Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.

A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:






O PolyLite PLA é um PLA de alta qualidade concebido para a fiabilidade e facilidade de impressão.
PolyLite é uma família de filamentos de impressão 3D fabricados a partir das melhores matérias-primas, oferecendo uma qualidade e fiabilidade excepcionais. PolyLite cobre os materiais de impressão 3D mais populares para satisfazer as suas necessidades diárias em design e prototipagem.
O material foi originalmente vendido sob a marca Polymaker PolyPlus antes de ser re-marcado para a família de produtos PolyLite.
PolyLite™ PLA Silk é um filamento único e fácil de imprimir que produz peças com um acabamento superficial especial de seda e metálico que esconde as camadas.

Acabamento Superficial de Seda - PolyLite™ PLA A seda foi formulada para dar peças com um incrível acabamento superficial brilhante como seda, sem necessidade de pós-processamento. O seu acabamento de superfície único torna-a uma escolha atractiva para modelos de exposição de destaque ou aplicações estéticas que requerem um acabamento de superfície vibrante ou metálico.
Compatibilidade em mente - PolyLite™ PLA Silk é um filamento fácil de imprimir e compatível com uma vasta gama de impressoras populares baseadas em extrusão 3D[1]. (Em alguns casos, pode ser necessária uma cama aquecida).
Fácil de Imprimir - PolyLite™ PLA Silk funciona bem com superfícies de impressão comuns tais como a fita azul, fita Kapton, vidro, BuildTak, etc. Não é necessária cama aquecida, mas pode ser utilizada para melhores resultados (até 60°C).
Qualidade não comprometida - PolyLite™ O filamento de seda PLA é feito com ingredientes da mais alta qualidade, incluindo Ingeo® da Natureworks. A Natureworks é um fornecedor líder mundial de biopolímeros baseado nos EUA com uma carteira de matérias-primas PLA de alta qualidade produzidas a partir de recursos vegetais rapidamente renováveis. Combinando tecnologias inovadoras de I&D da Polymakers, sistemas de composição e extrusão com resinas Ingeo® da Natureworks produz um filamento de impressão 3D fiável para imprimir modelos bonitos e precisos.
[1] Note-se que não é possível fazer um filamento PLA de Seda com resistência ao calor rastejante; é por isso que PolyLite™ PLA Silk PLA Silk não apresenta a tecnologia Jam-Free™ implementada noutros PolyLite™ filamentos PLA. Isto pode afectar a compatibilidade com impressoras que sofrem de heat creep e para estes utilizadores recomendamos que considerem um filamento PLA com tecnologia Jam-Free™.

Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
PolyLite™ PLA é um PLA de alta qualidade concebido para oferecer fiabilidade e facilidade de impressão.
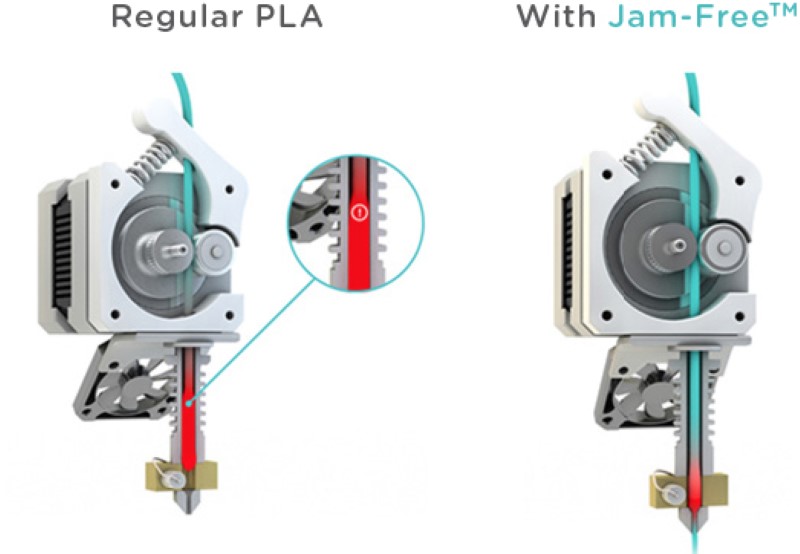
A tecnologia Jam-Free™ melhora a estabilidade térmica dos filamentos PLA da Polymaker com temperaturas de amolecimento superiores a 140 °C. Como resultado, os filamentos PLA da Polymaker mostram um amolecimento mínimo na "extremidade fria" e podem derreter rapidamente uma vez que entram na zona de aquecimento, levando a uma excelente qualidade de impressão com risco zero de encravamentos com bocal.
O que é PLA?
PLA ou Ácido Poliláctico é uma gama de bioplásticos únicos que são ambos biobásicos e biodegradáveis. O ácido poliláctico, vulgarmente conhecido como PLA, é um dos materiais populares utilizados na impressão 3D de secretária.
É o filamento por defeito de escolha para a maioria das impressoras 3D baseadas em extrusão porque pode ser impresso a um baixo temperatura e não necessita de uma cama aquecida.
O PLA é um excelente primeiro material a ser utilizado uma vez que está a aprender sobre a impressão 3D porque é fácil de imprimir, muito barata, e cria peças que podem ser utilizadas para uma grande variedade de aplicações.
É também uma dos filamentos mais amigos do ambiente no mercado actual.
Derivados de culturas como o milho e a cana-de-açúcar, o PLA é renovável e o mais importante biodegradável. Como bónus, isto também permite ao plástico emitir um aroma doce durante a impressão.
Redução da pegada de carbono
O bioplástico PLA permite produtos a serem produzidos com um elevado conteúdo biobaseado e uma pegada de carbono reduzida.
O PLA é produzido a partir de matérias-primas renováveis como a cana-de-açúcar, milho, beterraba sacarina e mandioca.
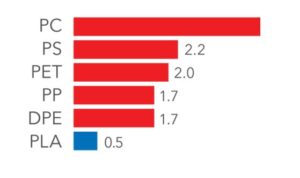
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA PolyLite Silk Purple - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.

Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão


FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Graphite - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Red - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Gray - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
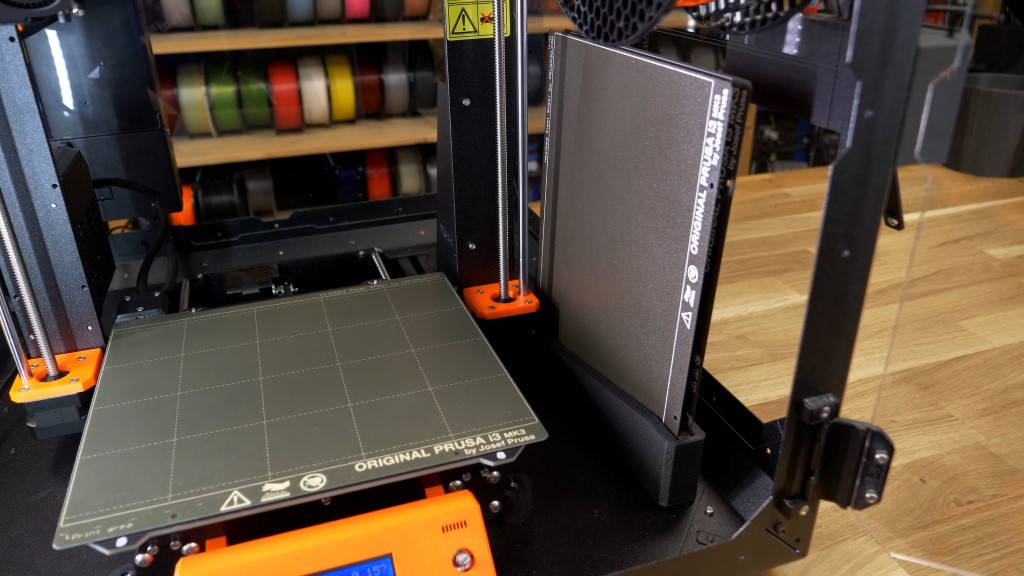
Apresentamos a Original Prusa Enclosure: Caixa Fechada Modular para a sua impressora 3D.
Provavelmente, a característica mais importante de uma boa caixa é o facto de ajudar a criar um ambiente estável para a sua impressora 3D. O aumento da temperatura dentro do espaço fechado é vital quando decide imprimir materiais avançados (ABS, PC CF, PP e outros) que são propensos a empenar. Além disso, alguns destes materiais podem produzir odores indesejados durante a impressão e a caixa ajuda a contê-los.
O nosso modelo também ajuda a reduzir o ruído proveniente da impressora 3D, protege a impressora contra correntes de ar e protege-a contra o pó.

