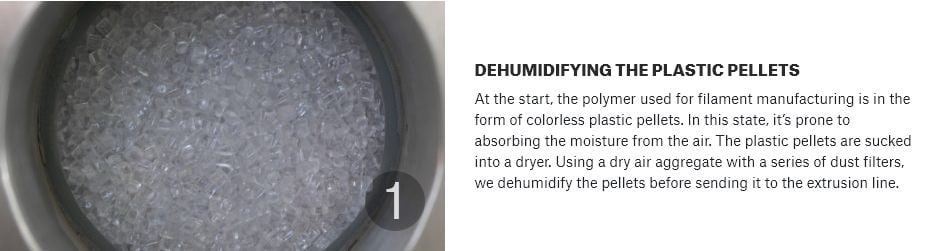
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
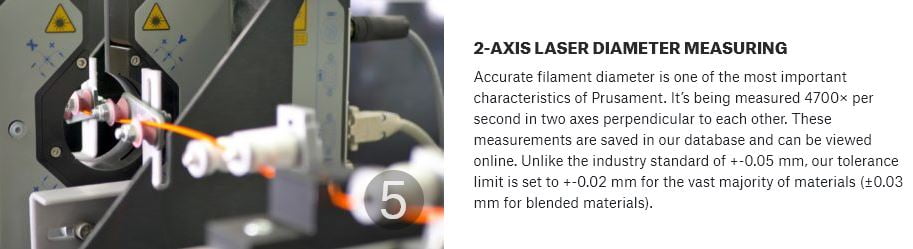
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
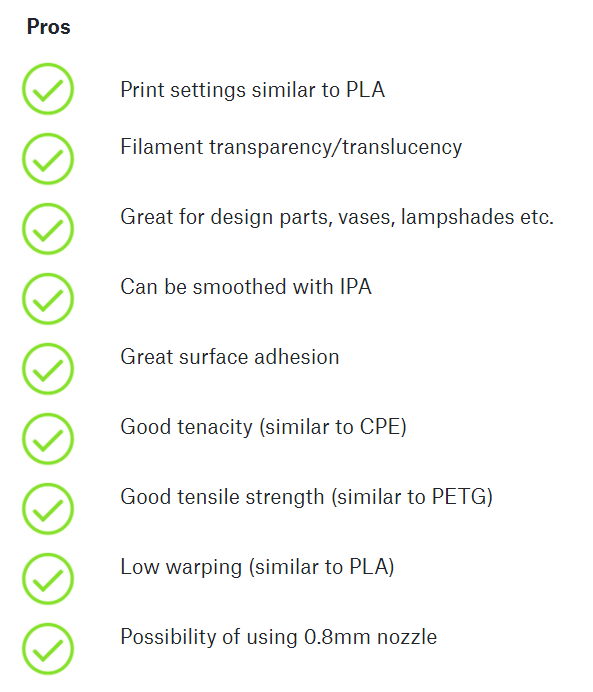
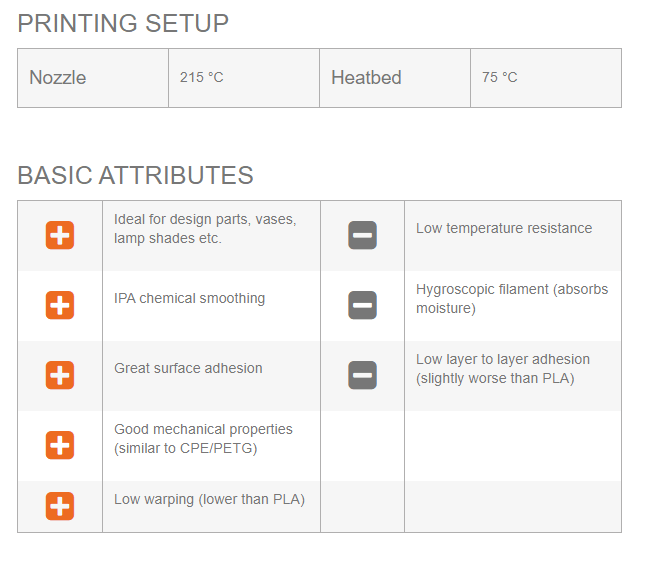
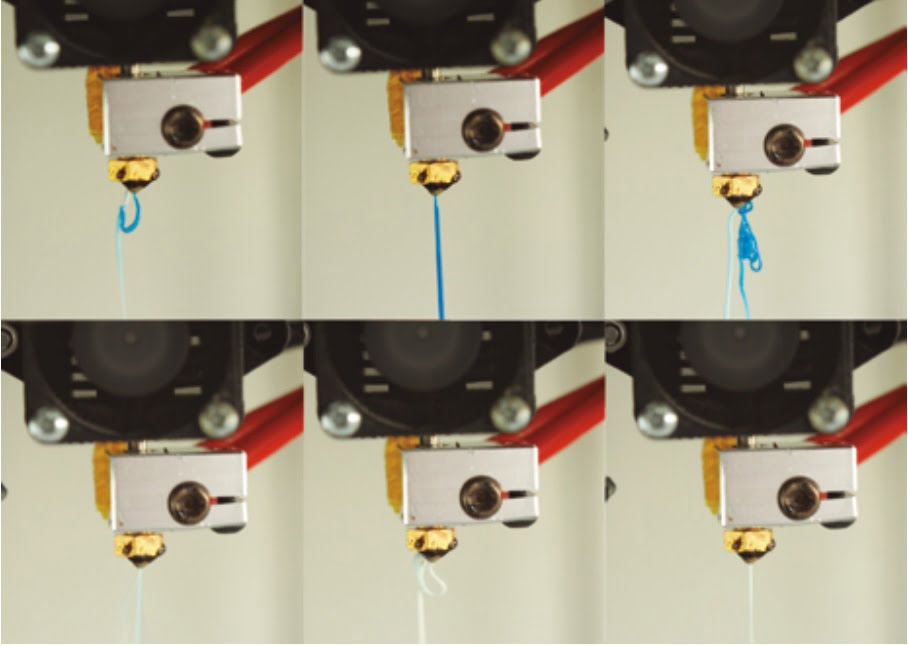
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!

O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
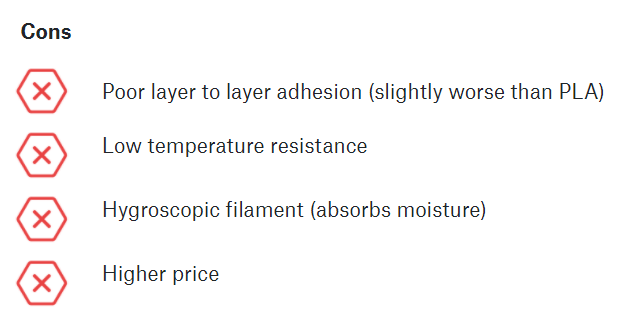
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
Este é um conjunto de 6 amostras de filamento de PVB de Prusament.
Cada amostra representa uma cor - Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparent.
O peso de cada amostra é de 25 g.
Para facilitar a impressão com as amostras de 25 g, recomendamos a utilização deste suporte de amostras especial (link) que pode ser montado utilizando duas peças impressas em 3D usando uma bobine vazia de Prusament .
Também preparámos para si um conjunto de modelos de teste (link) !
6x25 g - Rolo
Prusament Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparentt - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:

Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Smoky Black Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Artigo produzido pela marca AIMSOAR.
Compatível* com a maioria das impressoras COREXY, Prusa, Creality Ender, Alfawise, Tronxy, Anet, longer, etc entre outras marcas.
