Descobre a inovação na digitalização 3D com o Revopoint MIRACO PLUS 3D (32GB) , um scanner autónomo revolucionário. Este dispositivo de alta precisão e fácil utilização é perfeito para digitalizar objetos pequenos a grandes e está pronto para atender às suas necessidades profissionais de modelação 3D.




O Revopoint MIRACO Plus é um scanner 3D profissional, portátil e autónomo, com capacidades avançadas de fotogrametria de alta precisão. Desenvolvido para captar objetos pequenos ou de grande escala com um nível de detalhe impressionante, este scanner tudo-em-um é ideal para profissionais que valorizam mobilidade, fiabilidade e qualidade metrológica.
Com um design compacto e leve – pesa apenas 750 g – o MIRACO Plus é fácil de transportar e perfeito para trabalho em campo, seja em oficinas, estúdios, fábricas ou ambientes industriais.
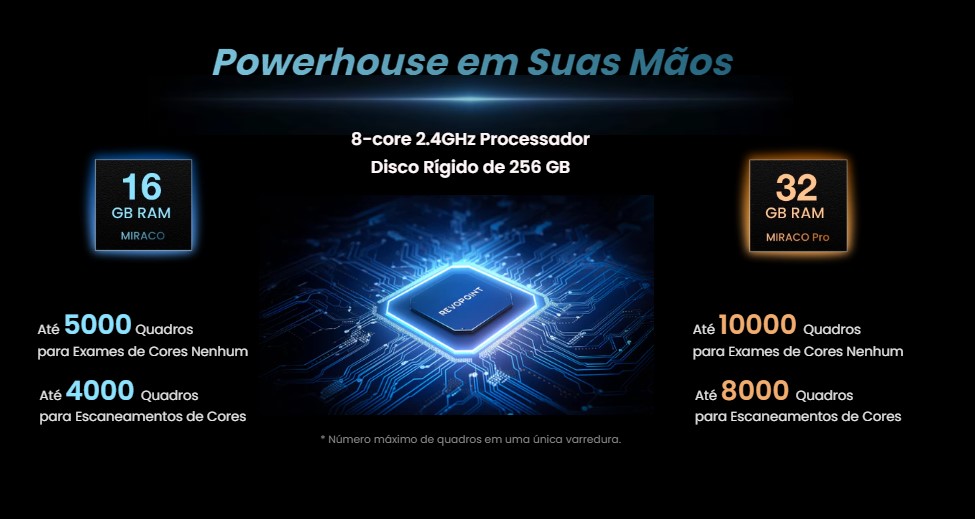
Todos os modelos da gama MIRACO estão equipados com um processador Octa-Core de 2.4 GHz e armazenamento interno de 256 GB. As diferenças principais:
MIRACO: 16 GB de RAM | até 5.000 imagens (sem cor) / 4.000 imagens (a cores)
MIRACO Pro e Plus: 32 GB de RAM | até 10.000 imagens (sem cor) / 8.000 imagens (a cores) | Incluem placas de calibração remota
MIRACO Plus: Inclui Kit de Metrologia Fotogramétrica (PMK) para digitalizações industriais com qualidade metrológica
📏 Precisão de digitalização até 0,02 mm, exatidão de 0,04 mm (fotograma único)
📷 Câmara RGB de 48 MP para modelos 3D a cores com texturas realistas
