O PET-G é o equilíbrio perfeito entre facilidade de impressão e durabilidade do modelo final. Por isso, este tipo de filamento 3D tornou-se tão popular. Materiais como o Fiberlogy EASY PET-G ou o ESD PET-G são ótimos exemplos.
O PET-G V0 vem expandir a gama de materiais de impressão FDM/FFF no portefólio da Fiberlogy. Faz parte da família de filamentos FR (Flame Retardant) e destaca-se pela sua resistência ao fogo, cumprindo a norma UL94 V0. Tanto o filamento como as peças impressas com ele não são suscetíveis à chama direta e, ao entrar em contacto com o fogo, o PET-G V0 extingue-se sozinho em menos de 10 segundos. Isto torna-o ideal para a produção de caixas para eletrónica ou componentes mecânicos de veículos e máquinas.
Apesar das suas propriedades especiais, o PET-G V0 é tão fácil de imprimir como o PET-G tradicional. Não precisas de uma impressora fechada nem de um bico endurecido. No entanto, para garantir a melhor qualidade das tuas impressões, certifica-te de que o filamento está bem seco antes de imprimir. Tal como outros copoliésteres, o PET-G V0 é altamente higroscópico, ou seja, absorve facilmente a humidade do ambiente. Se imprimires com um filamento húmido, as peças podem ficar frágeis e com um acabamento de menor qualidade.
✔ Não inflamável – seguro em contacto com o fogo
✔ Livre de halogéneos – não emite fumos nem odores tóxicos
✔ Alta resistência química
✔ Baixa suscetibilidade à retração
✔ Fácil de imprimir
Os seguintes parâmetros são apenas configurações sugeridas para a impressão deste material. Para obter a melhor qualidade de impressão, deves ajustar as definições conforme a tua impressora e as condições de impressão.
| Parâmetro | Valor |
|---|---|
| Temperatura do Bico | 220-250°C |
| Temperatura da Mesa | 90°C |
| Câmara Fechada | Não é necessária |
| Ventilação | 0-25% |
| Fluxo | 95-105% |
| Velocidade de Impressão | < 100 mm/s |
| Superfície de Impressão | Fita adesiva (masking tape) |
| Retração (direta) | 2-3 mm |
| Retração (bowden) | 3-5 mm |
| Velocidade de Retração | 20-45 mm/s |
| Condições de Secagem | 60°C / 4h |
| Notas | Devido à forte adesão à mesa, não é recomendado imprimir diretamente sobre a sua superfície ou em vidro. Isto pode causar danos. Recomenda-se o uso de fita adesiva (masking tape). |

850g - Rolo
PET-G V0 Natural - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
220º a 250º - Temp. recomendada do Hotend
75º a 90º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.



🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹Maior Ω do que o PLA Condutivo
🔹Resistência à superfície 10^4-10^6 Ω
🔹Impressão fácil, baixo empeno e desgaste
🔹A partir de Novembro de 2024 Endless Exploration
🔹Fabricado nos EUA, exclusivo Protopasta
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.

Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
1kg- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
O Filaflex 82A 'Original' é um filamento elástico TPE (elastómero termoplástico) à base de poliuretano com uma dureza de 82A, o que significa que pode esticar até 650% antes de partir. A sua maior vantagem é que, depois de esticar, volta à sua forma original sem deformar ou quebrar. Os filamentos da gama Filaflex têm uma grande aderência à cama de impressão, por isso não precisam de uma cama aquecida,fitaazul, fita Kapton, laca ou qualquer outro adesivo de spray. Além disso, são inodoros e resistentes a solventes, acetona e combustível. É necessário o uso de diferentes settings para a impressão com a Filaflex, sendo necessário que a impressora 3D seja devidamente configurada. Como começar com a Filaflex? Em primeiro lugar, recomendamos este artigo sobre como imprimir com materiais flexíveis escritos por Steve Wood da Gyrobot..  Aplicações: O Filaflex 82A não é tóxico e pode entrar em contacto com a pele, mas não está aprovado para uso médico ou alimentar. Pode ser usado para criar: – Palmilhas:palmilhas ortostáticas. – Próteses e modelos de órgãos: braços e mãos protésicos, órgãos para simulação de operações cirúrgicas, etc. – Objetos e peças flexíveis para fabrico e indústria automóvel: rolhas, juntas, pneus, pegas, etc. – Peças têxteis e acessórios: vestuário têxtil, tecidos, impressões em peças de vestuário, sacos, brincos, etc. – Calçado: solas, sapatos, sandálias, chinelos, etc. 750g - Rolo TPU - Material 82A - Dureza Mint - Cor 1.75mm - Espessura 232º a 240º - Temp. recomendada do Hotend 0º a 40º - Temp. recomendada da Heated bed 15 mm/s a 40mm/s (começar sempre pela velocidade mais lenta) - Velocidade recomendada de impressão 3D Recomendamos a desligar as retracções do extrusor e apertar ao mínimo a mola de aperto do filamento. Difícil - Facilidade de Impressão
Aplicações: O Filaflex 82A não é tóxico e pode entrar em contacto com a pele, mas não está aprovado para uso médico ou alimentar. Pode ser usado para criar: – Palmilhas:palmilhas ortostáticas. – Próteses e modelos de órgãos: braços e mãos protésicos, órgãos para simulação de operações cirúrgicas, etc. – Objetos e peças flexíveis para fabrico e indústria automóvel: rolhas, juntas, pneus, pegas, etc. – Peças têxteis e acessórios: vestuário têxtil, tecidos, impressões em peças de vestuário, sacos, brincos, etc. – Calçado: solas, sapatos, sandálias, chinelos, etc. 750g - Rolo TPU - Material 82A - Dureza Mint - Cor 1.75mm - Espessura 232º a 240º - Temp. recomendada do Hotend 0º a 40º - Temp. recomendada da Heated bed 15 mm/s a 40mm/s (começar sempre pela velocidade mais lenta) - Velocidade recomendada de impressão 3D Recomendamos a desligar as retracções do extrusor e apertar ao mínimo a mola de aperto do filamento. Difícil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
O original continua a ser o melhor! O primeiro filamento de PLA com fibra de carbono do mundo foi lançado pela ProtoPlant há quase 5 anos.
Outros tentam, mas não conseguem igualar a qualidade e a facilidade de impressão deste produto.
Disponível a um preço acessível para o dia a dia, experimenta uma bobina gigante de 3 kg para impressões em grande formato!
As bobinas de 3 kg de 1,75 mm de diâmetro contêm mais de 1 km de filamento! Que incrível, não achas?!


