Dessecante de Alumina Ativada – 10x mais eficaz do que o gel de sílica convencional e totalmente não tóxico!
✅ Absorção eficiente – Remove a humidade da superfície e das partículas de água dentro do filamento;
✅ Design inteligente – O recipiente de aço inoxidável encaixa perfeitamente no centro do spool de filamento;
✅ Recarga infinita – O dessecante pode ser recarregado indefinidamente no próprio recipiente;
✅ Inclui cartão indicador de humidade para um controlo preciso;
✅ Agora disponível em embalagens de 2 unidades.
📌 Antes de comprar, verifica abaixo se existem alertas de produto importantes.
A humidade pode ser a grande vilã da impressão 3D, causando extrusão irregular, falhas de aderência e até entupimentos no hotend e bico. Muitos problemas atribuídos ao hotend ou ao bico são, na verdade, culpa de filamento molhado!
🌡️ Desenvolvido e testado em condições reais de alta humidade na Flórida, o Filament Drying Desiccant da Slice Engineering foi criado para manter o teu filamento sempre seco.
1️⃣ Remove a película retrátil externa;
2️⃣ Retira a tampa do dessecante;
3️⃣ Coloca o recipiente de aço inoxidável no centro do spool de filamento;
4️⃣ Guarda o spool num recipiente hermético e observa a humidade despencar!
📑 Queres provas de que funciona?
Consulta o [Slice’s Desiccant Activation Testing White Paper] e vê os testes que validam a eficácia deste dessecante!
Clica AQUI para descarregar a Ficha Técnica
Uma cor de filamento original e única de Protopasta HTPLA Sheyb Designs Glitter's Mane Teal Translucent
Um marreco translúcido com textura de pérola subtil para apenas um toque de brilho
Uma criação anterior de workshop & filamento de Endless Pastabilities
Concebido e produzido por Protoplant for Sheyb Designs

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.




Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Sheyb Designs Glitter's Mane Teal Translucent HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
A Fita Esponja Dupla Face 3W Inter é uma solução prática e versátil para colagem forte e duradoura em diversas superfícies. Ideal para uso em projetos de bricolage, decoração e reparação, esta fita adesiva dupla face oferece uma fixação segura e resistente.
Características do Produto:
Benefícios:
Aplicações:
Ideal para projetos de bricolage, decoração de interiores, fixação de objetos leves e reparações domésticas. Esta fita adesiva dupla face é perfeita para quem precisa de uma solução prática e eficiente para colagem.
Comece a sua jornada com uma melhor experiência de impressão em 3D!
PORQUE É QUE PRECISA DE SECAR O SEU FILAMENTO?
Quando o plástico é derretido com humidade no interior, as moléculas de água transformam-se em vapor, e criam ruídos de estalo, e lacunas ou bolhas visíveis durante o processo de impressão.