O nosso principal objectivo era construir uma caixa sólida e robusta, que marque todas as caixas mais populares, bem... caixas: perfis metálicos, painéis laterais transparentes, painéis superiores e inferiores metálicos, uma estrutura durável, empilhável e expansível com um design amigo da comunidade. Colocamos inúmeros pontos de montagem na estrutura, para que possa facilmente fixar-lhe vários suportes de ferramentas e outros acessórios úteis, mas pode, claro, ir mais avançado e brincar realmente com várias ideias e melhorias. Se não lhe apetecer gastar tempo com modificações, preparámos uma série de complementos prontos, para que possa configurar o armário na nossa loja virtual e equipá-lo com as coisas de que necessita sem qualquer arranjo.

Uma última coisa antes de chegar aos complementos: a câmara não é activamente aquecida. A temperatura no interior é elevada pelo calor proveniente do leito térmico MK3S+, que é perfeitamente adequado para a grande maioria dos materiais. Estamos a considerar um aquecedor adicional separado, contudo, não será concebido para empurrar as temperaturas demasiado altas (pode afectar a rigidez das partes plásticas da impressora). Será útil para situações em que se tenha a impressora e o invólucro num ambiente muito frio (por exemplo, uma garagem) e a impressora mostraria de outro modo erros de Mintemp.
Nas temperaturas ambientes habituais (20-22 °C), as temperaturas médias no interior do recinto podem atingir os seguintes valores:
33 °C ao imprimir PLA
36 °C ao imprimir PETG
38 °C ao imprimir ASA
39 °C ao imprimir PC BLEND
Lembre-se de que estes números são afectados pela temperatura ambiente e temperaturas de impressão circundantes. Também é importante notar que a impressão PLA a altas temperaturas pode levar a que o bico da impressora fique entupido. Se a temperatura ambiente for superior a 28 °C, recomenda-se imprimir o PLA com a porta da caixa aberta.

Uma característica bastante única entre as impressoras fechadas populares. Pode-se empilhar facilmente várias caixas umas sobre as outras e fixá-las usando parafusos. É uma óptima solução para as farms de impressão!


Máximo de unidades empilháveis: até 5 (com mais de 3 compartimentos, recomenda-se a ancoragem a uma parede)
O produto foi concebido para ser ainda mais alargado com peças impressas adicionais, electrónica, câmaras fotográficas e muito mais. Estamos a preparar uma série de acessórios impressos em 3D úteis, haverá uma colecção dedicada de impressões em Printables.com (em breve)



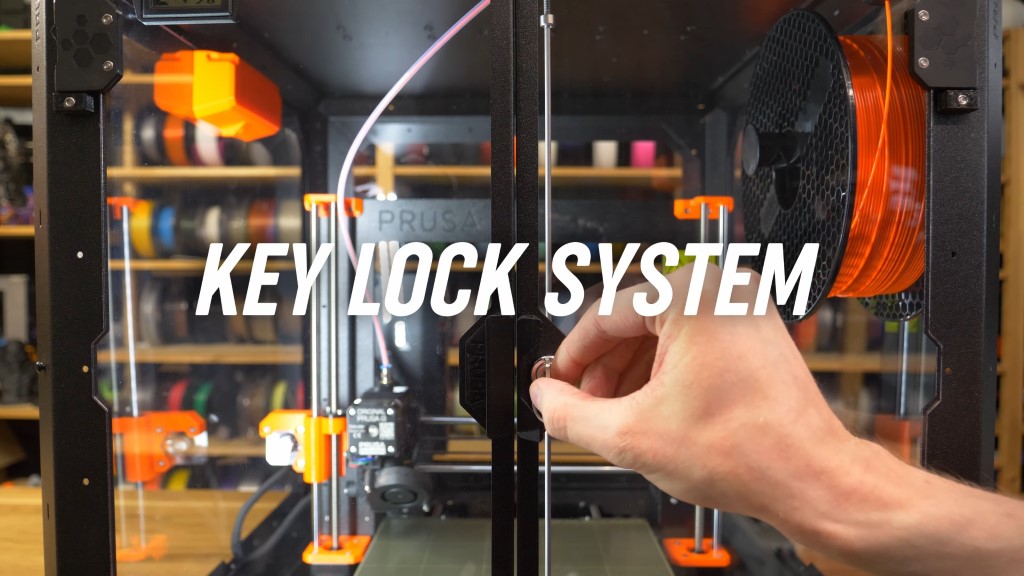
Perfeito não só para a sua casa, mas também para empresas, para industrias, para escolas, universidades, espaços coworking, e outros locais onde queira desactivar o acesso sem supervisão à sua impressora.




