.
Resistência UV e às Intempéries: Extremamente durável e adequado para uma ampla variedade de aplicações ao ar livre.
Excelente Aderência da Primeira Camada e Entre Camadas: Garante a integridade estrutural e a força das peças impressas, minimizando o risco de fissuras.
Impressão de Alta Precisão com Detalhes Finos: Ideal para criar impressões que exibem os detalhes mais intrincados sem comprometer as propriedades mecânicas.
Perfeito para Impressão de Alta Velocidade: Permite imprimir a alta velocidade (≤350mm/s) sem comprometer as propriedades mecânicas do material.
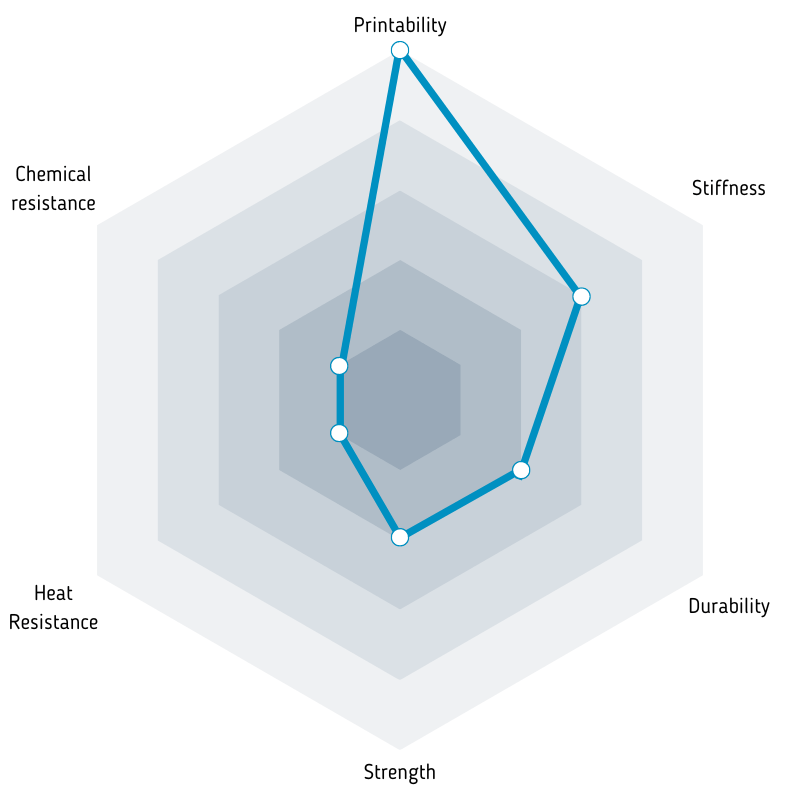
ASA Prime ASA Prime é o filamento de engenharia de alta qualidade da Azurefilm, baseado no ASA (acrilonitrilo estireno acrilato) regular. Graças à nossa fórmula aprimorada, o ASA Prime oferece resistência excecional com alta resistência ao impacto e excelente adesão entre camadas. Com o ASA Prime, vais criar impressões precisas e detalhadas que são resistentes aos raios UV e às intempéries, tornando-o o material perfeito para aplicações ao ar livre.
Técnicas de Suavização: Uma forma comum de suavizar a superfície do teu objeto impresso em ASA Prime é aplicar acetona na superfície. Recomendamos submergir o objeto diretamente na acetona em vez de usar vaporização.
Aplicações: O ASA Prime tem zero warping e excelente adesão entre camadas, permitindo um processo de impressão significativamente mais suave em comparação com o ASA regular, sem comprometer as suas propriedades mecânicas.
Zero Warping: O ASA Prime evita a deformação das impressões, um problema comum com materiais de alto desempenho como o ASA.
Alta Resistência ao Calor: Adequado para imprimir peças que precisam suportar altas temperaturas, ideal para protótipos e peças finais que serão testadas em condições reais.
Alta Resistência ao Impacto: Resiste a deformações, fissuras e fraturas sob impactos súbitos e intensos, mantendo a integridade da impressão.
Resistência UV e às Intempéries: Perfeito para uma ampla variedade de aplicações ao ar livre, garantindo durabilidade a longo prazo.
Excelente Aderência da Primeira Camada e Entre Camadas: Minimiza o risco de fissuras e proporciona um processo de impressão mais suave.
Impressão de Alta Precisão com Detalhes Finos: Ideal para criar impressões detalhadas e precisas sem comprometer as propriedades mecânicas.