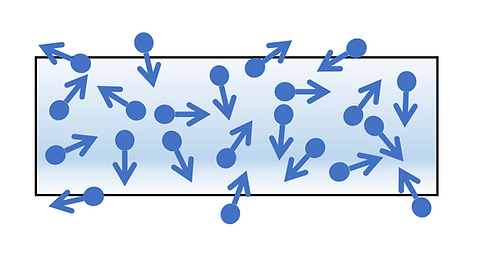
Fig.1 Filamento de impressão 3D absorve a humidade no ar, e o conteúdo de moléculas de água internas aumenta;
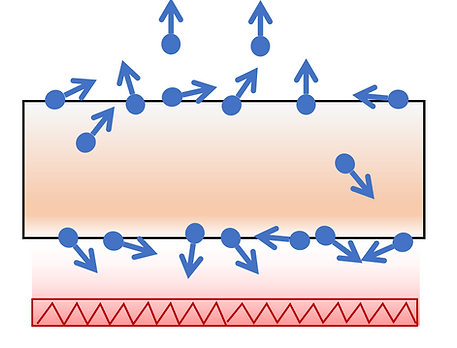
Fig.2 Após o aquecimento, a ligação entre moléculas de água e cadeias de polímeros é quebrada, as moléculas de água internas deslocam-se para a superfície dos filamentos;
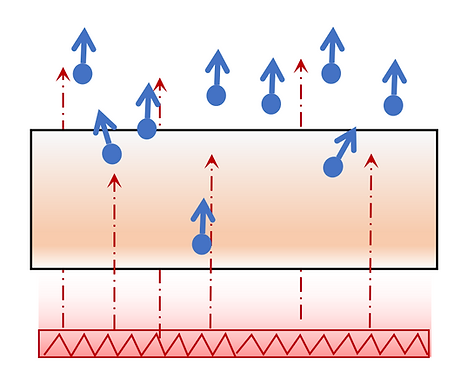
Fig.3 O ar quente pode aquecer o filamento de impressão 3D de forma mais uniforme e acelerar a evaporação das moléculas de água;
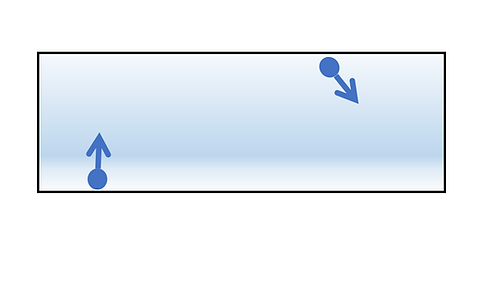
Fig.4 Após a secagem, o conteúdo da molécula de água do filamento de impressão 3D é significativamente reduzido, e pronto para a melhor experiência de impressão.