Sistema de supressão de fogo autónomo ao estilo de tubo. O sistema é fabricado na Europa e utiliza um meio extintor extremamente eficaz, limpo e seguro. O sistema funciona automaticamente e independentemente de qualquer fonte de alimentação, reagindo a altas temperaturas. As nossas impressoras 3D são conhecidas por serem extremamente fiáveis e seguras, pelo que não há riscos de incêndio. Acrescentamos este sistema principalmente devido aos requisitos de certas instituições (escolas, espaços de hackers, etc.) onde existe um requisito frequente de ter um sistema de supressão de incêndio.

Especialmente útil quando se imprimem materiais como o ASA e outros materiais que produzem um número crescente de partículas ultra-finas e fumos durante a impressão. A versão base tem um interruptor manual de ligar/desligar, no entanto, também será compatível com a electrónica "Smart Box" (mais informações abaixo), um dos futuros add-ons, que trará funcionalidade automatizada. Note-se que os invólucros com o sistema de filtração têm prazos de entrega prolongados!
Para o explicar um pouco mais: Estudos demonstraram que a maioria dos materiais de impressão em 3D normalmente utilizados deveriam ser seguros, mas queríamos dar um passo em frente. A nossa quinta com mais de 600 impressoras tem vindo a testar o seu próprio sistema de filtragem de ar há já algum tempo. Quando começámos a desenhar o recinto, quisemos fornecer-lhe uma solução semelhante. Menos partículas e menos odor no ar são sempre melhores. O nosso primeiro pensamento foi utilizar soluções industriais prontas, mas o seu preço era demasiado elevado.
Em vez disso, estabelecemos uma parceria com uma empresa especializada em filtros de ar. Combinando um filtro HEPA altamente eficiente (eficiência de 99,9%) com grânulos de carbono activo, pretendemos livrar-nos tanto das partículas como do cheiro. Actualmente, os testes estão a ser verificados por um laboratório independente de uma universidade local. Entretanto, os nossos criadores estão a optimizar ainda mais o desenho e a trabalhar para melhorar o fluxo de ar no interior do recinto.
Ao pesquisar a filtragem do ar, descobrimos que não existe actualmente qualquer certificação ou normas para a impressão em 3D. Uma vez terminado o desenvolvimento, partilharemos os nossos conhecimentos com a comunidade e esperamos inspirar outros a juntarem-se a nós nesta iniciativa.

Uma fechadura mecânica padrão que cabe na porta do recinto, para que possa manter a sua impressora trancada longe das mãos curiosas. Perfeito não só para a sua casa, mas também para escolas, universidades, espaços de hacker, e outros locais onde queira desactivar o acesso sem supervisão à sua impressora.
Por defeito, há espaço suficiente no interior da caixa(e os cabos da PSU são suficientemente longos) para a manutenção da impressora. No entanto, se planeia tirar a impressora da caixa frequentemente, pode instalar um conector de libertação rápida nos cabos da PSU - por exemplo, se estiver a executar uma exploração de impressão e precisar de mudar as suas impressoras.

Com a versão actual da caixa, a faixa LED iluminará o interior da caixa. Mais tarde, juntamente com o suplemento Smart Box, esta faixa de LED tornar-se-á programável.
Estamos também a preparar uma série de add-ons gratuitos! Encontrará todos os modelos em Printables.com. Depois, poderá descarregar os ficheiros STL e imprimi-los! 🙂

