O filamento ABS GP450 da Spectrum é um filamento de impressão 3D produzido com acrilonitrila butadieno estireno, um termoplástico amplamente utilizado em diversas aplicações industriais. Este filamento é conhecido pelas suas excelentes propriedades mecânicas, térmicas e químicas, tornando-o uma escolha popular entre os utilizadores de impressão 3D.
Resistência Mecânica: O filamento ABS GP450 da Spectrum possui excelente resistência mecânica, o que o torna uma excelente escolha para produzir peças resistentes e duráveis. Este filamento é especialmente adequado para peças que precisam suportar cargas estáticas ou dinâmicas, como peças estruturais, engrenagens, suportes, entre outras.
Resistência Térmica: O ABS é resistente a altas temperaturas, tornando-o uma excelente escolha para aplicações em ambientes com temperaturas elevadas. Além disso, o filamento ABS GP450 da Spectrum é capaz de suportar o processo de pós-processamento, como a acetona vaporizada, para uma melhor finalização de superfície.
Peças Automotivas: Devido à sua excelente resistência mecânica e térmica, o filamento ABS GP450 da Spectrum é uma escolha popular para produzir peças automotivas, como interior de veículos, painéis, etc.
Prototipagem Rápida: O ABS é um dos materiais mais utilizados na prototipagem rápida, devido às suas propriedades mecânicas e químicas. O filamento ABS GP450 da Spectrum é uma excelente escolha para a produção de protótipos rápidos de peças industriais.
O filamento ABS GP450 da Spectrum é uma escolha popular para a produção de peças resistentes e duráveis para uma ampla gama de aplicações industriais. Com sua excelente resistência mecânica e térmica, o ABS é uma escolha ideal para peças automotivas, prototipagem rápida, entre outras aplicações. Se procura um filamento de impressão 3D para suportar cargas estáticas e dinâmicas, além de resistir a altas temperaturas, o ABS GP450 da Spectrum é a escolha ideal.
O ABS tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
O ABS é um material que liberta gases e cheiros prejudiciais à saúde durante o processo de impressão 3D.
Deve de ser impresso em lugares arejados com com sistema de extracção.
Se desejar obter acabamentos superficiais extraordinários com ABS recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 90ºC para o material ABS, consegues eliminar na totalidade todos os problemas de warpping .

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg - Rolo
ABS GP450™ 1kg Dark Blue - Cor
1.75mm (+-0.03mm) - Espessura / Tolerância de diâmetro
235º a 255º - Temp. recomendada do Hotend
95º a 100º - Temp. recomendada da Heated bed (100ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.

A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:






O PolyLite PLA é um PLA de alta qualidade concebido para a fiabilidade e facilidade de impressão.
PolyLite é uma família de filamentos de impressão 3D fabricados a partir das melhores matérias-primas, oferecendo uma qualidade e fiabilidade excepcionais. PolyLite cobre os materiais de impressão 3D mais populares para satisfazer as suas necessidades diárias em design e prototipagem.
O material foi originalmente vendido sob a marca Polymaker PolyPlus antes de ser re-marcado para a família de produtos PolyLite.

Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
PolyLite™ PLA é um PLA de alta qualidade concebido para oferecer fiabilidade e facilidade de impressão.
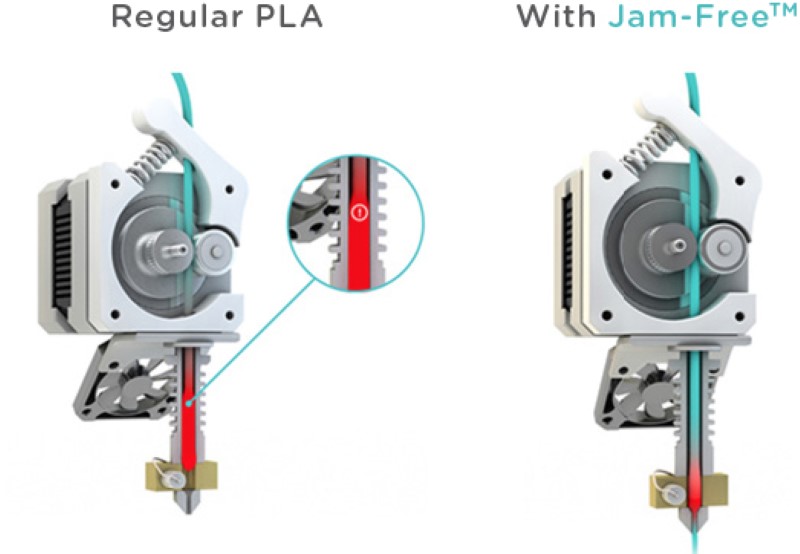
A tecnologia Jam-Free™ melhora a estabilidade térmica dos filamentos PLA da Polymaker com temperaturas de amolecimento superiores a 140 °C. Como resultado, os filamentos PLA da Polymaker mostram um amolecimento mínimo na "extremidade fria" e podem derreter rapidamente uma vez que entram na zona de aquecimento, levando a uma excelente qualidade de impressão com risco zero de encravamentos com bocal.