Compatível* com filamento 1.75mm, 2.85mm e 3mm.
Aconselhado especialmente para nozzles inferiores a 0.4mm e/ou para espaços onde os filamentos estejam expostos a poeiras.
A instalação é muito fácil, basta aplicar-se antes de inserir o filamento no extrusor.
Este filtro vai filtrar todo o pó e sujidade presente no filamento, ficando retido na esponja.
É uma boa forma de prevenir a acumulação de sujidade no interior do extrusor e hotend, perlongando a vida útil da sua impressora.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Características:
1.75mm e 3mm - Compatibilidade de filamentos.
18x19x35.5mm -Dimensões
![]()
BLOCKS One MKII, Impressora 3D, orgulhosamente fabricada em Portugal.
Página Oficial:
http://www.blockstec.com/onemkii.html
A EVOLT em parceria com a BLOCKS trás inúmeras vantagens ao utilizador.
Ao adquir esta impressora, o envio da mesma será efetuado diretamente da BLOCKS para a sua morada, de forma GRATUITA.
Caso opte por adquir mais artigos na nossa loja com envio, irá pagar apenas o custo de envio referente aos artigos selecionados. Neste caso o envio será parcelado, irá receber um envio da BLOCKS e um envio da EVOLT.
A BLOCKS será responsável por todo o acompanhamento e assistência técnica que o utilizador precisar.
Impressora com 2 anos de garantia e com pontos de assistência técnica e reparação no sul, centro e norte de Portugal, usufruindo ainda de suporte técnico online em menos de 48h.