O Protopasta Carbon Fiber PLA é baseado no nosso PLA de alta qualidade e impressão fácil. Produzido com os melhores ingredientes secos e extrudido com todo o cuidado na nossa fábrica em Washington, utilizando sistemas de extrusão desenvolvidos por nós.
As impressões em CFPLA são mais rígidas e fáceis de processar (geralmente com as mesmas definições do PLA padrão), além de permitirem uma remoção simples de suportes. Graças à excelente adesão entre camadas e à mínima deformação, mesmo sem mesa aquecida, este é um exótico perfeito para o dia a dia e para peças precisas. As linhas das camadas praticamente desaparecem com o belo acabamento preto mate, que ainda tem um ligeiro brilho devido à fibra de carbono, tornando-o super fotogénico! 📸✨
⚠️ Atenção: Este filamento é ligeiramente mais abrasivo do que o PLA normal. Prepara-te para substituir o bico e ajustar a primeira camada após um uso prolongado ou faz um upgrade para um bico resistente ao desgaste para menos manutenção.
🔹 Disponível nos diâmetros 1.75 mm e 2.85 mm (3 mm)
🔹 Bobinas de 500g com 8" de diâmetro e 3kg com 12" de diâmetro
🔹 Compatível com a maioria das impressoras PLA-friendly: Lulzbot, Makerbot, FlashForge, Dremel, Ultimaker, Printrbot, entre outras.
⚠️ Nota: Em forma de filamento, o CFPLA é ligeiramente mais frágil do que o PLA normal, por isso requer um pouco mais de cuidado ao manusear.
A impressão é semelhante à do PLA padrão e não requer mesa aquecida. O processo pode ser menos consistente em bicos menores ou em máquinas Bowden.
🔹Para a melhor experiência, recomendamos:
🔹Bicos de 0.6 mm
🔹 Temperatura entre 210-230°C
🔹 Apesar de podermos imprimir até 240°C com bicos de 0.4 mm, o ideal é seguir as recomendações acima!
Pronto para dar um boost nas tuas impressões com um toque de fibra de carbono?
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹 Resistência de superfície: 10⁴ - 10⁶ Ω
🔹 Baixa deformação + rigidez da fibra de carbono
🔹 Recomenda-se um bico resistente ao desgaste
🚀 Disponível a partir de novembro de 2024 – Endless Exploration
🇺🇸 Produzido nos EUA, exclusivo da Protopasta!
📩 Subscreve o programa "Endless Exploration" e recebe novos materiais com novas funções a cada 2 meses!
🔔 Junta-te à nossa newsletter para novidades, suporte e descontos exclusivos!
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Se precisares de mais informações sobre manuseamento seguro e especificações do material, estamos à disposição para ajudar! 🚀
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
O nosso material exótico mais popular! Impressões feitas com Carbon Fiber PLA são visivelmente mais rígidas, oferecendo excelente resistência estrutural e adesão entre camadas, com mínima deformação. O acabamento preto mate com um leve brilho proporcionado pela fibra de carbono incorporada dá um toque premium às tuas peças.
O Protopasta Carbon Fiber PLA é produzido a partir de resina PLA NatureWorks 4043D, combinada com 15% de fibra de carbono picada (em peso).
⚠️ Nota: Este filamento é mais frágil do que o PLA normal no estado de filamento, por isso manuseia-o com cuidado para evitar quebras.
💡 Não se trata de um material "mais forte", mas sim mais rígido.
🔹 A rigidez aumentada devido à fibra de carbono proporciona maior suporte estrutural, mas reduz a flexibilidade.
🔹 Ideal para estruturas, suportes, carcaças, hélices, ferramentas – qualquer peça que não deva (ou não se queira) dobrar.
🔹 Muito apreciado por construtores de drones e entusiastas de RC!
Devido à fibra de carbono picada, este filamento pode ter dificuldades em passar por bicos menores.
✅ Bico recomendado: 0.5 mm ou maior
✅ Extrusora: Direct-drive com sistema de rolos com mola
✅ Temperatura do hotend: 195-220°C
✅ Temperatura da mesa: 50°C (se disponível, mas não é obrigatória)
✅ Densidade: 1.3 g/cm³ (1300 kg/m³)
⚠️ Alguns utilizadores imprimem este material como PLA normal (~195-210°C), enquanto outros têm melhores resultados em temperaturas mais altas (~220°C). Experimenta e vê o que funciona melhor para ti!
A fibra de carbono no filamento é processada para um tamanho ótimo:
✔️ Pequena o suficiente para não entupir o bico
✔️ Longa o suficiente para aumentar a rigidez
No entanto, esta adição torna o filamento mais abrasivo do que o PLA comum.
⚠️ Uso prolongado pode causar desgaste no bico da impressora, especialmente em bicos de latão padrão. Para maior durabilidade, considera um bico resistente ao desgaste (ex.: bicos de aço endurecido ou rubi).
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
1000g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹Maior Ω do que o PLA Condutivo
🔹Resistência à superfície 10^4-10^6 Ω
🔹Impressão fácil, baixo empeno e desgaste
🔹A partir de Novembro de 2024 Endless Exploration
🔹Fabricado nos EUA, exclusivo Protopasta
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
500g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
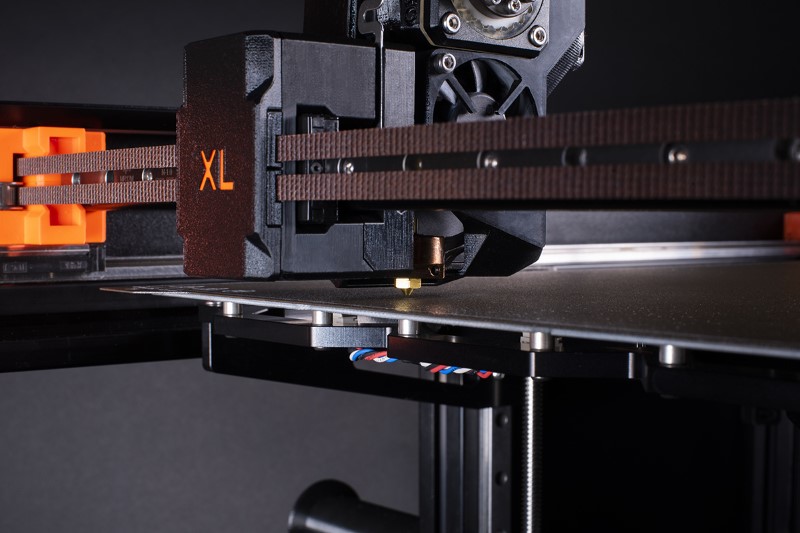
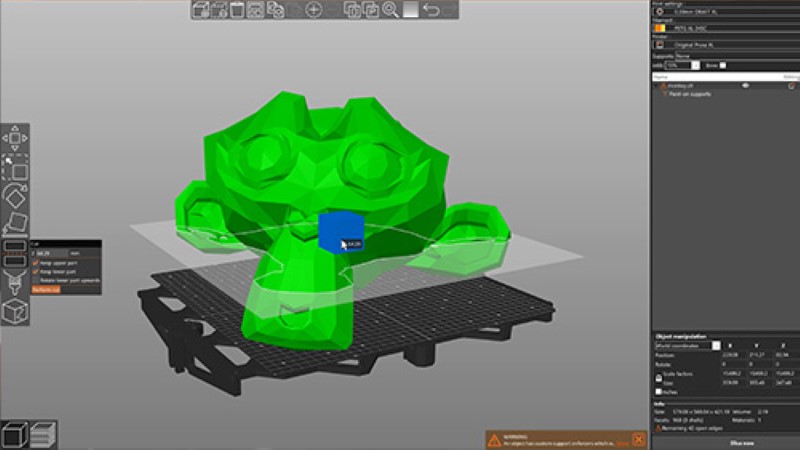
Impressora 3D Original Prusa XL MONTADA.
Com caixa enclosure.
Original Prusa, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Recomendamos este modelo de Impressora 3D para uso profissional.
Dispomos de diversas industrias, escolas, escritórios e laboratórios com este modelo sendo a opção numero 1 em termos de fiabilidade e facilidade de uso.
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.

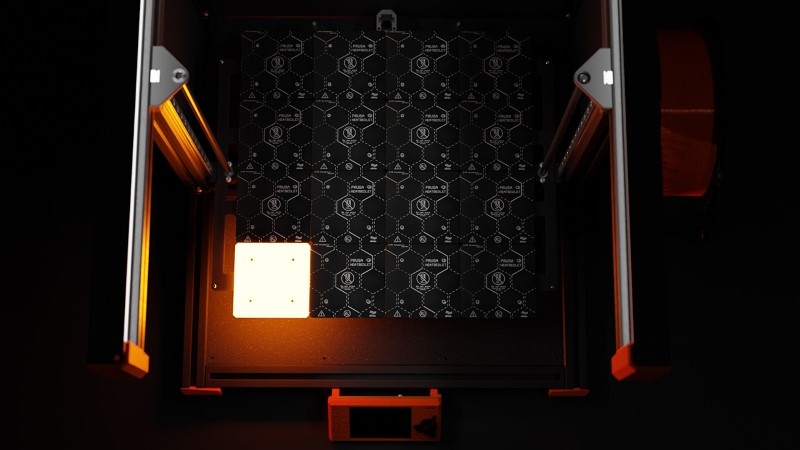
A Prusa XL Original é uma impressora CoreXY 3D de grande escala com um volume de construção de 36×36×36 cm .
Apresentando um tool changer opcional com até 5 cabeças de ferramentas independentes, calibração automática da primeira camada para uma primeira camada sempre perfeita, e muitas características inteligentes, a XL permite imprimir objectos maciços com facilidade.