🔎 Zoom ótico 1.5x e 2x para capturar detalhes finos com maior nitidez
🎥 Velocidade até 20 fps em modo contínuo
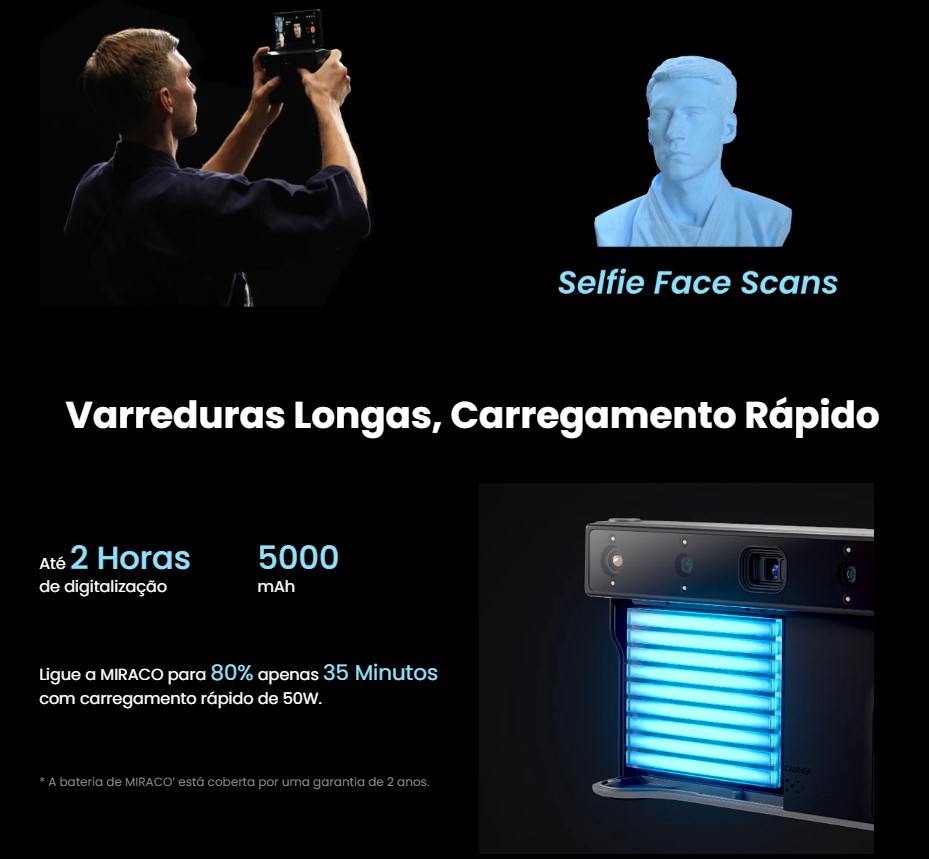
📱 Ecrã tátil AMOLED 2K de 6”, inclinável a 180° – ideal para rostos e selfies
🔋 Autonomia de até 2 horas, com carregamento rápido de 50W (80% em 35 min)
🧭 IMU de 9 eixos para estabilidade e precisão adicional durante a digitalização
O MIRACO Plus inclui um kit de calibração de precisão com uma exatidão de 20 μm. Com este kit, o scanner alcança precisão fotogramétrica de 0,02 mm + 0,05 mm x comprimento (m) – ideal para digitalização de automóveis, maquinaria pesada, componentes aeronáuticos e aplicações industriais que exigem rigor dimensional.
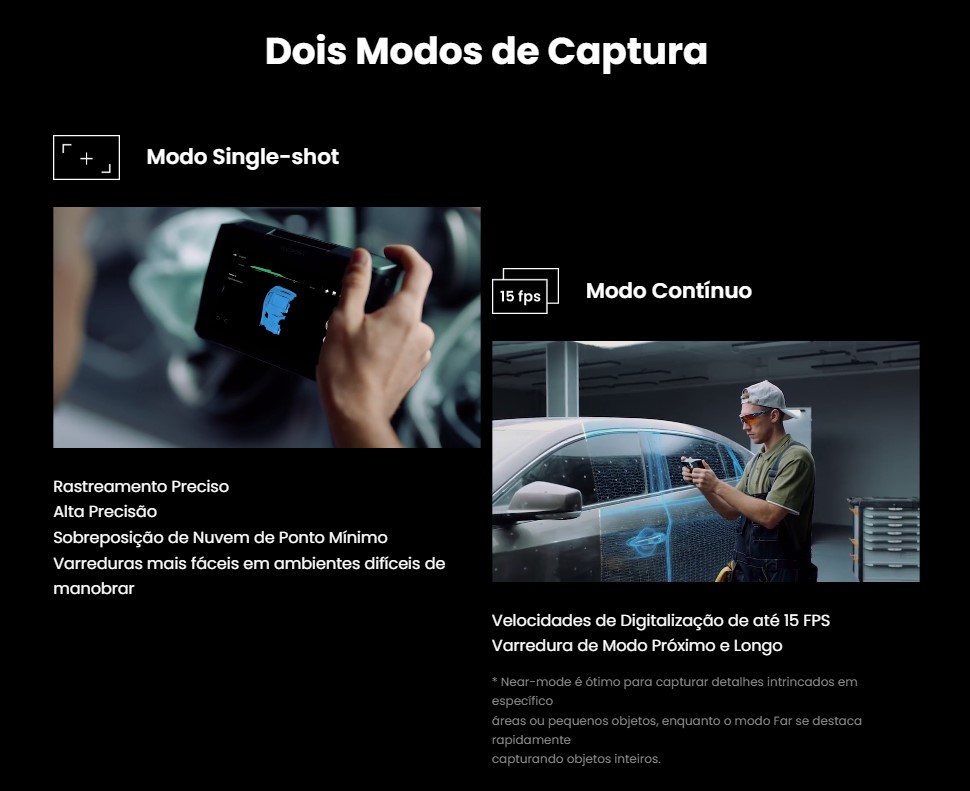
🖼 Modo Single-Shot: ideal para ambientes com pouca estabilidade ou objetos com geometrias difíceis
🚀 Modo Contínuo: perfeito para fluxos rápidos de trabalho – até 20 fotogramas por segundo
💡 Dica: O modo de proximidade é indicado para detalhes minuciosos, enquanto o modo de distância permite digitalizações de objetos inteiros com elevada rapidez.
Engenharia e metrologia
Design de produto e prototipagem
Património cultural e museologia
Medicina e ortopedia
Restauração automóvel e industrial
O Revopoint MIRACO Plus é uma solução completa para quem procura um scanner 3D portátil e de alta precisão, com funcionalidades avançadas que rivalizam com soluções de bancada. Combinando desempenho, portabilidade e fotogrametria de classe metrológica, é uma escolha de excelência para profissionais exigentes em Portugal e na Europa.