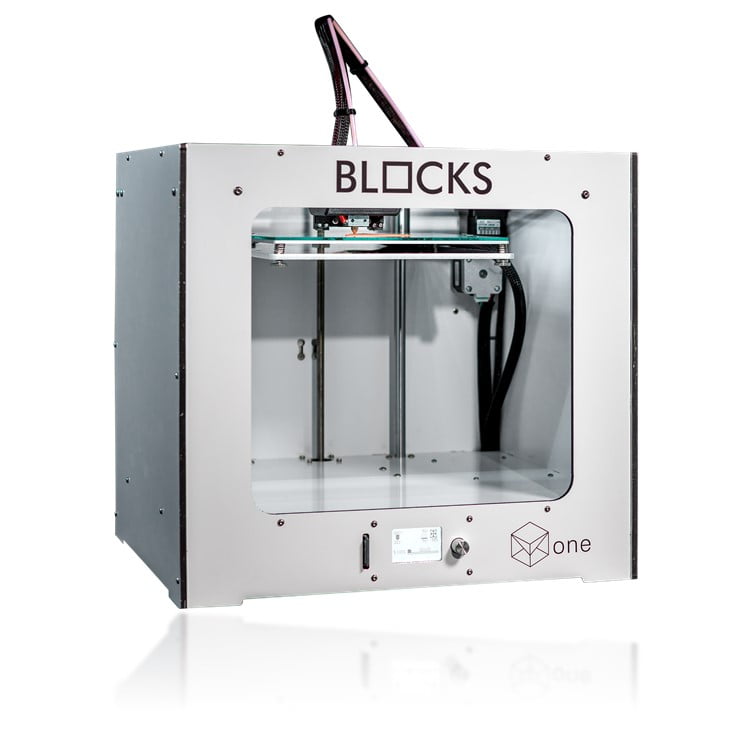
A BLOCKS one MKII, da marca portuguesa BLOCKS, é a evolução da BLOCKS one.
A confiança e qualidade de sempre a um custo incrivelmente baixo que pretende, cada vez mais, aproximar o utilizador comum do universo da impressão 3D.
O que mudou
A impressora apresenta um novo sistema de autocalibração(auto bed leveling), evitando a necessidade da calibração manual.
A MKII possui também um sensor de fim de filamento – a impressora pausa quando o filamento acaba para que a sua impressão não fique estragada por falta de filamento.
A nova estrutura em dibond (composto de alumínio) resulta numa impressora mais robusta e precisa-.
Oferece ainda uma nova interface ao utilizador e uma experiência mais simplificada.
Nivelamento automático da cama aquecida ( hotbed)
Com dois modos de funcionamento, calibração assistida ou automática completa, nunca mais se preocupar com impressões não aderentes à placa.
Cama Aquecida de Alto Desempenho
Melhoria da eficiência energética. Alimentação de 24v, capaz de atingir 100° C na placa de impressão em menos de 5 minutos. Facilidade de impressão na maioria dos materiais exóticos.
Sensor de Filamento
O sensor mecânico contido no bloco da extrusora permite detectar um esgotamento ou ruptura do filamento, tornando possível retomar a impressão e evitar a perda de qualquer trabalho.
Mais silenciosa e mais robusta
Ruído de funcionamento de apenas 40-50 dB. Caixa maquinada CNC feita de um composto de alumínio aliado a peças cortadas a laser de precisão em aço inoxidável, e electrónica silenciosa, devido ao controlo do motor passo-a-passo TMC.
O BLOCKS ONE MKII é uma versão plug and play redesenhada da já descontinuada BLOCKS ONE, que foi vendida com sucesso durante três anos. O One MKII é uma impressora 3D mais robusta, mais inteligente, intuitiva e mais automatizada, resultante de inúmeras horas de projecto e de um feedback surpreendente dos utilizadores.


Download:
Volume de impressão: 20 x 21 x 21 cm
Resolução: Nozzle de 0,4mm – 200 a 20 micron
Plataforma de impressão: Mesa de vidro aquecida até 100º
Calibração: Automática e/ou assistida da plataforma de impressão.
Sensores: Detecção de Fim de Filamento
Diâmetro de filamento: 1.75 mm
Temperatura do nozzle: 170º – 270º C
Tempo de aquecimento do nozzle: 1 minuto aprox.
Tempo de aquecimento da mesa de impressão: 100º em 5 min aprox.
Velocidade de impressão: 60 (mm/s)
Velocidade de deslocamento: até 250 (mm/s)
Dimensão da máquina: X Y Z: 41.5 / 37 / 39 cm (sem filamento)
Dimensão da máquina: X Y Z: 41.5 / 49 / 39 cm (com filamento)
Materiais: Compatível com a maioria dos filamentos disponíveis actualmente no mercado, ( ex: PLA, ABS, PETG, HIPS, Nylon, materiais com partículas metálicas, madeira, pedra etc.)