Perfeito para Impressão de Alta Velocidade: Permite imprimir a alta velocidade (≤350mm/s) sem comprometer as propriedades mecânicas do material.
Armazenamento do Produto: Recomendamos armazenar o filamento num local fresco, seco e fechado, com um saquinho de sílica dessecante.
Propriedades Técnicas:
Resistência à Tração (ISO 527-2): 37.6 MPa (XY), 43.0 MPa (XZ), 9.4 MPa (ZX)
Resistência ao Escoamento (ISO 527-2): 30.1 MPa (XY), 31.4 MPa (XZ), / MPa (ZX)
Módulo de Tração (ISO 527-2): 1900 MPa (XY), 2000 MPa (XZ), 1600 MPa (ZX)
Deformação no Escoamento (ISO 527-2): 2.9% (XY), 3.2% (XZ), 0.6% (ZX)
Resistência à Flexão (ISO 178): 56.0 MPa (XY), 68.8 MPa (XZ), 15.6 MPa (ZX)
Módulo de Flexão (ISO 178): 1900 MPa (XY), 2000 MPa (XZ), 1700 MPa (ZX)
Resistência ao Impacto (ISO 179): 13.9 kJ/m² (XY)
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
Se desejar obter acabamentos superficiais extraordinários com ASArecomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ASA , consegues eliminar na totalidade todos os problemas de warpping .
1kg - Rolo ASA Prime Black - Cor 1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro 225º a 245º - Temp. recomendada do Hotend 70º a 110º - Temp. recomendada da Heated bed (70ºC mediante aplicação de 3DLAC) Difícil - Facilidade de Impressão
Filamento ABS para impressão 3D da marca Filament PM, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade.
A marca Filament PM ficou conhecida por fabricar e fornecer os filamentos para a conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
O ABS "NOT DEAD" é uma versão especial de ABS para quem procura impressões mais fáceis de produzir, dado que esta gama especial de ABS è apropriada para impressoras sem caixa, podendo ser impresso a temperaturas de base a partir de 85ºC mediante aplicação de 3DLAC na base da plataforma.
Consegue ter a vantagem de poder dissolver em acetona, como os tradicionais ABS.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 90ºC para o material ABS, consegues eliminar na totalidade todos os problemas de warpping .
Amostra (10m +- 30g) - Rolo PETROL GREEN RAL 5021 - Cor 1.75mm (+-0.05mm) - Espessura 230º a 250º - Temp. recomendada do Hotend 85º a 100º - Temp. recomendada da Heated bed (85ºC mediante aplicação de 3DLAC na base da plataforma) Difícil - Facilidade de Impressão
ABS: Acrilonitrilo butadieno estireno. É um dos termoplásticos mais utilizados na impressão 3D. Algumas das suas principais características é a resistência térmica e mecânica, é reciclável e fácil de pintar, possuindo múltiplas aplicações, como objetos domésticos, peças industriais e automóveis e muito mais É solúvel em acetona. Não é biodegradável e sofre com exposição a raios UV.
Exige uma cama aquecida entre os 80ºC e os 100ºC. Por curiosidade, as peças LEGO são feitas com ABS.
SMARTFIL ABS, é um filamento ABS especialmente aditivado para poder reduzir a temperatura da cama aquecida a 60ºC minimizando a deformação e o surgimento de rachaduras.
Excelente estabilidade dimensional e regularidade na impressão.
ABS SMARTFIL:
Este Filamento pode suportar grandes temperaturas, é máquinal e pode ser diluído em acetona.
Uma das qualidades do nosso ABS é a sua resistência, é reciclável e fácil de pintar.
Este plástico pode ser usado em múltiplas aplicações, como objetos domésticos, peças industriais, automóveis e muito mais.