Incluído:
Especificações técnicas:
| Tamanho do dispositivo | 200 x 50 x 110 mm |
| Peso do dispositivo | 750 g |
| Tecnologia | sistema de luz infravermelha estruturada com zoom ótico, câmara quádrupla, metrologia fotogramétrica de alta resolução |
| Precisão de imagem única | até 0,04 mm |
| Alcance de deteção único a partir da distância mais próxima | 28 x 53 a 100 mm |
| Gama de deteção única a partir da distância mais distante | 975 x 775 a 1000 mm |
| Min. volume de varrimento | 10 x 10 x 10 mm |
| Máx. volume de varrimento | 4000 x 4000 x 4000 mm |
| Modos de digitalização | Modo de disparo único Modo de captura contínua |
| Velocidade de digitalização | 20 fps |
| Alcance da digitalização | 100-1000 mm |
| Ecrã | ecrã tátil AMOLED 2K de 6 polegadas |
| Luz adicional | Luzes de preenchimento de infravermelhos, LEDs de flash branco |
| Fonte de luz 3D | Luz de infravermelhos, classe 1 |
| Memória | 256 GB eMMC |
| RAM | 32 GB |
| Resolução da câmara RGB | 48 megapíxeis |
| CPU | cPU de 8 núcleos, 2,4 GHz |
| Bateria | bateria interna de lítio, 5000 mAh |
| Conectividade | USB Tipo C, WiFi 6, bluetooth 4.1 |
| Sistema operativo | Windows 10/11 (64 bits), macOS 11.0 |
| Formatos de corte | PLY, OBJ, STL, ASC, 3MF, GLTF, FBX |
| Métodos de rastreio | Caraterística, marcador, marcador global |
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.