Meio preferencial de impressão: Cartão SD
Software: Cura, Simplify 3D, Slic3r
Temperatura ambiente de funcionamento: 15° – 32° C
Temperatura para armazenamento: 0° – 32° C
Alimentação: 24 V DC, 13,6 AMPS
Conectividade: Cabo USB
Conteúdos da embalagem
Cartão SD, cabos USB, cabo de alimentação
Espátula
Pinça
Peça de calibração
Garantia de 24 meses (exclui hotend)
![]()
Filamento de Limpeza eCLEAN Cleaning filament Natural da marca ESUN, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este filamento é fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
ESUN eCLEAN Cleaning Filament Natural - É um filamento 3D desenvolvido para limpar o nozzle, sendo compatível com todos os materiais usados na sua impressora 3D,
Limpe o nozzle da sua impressora 3D de forma a ter uma melhor manutenção da mesma, aumentando assim a vida útil do seu "hotend".
Quando são usados diferentes filamentos, podem haver obstruções e defeitos nas impressões.
Este filamento é pensado para limpar completamente o nozzle.
Desta forma, garantirá o correto funcionamento e manutenção da sua impressora 3D.
Características:
- A ESUN lançou o primeiro filamento de limpeza 3D da indústria.
- Limpa o interior do extrusor e nozzle, removendo os filamentos residuais acumulados.
- Possui um certo nível de qualidade adesiva. Não entupirá o nozzle.
- Limpa a o nozzle da impressora 3D antes e depois da impressão para de forma a aumentar a durabilidade do nozzle .
- Ampla gama de temperaturas de limpeza de 160ºC a 300 ºC
- Pode ser uzado como material para processo de limpeza por cold-pull.
INSTRUÇÕES PARA LIMPAR O NOZZLE.
A temperatura é um factor chave se quiser que este material limpe bem o sistema de extrusão da sua impressora 3D.
Para isso, basta seguir os seguintes passos:
1º - Aumente a temperatura do nozzle até exceder em 10ºC à temperatura de fusão do último material que usou. Por exemplo, se já usou ABS na sua impressora 3D anteriormente, defina a temperatura de extrusão a 250ºC aproximadamente.
2º - Coloque o filamento de limpeza e purgue uma certa quantidade de material. Finalmente, retire o filamento de limpeza e coloque na impressora o material que pretende usar.
NOTA: Este material serve como acessório importante na manutenção da sua impressora 3D. Caso tenha o seu nozzle com problemas/ sinais de entupimento e este filamento de limpeza não resolver, deverá de usar filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
100g - Peso
Natural - Cor
1.75mm - Espessura
10ºC acima da temperatura usada na impressão anterior - Temp. recomendada do Hotend
Muito Fácil - Facilidade de Impressão
![]()
Filamento de Limpeza eCLEAN Cleaning filament Natural da marca ESUN, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este filamento é fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
ESUN eCLEAN Cleaning Filament Natural - É um filamento 3D desenvolvido para limpar o nozzle, sendo compatível com todos os materiais usados na sua impressora 3D,
Limpe o nozzle da sua impressora 3D de forma a ter uma melhor manutenção da mesma, aumentando assim a vida útil do seu "hotend".
Quando são usados diferentes filamentos, podem haver obstruções e defeitos nas impressões.
Este filamento é pensado para limpar completamente o nozzle.
Desta forma, garantirá o correto funcionamento e manutenção da sua impressora 3D.
Características:
- A ESUN lançou o primeiro filamento de limpeza 3D da indústria.
- Limpa o interior do extrusor e nozzle, removendo os filamentos residuais acumulados.
- Possui um certo nível de qualidade adesiva. Não entupirá o nozzle.
- Limpa a o nozzle da impressora 3D antes e depois da impressão para de forma a aumentar a durabilidade do nozzle .
- Ampla gama de temperaturas de limpeza de 160ºC a 300 ºC
- Pode ser uzado como material para processo de limpeza por cold-pull.
INSTRUÇÕES PARA LIMPAR O NOZZLE.
A temperatura é um factor chave se quiser que este material limpe bem o sistema de extrusão da sua impressora 3D.
Para isso, basta seguir os seguintes passos:
1º - Aumente a temperatura do nozzle até exceder em 10ºC à temperatura de fusão do último material que usou. Por exemplo, se já usou ABS na sua impressora 3D anteriormente, defina a temperatura de extrusão a 250ºC aproximadamente.
