A FormFuturafoi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
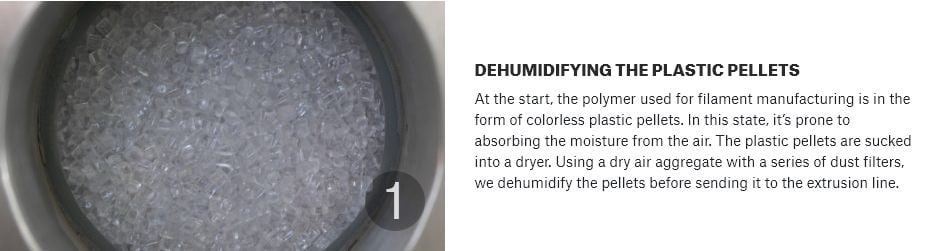
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
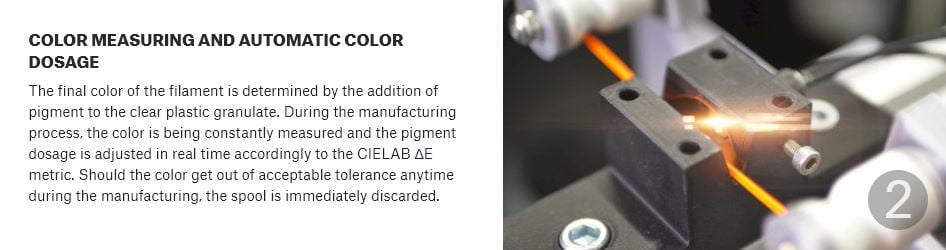
Formfutura Platinum LCD Series is a general-purpose photopolymer LCD resin that is specifically developed to work with all open source LCD and DLP 3D printers in the range of 385 - 420nm. Our Platinum LCD resin is almost odorless and 3D prints with extremely high accuracy and a very smooth surface finish. The Platinum LCD Resin series is developed to 3D print with relatively short curing times.
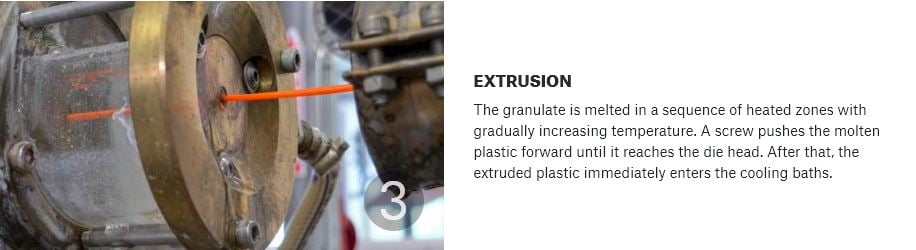
Key features
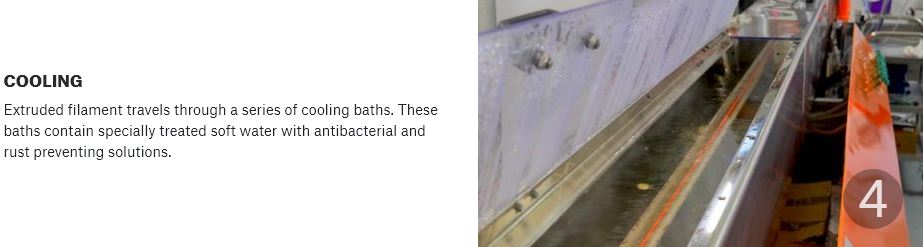
Almost no odour - Compared to other resins on the market our Platinum LCD resin is relatively odour-free!
UV & weather resistant
Fast printing with short curing times
High-resolution 3D printing with fine detail
Vivid colors with an extremely high level of colorfastness
Truly opaque and translucent colors available
No discoloration and/or yellowing
Excellent dimensional accuracy and low shrinkage
Low water absorption
Compatible with all open source LCD and DLP in the range of 385 - 420nm
Applications
Figurines and models
Functional prototyping
End-use products
Resin properties (uncured liquid)
Viscosity: 500 cps at 25°C
Density: 1.18 g/cm2
Mechanical properties
Test method on post cured objects through 10 minutes high power mercury curing.
Properties
Typical Value
Test Method
Glass transition temperature (Tg)
51°C
ASTM D7028
Water absorption
0.4%
ASTM D570-98
Impact strength (IZOD notched)
18 J/m
ASTM D256A
Tensile strength
45 MPa
ASTM D638M
Tensile Modulus
1000 MPa
ASTM D638M
Elongation at break
8%
ASTM D638M
Flexural Strength
66 MPa
ASTM D790M
Flexural Modulus
1800 MPa
ASTM D2240
Shore D Hardness
82
ASTM D2240
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Preparation(s) before starting to print
Shake the bottle for at least 2 minutes before each use.
After shaking the bottle, leave the resin to rest for 10 minutes to let air bubbles get out of the resin
The resin can be poured back from the vat into the bottle once your print is finished
Always use protective measurements like safety glasses and nitrile gloves when handling resins.