O que é PLA?
PLA ou Ácido Poliláctico é uma gama de bioplásticos únicos que são ambos biobásicos e biodegradáveis. O ácido poliláctico, vulgarmente conhecido como PLA, é um dos materiais populares utilizados na impressão 3D de secretária.
É o filamento por defeito de escolha para a maioria das impressoras 3D baseadas em extrusão porque pode ser impresso a um baixo temperatura e não necessita de uma cama aquecida.
O PLA é um excelente primeiro material a ser utilizado uma vez que está a aprender sobre a impressão 3D porque é fácil de imprimir, muito barata, e cria peças que podem ser utilizadas para uma grande variedade de aplicações.
É também uma dos filamentos mais amigos do ambiente no mercado actual.
Derivados de culturas como o milho e a cana-de-açúcar, o PLA é renovável e o mais importante biodegradável. Como bónus, isto também permite ao plástico emitir um aroma doce durante a impressão.
Redução da pegada de carbono
O bioplástico PLA permite produtos a serem produzidos com um elevado conteúdo biobaseado e uma pegada de carbono reduzida.
O PLA é produzido a partir de matérias-primas renováveis como a cana-de-açúcar, milho, beterraba sacarina e mandioca.
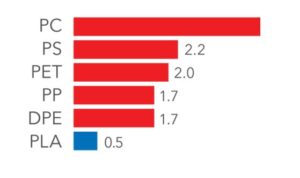
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA PolyLite Sparkle Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
25º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.
A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:
O PolyLite PLA é um PLA de alta qualidade concebido para a fiabilidade e facilidade de impressão.
PolyLite é uma família de filamentos de impressão 3D fabricados a partir das melhores matérias-primas, oferecendo uma qualidade e fiabilidade excepcionais. PolyLite cobre os materiais de impressão 3D mais populares para satisfazer as suas necessidades diárias em design e prototipagem.
O material foi originalmente vendido sob a marca Polymaker PolyPlus antes de ser re-marcado para a família de produtos PolyLite.
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
PolyLite™ PLA é um PLA de alta qualidade concebido para oferecer fiabilidade e facilidade de impressão.
A tecnologia Jam-Free™ melhora a estabilidade térmica dos filamentos PLA da Polymaker com temperaturas de amolecimento superiores a 140 °C. Como resultado, os filamentos PLA da Polymaker mostram um amolecimento mínimo na "extremidade fria" e podem derreter rapidamente uma vez que entram na zona de aquecimento, levando a uma excelente qualidade de impressão com risco zero de encravamentos com bocal.
O que é PLA?
PLA ou Ácido Poliláctico é uma gama de bioplásticos únicos que são ambos biobásicos e biodegradáveis. O ácido poliláctico, vulgarmente conhecido como PLA, é um dos materiais populares utilizados na impressão 3D de secretária.
É o filamento por defeito de escolha para a maioria das impressoras 3D baseadas em extrusão porque pode ser impresso a um baixo temperatura e não necessita de uma cama aquecida.
O PLA é um excelente primeiro material a ser utilizado uma vez que está a aprender sobre a impressão 3D porque é fácil de imprimir, muito barata, e cria peças que podem ser utilizadas para uma grande variedade de aplicações.
É também uma dos filamentos mais amigos do ambiente no mercado actual.
Derivados de culturas como o milho e a cana-de-açúcar, o PLA é renovável e o mais importante biodegradável. Como bónus, isto também permite ao plástico emitir um aroma doce durante a impressão.
Redução da pegada de carbono
O bioplástico PLA permite produtos a serem produzidos com um elevado conteúdo biobaseado e uma pegada de carbono reduzida.
O PLA é produzido a partir de matérias-primas renováveis como a cana-de-açúcar, milho, beterraba sacarina e mandioca.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA PolyLite Galaxy Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
25º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Filamento PETG AzureFilm fabricado na EU. é um material para impressão 3D, sendo um filamento bastante durável e resistente.
As suas propriedades permitem a impressão de elementos precisos e de formas complexas, sendo que o PETG pode ser utilizado para criar protótipos funcionais, gadgets, brinquedos, objectos técnicos, industriais e decorativos.
A facilidade de impressão deve satisfazer os hobbys e os utilizadores profissionais mais avançados.
O PETG AzureFilm é especialmente concebido para facilitar a sua utilização para todos os principiantes e principiantes.