Havia uma série de variáveis que tivemos de considerar quando concebemos a nossa primeira impressora CoreXY. A primeira tinha, obviamente, o tamanho certo. Fixámos em 36 cm cúbicos - por uma série de razões. Quanto maior for uma impressora, mais propensa é a vibrações e outros efeitos indesejáveis que se traduzem em impressões de mau aspecto. Assim, a construção de uma MK3 maior não teria benefícios reais. Pelo contrário, na realidade. A utilização do mesmo desenho traria uma série de dores de cabeça para lidar - um grande e pesado colchão térmico movendo-se ao longo do eixo Y, menos estabilidade com valores mais elevados do eixo Z e assim por diante. CoreXY era o caminho a seguir.
36 cm cúbicos é mais do que suficiente para a grande maioria dos grandes objectos - pode, por exemplo, imprimir facilmente um capacete de cosplay numa só peça, ou produzir modelos arquitectónicos detalhados. Há outro aspecto importante a considerar com objectos maciços: quanto maior for a impressão, mais tempo leva a terminar. Ainda estamos a ajustar o firmware e as definições de impressão para lhe dizer a velocidade máxima, mas pode ter a certeza de que graças à extrusora pequena e leve de transmissão directa, o XL pode ser muito rápido. Apenas uma nota prévia: o nosso objectivo é a qualidade de impressão, não pretendemos aderir à SpeedBoatRace.
Contudo, estamos a considerar um firmware Klipper não apoiado, mas oficial para aqueles que procuram encontrar os limites. Seja como for, por mais rápido que o XL seja no final, grandes impressões (vários quilos) ainda demorarão dias a terminar. Esteja certo de que estamos a implementar todas as características comprovadas das nossas impressoras 3D actuais para reduzir o stress das impressões longas - como, por exemplo, sensores de pânico e de filamentos.
Além disso, há várias adições práticas como suportes telescópicos de bobinas de filamentos na lateral da impressora, que podem conter até 2-3kg de bobinas - serão necessárias porque o XL pode consumir através de uma bobina de filamentos normal num instante. Haverá também addons opcionais (protecção/encerramento de rascunho) disponíveis, que serão revelados mais tarde.
Com as dimensões definidas, poderíamos também terminar de desenvolver mais uma das características de ponta: o nosso novo colchão de aquecimento segmentado. Porque não utilizar simplesmente uma versão em escala da nossa cama "MK52" padrão? Sempre que vejo uma impressora 3D de grande escala a produzir algo pequeno, não consigo deixar de pensar no desperdício que é aquecer todo o enorme colchão térmico e queimar através de kilowatts de energia sempre que se quer imprimir algo. O nosso novo aquecedor com segmentos 9×9 cm individualmente controlados não só é eficiente em termos energéticos (é possível ligar/desligar almofadas individuais) como também reduz eficazmente o empenamento graças às suas aberturas de expansão entre cada segmento. Para explicar um pouco: os colchões de aquecimento regulares têm uma tendência para empenar à medida que a temperatura aumenta. O problema não é muito evidente com superfícies mais pequenas e pode ser parcialmente compensado com o nivelamento do leito da malha. Contudo, uma vez que se tenha um grande colchão de aquecimento, os problemas tornam-se mais visíveis.
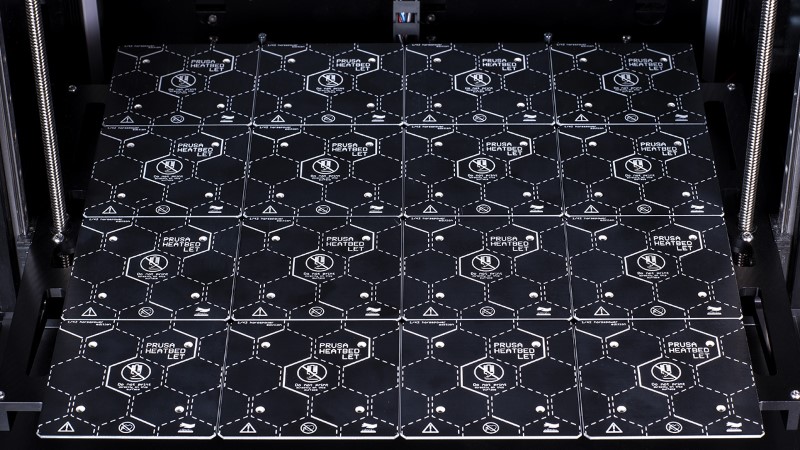
Podemos fazer todo o tipo de coisas com a base de aquecimento segmentado - como o aquecimento alternado de segmentos individuais num padrão de tabuleiro de controlo (via PWM), o que reduz a carga na PSU. Um dos benefícios óbvios é a possibilidade de aquecer apenas alguns dos 16 segmentos da base térmica, no caso de o objecto impresso ser suficientemente pequeno. A grade vantagem é a possibilidade de segmentação e adição de mais módulos para futuro, caso pretendam ter uma impressora ainda maior!
O XL está equipado com a nossa nova extrusora de próxima geração, "Nextruder" para abreviar. Levou-nos quase três anos a desenvolver e, honestamente, há tantas novidades, que é difícil encontrar a melhor para começar.
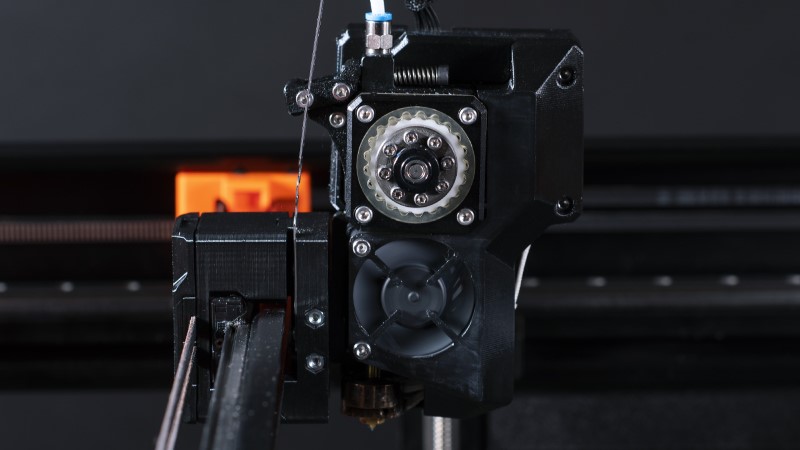
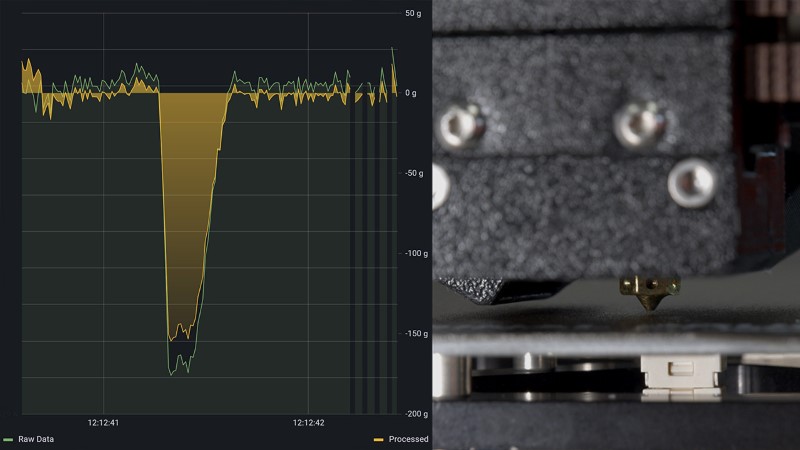
Portanto, vamos começar com algo que será visível cada vez que iniciar uma nova impressão: utilizamos um sensor de célula de carga altamente preciso para fornecer uma primeira camada sempre perfeita. Em vez de uma célula de carga fora da prateleira, desenvolvemos o nosso próprio sistema. Está incorporado no dissipador de calor sólido de peça única e permite-nos medir a carga física sobre o dissipador de calor. Como resultado, podemos utilizar o nozzle como sensor para "sondar" a superfície de impressão. Utilizamos leituras de dados analógicos, o que nos dá informações precisas para trabalhar.