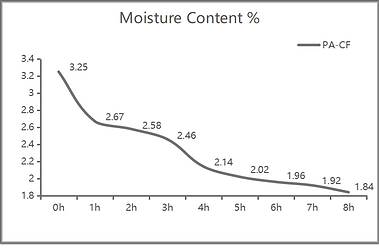
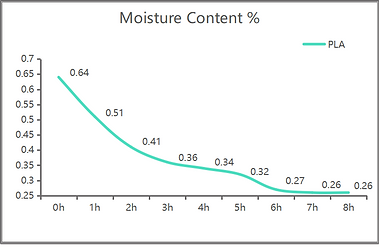
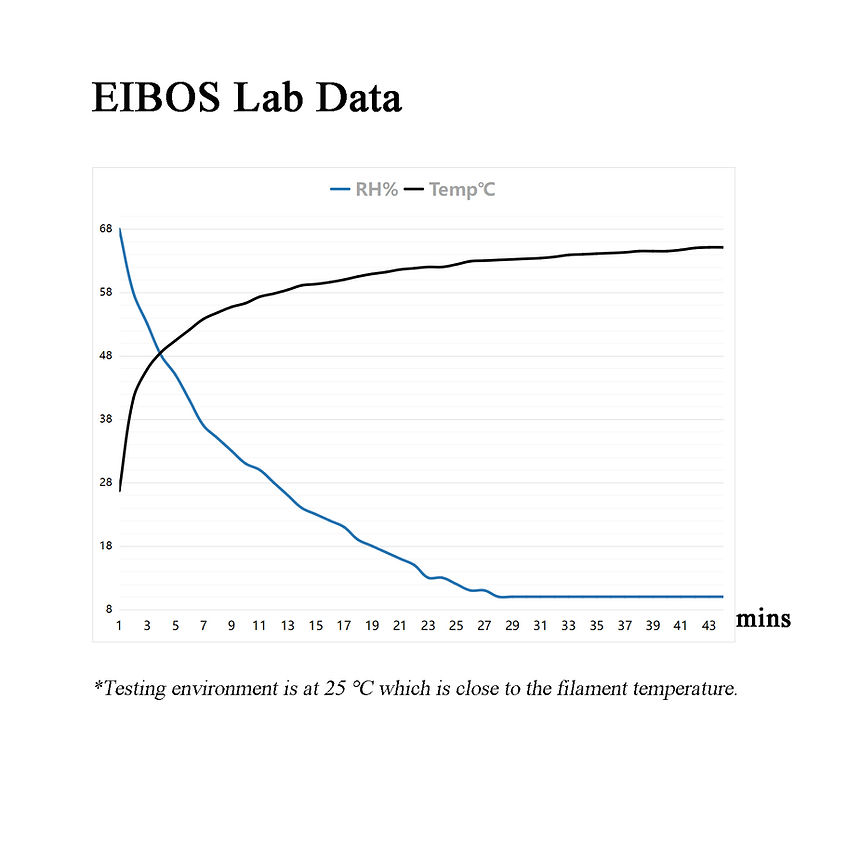
RESULTADO DE TESTES FORNECIDO PELO LABORATÓRIO EIBOS:

No laboratório, foi utilizado o Analisador de Humidade OHAUS MB45 para detectar o conteúdo de moléculas de água do material sob diferentes tempos de secagem
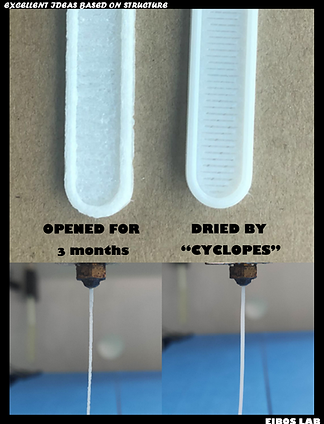
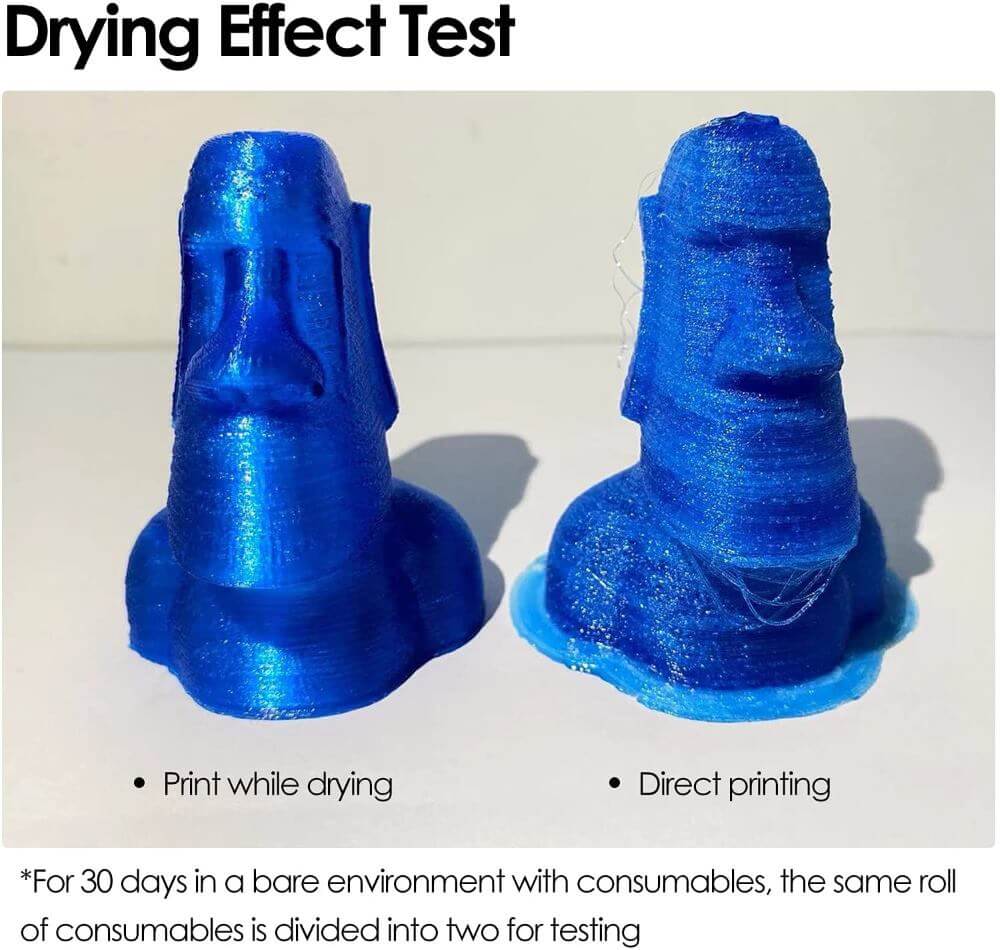
Aqui está o resultado da impressão comparação entre filamento aberto para 3 mês e filamento seco por CYCLOPES. É óbvio que para o resultado da impressão tem sido significativamente melhorado!