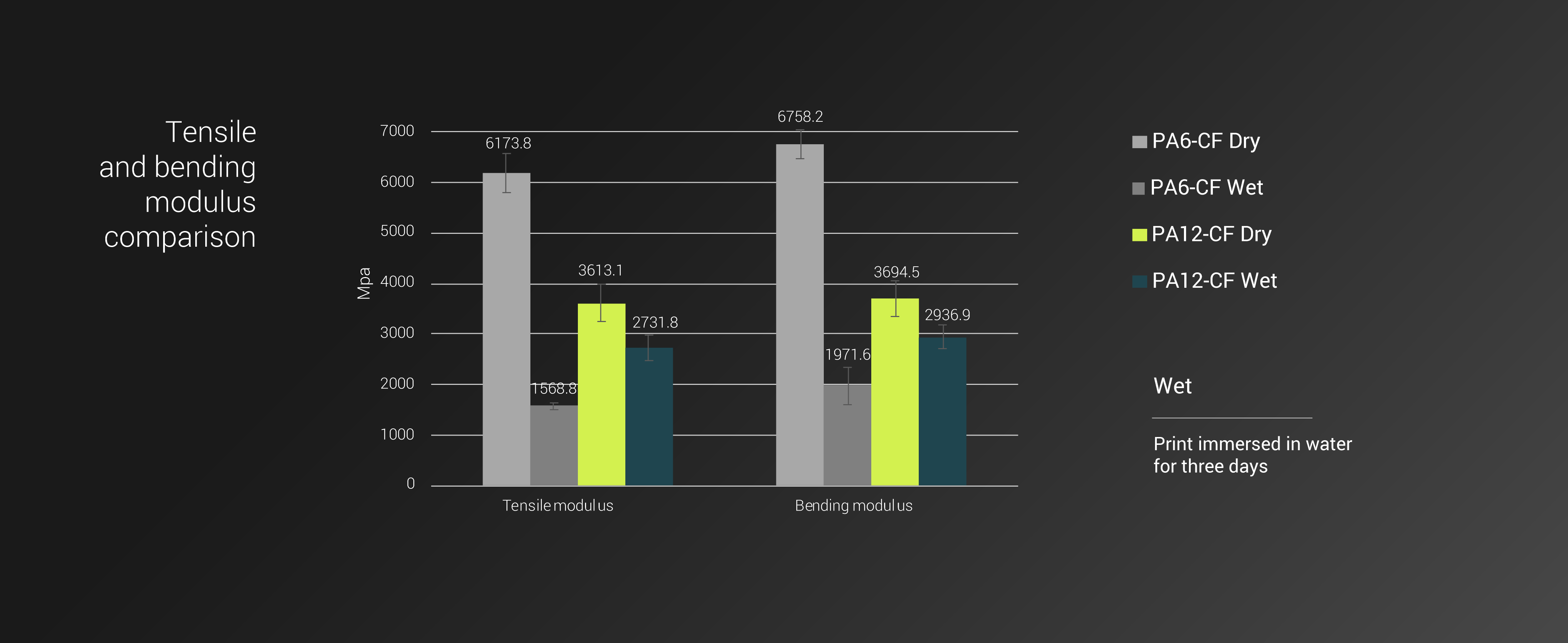
O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)

Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):

Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
500g- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
500g- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)
Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):
Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
3kg- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
3kg- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

O nosso TPU FP é um material flexível com dureza Shore 87A, e o seu grande diferencial é ser ignífugo, graças ao seu aditivo retardante de chama. Isto significa que a combustão pára em 10 segundos, sem gerar gotas de fogo.
É a escolha ideal para projetos que exigem resistência ao fogo e um nível extra de segurança.
Uma inovação revolucionária na impressão 3D: INNOVATEFIL TPU FP é um material avançado à base de TPU Shore 87A, com propriedades retardantes de chama, cumprindo a norma UL 94 V-0, garantindo máxima segurança.
✅ Resistência avançada ao fogo: A combustão pára em 10 segundos sem gotejamento de chamas.
✅ Alta versatilidade: Compatível com impressoras convencionais e de alta velocidade, como Bambu Lab.
✅ Aderência superior: Ideal para peças estáveis e seguras.
🔹 Ajusta a temperatura entre 220 e 250 ºC, conforme a impressora.
🔹 Usa spray 3DLac para facilitar a remoção das peças.
🔹 Armazena o material num local seco para preservar as suas propriedades.