Assim, em termos leigos: podemos utilizar o sistema de células de carga para realizar um cálculo incrivelmente preciso da altura para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão - não precisa de recalibrar nada. Não há necessidade de ajustar o Live Z, nem de calibrações manuais, nem de qualquer tipo de nylock mods complicados para alcançar uma primeira camada perfeita. Simplesmente funciona sempre e é uma alegria vê-lo acontecer. Se eu exagerar um pouco, teoricamente poderia colar uma tábua de madeira na impressora e ainda assim criaria uma primeira camada perfeita. Mas não o faça! 🙂 De qualquer modo, isto significa que em breve poderá dizer adeus ao mexer na primeira camada e Live Adjust Z!
No entanto, o sensor de célula de carga permite-nos fazer mais do que isso. Podemos agora reconhecer um encravamento no nozzle e fazer uma pausa na impressão. No futuro, uma das coisas em que nos queremos concentrar é a capacidade de detectar um encravamento parcial - para que a impressora possa notificá-lo a tempo antes que o encravamento real aconteça. E talvez até detectar se a impressão se soltou da cama.
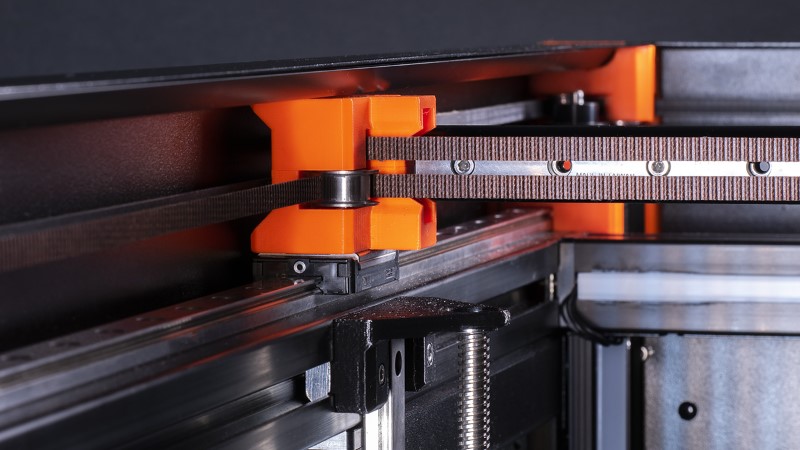
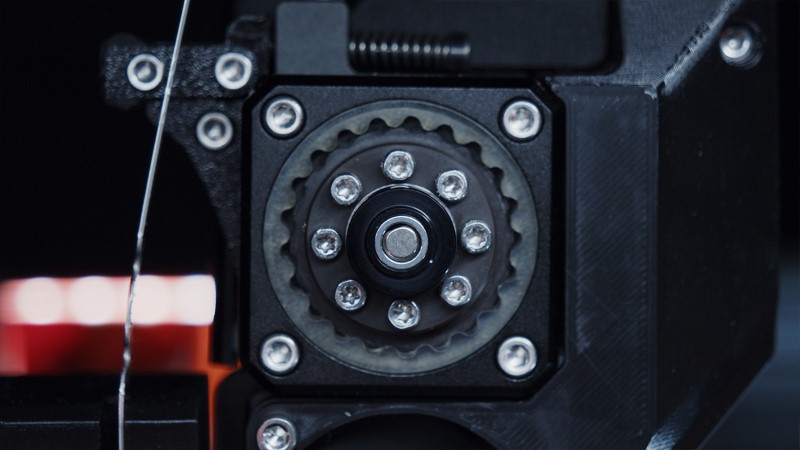
Para melhorar ainda mais a qualidade de impressão, a extrusora apresenta agora uma novíssima caixa de engrenagens cicloidal sem folga, desenvolvida internamente, com uma grande engrenagem de transmissão sem folga. Uau, apenas rola da língua, não é? 😀 Este sistema substitui a solução anterior por duas pequenas engrenagens ranhuradas e permite um maior controlo de como o filamento é introduzido no nozzle. De facto, implementámos uma solução um pouco exagerada - uma engrenagem de 20:1. Tem um desempenho bem acima da potência que vemos na maioria dos outros sistemas de extrusão no mercado e fornece uma força de empurrão extremamente elevada. E funciona surpreendentemente bem.
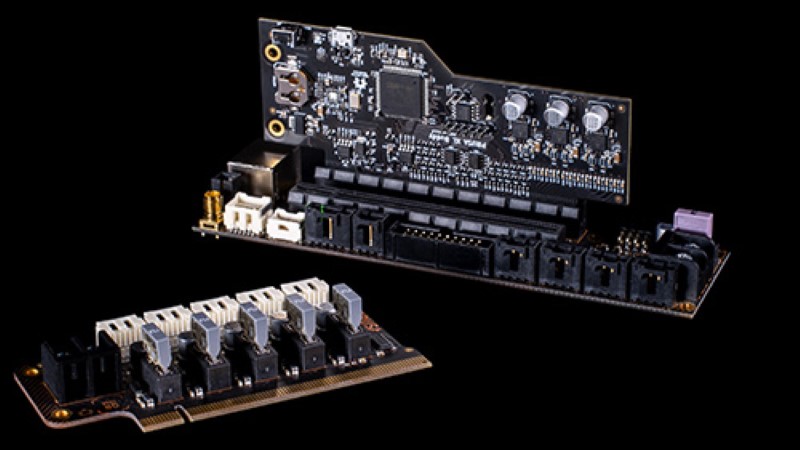
A Nextruder também apresenta uma placa de separação electrónica novinha em folha com um CPU dedicado e um driver de passo, por isso, basicamente, tudo na extrusora se liga directamente a esta placa, que é depois ligada através de uma interface de cabo único a um conector fácil de trocar na borda da nova motherboard personalizada de 32 bits. Acrescentámos também outro termistor na quebra de calor. Isto permite-nos ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.

O nozzle, que foi desenvolvido em cooperação com E3D, está embutido dentro de um conjunto totalmente novo que permite puxar facilmente todo o hotend (com peças totalmente metálicas) para fora da extrusora. O nozzle é ligado a um tubo metálico, o que evita vários problemas decorrentes de bocais insuficientemente apertados. Tornar o nozzle fácil de trocar foi fundamental porque queremos dar-lhe mais opções para imprimir com nozzles de diferentes tamanhos - por exemplo, utilizar um diâmetro maior para objectos mais duráveis e impressão mais rápida (vem a calhar com uma impressora 3D de grande escala). Para ser claro, embora possa parecer familiar, isto é diferente do sistema Revo.
Ao conceber o XL, não deixámos nenhuma pedra por virar. O Nextruder é a nova geração de extrusoras de impressoras 3D. Com electrónica incorporada, com um CPU dedicado e um driver de passo directamente na cabeça de impressão, a Nextruder é controlada através de um único cabo de ligação para facilitar a manutenção. Ventiladores, termistores, o bloco aquecedor e o motor da extrusora - tudo isto se liga directamente à placa dentro da cabeça de impressão.
A montagem da extrusora completamente redesenhada permitiu-nos implementar uma calibração de primeira camada totalmente automática para uma primeira camada sempre perfeita. Graças ao sensor de célula de carga desenvolvido internamente incorporado no dissipador de calor, o XL pode medir a carga física no dissipador de calor e utilizar o bocal para sondar a superfície de impressão. Desta forma, o XL pode utilizar o sistema de célula de carga para realizar um cálculo de altura incrivelmente preciso para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão, não há necessidade de recalibrar nada. Sem Live Z, sem ajustes manuais. O XL proporciona uma primeira camada perfeitamente suave cada vez que se inicia uma nova impressão. O sensor da célula de carga pode fazer mais, no entanto! Pode encontrar mais detalhes no nosso post de blogue!
Os filamentos já não são empurrados por duas pequenas engrenagens. Em vez disso, estamos a introduzir uma novíssima caixa de engrenagens cicloidal de retrocesso zero (relação 20:1) com uma grande engrenagem sem deslizamento. Isto permite um maior nível de controlo e também melhora a compatibilidade com materiais flexíveis. E ainda há mais: o bocal e o hotend são permutáveis a quente. O XL permite retirar da extrusora todo o novo conjunto hotend sem necessidade de o desmontar. Acrescentámos também outro termistor na quebra de calor, o que nos permite ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.
Porque XL é uma máquina CoreXY, acrescentar capacidades de troca de ferramentas é algo que nos vem sempre à mente. O resultado é que a máquina pode funcionar com um máximo de cinco cabeças de ferramentas independentes.