Entrada:EU/UK/AU : 230V 50Hz
Potência:45W
Dimensão do Produto :225x225x103mm Net
Peso:1kg
Dimensão da caixa:265x265x135mm
Peso Total:1.4kg
Intervalo de Humidade:RH10%~99%
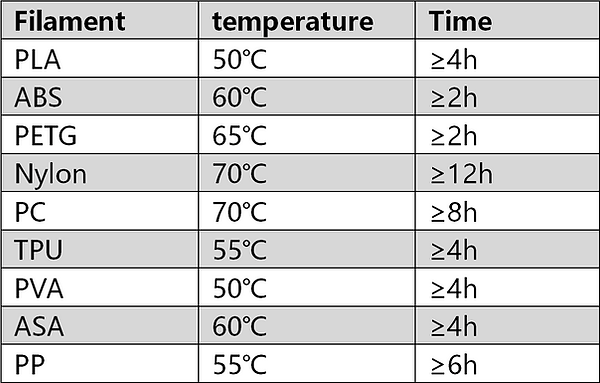
Intervalo de Temperatura :40~65℃
Dimensão da Bobine Spool :<φ220x72mm
Dimensão Interior:>φ50mm
Diâmetro do Filamento :1.75mm

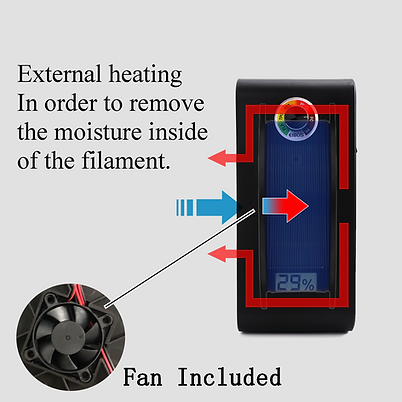
1. O ventilador está incluído na Easdry?
Sim, o ventilador está incluído. Temos aqui um ventilador para acelerar a velocidade de aquecimento dentro da máquina de secar. Além disso, a Easdry também transporta um sistema de circulação externa de ar, com a ajuda do ventilador, este irá remover eficazmente a humidade no interior.
2. O sensor de Temperatura está incluído no Easdry?
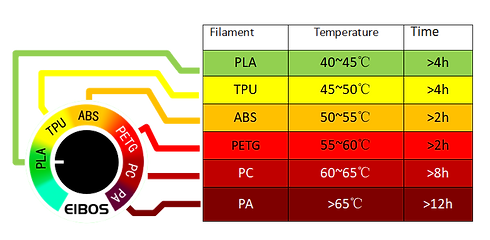
Não, não há temperatura no interior da Easdyer. Fizemos muitos testes para assegurar que a temperatura na área do filamento será uniformemente atingida a temperatura mais adequada para diferentes tipos de filamento. Durante o teste, utilizámos Termómetro Infravermelho de grau Laboratório para garantir a temperatura e anexámos alguma foto e vídeo como referência. O resultado é bastante óbvio da nossa prespectiva. Já estabelecemos a temperatura de dyring para diferentes tipos de filamento, acreditamos que esta será a mais fácil para os utilizadores terminarem a sua configuração.