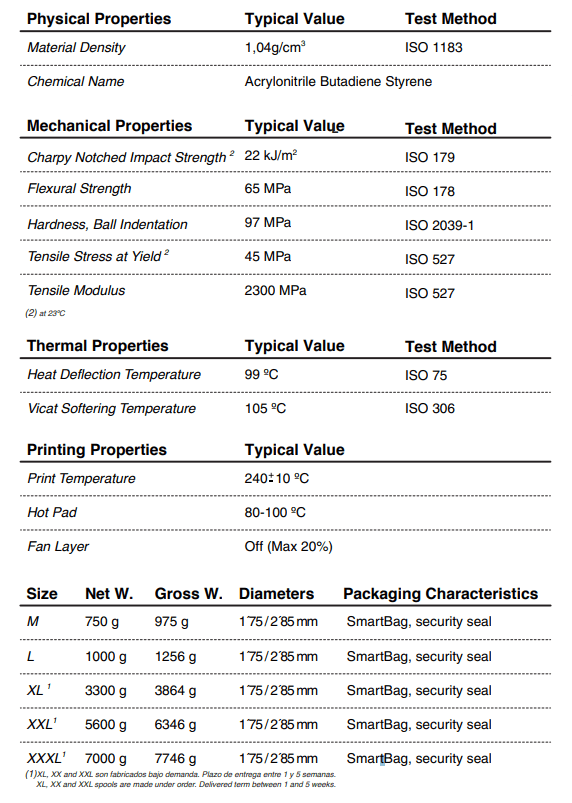
1kg - Rolo ABS True Black - Cor 1.75mm - Espessura 240+- 10ºC - Temp. recomendada do Hotend 80º a 100ºC - Temp. recomendada da Heated bed Difícil - Facilidade de Impressão
Mais uma vez, conseguimos! fazendo o filamento mais elástico do mercado para a impressão 3D, com um alongamento de ruptura de 1400%.
Se pensou ter visto tudo quando se tratou de flexibilidade, não estava certo.
Há vida para além da impressão de filamentos flexíveis com dureza 70A Shore e já é uma realidade.
O novo Filaflex 60A é um filamento muito elástico apenas adequado para a mais 'pró' e intrépida impressão de filamentos flexíveis.
Tem uma flexibilidade extrema e uma elasticidade incrível nunca antes vista na impressão 3D.
É não tóxico, como o resto da sua família e irmãos Filaflex.
Imprime a temperaturas mais baixas (215-225ºC) e é livre de humidade.
Para garantir a sua qualidade e preservar as suas propriedades, o Filaflex 60A é selado a vácuo, como todos os outros materiais Recreus.
Os filamentos da gama Filaflex caracterizam-se pela sua excelente aderência à mesa de impressão, pelo que não requerem uma mesa quente, fita azul, fita kapton, verniz ou qualquer outro adesivo spray.
Além disso, são inodoros e resistentes aos solventes, acetona e combustível.
A sua impressão requer directrizes diferentes das dos filamentos rígidos.
Para tal, a impressora 3D deve ser configurada de forma apropriada.
Como começar com a Filaflex?
Em primeiro lugar, recomendamos este artigo sobre como imprimir com materiais flexíveis escritos por Steve Wood da Gyrobot..
Aplicações:
O Filaflex 60A PRO não é tóxico e pode entrar em contacto com a pele, mas não está aprovado para uso médico ou alimentar. Pode ser usado para criar:
– Palmilhas:palmilhas ortostáticas.
– Próteses e modelos de órgãos: braços e mãos protésicos, órgãos para simulação de operações cirúrgicas, etc.
– Objetos e peças flexíveis para fabrico e indústria automóvel: rolhas, juntas, pneus, pegas, etc.
– Peças têxteis e acessórios: vestuário têxtil, tecidos, impressões em peças de vestuário, sacos, brincos, etc.
– Calçado: solas, sapatos, sandálias, chinelos, etc.
10m (AMOSTRA) - Rolo TPE - Material 60A (Filamento 3D mais elástico e flexível do mercado) - Dureza White - Cor 1.75mm - Espessura 215º a 225º (Recomendável 218ºC, no qual não deve ultrapassar 235ºC) - Temp. recomendada do Hotend 0º a 40º - Temp. recomendada da Heated bed 15 mm/s a 40mm/s (começar sempre pela velocidade mais lenta) - Velocidade recomendada de impressão 3D Recomendamos a desligar as retracções do extrusor e apertar ao mínimo a mola de aperto do filamento. Muito Difícil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Black - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Red - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Pure TR- Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Gray - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Graphite - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
Amostra (10m +- 30g) - Rolo FIBERSMOOTH PVB Blue - Cor 1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro +0.01mm - Tolerância Oval 215º a 225º - Temp. recomendada do Hotend 0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Muito Fácil - Facilidade de Impressão
A nossa missão
Facilitar-te o acesso a produtos seleccionados com o rácio mais justo de qualidade/custo. Colocá-los ao teu dispor a um preço ainda melhor e tudo isto com stock em Portugal para que recebas os produtos o mais imediatamente possível
Dispomos da possibilidade de levantar gratuitamente encomendas nos Pickup 24/7. Não dispomos de loja física. Todas as compras de levantamento têm que ser previamente feitas online. Obrigado pela compreensão!