Desenvolvemos um mecanismo de acoplamento cinemático que não necessita de electroímanes ou outros elementos activos para funcionar. O sistema é extremamente preciso e dispõe de uma calibração de alinhamento de ferramentas totalmente automática, assegurando que após cada troca de ferramenta tudo esteja perfeitamente alinhado. O sistema também se baseia no sensor de célula de carga - sem mais impressões de calibração enfadonhas, tudo é automatizado. As cabeças de impressão irão apenas tocar num pequeno pino de calibração e configurar os offsets automaticamente.

Existem também sensores que asseguram que a cabeça da ferramenta foi trocada com sucesso. Temos vindo a realizar testes internos de troca de cabeça há já vários meses e somos mais de meio milhão de trocas de ferramentas bem sucedidas sem um único engate.
Como o trocador suporta até cinco cabeças de ferramentas, significa que pode: imprimir facilmente suportes solúveis, imprimir com até cinco cores, ou utilizar materiais muito diferentes (porque cada nozzle pode ser pré-aquecido a uma temperatura completamente diferente). Estamos até a pensar em misturar diferentes tamanhos de nozzles numa única impressão para encurtar o tempo de impressão. Claro que também estamos a considerar outras ferramentas, e não apenas extrusoras.
Se precisa simplesmente de uma impressora de grande escala, então a versão de um único extrusor é a que lhe convém. No entanto, tudo está pronto para uma actualização, para que possa executar até cinco cabeças de ferramentas. Uma vez instalado o mecanismo opcional de troca de ferramentas, pode facilmente trocar entre duas cabeças de ferramentas. Para três a cinco ferramentas, terá de adicionar uma placa de expansão. Desta forma, pode actualizar gradualmente o seu XL ao longo do tempo para se adaptar às suas necessidades. Por outras palavras: se comprar uma única ferramenta XL, poderá adquirir o permutador de ferramentas e cabeças de ferramentas individuais separadamente.
Construída de raiz, a Nextruder é uma extrusora novinha em folha para impressoras Prusa 3D originais. Significativamente mais leve e embalada com as mais recentes tecnologias, incluindo uma caixa de engrenagens sem folga e um mecanismo de transmissão sem deslizamento, a Nextruder foi concebida para proporcionar um desempenho de primeira linha e impressões 3D de aspecto surpreendente.
O XL é construído à volta de uma robusta estrutura de extrusão de alumínio, o que torna o XL estável e rígido. Graças a motores passo-a-passo de alta qualidade, calhas lineares, e um base térmica energeticamente eficiente com 16 segmentos controlados individualmente, o XL proporciona impressões 3D de grande aspecto até 36×36×36 cm

As impressões grandes podem facilmente demorar dias a terminar. No entanto, não precisa de se preocupar com cortes de energia. O XL apresenta recuperação de perdas de energia com base em hardware. Em caso de falha de energia, o XL armazena a última localização conhecida da extrusora, para que quando a energia é restaurada, a máquina possa retomar exactamente onde parou.