O filamento PETG AzureFilm é compatível com quase todas as impressoras 3D, incluindo impressoras RepRap e MakerBot, Ultimaker, Bits from Bytes, Airwolf3D, Makergear, Printrbot, Bukobot, Creality, Type A Machines e muitas mais.
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
Se desejar obter acabamentos superficiais extraordinários com PETG recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
om o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 80ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warpping .
50g (Amostra) - Rolo
PETG Dark Blue Transparent - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
220º a 230º - Temp. recomendada do Hotend
80º a 90º - Temp. recomendada da Heated bed (80ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.06mm | Flow rate: ± 95 - 110% |
| Print temp: ± 230 - 265° C * | Print speed: High | Retraction: Yes ± 5mm |
| Heat bed: ± 0 - 60° C* | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
*) Flow rate depends on printing speed and type of hotend used. For full metal hotends a lower flow rate is recommended and for high printing speeds a high(er) flow rate is recommended.
Annealing Volcano PLA
Annealing is a secondary process in which a plastic part is heated up to half of the melt temperature for a moderate period of time before letting the plastic part cool back down to room temperature. When the plastic part is reheated (annealed) like this, the material relaxes and internal stresses and/or strains are relieved resulting in improved dimensional stability, reduction/removal of dimensional distortion and defects, and improved physical and thermal properties of the printed (and annealed) plastic object.
Step 1
Preheat a convection oven at 110° C (half the melting temperature of Volcano PLA). It is highly recommended to use a thermometer to calibrate the exact temperature of your convection oven.
Preheating the oven to 110° C is extremely important as your Volcano PLA printed object will then crystalize in such a rapid timeframe that there is almost no time for the material to shrink. This results in a negligible shrinkage percentage of < 0.3% and by that Volcano PLA is unsurpassed when it comes to reduction of shrinkage after annealing.
Step 2
When the oven is preheated to a stable temperature of 110° C then quickly put your Volcano PLA printed object in the oven. Make sure to do this as quick as possible in order to keep the loss of heat reduced to a minimum. Don’t remove any supports (if used) from the printed object when putting it in the oven.
It is recommended to place the Volcano PLA printed object on a flat aluminium sheet/foil or similar flat metal object to obtain a stable/equal heat transmission.
Small objects – 20 minutes timer
For small objects with thin walls and medium infill annealing will take ± 20 minutes
Large objects – 60 minutes timer
For large objects with thick walls and medium/high infill annealing take ± 60 minutes
Step 3
When the object is annealed taking above mentioned duration into account then switch off the oven and let it cool down to room temperature. Do not remove the object before the oven has completely cooled down to room temperature!
Step 4
When the oven is cooled down completely you remove the object from the oven and remove any support material (if used). Your Volcano PLA printed object is now annealed and has all thermal and mechanical properties as displayed in the Technical Data Sheet (TDS).
Filament length
| ρ: 1.27 g/cc | 50 gr coil | 0.5 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.4m | ± 246m | ± 753m | ± 1473m | ± 2619m |
| Ø 2.85mm | ± 6.2m | ± 93m | ± 284m | ± 555m | ± 987m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.



Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
PLA Volcano Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
230º a 265º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.06mm | Flow rate: ± 95 - 110% |
| Print temp: ± 230 - 265° C * | Print speed: High | Retraction: Yes ± 5mm |
| Heat bed: ± 0 - 60° C* | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
*) Flow rate depends on printing speed and type of hotend used. For full metal hotends a lower flow rate is recommended and for high printing speeds a high(er) flow rate is recommended.
Annealing Volcano PLA
Annealing is a secondary process in which a plastic part is heated up to half of the melt temperature for a moderate period of time before letting the plastic part cool back down to room temperature. When the plastic part is reheated (annealed) like this, the material relaxes and internal stresses and/or strains are relieved resulting in improved dimensional stability, reduction/removal of dimensional distortion and defects, and improved physical and thermal properties of the printed (and annealed) plastic object.
Step 1
Preheat a convection oven at 110° C (half the melting temperature of Volcano PLA). It is highly recommended to use a thermometer to calibrate the exact temperature of your convection oven.
Preheating the oven to 110° C is extremely important as your Volcano PLA printed object will then crystalize in such a rapid timeframe that there is almost no time for the material to shrink. This results in a negligible shrinkage percentage of < 0.3% and by that Volcano PLA is unsurpassed when it comes to reduction of shrinkage after annealing.
Step 2
When the oven is preheated to a stable temperature of 110° C then quickly put your Volcano PLA printed object in the oven. Make sure to do this as quick as possible in order to keep the loss of heat reduced to a minimum. Don’t remove any supports (if used) from the printed object when putting it in the oven.
It is recommended to place the Volcano PLA printed object on a flat aluminium sheet/foil or similar flat metal object to obtain a stable/equal heat transmission.