2º - Coloque o filamento de limpeza e purgue uma certa quantidade de material. Finalmente, retire o filamento de limpeza e coloque na impressora o material que pretende usar.
NOTA: Este material serve como acessório importante na manutenção da sua impressora 3D. Caso tenha o seu nozzle com problemas/ sinais de entupimento e este filamento de limpeza não resolver, deverá de usar filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
5m - Comprimento
Natural - Cor
1.75mm - Espessura
10ºC acima da temperatura usada na impressão anterior - Temp. recomendada do Hotend
Muito Fácil - Facilidade de Impressão
![]()
Filamento de Limpeza eCLEAN Cleaning filament Natural da marca ESUN, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este filamento é fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
ESUN eCLEAN Cleaning Filament Natural - É um filamento 3D desenvolvido para limpar o nozzle, sendo compatível com todos os materiais usados na sua impressora 3D,
Limpe o nozzle da sua impressora 3D de forma a ter uma melhor manutenção da mesma, aumentando assim a vida útil do seu "hotend".
Quando são usados diferentes filamentos, podem haver obstruções e defeitos nas impressões.
Este filamento é pensado para limpar completamente o nozzle.
Desta forma, garantirá o correto funcionamento e manutenção da sua impressora 3D.
Características:
- A ESUN lançou o primeiro filamento de limpeza 3D da indústria.
- Limpa o interior do extrusor e nozzle, removendo os filamentos residuais acumulados.
- Possui um certo nível de qualidade adesiva. Não entupirá o nozzle.
- Limpa a o nozzle da impressora 3D antes e depois da impressão para de forma a aumentar a durabilidade do nozzle .
- Ampla gama de temperaturas de limpeza de 160ºC a 300 ºC
- Pode ser uzado como material para processo de limpeza por cold-pull.
INSTRUÇÕES PARA LIMPAR O NOZZLE.
A temperatura é um factor chave se quiser que este material limpe bem o sistema de extrusão da sua impressora 3D.
Para isso, basta seguir os seguintes passos:
1º - Aumente a temperatura do nozzle até exceder em 10ºC à temperatura de fusão do último material que usou. Por exemplo, se já usou ABS na sua impressora 3D anteriormente, defina a temperatura de extrusão a 250ºC aproximadamente.
2º - Coloque o filamento de limpeza e purgue uma certa quantidade de material. Finalmente, retire o filamento de limpeza e coloque na impressora o material que pretende usar.
NOTA: Este material serve como acessório importante na manutenção da sua impressora 3D. Caso tenha o seu nozzle com problemas/ sinais de entupimento e este filamento de limpeza não resolver, deverá de usar filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
1m - Comprimento
Natural - Cor
1.75mm - Espessura
10ºC acima da temperatura usada na impressão anterior - Temp. recomendada do Hotend
Muito Fácil - Facilidade de Impressão
Artigo ORIGINAL produzido pela marca CAPTUBES
Compatível com a maioria dos hotends Anet, Creality, Ender 3 , Blocks entre outras marcas.
ATENÇÃO: Cortamos à medida consoante a necessidade, cada unidade é de 10 cm de Tubo PTFE com 4mm de diâmetro, compatível com filamento 1.75mm.
NOTA: O diâmetro interior de 1.9mm pode causar dificuldades de passagem ou encravamento em certos filamentos. O seu uso é da inteira da responsabilidade do utilizador.
Tubo PTFE Capricorn XS Bowden
O Capricorn XS é um tubo profissional de politetrafluoretileno projetado especificamente para impressão 3D.
É fabricado com o PTFE japonês de maior pureza, o que o torna um pouco mais macio e flexível que o PTFE comum, e também é adicionado com compostos de alta lubrificação para obter o máximo desempenho. São precisamente esses aditivos que lhe conferem a cor azul escura intensa que se tornou sua marca registrada e o tornam facilmente reconhecível.

Embora muitos tubos de PTFE azuis tenham aparecido no mercado nos últimos tempos, em geral eles são tubos de PTFE comuns aos quais são adicionados corantes. Somente o Capricorn XS é complementado com lubrificantes de alta qualidade e fabricado com as tolerâncias mais baixas.