🎯 Filamento: Bobinas de 750 g, com diâmetro de 1,75 mm (2,85 mm disponível por encomenda).
🎯 Pellets: Disponíveis em 1 kg, 5 kg e 15 kg, ou a granel para necessidades personalizadas.
Descobre mais no nosso site e subscreve a newsletter para estares sempre a par das últimas novidades. Com INNOVATEFIL TPU FP, eleva os teus projetos a um novo nível de segurança e qualidade. 🚀🔥


⚡ Componentes elétricos e eletrónicos
🚗 Indústria automóvel
🦺 Equipamentos de proteção individual
✈️ Indústria aeronáutica
🔧 Protótipos e componentes de aquecimento
| Propriedades Mecânicas* | Plano XY | Plano ZX | Unidade de Medida | Norma |
|---|---|---|---|---|
| Alongamento na rutura | - | - | % | ISO 527 |
| Alongamento ao esforço máximo | 524 | - | % | ISO 527 |
| Alongamento na flexão até à rutura | - | - | % | ISO 178 |
| Dureza | 87 | - | Shore A | ISO 7619-1 |
| Força de impacto Charpy (entalhado) | - | - | kj/m² | ISO 179 |
| Módulo de flexão | - | - | MPa | ISO 178 |
| Módulo de tração | - | - | MPa | ISO 527 |
| Resistência à flexão | 6,3 | - | MPa | ISO 178 |
| Resistência à tração | 7 | - | MPa | ISO 527 |
*Valores obtidos com amostras impressas usando um bico de 0.4mm, preenchimento reticulado de 100% e altura de camada de 0.2mm. Para mais informações, contacta-nos.
750g - Rolo
INNOVATEFIL TPU FP (V0) White - Cor
1.75mm - Espessura
220ºC a 240ºC- Temp. recomendada do Hotend
50º a 60ºC - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão
Descrição
Flex 85A é um filamento de impressão 3D que oferece flexibilidade controlada com uma dureza Shore de 85A, proporcionando uma combinação única de resistência e elasticidade. Este material é perfeito para criar peças que requerem alguma flexibilidade, mas que também precisam de ser mais firmes e resistentes ao desgaste, como cintos, protetores e capas.
A sua fácil processabilidade e boa adesão entre camadas fazem dele uma excelente escolha para quem procura fiabilidade e desempenho em cada impressão, sem comprometer a capacidade moderada de deformação do material.
Aplicações
Configurações de Impressão
| Propriedades Mecânicas | Plano XY | Plano ZX | Unidade de Medida | Norma |
|---|---|---|---|---|
| Alongamento à tração (até rotura) | - | - | % | ISO 527 |
| Alongamento ao esforço máximo | 650 | - | % | ISO 527 |
| Alongamento à flexão na rotura | - | - | % | ISO 178 |
| Dureza | 85 | - | Shore A | ISO 7619-1 |
| Força de impacto Charpy (entalhado) | - | - | kJ/m² | ISO 179 |
| Módulo de flexão | - | - | MPa | ISO 178 |
| Módulo de tração | - | - | MPa | ISO 527 |
| Resistência à flexão | - | - | MPa | ISO 178 |
| Resistência à tração | 42 | - | MPa | ISO 527 |
*Valores obtidos sobre amostras impressas, nozzle 0.4mm, infill reticulado 100%, altura de camada 0.2mm. Para mais informações, contacta-nos.
Descrição
Flex 85A é um filamento de impressão 3D que oferece flexibilidade controlada com uma dureza Shore de 85A, proporcionando uma combinação única de resistência e elasticidade. Este material é perfeito para criar peças que requerem alguma flexibilidade, mas que também precisam de ser mais firmes e resistentes ao desgaste, como cintos, protetores e capas.
A sua fácil processabilidade e boa adesão entre camadas fazem dele uma excelente escolha para quem procura fiabilidade e desempenho em cada impressão, sem comprometer a capacidade moderada de deformação do material.