3. Posso ver o filamento dentro da Easdry?
Sim, a 'porta' da Easdry é transparente. O estado do filamento pode ser monitorizado.
Comece a sua jornada para uma melhor experiência de impressão em 3D!
PORQUE É QUE PRECISA DE SECAR O SEU FILAMENTO?
Quando o plástico é derretido com humidade no interior, as moléculas de água transformam-se em vapor, e criam ruídos de estalo, e lacunas ou bolhas visíveis durante o processo de impressão.
Fig.1 Filamento de impressão 3D absorve a humidade no ar, e o conteúdo de moléculas de água internas aumenta;
Fig.2 Após o aquecimento, a ligação entre moléculas de água e cadeias de polímeros é quebrada, as moléculas de água internas deslocam-se para a superfície dos filamentos;
Fig.3 O ar quente pode aquecer o filamento de impressão 3D de forma mais uniforme e acelerar a evaporação das moléculas de água;
Fig.4 Após a secagem, o conteúdo da molécula de água do filamento de impressão 3D é significativamente reduzido, e pronto para a melhor experiência de impressão.
RESULTADO DE TESTES FORNECIDO PELO LABORATÓRIO EIBOS:
No laboratório, foi utilizado o Analisador de Humidade OHAUS MB45 para detectar o conteúdo de moléculas de água do material sob diferentes tempos de secagem
Aqui está o resultado da impressão comparação entre filamento aberto para 3 mês e filamento seco por CYCLOPES. É óbvio que para o resultado da impressão tem sido significativamente melhorado!
Tensão de entrada:AC 100~240V 50/60Hz
Potência Nominal:150W
Gama de controlo de temperatura:≤70℃
Tamanho do produto:213x280x305mm
Duração do tempo:1min~24h or unlimited
Precisão do controlo da temperatura:±2℃
Capacidade máxima:Bobinas duplas: φ217x80mm
Bobina única: φ217x174mm
Diâmetro do material de filamento:1.75mm
 As embalagens de dessecante são utilizadas no AMS para manter o filamento seco.
As embalagens de dessecante são utilizadas no AMS para manter o filamento seco.
Guia do utilizador:
- leve 2 a 3 novos pacotes de dessecante, retire a película plástica do dessecante, instale-a no local designado para o AMS.
- Feche a tampa do AMS para ajudar a manter o seu filamento seco. Assegure-se de que as abas de bloqueio no AMS estão fechadas para isolar o AMS do ar exterior.
Como verificar se o dessecante precisa de ser substituído: Quando novo, o dessecante será um pó branco. Quando as embalagens do dessecante absorvem humidade, vão-se transformando gradualmente numa pasta amarela. O dessecante precisa de ser substituído quando toda a embalagem estiver amarela, porque perde a capacidade de manter o filamento seco. Também recomendamos a re-secagem do filamento nesse momento.

Instruções especiais: Este dessecante só pode manter uma baixa humidade para o filamento seco num recipiente fechado, mas não pode secar o filamento que já tenha absorvido água.
| Dessicant for AMS Technical Specifications | |||
| Material | CaCl2 | Package size | 100*135*45 mm |
| Working Life | One month (2 packs) | Package weight | 17.5 g |
| Quantity of Dessicant | 6 | Color | White |
Compatibilidade:
ies and P1P

Magigoo é a nova geração de componentes de aderência à base de impressão 3D. Os produtos de geração anterior eram em formato de spray, que precisam de ser pulverizados com a base fora da impressora 3D para evitar a deterioração dos componentes da impressora 3D, contaminam o ambiente e são irritantes se utilizados em locais fechados.
Além disso, algumas pessoas saltam a recomendação e aplicam o spray dentro da impressora 3D, deixando vestígios de fixadores nos ventiladores e outros componentes, algo que certamente irá afectar a operação e causar falhas no futuro.