Suas principais características incluem:
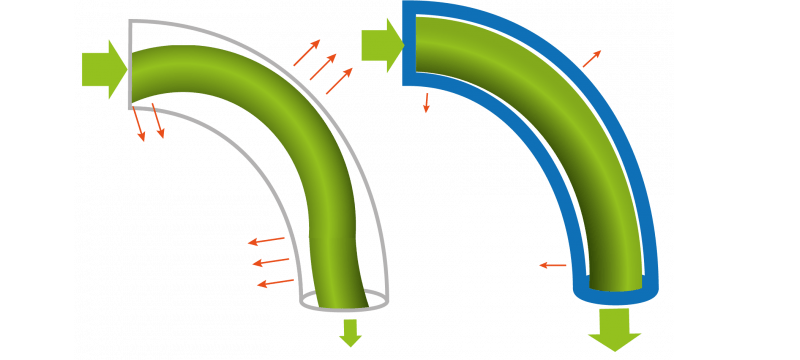
Embora as vantagens das impressoras Bowden sejam óbvias, elas não apenas podem se beneficiar de suas excelentes propriedades.
Nas impressoras com sistema direto, guiar o filamento através de um tubo de PTFE de baixo atrito, como o Capricorn XS, faz com que o motor da extrusora tenha que fazer menos esforço, o que se traduz em menos aquecimento do motor e, portanto, o extrusora, bem como uma menor probabilidade de perda de etapas.
Além disso, ao suportar temperaturas mais altas do que os tubos tradicionais de PTFE, ele pode ser usado dentro de "hotends" não metálicos, permitindo imprimir com segurança a temperaturas mais altas entre 250 e 275 ºC, próximas às atingidas para o "all metal hotends".
Em geral, a importância dos tubos de PTFE no sistema de extrusão da impressora tende a ser subestimada. No entanto, em alguns casos, como a impressão de filamentos flexíveis, ter um tubo Bowden de alta qualidade pode fazer a diferença entre uma impressão com falha e uma bem-sucedida.
Características:
| Produto | Capricorn XS |
|---|---|
| Fabricante | Capricorn Bowden Tubes |
| Aditivos | Corante, mistura de lubrificantes e aditivo térmico |
| Cor | Azul escuro |
| Material | Politrifluoroetileno puro de alta qualidade |
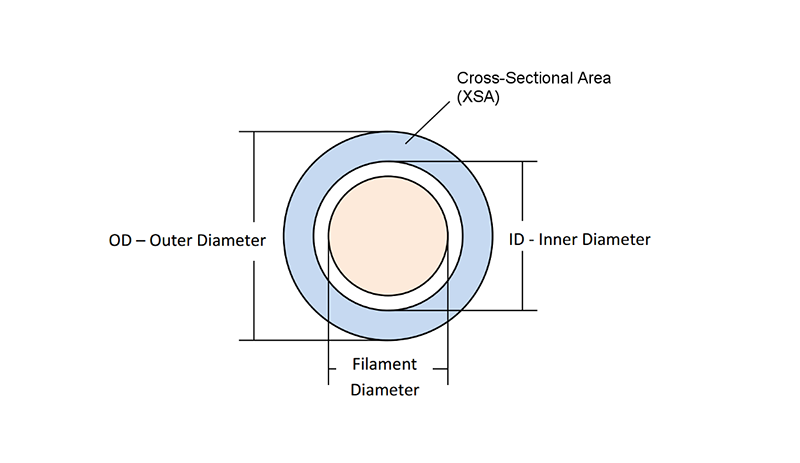
| Diámetro interior | 1,90 ± 0,05 mm (1.75) |
| Diâmetro exterior | 3,95 ± 0,05 mm (1.75) |
| Espessura da parede | 1.03 mm (1.75) 1.58 mm (2.85) |
| Coeficiente de arrasto (comparado a um tubo de PTFE normal) | 0,8 |
| Redondeza (Ɛ) | <0,1 |
| Densidade | 2300 Kg/m3 |
| Ponto de fusão | 340 ºC |
| Expansão térmica linear (250 ºC) | 2,2-3,3 % |
| Condutividade térmica | 0.25 W/m-k |
| Conteúdo | 0.1 m de Tubo PTFE Capricorn XS |
| Módulo de Young | 0.53 GPa |
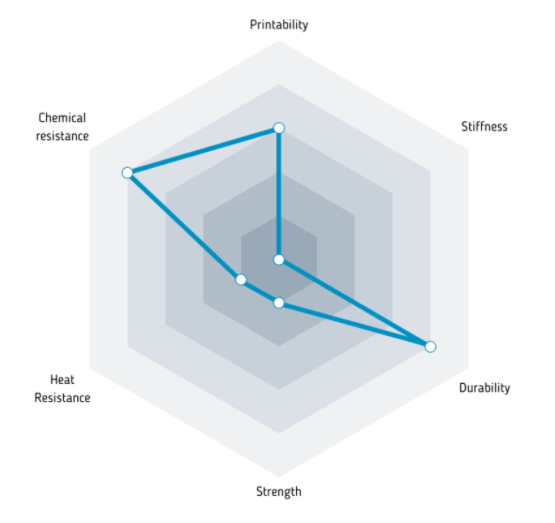
Um elastómero termoplástico com uma dureza de 40D na escala shore, que pode ser impresso a velocidades até 45 mm/s. O material em forma de borracha pode ser estendido até 680% das suas dimensões originais. Além disso, tem uma alta resistência ao impacto a baixas temperaturas e é resistente à abrasão e tem uma resistência química muito boa. Todas as propriedades materiais dão a oportunidade de usá-lo em lugares que requerem dobragem frequente, em gadgets, bem como partes de borracha de máquinas e elementos de união.