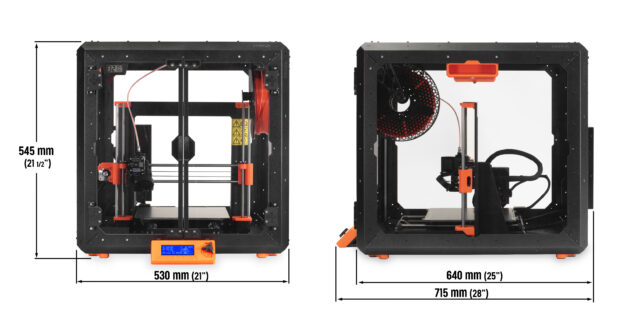
Dimensões com o LCD montado no exterior: 530 mm (l) × 545 mm (h) × 715 mm (d)
Dimensões com o LCD interior: 530 mm (l) × 545 mm (h) × 640 mm (d) É necessário pelo menos 250 mm em frente do recinto para que as portas se abram completamente
Tipo de invólucro: Passivo, aquecimento fornecido apenas pela cama térmica da impressora 3D
Peso: 10,6 kg (23,4 lbs)
Máximo de unidades empilháveis: até 5 (com mais de 3 compartimentos, recomenda-se a ancoragem a uma parede)
O pacote básico contém: Todos os componentes necessários para construir a estrutura (partes da estrutura, painéis laterais transparentes, painéis superiores e inferiores, material de montagem, suporte da estrutura da impressora), sensor de temperatura, e documentação. Manípulos e acessórios opcionais impressos em 3D, vistos em algumas fotos, não estão incluídos no pacote.
Mosquito® Liquid Hotend
Refrigerado por líquido - O mosquito certo para imprimir dentro de câmaras aquecidas.
Refrigeração líquida para funcionamento dentro de câmaras aquecidas;
Alto fluxo de fusão;
Fácil de implementar;
Oh sim, e pode mudar o bocal com uma mão.
O Líquido Mosquito só está disponível para filamentos de 1,75 mm neste momento.
Suporta acessórios de 6mm e 8mm de diâmetro externo de OD Eisele Fittings
O Mosquito® Líquido utiliza a mesma tecnologia patenteada encontrada no Hotend Mosquito® padrão, refrigerado a ar, mas optimizado para o arrefecimento de líquidos em compartimentos aquecidos. Como todos os nossos hotends, o Mosquito® Liquid é completamente fabricado nos EUA, a partir de materiais de ponta. O bloco de arrefecimento líquido é maquinado com precisão a partir de uma liga de cobre super condutiva, e revestido com um revestimento não-marring, altamente inerte, dourado que permite a utilização com qualquer líquido de arrefecimento disponível comercialmente. O líquido também apresenta o nosso último Calor Bimetálico Break™ - a primeira versão a ser totalmente refrigerada condutivamente. O termoacumulador está disponível com ou sem acessórios líquidos.
Ainda não podemos falar sobre as especificidades, mas o Mosquito® Liquid será apresentado em várias impressoras industriais 3D optimizadas para imprimir plásticos de alta temperatura, tais como PPSU, PEEK e PEKK.
Notas:
Massa quente: 74 gramas
Vem Completamente Montado
Os prazos de entrega devem ser esperados. As ordens serão reunidas e cumpridas na ordem em que são recebidas.
Notas Adicionais:
Se usar acessórios Eisele, o lado de compressão deve ser apertado à mão e o lado rosqueado deve ser torcido até um máximo de 9 Nm para um selo adequado.
Se usar estes acessórios de compressão com um material tubular que tenha um Durometro de 95A ou mais macio, será necessário um suporte tubular a fim de fixar adequadamente o tubo dentro do acessório. Um exemplo de um suporte de tubo para as conexões de 6 mm pode ser encontrado aqui e um suporte de tubo para as conexões de 8 mm pode ser encontrado aqui.
Se utilizar um tubo mais macio que 95A, testamos e recomendamos Viton® tubo fluoro-elastómero com um Durometro de 75A. Aqui está uma ligação com a tubagem de 6 mm de diâmetro externo e aqui está uma ligação com a tubagem de 8 mm de diâmetro externo.
O Mosquito® Liquid é compatível com os bicos estilo Rep Rap que são caracterizados pelas suas roscas M6 x 1.0, 7 mm de comprimento roscado, e 12.5 mm de comprimento total.
A Bondtech LGX™ Large Gears eXtruder é o primeiro dos nossos alimentadores de filamentos utilizando a nova Tecnologia de Dupla Transmissão da Bondtech baseada em engrenagens de transmissão de maior dimensão.
Rodas de transmissão maiores, para uma maior aderência do filamento;
Alavanca de pré-tensão do filamento, para resultados repetidos;
Tomada de interface multi-funções, para troca rápida de ferramentas ou aplicações;
Janelas de manutenção das rodas motrizes, para fácil limpeza;
Desenho compacto, leve e simétrico, para maior desempenho e compatibilidade;
Padrões múltiplos de furos de montagem, para uma configuração fácil e flexível;
Um pequeno passo para um Futuro mais verde, caixas artesanais sem branqueamento e sem revestimento.
Pode ler mais sobre as novas características clicando aqui.
Cada extrusora LGX™ é fornecida com:
1x alimentador LGX™;
1x motor de passo de panqueca personalizada LDO Nema17 25mm
(com conector PH-06AWJ);
1x Ficha de Interface Bowden (com encaixe de metal roscado);
1x Ficha de Interface de Transmissão Directa (para Hotends de Engenharia de Fatias);
1x Chave Hex (ferramenta recomendada); 1x Chave Hex de 2mm;
1x Brochura de Informação da Linha de Produtos;
1x Autocolante Powered By Bondtech.
Agora, também com acessórios adicionais:
3x M3x30 mm Parafusos de cabeça baixa;
4x Pino M3x18 mm com 5mm de Hex com rosca M3x4;
Tubo de PTFE de 30mm para utilizar no Plug de Interface de Transmissão Directa.
Especificações técnicas, download de manuais e ficheiros: LINK
Extrusora e Motor Stepper andam juntos
De preferência, deve sempre utilizar a extrusora ligada ao motor passo-a-passo quando a montar numa impressora.
Se precisar de colocar uma placa entre o motor passo-a-passo e a extrusora, repare que precisa de parafusos mais compridos, e a espessura máxima suportada é de 3mm.
Esta imagem abaixo mostra que parafusos são usados no LGX, e os vermelhos são usados para fixar o motor passo-a-passo e a extrusora:

Para utilizar uma placa entre o motor passo-a-passo e a extrusora, é necessário substituir os parafusos de cabeça baixa M3x27 por 3 parafusos de cabeça baixa M3x30 que enviamos no saco de acessórios, que são compatíveis com placas de impressão de espessuras entre 2 e 3mm.
Não utilizar uma placa no meio sem utilizar os parafusos mais compridos.
4 PONTOS DE MONTAGEM ADICIONAIS
Utilizar os pinos fornecidos para substituir os 4 parafusos do motor passo-a-passo e utilizá-los como pontos de montagem adicionais.
Pode encontrar estes pinos no saco de acessórios no seu pacote LGX™.
Têm uma rosca M3 com 4 mm de profundidade.

* Aviso de compatibilidade:
Cabe ao utilizador informar-se (por ex. perante o vendedor da sua impressora 3D) se o acessório é compatível com o seu sistema. Face ao grande número existente de acessórios diferentes, a todo o tipo de Impressoras 3D, modelos diferentes e costumizações realizadas pelos utilizadores, A Evolt não consegue garantir e não se responsabiliza que qualquer artigo seja ou não compatível com a impressora 3D ou com a configuração do cliente. Conseguimos esclarecer questões de compatibilidade relacionadas com as Prusa pois são as com quais trabalhamos diariamente e também as que comercializamos.
Devido a todos os acessórios diferentes e às suas pequenas variações, tendo em conta a enorme quantidade de possibilidades existentes de combinações diferentes de todo o tipo de impressoras 3D e costumizações realizadas pelos utilizadores, não nos é possível ter conhecimento sobre todas as combinações existentes e não temos forma de garantir que qualquer acessório seja compatível com a sua configuração. O cliente conhece a sua própria configuração e é responsável por fazer um trabalho de pesquisa. Faz parte do hobby e é perfeitamente normal no mundo de makers e de "DIY" encontrar incompatibilidades entre sistemas. Esta probabilidade agrava-se quanto mais complexos ficam os projectos e quanto menos documentação existe. É por isto que recomendamos os utilizadores, independentemente da sua experiência, a juntarem-se a comunidades de makers como Impressão 3D Portugal, onde podem partilhar os seus projectos, pedir assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já passaram por dúvidas semelhantes e podem conseguir ajudar.
Dessecante de secagem de filamentos 3D
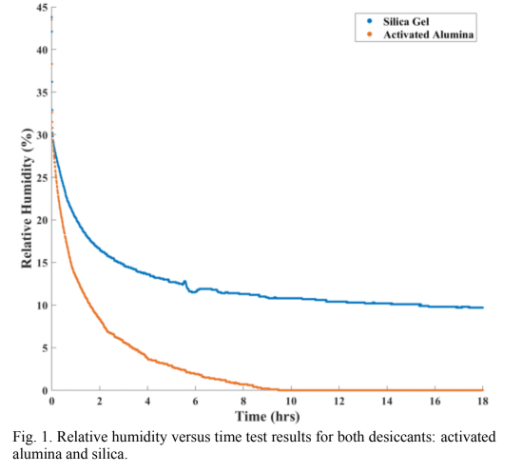
O dessecante de alumina activado é 10x mais potente que o gel de sílica de poros estreitos, não sendo tóxico!
Cria um gradiente de humidade relativa (Rh) suficiente para absorver tanto a humidade superficial como as partículas de água capturadas no interior do filamento 3D
O recipiente de aço inoxidável é perfeitamente dimensionado para caber no centro da sua bobina de filamento 3D.
O dessecante é infinitamente recarregável no recipiente de aço inoxidável.
Cartão indicador de humidade incluído.