Aplicações
Configurações de Impressão
| Propriedades Mecânicas | Plano XY | Plano ZX | Unidade de Medida | Norma |
|---|---|---|---|---|
| Alongamento à tração (até rotura) | - | - | % | ISO 527 |
| Alongamento ao esforço máximo | 650 | - | % | ISO 527 |
| Alongamento à flexão na rotura | - | - | % | ISO 178 |
| Dureza | 85 | - | Shore A | ISO 7619-1 |
| Força de impacto Charpy (entalhado) | - | - | kJ/m² | ISO 179 |
| Módulo de flexão | - | - | MPa | ISO 178 |
| Módulo de tração | - | - | MPa | ISO 527 |
| Resistência à flexão | - | - | MPa | ISO 178 |
| Resistência à tração | 42 | - | MPa | ISO 527 |
*Valores obtidos sobre amostras impressas, nozzle 0.4mm, infill reticulado 100%, altura de camada 0.2mm. Para mais informações, contacta-nos.
Descrição
SMARTFIL® Flex 77A é um material polimérico avançado, desenvolvido para te oferecer a máxima flexibilidade e resistência em aplicações de impressão 3D.
Com uma dureza Shore de 77A, este filamento destaca-se pela sua elevada elasticidade, permitindo imprimir peças que precisem de dobrar ou esticar sem perder a forma original.
É ideal para criar juntas, solas de sapatos ou qualquer componente que tenha de suportar esforços mecânicos sem se partir.
Além disso, a excelente adesão entre camadas garante uma impressão uniforme e de alta qualidade, sendo perfeito para aplicações industriais e protótipos funcionais.
Aplicações
Configurações de Impressão
| Propriedades Mecânicas | Plano XY | Plano ZX | Unidade de Medida | Norma |
|---|---|---|---|---|
| Alongamento à tração (até rotura) | % | % | % | ISO 525 |
| Alongamento ao esforço máximo | 775 | - | % | ISO 527 |
| Alongamento à flexão na rotura | - | - | % | ISO 178 |
| Dureza | 77 | - | Shore A | ISO 7619-1 |
| Força de impacto Charpy (entalhado) | - | - | kJ/m² | ISO 179 |
| Módulo de flexão | - | - | MPa | ISO 178 |
| Módulo de tração | - | - | MPa | ISO 527 |
| Resistência à flexão | - | - | MPa | ISO 178 |
| Resistência à tração | 22 | - | MPa | ISO 527 |
*Valores obtidos sobre amostras impressas, nozzle 0.4mm, infill reticulado 100%, altura de camada 0.2mm. Para mais informações, contacta-nos.

Descrição
SMARTFIL® Flex 77A é um material polimérico avançado, desenvolvido para te oferecer a máxima flexibilidade e resistência em aplicações de impressão 3D.
Com uma dureza Shore de 77A, este filamento destaca-se pela sua elevada elasticidade, permitindo imprimir peças que precisem de dobrar ou esticar sem perder a forma original.
É ideal para criar juntas, solas de sapatos ou qualquer componente que tenha de suportar esforços mecânicos sem se partir.
Além disso, a excelente adesão entre camadas garante uma impressão uniforme e de alta qualidade, sendo perfeito para aplicações industriais e protótipos funcionais.
Aplicações
Configurações de Impressão
| Propriedades Mecânicas | Plano XY | Plano ZX | Unidade de Medida | Norma |
|---|---|---|---|---|
| Alongamento à tração (até rotura) | % | % | % | ISO 525 |
| Alongamento ao esforço máximo | 775 | - | % | ISO 527 |
| Alongamento à flexão na rotura | - | - | % | ISO 178 |
| Dureza | 77 | - | Shore A | ISO 7619-1 |
| Força de impacto Charpy (entalhado) | - | - | kJ/m² | ISO 179 |
| Módulo de flexão | - | - | MPa | ISO 178 |
| Módulo de tração | - | - | MPa | ISO 527 |
| Resistência à flexão | - | - | MPa | ISO 178 |
| Resistência à tração | 22 | - | MPa | ISO 527 |
*Valores obtidos sobre amostras impressas, nozzle 0.4mm, infill reticulado 100%, altura de camada 0.2mm. Para mais informações, contacta-nos.
