O Nextruder está equipado com a função de célula de carga, o que permite uma calibração de primeira camada totalmente automática sem QUALQUER intervenção do utilizador. Sem ajustes, sem afinação. Antes de cada impressão, o XL mede a distância entre o bico e a folha com precisão precisa, de modo a proporcionar uma primeira camada perfeita de cada vez.
O nosso slicer multiplataforma desenvolvido internamente vem com perfis feitos internamente e totalmente testados para todas as nossas impressoras 3D e uma vasta gama de filamentos. Com ferramentas incorporadas, tais como geração de suporte avançado, corte, distribuição automática de objectos, engomagem e muitas outras, transformará os seus modelos 3D em ficheiros de impressão num instante!
A XL é alimentada por uma nova placa mãe de 32 bits com uma porta de expansão, permitindo uma fácil actualização para um máximo de cinco cabeças de ferramentas. Apresentando melhorias populares, tais como a impressão de um clique e a visualização do código G, o XL é fácil de configurar e operar.
O XL é totalmente compatível com uma vasta gama de vários tipos de materiais. Não importa se quer imprimir algo por diversão a partir de PLA e materiais flexíveis, ou se precisa de produzir protótipos duradouros a partir de PETG, ASA, Policarbonato e Polipropileno - o XL pode lidar com todos eles com facilidade.
O XL pode ser actualizado com até 5 cabeças de impressão individuais, cada uma impulsionada pela sua própria placa electrónica. O permutador de ferramentas desenvolvido internamente utiliza um sistema fiável resistente ao desgaste e calibração de alinhamento de ferramentas totalmente automática, assegurando milhões de trocas de ferramentas sem problemas. Isto torna a impressão com múltiplas cores e com suportes solúveis rápida e fácil.
Desenho da impressora: Core XY
Volume de construção: 36×36×36 cm
Diâmetro do filamento: 1,75mm, ampla gama de termoplásticos suportados (incluindo, mas não limitados a PLA, PETG, ASA, ABS...)
Extrusora: Caixa de engrenagem ciclóide 20:1 sem deslizamento, sensor de célula de carga
Trocador de ferramentas com até 5 cabeças de ferramentas (actualização opcional através de porta de expansão integrada)
Cama: Cama de calor segmentada com 16 segmentos controlados individualmente
Superfície de impressão: Chapas de aço magnéticas removíveis com diferentes acabamentos de superfície
Electrónica: Placa de 32 bits feita à medida com um slot de expansão, comunicação de cabo único com cabeças de ferramentas, características de rede, impressão com um clique
Nivelamento da cama Mesh bed Leveling: Calibração da primeira camada baseada em células de carga totalmente automática, sem ajuste Z vivo
Power Panic: em falha de energia, precisão de linha de código G com base em hardware, único
Ligação Ethernet: incorporada
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
O original continua a ser o melhor! O primeiro filamento de PLA com fibra de carbono do mundo foi lançado pela ProtoPlant há quase 5 anos.
Outros tentam, mas não conseguem igualar a qualidade e a facilidade de impressão deste produto.
Disponível a um preço acessível para o dia a dia, experimenta uma bobina gigante de 3 kg para impressões em grande formato!
As bobinas de 3 kg de 1,75 mm de diâmetro contêm mais de 1 km de filamento! Que incrível, não achas?!
O Protopasta Carbon Fiber PLA é baseado no nosso PLA de alta qualidade e impressão fácil. Produzido com os melhores ingredientes secos e extrudido com todo o cuidado na nossa fábrica em Washington, utilizando sistemas de extrusão desenvolvidos por nós.
As impressões em CFPLA são mais rígidas e fáceis de processar (geralmente com as mesmas definições do PLA padrão), além de permitirem uma remoção simples de suportes. Graças à excelente adesão entre camadas e à mínima deformação, mesmo sem mesa aquecida, este é um exótico perfeito para o dia a dia e para peças precisas. As linhas das camadas praticamente desaparecem com o belo acabamento preto mate, que ainda tem um ligeiro brilho devido à fibra de carbono, tornando-o super fotogénico! 📸✨
⚠️ Atenção: Este filamento é ligeiramente mais abrasivo do que o PLA normal. Prepara-te para substituir o bico e ajustar a primeira camada após um uso prolongado ou faz um upgrade para um bico resistente ao desgaste para menos manutenção.
🔹 Disponível nos diâmetros 1.75 mm e 2.85 mm (3 mm)
🔹 Bobinas de 500g com 8" de diâmetro e 3kg com 12" de diâmetro
🔹 Compatível com a maioria das impressoras PLA-friendly: Lulzbot, Makerbot, FlashForge, Dremel, Ultimaker, Printrbot, entre outras.
⚠️ Nota: Em forma de filamento, o CFPLA é ligeiramente mais frágil do que o PLA normal, por isso requer um pouco mais de cuidado ao manusear.
A impressão é semelhante à do PLA padrão e não requer mesa aquecida. O processo pode ser menos consistente em bicos menores ou em máquinas Bowden.
🔹Para a melhor experiência, recomendamos:
🔹Bicos de 0.6 mm
🔹 Temperatura entre 210-230°C
🔹 Apesar de podermos imprimir até 240°C com bicos de 0.4 mm, o ideal é seguir as recomendações acima!
Pronto para dar um boost nas tuas impressões com um toque de fibra de carbono?
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹 Resistência de superfície: 10⁴ - 10⁶ Ω
🔹 Baixa deformação + rigidez da fibra de carbono
🔹 Recomenda-se um bico resistente ao desgaste
🚀 Disponível a partir de novembro de 2024 – Endless Exploration
🇺🇸 Produzido nos EUA, exclusivo da Protopasta!
📩 Subscreve o programa "Endless Exploration" e recebe novos materiais com novas funções a cada 2 meses!
🔔 Junta-te à nossa newsletter para novidades, suporte e descontos exclusivos!
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Se precisares de mais informações sobre manuseamento seguro e especificações do material, estamos à disposição para ajudar! 🚀
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
O nosso material exótico mais popular! Impressões feitas com Carbon Fiber PLA são visivelmente mais rígidas, oferecendo excelente resistência estrutural e adesão entre camadas, com mínima deformação. O acabamento preto mate com um leve brilho proporcionado pela fibra de carbono incorporada dá um toque premium às tuas peças.
O Protopasta Carbon Fiber PLA é produzido a partir de resina PLA NatureWorks 4043D, combinada com 15% de fibra de carbono picada (em peso).
⚠️ Nota: Este filamento é mais frágil do que o PLA normal no estado de filamento, por isso manuseia-o com cuidado para evitar quebras.
💡 Não se trata de um material "mais forte", mas sim mais rígido.
🔹 A rigidez aumentada devido à fibra de carbono proporciona maior suporte estrutural, mas reduz a flexibilidade.
🔹 Ideal para estruturas, suportes, carcaças, hélices, ferramentas – qualquer peça que não deva (ou não se queira) dobrar.
🔹 Muito apreciado por construtores de drones e entusiastas de RC!
Devido à fibra de carbono picada, este filamento pode ter dificuldades em passar por bicos menores.
✅ Bico recomendado: 0.5 mm ou maior
✅ Extrusora: Direct-drive com sistema de rolos com mola
✅ Temperatura do hotend: 195-220°C
✅ Temperatura da mesa: 50°C (se disponível, mas não é obrigatória)
✅ Densidade: 1.3 g/cm³ (1300 kg/m³)
⚠️ Alguns utilizadores imprimem este material como PLA normal (~195-210°C), enquanto outros têm melhores resultados em temperaturas mais altas (~220°C). Experimenta e vê o que funciona melhor para ti!
A fibra de carbono no filamento é processada para um tamanho ótimo:
✔️ Pequena o suficiente para não entupir o bico
✔️ Longa o suficiente para aumentar a rigidez
No entanto, esta adição torna o filamento mais abrasivo do que o PLA comum.
⚠️ Uso prolongado pode causar desgaste no bico da impressora, especialmente em bicos de latão padrão. Para maior durabilidade, considera um bico resistente ao desgaste (ex.: bicos de aço endurecido ou rubi).
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
500g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
Nota importante: Este produto é compatível com máquinas Mayku, mas não é um produto original da marca Mayku. As imagens apresentadas são meramente ilustrativas e podem não refletir exatamente o aspeto final do artigo. Garantimos que os nossos produtos compatíveis são cuidadosamente selecionados para oferecer qualidade e funcionalidade semelhantes aos originais, proporcionando uma alternativa económica e fiável.
Mayku clear Resin Sheets 20 pack
Conjunto de 20 unidades sem caixa de folhas translúcidas de PETG com 1.5mm de espessura. Concebidas especificamente para a fabricação de moldes personalizados para resina de fundição. Estas chapas também podem ser usadas para a prototipagem, modelação e fundição de um mundo de outros materiais. Um escudo térmico Mayku é essencial para as Chapas de Resina para assegurar uma experiência de aquecimento consistente.



È altamente recomendável o uso do Escudo térmico Mayku Heat Shield.
Um acessório essencial para a utilização das nossas Folhas de Resina, bem como de outros materiais.



Com a máquina de termoformagem Mayku FormBox, você tem o poder de fazer e criar nas suas mãos.
Alimentada por qualquer aspirador doméstico, funciona com uma variedade de materiais e ajuda-o a transformar as suas ideias em realidade.
Quer esteja a trabalhar à mão ou com a sua impressora 3D, a FormBox é a sua própria linha de produção de secretária.
A Mayku Formbox é ideal para a produção de moldes, embalagens ou mesmo objectos de arte.
Especialmente em combinação com uma impressora 3D, podem ser criados modelos simples, que podem depois ser realizados com a FormBox.
A termoformagem pode ser usada para produzir moldes para uma grande variedade de materiais.
A sua criatividade não conhece limites.
O tamanho máximo possível de utilização é de 130 x 150 x 150 mm.
Profissionais

Designers de produtos, arquitectos, e modeladores precisam de se mudar rápido e trabalhar com rigor orçamentos. A FormBox dá-lhes o poder para projectos de protótipos rapido, logo a partir do seu estúdio.
Pequenas Empresas

Com a FormBox, os negócios podem começar com quantidades de produtos ao seu próprio ritmo, sem a necessidade de grandes encomendas em quantidades de fábricas.
Hobby

Com a FormBox, os fabricantes em casa podem criar formulários simples de artigos do dia-a-dia, como batatas e plasticina. Hobbyists mais sérios pode tornar complexo criações usando outras máquinas, incluindo as 3D impressoras, cortadores a laser e máquinas CNC.
Educação

As escolas têm pequenos orçamentos e são espaços apertados - o FormBox dá aos professores um simples forma de entusiasmar as crianças sobre o que fazer, ensinar temas numa forma divertida e envolvente.
Partilhamos um guia de exemplos de aulas e actividades possíveis, onde é possível reciclar plástico, como por exemplo sacos usados:








Aviso: Os filamentos Refill são artigos consumíveis direcionados para utilizadores experientes e devem ser cuidadosamente manuseados. Não aceitamos a devolução deste tipo de artigos por razões de enrolamento, cruzamentos/nós ou humidade.
Refill - trata-se de um rolo de filamento sem bobina, compatível com a bobina reutilizável Bambu, em que qualquer utilizador pode imprimir a bobine.
Esta solução é mais ecológica e mais barata em comparação com os filamentos oferecidos com bobinas descartáveis.
RFID- É uma tecnologia que usa ondas de rádio para identificar e rastrear objetos com chips RFID. As bobinas Bambu Lab possuem etiquetas RFID que permitem uma gestão eficiente do stock e logística. As vantagens incluem maior eficiência, redução de erros, melhoria na tomada de decisão, maior visibilidade e possibilidade de integração com sistemas existentes.
Algumas vantagens adicionais do uso de RFID nas bobinas Bambu Lab são:
-Possibilidade de identificar rapidamente a localização das bobinas no stock ou em trânsito;
-Redução do tempo necessário para inventariar o stock;
-Redução de custos de mão-de-obra e tempo gasto em atividades manuais de registo e identificação de bobinas;
-Possibilidade de monitorizar o histórico de movimento das bobinas, o que pode ser útil para a gestão de qualidade e planeamento de produção;
-Melhoria na eficiência e segurança em processos de rastreabilidade de alimentos e produtos.
APLICAÇÃO:
A aplicação é a mesma que os filamentos 3D normais. A única diferença é que esta recarga não traz bobina.
Compatível com as bobinas Bambu Labs.
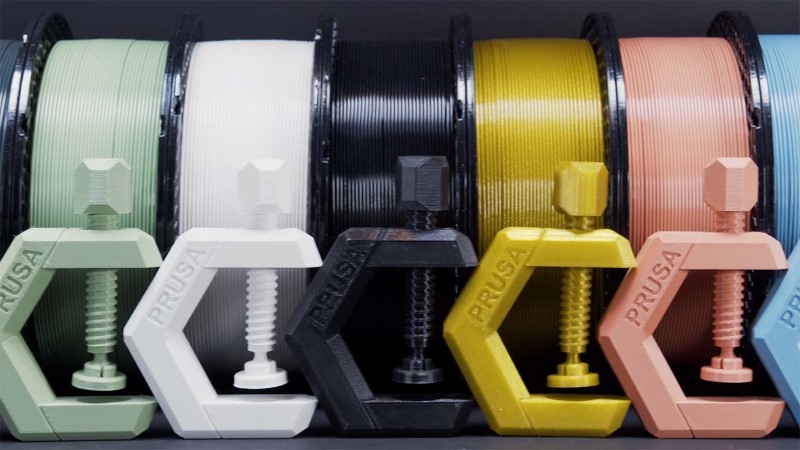
O Bambu PLA-CF é um PLA reforçado com fibra de carbono com rigidez e resistência melhoradas. O PLA-CF é fácil de imprimir e é amigo dos principiantes, tal como o PLA normal. É compatível com AMS com baixo risco de entupimento na impressão a alta velocidade. As impressões têm um acabamento mate com linhas de camada quase invisíveis, o que o torna adequado para imprimir peças de engenharia gerais ou modelos que exijam um melhor aspeto, como quadros de bicicletas, suportes e brinquedos.
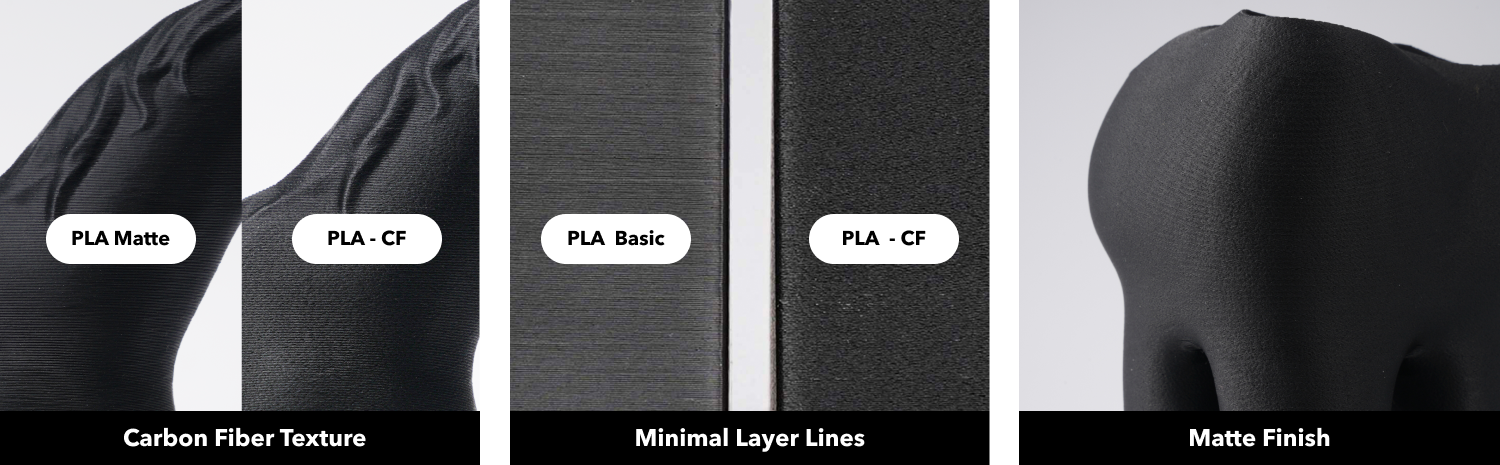
A adição de fibra de carbono confere às impressões um acabamento mate único e oculta eficazmente as linhas de camada, proporcionando um aspeto suave e de qualidade superior.

O Bambu PLA-CF pode ser combinado com qualquer filamento da série PLA para tornar as suas impressões mais coloridas e atingir vários requisitos de textura.

O Bambu PLA-CF excede as propriedades mecânicas do PLA Matte em termos de resistência à flexão XY, resistência à flexão Z, módulo de flexão XY, módulo de flexão Z, resistência ao impacto XY e resistência ao impacto Z entre 20% e 115%, o que o torna mais adequado para imprimir modelos com requisitos de resistência mais elevados.
| PLA Matte | PLA-CF | Improved % | |
| Resistência à tração - XY/MPa | 32 | 38 | 19% |
| Resistência à tração - Z/MPa | 25 | 26 | 4% |
| Resistência à flexão - XY/MPa | 53 | 89 | 67% |
| Resistência à flexão - Z/MPa | 32 | 49 | 53% |
| Módulo de flexão - XY/MPa | 2360 | 3950 | 57% |
| Módulo de flexão - Z/MPa | 2040 | 2260 | 10% |
| Resistência ao impacto - XY/(kJ/m²) | 19.2 | 23.2 | 20% |
| Resistência ao impacto - Z/(kJ/m²) | 6.6 | 7.8 | 18% |
*A secagem do PLA é recomendada para ambientes húmidos a 55 °C durante 8 horas antes da impressão.
O Bambu PLA-CF apresenta uma baixa resistência ao encolhimento e à deformação para alcançar uma precisão de correspondência perfeita entre as peças impressas.
O Bambu PLA-CF foi concebido para se suportar a si próprio. Pode ser removido mais facilmente em comparação com o PLA normal e mantém uma superfície de suporte lisa.

O Bambu PLA-CF é tão fácil de imprimir como o PLA normal. Pode ser impresso de forma suave e consistente a alta velocidade sem entupimento.

| Recomendado | Não Recomendado | |
| Build Plate | Cool Plate, High Temperature Plate or Textured PEI Plate | Engineering Plate |
| Hotend | Hardened Steel Nozzle (0.4 / 0.6 / 0.8 mm) | Stainless Steel Nozzle (0.2 / 0.4 mm) |
| Glue | Bambu Liquid Glue Glue Stick |
/ |
Todos os parâmetros de impressão estão incorporados em RFID, que pode ser lido através do nosso AMS (Automatic Material System).
É só ligar e imprimir! Acabaram-se os tediosos passos de configuração.

| PETG-CF | PLA-CF | |
| Tipo de filamento | Carbon Fiber Infill | Carbon Fiber Infill |
| Compatibilidade do Hotend | Hardened Steel (0.4, 0.6, 0.8 mm) | Hardened Steel (0.4, 0.6, 0.8 mm) |
| Compatibilidade da placa de construção | Engineering Plate, High Temperature Plate, Textuerd PEI Plate | Cool Plate, High Temperature Plate, Textuerd PEI Plate |
| Compatibilidade com AMS | Yes | Yes |
| Superfície | Shiny | Matte |
| Velocidade de Impressão | < 200 mm/s | < 200 mm/s |
| Resistência (resistência ao impacto - XY) | 41.2 kJ/m² | 23.2 kJ/m² |
| Resistência (resistência à flexão - XY) | 70 MPa | 89 MPa |
| Rigidez (módulo de flexão - XY) | 2910 MPa | 3950 MPa |
| Adesão da camada (resistência ao impacto - Z) | 10.7 kJ/m² | 7.8 kJ/m² |
| Resistente ao calor(HDT, 0.45 MPa) | 74 °C | 55 °C |
| Propriedades físicas | |
| Densidade | 1.22 g/cm³ |
| Temperatura de amolecimento Vicar | 69 °C |
| Temperatura de deflexão térmica | 55 °C |
| Temperatura de fusão | 165 °C |
| Índice de fusão | 3.7 ± 0.6 g/10 min |
| Propriedades mecânicas | |
| Resistência à tração | 38 ± 4 MPa |
| Taxa de alongamento de rotura | 8.4 ± 3.2 % |
| Módulo de flexão | 3950 ± 190 MPa |
| Resistência à flexão | 89 ± 4 MPa |
| Resistência ao impacto | 23.2 ± 3.7 kJ/m² |
- A secagem do PLA-CF é opcional, mas recomenda-se a realização da secagem antes da utilização para obter uma maior qualidade de impressão e a condição de secagem recomendada é de 55 ℃ durante 8 horas num forno de secagem rápida, ou 75 ℃ durante 12 horas no leito de calor de uma impressora.