General printing guidelines
Base Curing Times at 50 micron
Translucent Black: 12sec
Translucent Aquamarine: 10sec
Translucent Blue: 12sec
Translucent Red: 11sec
Solid White: 12sec
Solid Black: 14sec
Solid Light Grey: 13sec
Post-processing
We do advise you to post-process your 3D print in order to achieve the material properties
Rinse your 3D printed object in IPA or (Bio)Ethanol for approximately 5 minutes
An ultrasonic cleaner is preferred/recommended
Make sure that IPA and/or (Bio)Ethanol rinsed objects are perfectly dry before further post-curing
Place the rinsed parts in a well-ventilated area for at least 30 minutes, or use pressurized air for at least 2 minutes
Cure your object in a high power curing chamber for approximately 20-30 minutes at 65° C
The preferred curing wavelength is between 300-410nm
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Always wear Respiratory Protection when sanding/cutting the resin object.
Always use nitrile gloves when handling resins and uncured resin objects.
Product export information
HS Code: 2916140090
Description: Resin for 3D Printing
Country of origin: the Netherlands
Utilização:
Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
Não beba e mantenha-se fora do alcance das crianças.
Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Embalagem compacta e segura:
Garrafa de alumínio espessada completamente protegida da luz. Garrafa à prova de fugas completamente embrulhada com um saco de plástico bolha.
Platinum LCD Series Resina Impressão 3D LCD e DLP UV (385 - 420nm) - Tipo de Produto
500ml - Quantidade Solid White - Cor
A FormFuturafoi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Formfutura Heavy Duty Resin is an engineering type of photopolymer resin that is specifically developed to work with all open source SLA, DLP, and LCD 3D Printers in the range of 385 – 405nm. Our Heavy Duty Engineering resin combines an impressive flexural strength with high-temperature resistance and durability.
Key features
Flexural strength of 135 MPa
Stiff and durable
High heat resistance of 128°C
High dimensional accuracy and low shrinkage
Almost odorless processing
Compatible with all open-source SLA, DLP, and LCD 3D printers in the range of 385 - 405nm
Applications
Tooling
Jigs and fixtures
Manufacturing aids
Mold masters for low volume injection molding
Functional prototyping
Resin properties (uncured liquid)
Viscosity: 550 cps at 25°C
Density: 1.12 g/cm2
Mechanical properties
Test method on post cured objects through 10 minutes high power mercury curing.
Properties
Typical Value
Test Method
Glass transition temperature (Tg)
128°C
ASTM D7028
Water absorption
0.45%
ASTM D570-98
Impact strength (IZOD notched)
20 J/m
ASTM D256A
Tensile strength
91 MPa
ASTM D638M
Tensile Modulus
2500 MPa
ASTM D638M
Elongation at break
8%
ASTM D638M
Flexural Strength
135 MPa
ASTM D790M
Flexural Modulus
3250 MPa
ASTM D2240
Shore D Hardness
87
ASTM D2240
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Preparation(s) before starting to print
Shake the bottle for at least 2 minutes before each use
After shaking the bottle, leave the resin to rest for 10 minutes to let air bubbles get out of the resin
The resin can be poured back from the vat into the bottle once your print is finished
Always use protective measurements like safety glasses and nitrile gloves when handling resins
Post-processing
We do advise you to post-process your 3D print in order to achieve the material properties.
Rinse your 3D printed object in IPA or (Bio)Ethanol for approximately 5 minutes
An ultrasonic cleaner is preferred/recommended
Make sure that IPA and/or (Bio)Ethanol rinsed objects are perfectly dry before further post-curing.
Place the rinsed parts in a well-ventilated area for at least 30 minutes, or use pressurized air for at least 2 minutes
Cure your object in a high power curing chamber for approximately 20-30 minutes at 65° C
The preferred curing wavelength is between 300-410nm
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Always wear Respiratory Protection when sanding/cutting the resin object
Always use nitrile gloves when handling resins and uncured resin objects
Product export information
HS Code: 2916140090
Description: Resin for 3D Printing
Country of origin: the Netherlands
Utilização:
Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
Não beba e mantenha-se fora do alcance das crianças.
Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Embalagem compacta e segura:
Garrafa de alumínio espessada completamente protegida da luz. Garrafa à prova de fugas completamente embrulhada com um saco de plástico bolha.
Engineering Series Heavy Duty Resina Impressão 3D SLA LCD DLP UV (385 - 420nm) - Tipo de Produto
500ml - Quantidade Cinzento - Cor
A FormFuturafoi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Formfutura Tough Resin is an engineering type of photopolymer resin that is specifically developed to work with all open source SLA, DLP, and LCD 3D Printers in the range of 385 – 405nm. Our Tough Engineering resin is extremely transparent and perfectly balances a high impact strength with semi-flexibility.