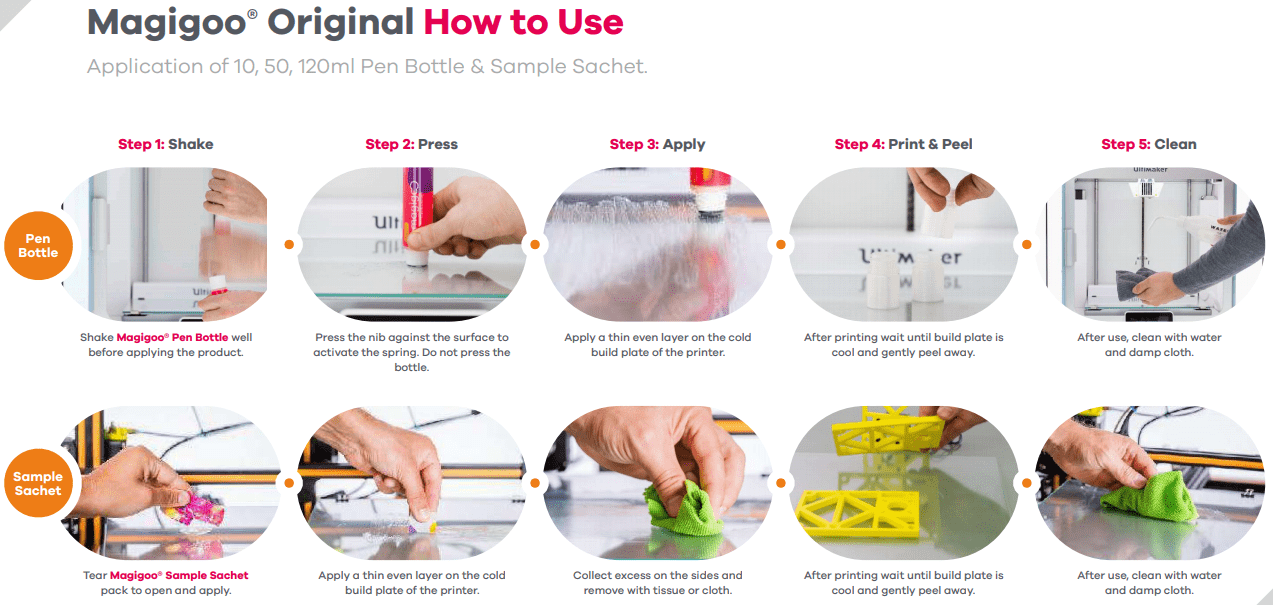
O Magigoo é um adesivo de impressão 3D fácil de usar, projetado para resolver 'o problema da primeira camada que não cola.
O Magigoo garante uma aderência máxima à hotbed.
Mas a magia começa quando a impressão está pronta: espere a base arrefecer e remova as impressões com apenas um movimento do dedo!
Além disso, o Magigoo ajuda a evitar deformações e warping.
Isso não é mágico? Independentemente de imprimes como hobby ou profissional, é extremamente gratificante ter uma impressão de 30 horas completa sem qualquer distorção e liberá-la facilmente depois da peça arrefecer.

São necessários adesivos de primeira camada para mitigar o efeito de empenamento no processo de impressão FDM de filamentos termoplásticos de qualidade de produto e de engenharia.
Se o seu processo AM envolve numerosas superfícies de construção numa instalação de impressão agrícola ou impressoras 3D com grandes superfícies de construção, a aplicação de adesivos de primeira camada utilizando cola em bastão, tipo caneta ou adesivos com pincel leva simplesmente muito tempo e pode resultar numa aplicação irregular.
O revestimento Magigoo permite-lhe bombear uma vez e espalhar a camada de uma forma rápida, conveniente e fiável na sua superfície de impressão FDM.