O filamento de impressão em 3D com humidade pode causar todo o tipo de problemas. De facto, muitos dos problemas pelos quais os hotends ou nozzles são culpados podem na realidade ser rastreados até ao filamento que absorveu demasiada humidade.
As instalações da Slice Engineering estão localizadas na Florida húmida, pelo que se propuseram a encontrar uma forma fácil de evitar que a humidade matasse as suas impressões.
O resultado foi o dessecante de secagem do filamento.
Para utilizar, basta retirar a película de contracção exterior e rebentar da tampa, depois inserir o recipiente no centro da sua bobina de filamento.
Guarde a bobina num recipiente hermético e observe a queda de humidade!
Reúna os materiais de que necessitará:

Abrir a lata de dessecante de secagem do filamento
1. Localizar a lata

2. Encontrar a perfuração na película de encolhimento

3. Retirar a película retráctil

4. Remover a tampa de plástico torcendo-a no sentido dos ponteiros do relógio.

Atenção: rodando a tampa de plástico no sentido contrário ao dos ponteiros do relógio, removerá a tampa de metal, bem como a tampa de plástico. Arriscamo-nos a derramar pequenas esferas dessecantes por todo o lado. Pergunte-nos como sabemos...
Utilização do dessecante de secagem do filamento
1. Inserir a lata no centro de um carretel de filamento
2. Guarde o seu filamento num recipiente hermético, tal como um saco de fecho de correr selado ou um recipiente de plástico com um selo

3. Desfrute do nirvana que está a imprimir com filamento seco

O dessecante de secagem do filamento reduzirá a humidade relativa (RH%) a quase 0% de humidade num recipiente hermético ao longo de aproximadamente 6-10 horas. Por favor, ver o livro branco no nosso website para mais detalhes.
NOTA IMPORTANTE: Muitos higrómetros baratos apenas detectarão uma humidade relativa tão baixa como 20% de HR. Para assegurar uma detecção adequada da humidade relativa numa câmara selada, considerar a compra de um higrómetro com um baixo limiar de detecção.
Os dessecantes funcionam através da absorção de humidade no seu ambiente.
O dessecante de secagem do filamento é super bom neste trabalho, mas mesmo ele acabará por ficar saturado com moléculas de água.
Para o recarregar, basta atirar o recipiente inteiro para um forno a 200 °C ou mais durante 2 horas para remover a água.
Produto recomendado para uso como solução na eliminação de humidade de compartimentos, armários, caixas, filamentos 3D, etc.
Materiais dessecantes promovem a preservação da Qualidade do Produto.
São inúmeras as vantagens da presença de sílica nos compartimentos.
Evita:
- Corrosão
- Degradação Química ou Biológica
- Desenvolvimento de bolores
- Outros problemas devido ao excesso de humidade
Áreas de Actividade:
- Têxtil
- Calçado
- Farmacêutica
- Electrónica
- Packaging
Características:
Slice Filament Drying Desiccant - Produto
