Rápido e preciso. Sim, é possível. FIBERFLEX 40D é a melhor prova disso.
Com este material flexível com dureza shore de D40 pode imprimir à velocidade de 45mm/s sem se preocupar com a qualidade da impressão.
Além disso, graças ao FIBERFLEX 40D vai descobrir que a impressão com filamentos flexíveis não tem de ser difícil. Alimentá-lo ao extrusor será extremamente fácil e as camadas impressas ficarão bem juntas.
As suas impressões digitais terão propriedades tais como: alta resistência ao impacto, resistência à baixa temperatura, resistência química e abrasão. Por causa disso, o FIBERFLEX 40D pode ser utilizado tanto para aplicações amadoras como profissionais.
APLICAÇÃO:
ELEMENTOS DE BORRACHA DAS MÁQUINAS: juntas, elementos frequentemente dobrados
GADGETS OU SEUS ELEMENTOS: mangas e caixas de telefone, relógio, contra-pulso, correias pedómetros
ELEMENTOS DE LIGAÇÃO: dobradiças flexíveis
BRINQUEDOS OU SEUS ELEMENTOS: pneus, figuras de borracha
JOALHARIA: bandas, pulseiras
Propriedades:
Dureza da costa 40D
alta resistência ao impacto em baixas temperaturas
muito boa resistência térmica, química e abrasão
Informações adicionais:
velocidade de impressão até 45 mm/s com extrusor direto
pode ser impresso com extrusor estilo Bowden na velocidade 15-30 mm/s
para remover a impressão mais fácil, recomenda-se aquecer a cama a 110°C
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
850g - Rolo
FIBERFLEX 40D Vertigo - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.03mm - Tolerância Oval
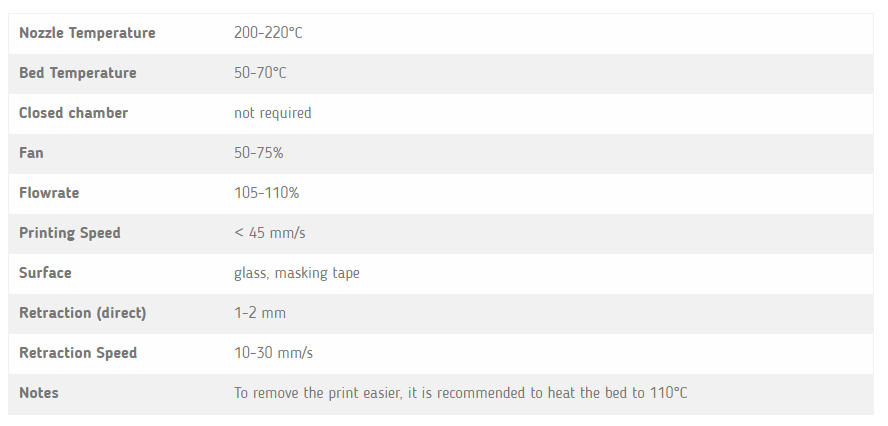
200º a 220º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
Um elastómero termoplástico com uma dureza de 40D na escala shore, que pode ser impresso a velocidades até 45 mm/s. O material em forma de borracha pode ser estendido até 680% das suas dimensões originais. Além disso, tem uma alta resistência ao impacto a baixas temperaturas e é resistente à abrasão e tem uma resistência química muito boa. Todas as propriedades materiais dão a oportunidade de usá-lo em lugares que requerem dobragem frequente, em gadgets, bem como partes de borracha de máquinas e elementos de união.
Rápido e preciso. Sim, é possível. FIBERFLEX 40D é a melhor prova disso.
Com este material flexível com dureza shore de D40 pode imprimir à velocidade de 45mm/s sem se preocupar com a qualidade da impressão.
Além disso, graças ao FIBERFLEX 40D vai descobrir que a impressão com filamentos flexíveis não tem de ser difícil. Alimentá-lo ao extrusor será extremamente fácil e as camadas impressas ficarão bem juntas.