Instruções:
Download:
50ml - Stick
Muito Fácil - Facilidade de utilização
Magigoo é a nova geração de componentes de aderência à base de impressão 3D. Os produtos de geração anterior eram em formato de spray, que precisam de ser pulverizados com a base fora da impressora 3D para evitar a deterioração dos componentes da impressora 3D, contaminam o ambiente e são irritantes se utilizados em locais fechados.
Além disso, algumas pessoas saltam a recomendação e aplicam o spray dentro da impressora 3D, deixando vestígios de fixadores nos ventiladores e outros componentes, algo que certamente irá afectar a operação e causar falhas no futuro.
O Magigoo é um adesivo de impressão 3D fácil de usar, projetado para resolver 'o problema da primeira camada que não cola.
O Magigoo garante uma aderência máxima à hotbed.
Mas a magia começa quando a impressão está pronta: espere a base arrefecer e remova as impressões com apenas um movimento do dedo!
Além disso, o Magigoo ajuda a evitar deformações e warping.
Isso não é mágico? Independentemente de imprimes como hobby ou profissional, é extremamente gratificante ter uma impressão de 30 horas completa sem qualquer distorção e liberá-la facilmente depois da peça arrefecer.
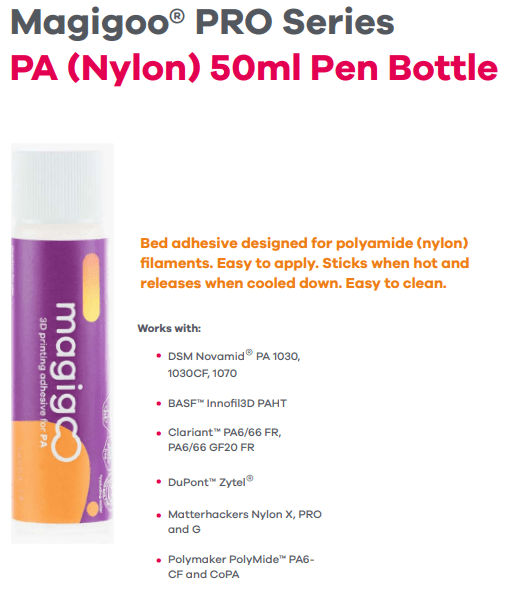
O Magigoo Pro PA foi projetado para funcionar exclusivamente com filamentos do tipo poliamida (Nylon) .
Porque usar o Magigoo Pro PA?
PA (poliamida) pertence a um grupo de polímeros com uma unidade de repetição de amida. Geralmente, no setor de FDM, existem 3 tipos principais de PA, que incluem PA12, PA66 e PA6.
Às vezes, esses materiais podem ser misturados com outros polímeros ou reforçados com fibras de vidro ou carbono.
Geralmente os nylons têm como propriedades a alta resistência, tenacidade, elasticidade, resistência ao desgaste, resistência química e resistência térmica e são amplamente procurados em várias aplicações industriais.
Os filamentos de nylon provam ser materiais desafiantes para a impressão FDM devido à sua menor adesão às superfícies convencionais de impressão 3D e sua maior tendência a deformar.
Além disso, existem várias classes de filamentos de PA, cada qual se comportando de maneira diferente.
O PA tende consideravelmente ao fenómeno de warping quando impresso a uma temperatura insuficiente (<130 ºC), em câmaras fechadas sem aquecimento, sem o uso de um adesivo apropriado.
O Magigoo Pro PA pode ser usado em vidro ou em outras superfícies.
Recomenda-se o uso em outras superfícies à base de plástico, incluindo folhas para fornecer uma forte adesão e impedir que a peça se funda na folha.
Instruções:
Download:
250ml - Stick
Muito Fácil - Facilidade de utilização
Magigoo é a nova geração de componentes de aderência à base de impressão 3D. Os produtos de geração anterior eram em formato de spray, que precisam de ser pulverizados com a base fora da impressora 3D para evitar a deterioração dos componentes da impressora 3D, contaminam o ambiente e são irritantes se utilizados em locais fechados.
