A equipa da Prusa desenvolveu uma resina de impressão 3D de alta qualidade, com características bastante importantes como fácil de imprimir, criação de detalhes elevados, odor mínimo e impacto mínimo na saúde. Eles investigaram cuidadosamente cada ingrediente de forma a alcançarem essas propriedades, especificamente evitando produtos químicos com forte odor, riscos para a saúde, toxicidade elevada e misturas contendo Bisfenol-A. O produto final é a Prusament Resin BioBased60!
A BioBased60 é uma resina desenvolvida para imprimir objetos com altos níveis de detalhe e velocidade. A principal característica, que a distingue das demais e já existentes no mercado, é o alto teor de ingredientes de origem vegetal, especificamente 60% de sua composição.
Os monômeros acrílicos são produzidos a partir de óleos naturais e terpenos, como o α-pineno obtido de Pinheiros, o que lhe confere um aroma agradável.
Diferente das resinas convencionais, os ingredientes da BioBased60 não são derivados exclusivamente de produtos de petróleo. Embora seja necessário lidar com cuidado como qualquer outra resina.
Se está à procura de uma matéria-prima que lhe permitirá criar objetos complexos com detalhes incríveis, a BioBased60 é uma excelente escolha.
Graças ao elevado nível de detalhe, este material é adequado para modelos minúsculos e detalhados, protótipos, e acessórios para grandes projectos. O material pode ser facilmente lixado, tanto seco como húmido.

O curto tempo de exposição e o perfeito nível de detalhe tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo global de impressão MSLA é mais curto do que com as impressoras FFF/FDM.

Pode ser utilizada para fazer moldes tanto simples como mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.

Baixo odor, fácil utilização, e baixo impacto na saúde tornam-a ideal para a impressão de modelos educacionais detalhados.

Para além de oferecer simplicidade e precisão, a capacidade de imprimir estruturas muito delicadas torna-a adequada para designers e artistas.

Por agora, temos disponíveis 3 cores ( A Prusa afirma que, no futuro, vai adicionar mais cores). A Prusament BioBased60 amarela, vermelha e verde. Estas resinas são adequadas para imprimir peças minúsculas com grande detalhe, por exemplo, modelos plásticos, figuras de acção, jóias, vários protótipos, etc.
| + Feito à base de fontes vegetais | - Não reciclável | ||
| + Ligeiro aroma a Pinheiro | - Resina não curada pode ser um risco para a saúde | ||
| + Fiabilidade de impressão | - Resistência a baixas temperaturas (50ºC) | ||
| + Curto tempo de exposição | |||
| + Grande detalhe na impressão | |||
| + Boa resistência à deformação | |||
| + Baixo odor | |||
| + Baixo impacto na saúde | |||
| + Não contém Bisfenol A |


Antes de começar a usar a Resina Prusament BioBased60 Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, estão algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament BioBased60 Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
A Bondtech LGX™ Large Gears eXtruder é o primeiro dos nossos alimentadores de filamentos utilizando a nova Tecnologia de Dupla Transmissão da Bondtech baseada em engrenagens de transmissão de maior dimensão.
Rodas de transmissão maiores, para uma maior aderência do filamento;
Alavanca de pré-tensão do filamento, para resultados repetidos;
Tomada de interface multi-funções, para troca rápida de ferramentas ou aplicações;
Janelas de manutenção das rodas motrizes, para fácil limpeza;
Desenho compacto, leve e simétrico, para maior desempenho e compatibilidade;
Padrões múltiplos de furos de montagem, para uma configuração fácil e flexível;
Um pequeno passo para um Futuro mais verde, caixas artesanais sem branqueamento e sem revestimento.
Pode ler mais sobre as novas características clicando aqui.
Cada extrusora LGX™ é fornecida com:
1x alimentador LGX™;
1x motor de passo de panqueca personalizada LDO Nema17 25mm
(com conector PH-06AWJ);
1x Ficha de Interface Bowden (com encaixe de metal roscado);
1x Ficha de Interface de Transmissão Directa (para Hotends de Engenharia de Fatias);
1x Chave Hex (ferramenta recomendada); 1x Chave Hex de 2mm;
1x Brochura de Informação da Linha de Produtos;
1x Autocolante Powered By Bondtech.
Agora, também com acessórios adicionais:
3x M3x30 mm Parafusos de cabeça baixa;
4x Pino M3x18 mm com 5mm de Hex com rosca M3x4;
Tubo de PTFE de 30mm para utilizar no Plug de Interface de Transmissão Directa.
Especificações técnicas, download de manuais e ficheiros: LINK
Extrusora e Motor Stepper andam juntos
De preferência, deve sempre utilizar a extrusora ligada ao motor passo-a-passo quando a montar numa impressora.
Se precisar de colocar uma placa entre o motor passo-a-passo e a extrusora, repare que precisa de parafusos mais compridos, e a espessura máxima suportada é de 3mm.
Esta imagem abaixo mostra que parafusos são usados no LGX, e os vermelhos são usados para fixar o motor passo-a-passo e a extrusora:

Para utilizar uma placa entre o motor passo-a-passo e a extrusora, é necessário substituir os parafusos de cabeça baixa M3x27 por 3 parafusos de cabeça baixa M3x30 que enviamos no saco de acessórios, que são compatíveis com placas de impressão de espessuras entre 2 e 3mm.
Não utilizar uma placa no meio sem utilizar os parafusos mais compridos.
4 PONTOS DE MONTAGEM ADICIONAIS
Utilizar os pinos fornecidos para substituir os 4 parafusos do motor passo-a-passo e utilizá-los como pontos de montagem adicionais.
Pode encontrar estes pinos no saco de acessórios no seu pacote LGX™.
Têm uma rosca M3 com 4 mm de profundidade.

* Aviso de compatibilidade:
Cabe ao utilizador informar-se (por ex. perante o vendedor da sua impressora 3D) se o acessório é compatível com o seu sistema. Face ao grande número existente de acessórios diferentes, a todo o tipo de Impressoras 3D, modelos diferentes e costumizações realizadas pelos utilizadores, A Evolt não consegue garantir e não se responsabiliza que qualquer artigo seja ou não compatível com a impressora 3D ou com a configuração do cliente. Conseguimos esclarecer questões de compatibilidade relacionadas com as Prusa pois são as com quais trabalhamos diariamente e também as que comercializamos.
Devido a todos os acessórios diferentes e às suas pequenas variações, tendo em conta a enorme quantidade de possibilidades existentes de combinações diferentes de todo o tipo de impressoras 3D e costumizações realizadas pelos utilizadores, não nos é possível ter conhecimento sobre todas as combinações existentes e não temos forma de garantir que qualquer acessório seja compatível com a sua configuração. O cliente conhece a sua própria configuração e é responsável por fazer um trabalho de pesquisa. Faz parte do hobby e é perfeitamente normal no mundo de makers e de "DIY" encontrar incompatibilidades entre sistemas. Esta probabilidade agrava-se quanto mais complexos ficam os projectos e quanto menos documentação existe. É por isto que recomendamos os utilizadores, independentemente da sua experiência, a juntarem-se a comunidades de makers como Impressão 3D Portugal, onde podem partilhar os seus projectos, pedir assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já passaram por dúvidas semelhantes e podem conseguir ajudar.
Este produto é o cabo Einsy do sensor de filamento IR . É SOMENTE compatível com o MK3S e MK3S+.
NÃO é compatível com o MK3.
Este produto inclui:
Cabo do Sensor de filamento IR (1 pcs)
A cor do sensor de filamento IR sensor pode variar (Vermelho, Preto, etc.) Todas as propriedades permanecem as mesmas, independentemente da cor.
Para substituir a(s) peça(s), consultar os nossos manuais de montagem. Certifique-se de que segue o manual para o seu modelo de impressora.
O seu novo vermelho favorito!
HTPLA Heartthrob Metallic Red é um vermelho profundo e rico com pérolas de prata e ouro para textura, equilíbrio e complexidade.
Mais escuro que o Vermelho de Maçã Doce, reminiscente do Sangue de Amie do Meu Inimigo Vermelho e o Vermelho do Caos de Garrett.
Destaque em Endless Pastabilities Fevereiro 2021 entrega
Concebido e produzido por Protoplant, fabricantes de Protopasta

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.




Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Heartthrob Metallic Red HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
Uma cor de filamento original e única de Protopasta HTPLA Watermelon Crush Red Translucent
Um vermelho translúcido com textura de pérola subtil para apenas um toque de cintilação
Uma criação anterior de workshop & filamento de Endless Pastabilities
Concebido e produzido pela Protoplant exclusivamente para si
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Watermelon Crush Red Translucent HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
HTPLA Citrus Sunrise Orange Multicolor, um filamento variegado único inspirado pelo nosso glorioso sol
Translúcido vermelho, laranja e amarelo com um toque de brilho dourado
Um filamento de Endless Pastabilities em celebração do Dia da Terra 2021
Os resultados irão variar, uma vez que cada transição de cor e bobina é única
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Nebula Multicolor HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
Esclarecemos as diferenças entre os diferentes materiais de filamentos 3D da marca Tucab, PLA Ingeo 3D850 com PLA 4032 e PLA PRO.
Tentamos manter esta explicação não muito técnica e simplificada dos 3 materiais, para que possas facilmente compreender as diferenças principais que os distinguem.
PLA 4032 é o PLA "standard/normal", é o tipo de matéria prima que encontras na grande maioria dos PLAs normais da maioria das marcas, deverá ser relativamente fácil de imprimir (temperaturas mais baixas e maior espectro de compatibilidade com impressoras).
Por estas razões, é também normalmente o material onde podes encontrar a maior variedade de cores.
Exemplos de impressões em PLA 4032 partilhadas pela comunidade:
Poderás encontrar mais exemplos de PLA 4032 como estes na página correspondente de cada filamento








PLA Ingeo 3D850 ou PLA 850, é um PLA especial/premium, com características de cristalização maior e mais rápida que permite coisas como fazer pontes de maiores distâncias sem o filamento "vergar", maior precisão dimensional/detalhe, maior resistência a temperaturas altas e maior resistência mecânica (esforços físicos, impactos). Para augmentar estas últimas propriedades, adicionalmente pode-se fazer "annealing" das peças de PLA850 (para obter propriedades de resistência ainda maiores)
A desvantagem é que pode ser um PLA um pouco mais desafiante de imprimir para iniciantes (não é tão "plug & Play" / amigável para iniciantes porque pode ser preciso ajuste de settings mais envolvido).Este PLA ingeo 850 é habitualmente vendido mais caro pela grande maioria das marcas por ser um PLA premium, mas a Tucab como já faz uma grande produção de plástico para várias indústrias consegue bons preços da matéria prima e consegue ter preços melhores.
Exemplos de impressões em PLA 3D850 partilhadas pela comunidade:
Poderás encontrar mais exemplos de PLA 850 como estes na página correspondente de cada filamento.










Este PLA PRO, ao contrário do que o nome dá a entender, é um PLA que é dos mais compatíveis/fáceis de usar que existe, que "derrete tipo manteiga" permitindo acabamentos finais silk fantásticos e bons acabamentos relativamente fáceis de obter ![]() O PLA PRO também tem uma história engraçada pois a Tucab foi a primeira empresa a aplicar esta matéria prima para impressão 3D, e foi algo que funcionou bastante bem.
O PLA PRO também tem uma história engraçada pois a Tucab foi a primeira empresa a aplicar esta matéria prima para impressão 3D, e foi algo que funcionou bastante bem.
Exemplos de impressões em PLA PRO partilhadas pela comunidade:
Poderás encontrar mais exemplos de PLA PRO como estes na página correspondente de cada filamento.