Small objects – 20 minutes timer
For small objects with thin walls and medium infill annealing will take ± 20 minutes
Large objects – 60 minutes timer
For large objects with thick walls and medium/high infill annealing take ± 60 minutes
Step 3
When the object is annealed taking above mentioned duration into account then switch off the oven and let it cool down to room temperature. Do not remove the object before the oven has completely cooled down to room temperature!
Step 4
When the oven is cooled down completely you remove the object from the oven and remove any support material (if used). Your Volcano PLA printed object is now annealed and has all thermal and mechanical properties as displayed in the Technical Data Sheet (TDS).
Filament length
| ρ: 1.27 g/cc | 50 gr coil | 0.5 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.4m | ± 246m | ± 753m | ± 1473m | ± 2619m |
| Ø 2.85mm | ± 6.2m | ± 93m | ± 284m | ± 555m | ± 987m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA Volcano Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
230º a 265º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

Key features
Applications
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.06mm | Experience level: Beginner |
| Print temp: ± 210 - 225° C | Fan speed: 50-100% | |
| Heat bed: ± 50 - 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.21 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 17.2m | ± 258m | ± 790m | ± 1546m | ± 2749m |
| Ø 2.85mm | ± 6.5m | ± 97m | ± 298m | ± 583m | ± 1036m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
250g- Rolo
PLA Tough Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
210º a 225º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Key features
Applications
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.06mm | Experience level: Beginner |
| Print temp: ± 210 - 225° C | Fan speed: 50-100% | |
| Heat bed: ± 50 - 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.21 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 17.2m | ± 258m | ± 790m | ± 1546m | ± 2749m |
| Ø 2.85mm | ± 6.5m | ± 97m | ± 298m | ± 583m | ± 1036m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA Tough Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
210º a 225º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 100% |
| Print temp: ± 200 - 230° C | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 50 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.8m | ± 251m | ± 771m | ± 1509m | ± 2682m |
| Ø 2.85mm | ± 6.3m | ± 95m | ± 291m | ± 569m | ± 1011m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA EasyFil Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 110% |
| Print temp: ± 220 - 260° C | Print speed: High | Retraction: Yes ± 6mm |
| Heat bed: ± 60 - 80° C | Fan speed: 30-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
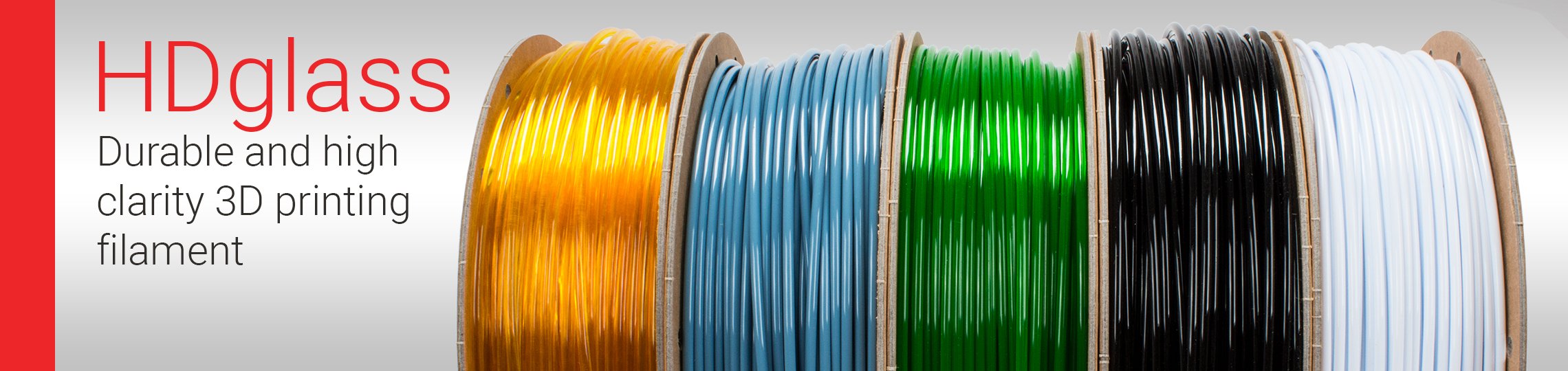
HDglass color terminology
HDglass comes in a variety of colors ranging from extremely clear to completely opaque. Please see below table with explanation about the color terminology used for our HDglass filaments.
| Transparent / Clear | Translucent colored | Slightly translucent colored | Opaque |
| Clear | See Through | Stained | Blinded |
Filament length
| ρ: 1.27 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.4m | ± 246m | ± 753m | ± 1473m | ± 2619m |
| Ø 2.85mm | ± 6.2m | ± 93m | ± 284m | ± 555m | ± 987m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
PETG HDglass Blinded Dark Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
220º a 260º - Temp. recomendada do Hotend
60º a 80º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
