Além disso, algumas pessoas saltam a recomendação e aplicam o spray dentro da impressora 3D, deixando vestígios de fixadores nos ventiladores e outros componentes, algo que certamente irá afectar a operação e causar falhas no futuro.
O Magigoo é um adesivo de impressão 3D fácil de usar, projetado para resolver 'o problema da primeira camada que não cola.
O Magigoo garante uma aderência máxima à hotbed.
Mas a magia começa quando a impressão está pronta: espere a base arrefecer e remova as impressões com apenas um movimento do dedo!
Além disso, o Magigoo ajuda a evitar deformações e warping.
Isso não é mágico? Independentemente de imprimes como hobby ou profissional, é extremamente gratificante ter uma impressão de 30 horas completa sem qualquer distorção e liberá-la facilmente depois da peça arrefecer.

Tudo o que precisa para colar e libertar filamentos de copolímeros de elastómeros termoplásticos (TPE, TPC) de forma fiável
Este é o Magigoo Pro Flex, o adesivo especificamente concebido para a impressão 3D em plásticos flexíveis. Oferece uma plataforma de forte aderência para filamentos à base de copolímero de elastómero termoplástico.
O Magigoo é um adesivo de impressão 3D fácil de usar, concebido para reduzir o empenamento em impressoras FDM/FFF 3D. O empenamento, entre outros factores, é causado pelo arrefecimento diferencial de uma impressão durante um processo de impressão 3D.
Para imprimir repetidamente e com fiabilidade, lembre-se de aplicar o Magigoo Pro Flex no seu leito de impressão antes de imprimir em filamentos flexíveis.
Instruções:
Download:
50ml - Stick
Muito Fácil - Facilidade de utilização
Magigoo é a nova geração de componentes de aderência à base de impressão 3D. Os produtos de geração anterior eram em formato de spray, que precisam de ser pulverizados com a base fora da impressora 3D para evitar a deterioração dos componentes da impressora 3D, contaminam o ambiente e são irritantes se utilizados em locais fechados.
Além disso, algumas pessoas saltam a recomendação e aplicam o spray dentro da impressora 3D, deixando vestígios de fixadores nos ventiladores e outros componentes, algo que certamente irá afectar a operação e causar falhas no futuro.
O Magigoo é um adesivo de impressão 3D fácil de usar, projetado para resolver 'o problema da primeira camada que não cola.
O Magigoo garante uma aderência máxima à hotbed.
Mas a magia começa quando a impressão está pronta: espere a base arrefecer e remova as impressões com apenas um movimento do dedo!
Além disso, o Magigoo ajuda a evitar deformações e warping.
Isso não é mágico? Independentemente de imprimes como hobby ou profissional, é extremamente gratificante ter uma impressão de 30 horas completa sem qualquer distorção e liberá-la facilmente depois da peça arrefecer.

Tudo o que precisa para colar e soltar filamentos de polipropileno preenchidos com fibra de vidro de forma fiável
Este é o Magigoo PPGF, o adesivo especificamente concebido para impressão 3D em plásticos de polipropileno com enchimento de vidro. Oferece uma forte plataforma de adesão para filamentos à base de polipropileno recheados de vidro.
Magigoo é um adesivo de impressão 3D fácil de usar, concebido para reduzir o empenamento em impressoras FDM/FFF 3D. O empenamento, entre outros factores, é causado pelo arrefecimento diferencial de uma impressão durante o processo de impressão 3D.
Para imprimir repetibilidade e fiabilidade, lembre-se de aplicar Magigoo PPGF (etiqueta cinzenta + autocolante na tampa) no seu leito de impressão antes de imprimir em filamentos de vidro de polipropileno com enchimento. Isto assegurará uma impressão bem sucedida.
Instruções:
Download:
50ml - Stick
Muito Fácil - Facilidade de utilização
