![]()
Filamento para impressão 3D, de alta qualidade, produzido por Filkemp.
Com muito orgulho, este é um filamento fabricado em Portugal segundo as mais rigorosas normas de qualidade.
Este é um filamento fabricado com matéria prima especial de elevando o nível de qualidade de filamento.
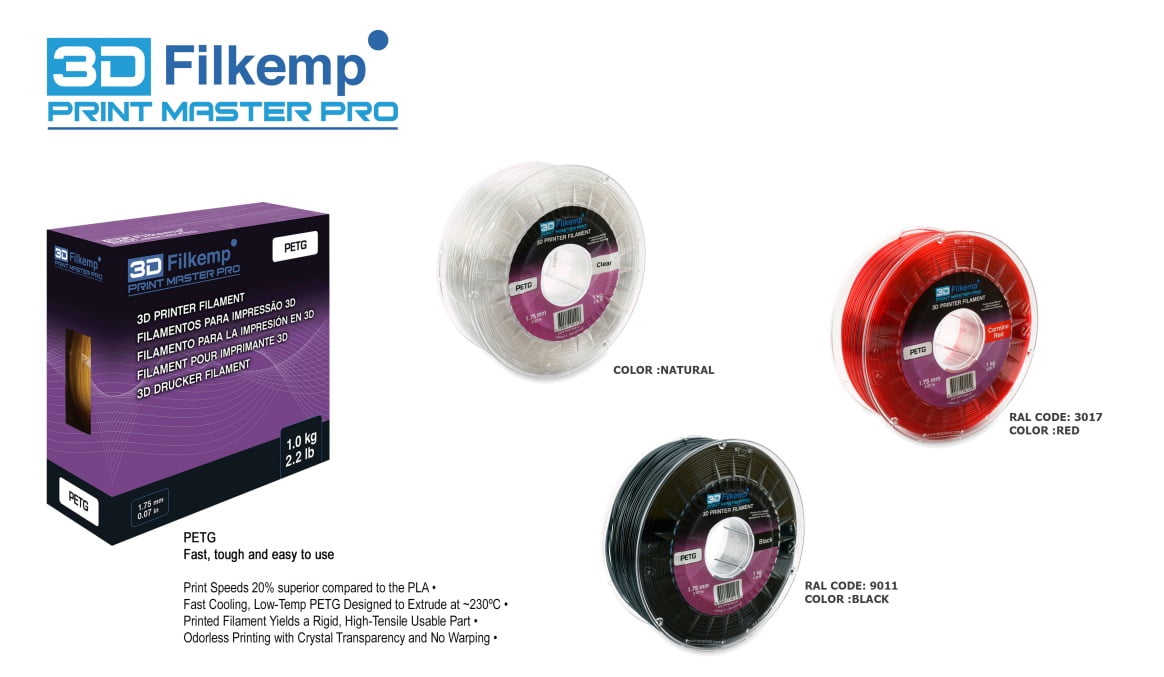
O Filkemp PETG foi concebido para imprimir a uma temperatura inferior à do PETG padrão, tornando-o adequado a uma gama mais vasta de impressoras 3D.
Flui bem a 215-230 °C, produzindo peças muito rígidas e de alta resistência.
O PETG é um dos plásticos mais utilizados no fabrico, e no caso da impressão 3D é perfeitamente capaz de substituir o ABS.
O PETG é mais forte e mais durável do que o ABS.
É também menos frágil e menos susceptível de deformar.
O PETG é fácil de imprimir com um acabamento superficial liso.
Ao contrário do ABS, está disponível em cores sólidas e transparentes, o que lhe permite fazer peças claras.
Este PETG em particular é inodoro com transparência cristalina.
Não empena no leito de impressão, aumentando a repetibilidade por peça.
É fabricado pela Filkemp, um líder mundial no fabrico de polímeros e copolímeros.
Pode ser utilizado para imprimir peças à velocidade do PLA, com a resistência e tenacidade final do ABS.
Está disponível em 1,75mm ou 2,85mm de diâmetro, e em múltiplas cores, incluindo vermelho, preto, e transparente.
O filamento vem numa bobina e pode ser impresso pela maioria das impressoras 3D com um sistema de caixa aberta.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
PETG - Material
1kg - Rolo
Carmin Red (translucido) - Cor
1.75mm (+-0.1mm) - Espessura
215º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (recomendável aplicação de 3DLAC)
0% a 50% - Ventilação
Fácil - Facilidade de Impressão
Segue-nos para estares sempre a par das últimas novidades e dicas imperdíveis do mundo 3D!
Ver esta publicação no Instagram
![]()
Filamento para impressão 3D, de alta qualidade, produzido por Filkemp.
Com muito orgulho, este é um filamento fabricado em Portugal segundo as mais rigorosas normas de qualidade.
Este é um filamento fabricado com matéria prima especial de elevando o nível de qualidade de filamento.
O Filkemp PETG foi concebido para imprimir a uma temperatura inferior à do PETG padrão, tornando-o adequado a uma gama mais vasta de impressoras 3D.
Flui bem a 215-230 °C, produzindo peças muito rígidas e de alta resistência.
O PETG é um dos plásticos mais utilizados no fabrico, e no caso da impressão 3D é perfeitamente capaz de substituir o ABS.
O PETG é mais forte e mais durável do que o ABS.
É também menos frágil e menos susceptível de deformar.
O PETG é fácil de imprimir com um acabamento superficial liso.
Ao contrário do ABS, está disponível em cores sólidas e transparentes, o que lhe permite fazer peças claras.