As suas impressões digitais terão propriedades tais como: alta resistência ao impacto, resistência à baixa temperatura, resistência química e abrasão. Por causa disso, o FIBERFLEX 40D pode ser utilizado tanto para aplicações amadoras como profissionais.
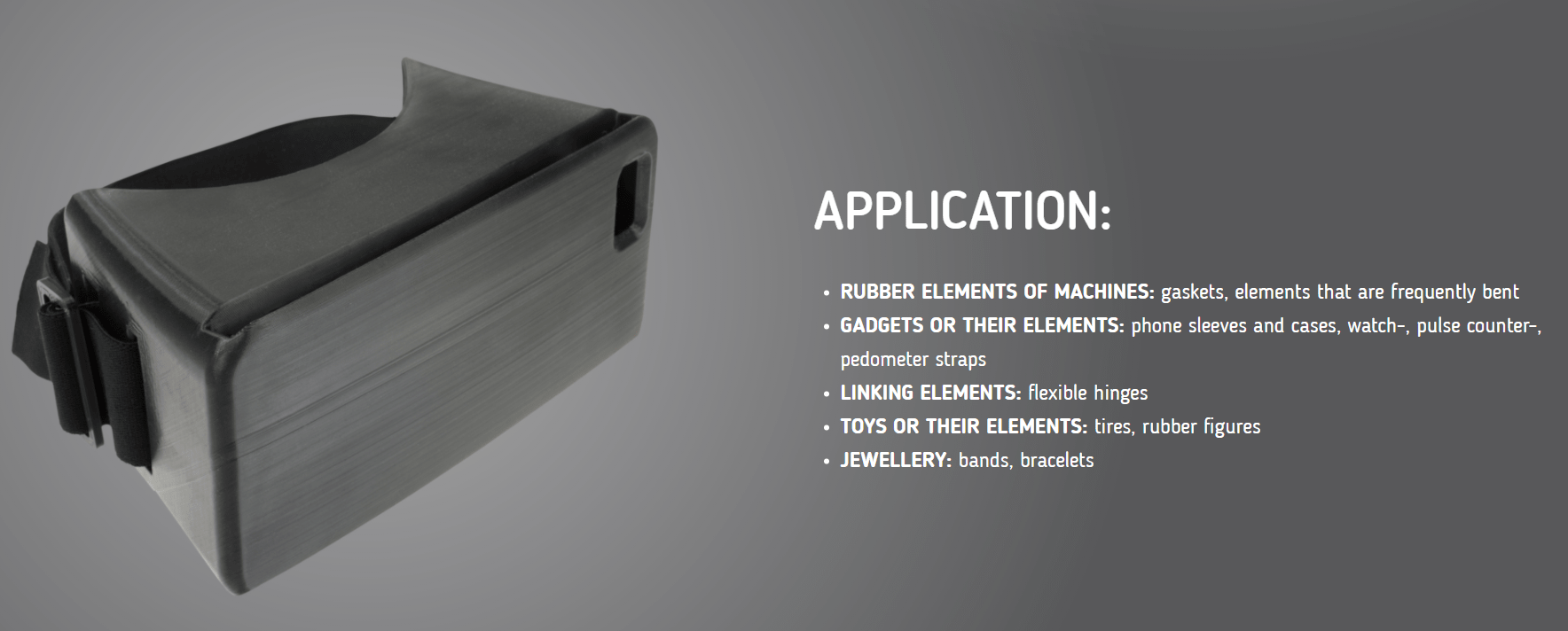
APLICAÇÃO:
ELEMENTOS DE BORRACHA DAS MÁQUINAS: juntas, elementos frequentemente dobrados
GADGETS OU SEUS ELEMENTOS: mangas e caixas de telefone, relógio, contra-pulso, correias pedómetros
ELEMENTOS DE LIGAÇÃO: dobradiças flexíveis
BRINQUEDOS OU SEUS ELEMENTOS: pneus, figuras de borracha
JOALHARIA: bandas, pulseiras
Propriedades:
Dureza da costa 40D
alta resistência ao impacto em baixas temperaturas
muito boa resistência térmica, química e abrasão
Informações adicionais:
velocidade de impressão até 45 mm/s com extrusor direto
pode ser impresso com extrusor estilo Bowden na velocidade 15-30 mm/s
para remover a impressão mais fácil, recomenda-se aquecer a cama a 110°C
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
850g - Rolo
FIBERFLEX 40D Yellow - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.03mm - Tolerância Oval
200º a 220º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
