Filamento sem Bobine*1 & Dessecante*1

Etiqueta Filamento*1

Caixa*1
O Bambu PETG-CF é um material compósito constituído por PETG e fibra de carbono. A nova fórmula melhorou consideravelmente a qualidade de impressão, reduzindo o entupimento do bocal e a aglomeração em comparação com o PETG tradicional. Com a adição de fibra de carbono, o Bambu PETG-CF oferece uma maior resistência, mantendo uma boa dureza e um aspeto brilhante. É um material ideal para peças de drones, modelos de corridas e várias peças funcionais que requerem um elevado desempenho, especialmente resistência ao impacto, e um aspeto elegante.
O Bambu PETG-CF foi melhorado com uma fórmula modificada que aborda especificamente o problema da aglomeração e da aderência ao bocal durante a impressão PETG.

A fibra de carbono confere uma textura avançada à superfície de impressão, mantendo o brilho do próprio PETG.

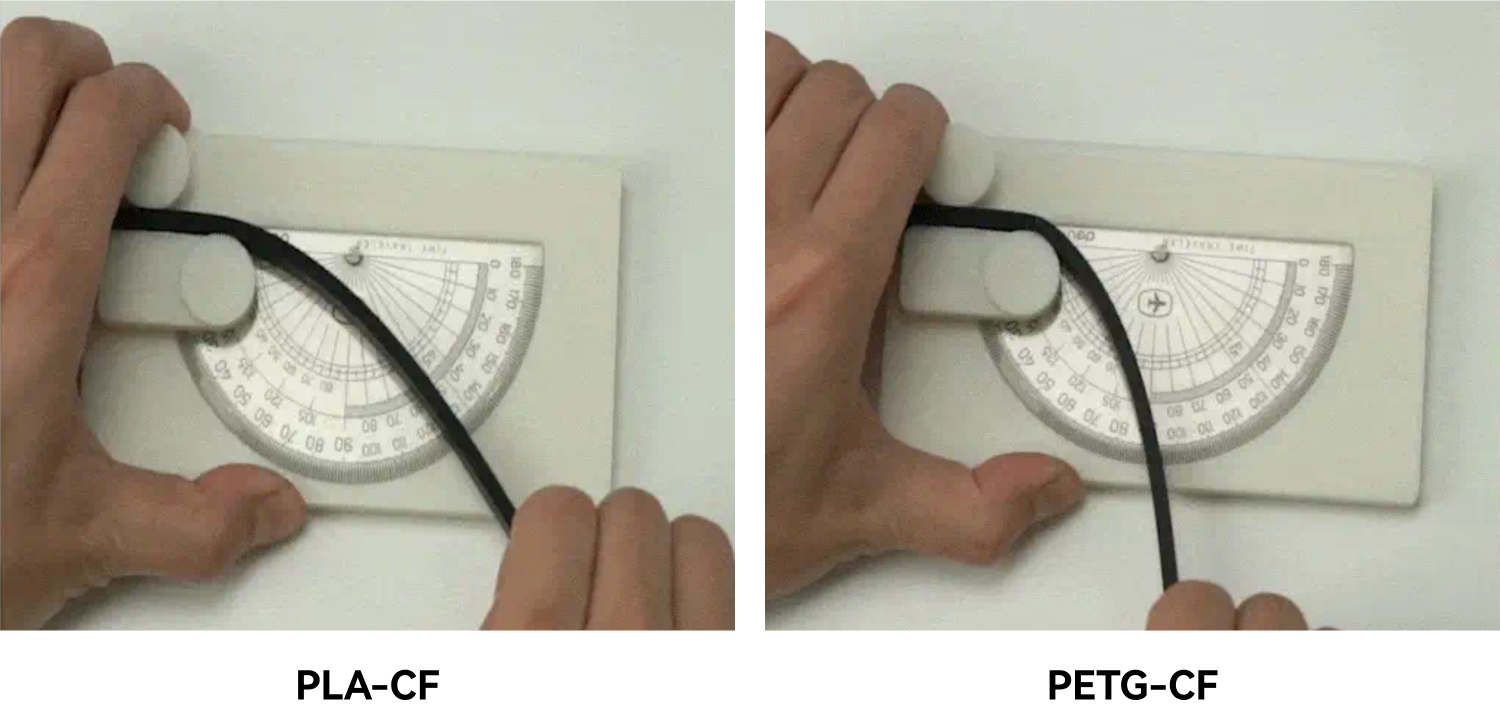
A fibra de carbono proporciona um reflexo suave, linhas de camadas mínimas e uma textura delicada única.

Ao contrário do acabamento mate do PLA-CF, o PETG-CF oferece um acabamento brilhante e, por conseguinte, mais uma opção.

A adição de fibra de carbono também aumenta significativamente a resistência XY do PETG sem sacrificar a ligação das camadas.

| PETG-CF | PLA-CF | |
| Tipo de filamento | Carbon Fiber Infill | Carbon Fiber Infill |
| Compatibilidade do Hotend | Hardened Steel (0.4, 0.6, 0.8 mm) | Hardened Steel (0.4, 0.6, 0.8 mm) |
| Compatibilidade da placa de construção | Engineering Plate, High Temperature Plate, Textuerd PEI Plate | Cool Plate, High Temperature Plate, Textuerd PEI Plate |
| Compatibilidade com AMS | Yes | Yes |
| Superfície | Shiny | Matte |
| Velocidade de Impressão | < 200 mm/s | < 200 mm/s |
| Resistência (resistência ao impacto - XY) | 41.2 kJ/m² | 23.2 kJ/m² |
| Resistência (resistência à flexão - XY) | 70 MPa | 89 MPa |
| Rigidez (módulo de flexão - XY) | 2910 MPa | 3950 MPa |
| Adesão da camada (resistência ao impacto - Z) | 10.7 kJ/m² | 7.8 kJ/m² |
| Resistente ao calor(HDT, 0.45 MPa) | 74 °C | 55 °C |
Em comparação com outros materiais de fibra de carbono, o Bambu PETG-CF apresenta uma resistência excecional e é menos propenso a fraturar sob tensão externa e impacto.
| Recomendado | Não Recomendado | |
| Build Plate | Engineering Plate, High Temperature Plate or Textured PEI Plate | Cool Plate |
| Hotend | Hardened Steel Nozzle (0.4 / 0.6 / 0.8 mm) | Stainless Steel Nozzle (0.2 / 0.4 mm) |
| Glue | Bambu Liquid Glue Glue Stick |
/ |
Todos os parâmetros de impressão estão incorporados no RFID, que pode ser lido através do nosso AMS (Automatic Material System).
Basta ligar e imprimir! Acabaram-se os tediosos passos de configuração.

| Definições de impressão recomendadas | |
| Definições de secagem (forno de secagem rápida) | 65 °C,8 h |
| Impressão e manutenção da humidade do recipiente | < 20% RH (Sealed, with Desiccant) |
| Temperatura do Nozzle | 240 - 270 °C |
| Temperatura da cama (com cola) | 65 - 75 °C |
| Velocidade de impressão | < 200 mm/s |
| Propriedades mecânicas | |
| Resistência à tração | 35 ± 5 MPa |
| Taxa de alongamento de rutura | 10.4 ± 0.6 % |
| Módulo de flexão | 2910 ± 260 MPa |
| Resistência à flexão | 70 ± 5 MPa |
| Resistência ao impacto | 41.2 ± 2.6 kJ/m² |

