Este PETG em particular é inodoro com transparência cristalina.
Não empena no leito de impressão, aumentando a repetibilidade por peça.
É fabricado pela Filkemp, um líder mundial no fabrico de polímeros e copolímeros.
Pode ser utilizado para imprimir peças à velocidade do PLA, com a resistência e tenacidade final do ABS.
Está disponível em 1,75mm ou 2,85mm de diâmetro, e em múltiplas cores, incluindo vermelho, preto, e transparente.
O filamento vem numa bobina e pode ser impresso pela maioria das impressoras 3D com um sistema de caixa aberta.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
PETG - Material
1kg - Rolo
Clear Natural (translucido) - Cor
1.75mm (+-0.1mm) - Espessura
215º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (recomendável aplicação de 3DLAC)
0% a 50% - Ventilação
Fácil - Facilidade de Impressão
Segue-nos para estares sempre a par das últimas novidades e dicas imperdíveis do mundo 3D!
Ver esta publicação no Instagram
![]()
Filamento para impressão 3D, de alta qualidade, produzido por Filkemp.
Com muito orgulho, este é um filamento fabricado em Portugal segundo as mais rigorosas normas de qualidade.
Este é um filamento fabricado com matéria prima especial de elevando o nível de qualidade de filamento.
O Filkemp PETG foi concebido para imprimir a uma temperatura inferior à do PETG padrão, tornando-o adequado a uma gama mais vasta de impressoras 3D.
Flui bem a 215-230 °C, produzindo peças muito rígidas e de alta resistência.
O PETG é um dos plásticos mais utilizados no fabrico, e no caso da impressão 3D é perfeitamente capaz de substituir o ABS.
O PETG é mais forte e mais durável do que o ABS.
É também menos frágil e menos susceptível de deformar.
O PETG é fácil de imprimir com um acabamento superficial liso.
Este PETG em particular é inodoro com transparência cristalina.
Não empena no leito de impressão, aumentando a repetibilidade por peça.
É fabricado pela Filkemp, um líder mundial no fabrico de polímeros e copolímeros.
Pode ser utilizado para imprimir peças à velocidade do PLA, com a resistência e tenacidade final do ABS.
Está disponível em 1,75mm ou 2,85mm de diâmetro, e em múltiplas cores, incluindo vermelho, preto, e transparente.
O filamento vem numa bobina e pode ser impresso pela maioria das impressoras 3D com um sistema de caixa aberta.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
PETG - Material
1kg - Rolo
Preto (translucido) - Cor
1.75mm (+-0.1mm) - Espessura
215º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (recomendável aplicação de 3DLAC)
0% a 50% - Ventilação
Fácil - Facilidade de Impressão
Segue-nos para estares sempre a par das últimas novidades e dicas imperdíveis do mundo 3D!
Ver esta publicação no Instagram
