Its high level of toughness makes Formfutura Tough Resin ideal for creating strong and functional parts that will be exposed to repeatedly brief periods of intense stress or strain
Key features
High impact resistance
Good UV and weather resistance
Good fatigue resistance
Extremely transparent with virtually no discoloration and/or yellowing
High dimensional accuracy and low shrinkage
Almost odorless processing
Compatible with all open-source SLA, DLP, and LCD 3D printers in the range of 385 - 405nm
Applications
Snap-fit assemblies
Tooling
Functional prototyping
Protective cases
Outdoor parts
Short-run manufacturing
Resin properties (uncured liquid)
Viscosity: 1000 cps at 25°C
Density: 1.12 g/cm2
Mechanical properties
Test method on post cured objects through 10 minutes high power mercury curing.
Properties
Typical Value
Test Method
Glass transition temperature (Tg)
32°C
ASTM D7028
Water absorption
0.50%
ASTM D570-98
Impact strength (IZOD notched)
40 J/m
ASTM D256A
Tensile strength
45 MPa
ASTM D638M
Tensile Modulus
1.4 MPa
ASTM D638M
Elongation at break
25%
ASTM D638M
Flexural Strength
35 MPa
ASTM D790M
Flexural Modulus
900 MPa
ASTM D2240
Shore D Hardness
68
ASTM D2240
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Preparation(s) before starting to print
Shake the bottle for at least 2 minutes before each use.
After shaking the bottle, leave the resin to rest for 10 minutes to let air bubbles get out of the resin
The resin can be poured back from the vat into the bottle once your print is finished
Always use protective measurements like safety glasses and nitrile gloves when handling resins.
Post-processing
We do advise you to post-process your 3D print in order to achieve the material properties
Rinse your 3D printed object in IPA or (Bio)Ethanol for approximately 5 minutes
An ultrasonic cleaner is preferred/recommended
Make sure that IPA and/or (Bio)Ethanol rinsed objects are perfectly dry before further post-curing
Place the rinsed parts in a well-ventilated area for at least 30 minutes, or use pressurized air for at least 2 minutes
Cure your object in a high power curing chamber for approximately 20-30 minutes at 65° C
The preferred curing wavelength is between 300-410nm
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Always wear Respiratory Protection when sanding/cutting the resin object.
Always use nitrile gloves when handling resins and uncured resin objects.
Product export information
HS Code: 2916140090
Description: Resin for 3D Printing
Country of origin: the Netherlands
Utilização:
Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
Não beba e mantenha-se fora do alcance das crianças.
Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Embalagem compacta e segura:
Garrafa de alumínio espessada completamente protegida da luz. Garrafa à prova de fugas completamente embrulhada com um saco de plástico bolha.
Engineering Series Tough Resina Impressão 3D SLA LCD DLP UV (385 - 420nm) - Tipo de Produto
500ml - Quantidade Transparente - Cor
A FormFuturafoi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Formfutura Dental LCD Model Resin is a high-precision photopolymer resin designed for accurate modelling of dental models, aligner models, gums, teeth, crown and bridge models with removable dies. Dental LCD Model is specifically engineered to work with all open source LCD and DLP 3D printers in the range of 385 - 420nm.
Dental LCD Model resin has a surface finish and color similar to gypsum, which perfectly accentuates depth and detail in the dental model. Formfutura Dental LCD Model resin is meant for modelling purposes only and not for intraoral use.
Key features
High-resolution 3D printing with fine detail
Almost Odorless processing
Excellent dimensional accuracy and low shrinkage
Gypsum-like texture and color
Temperature resistant for dental aligner production
Compatible with all open source LCD and DLP 3D printers in the range of 385 - 420nm
Applications
Models of dentures
Implant models
Crown and bridge models
Models of gums
Orthodontic models
Resin properties (uncured liquid)
Viscosity: 700 cps at 25°C
Density: 1.18 g/cm2
Mechanical properties
Test method on post cured objects through 30 minutes high power LED curing.
Properties
Typical Value
Test Method
Glass transition temperature (Tg)
61°C
ASTM D7028
Water absorption
0.4%
ASTM D570-98
Impact strength (IZOD notched)
17 J/m
ASTM D256A
Tensile strength
46 MPa
ASTM D638M
Tensile Modulus
1100 MPa
ASTM D638M
Elongation at break
8%
ASTM D638M
Flexural Strength
68 MPa
ASTM D790M
Flexural Modulus
1900 MPa
ASTM D2240
Shore D Hardness
83
ASTM D2240
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Preparation(s) before starting to print
Shake the bottle for at least 2 minutes before each use.
After shaking the bottle, leave the resin to rest for 10 minutes to let air bubbles get out of the resin
The resin can be poured back from the vat into the bottle once your print is finished
Always use protective measurements like safety glasses and nitrile gloves when handling resins.
General printing guidelines
Burn-in layers: 2x 170 sec
Base layer curing times at 50 microns: ±14 - 17 sec
Post-processing
We do advise you to post-process your 3D print in order to achieve the material properties
Rinse your 3D printed object in IPA or (Bio)Ethanol for approximately 5 minutes
An ultrasonic cleaner is preferred/recommended
Make sure that IPA and/or (Bio)Ethanol rinsed objects are perfectly dry before further post-curing
Place the rinsed parts in a well-ventilated area for at least 30 minutes, or use pressurized air for at least 2 minutes
Cure your object in a high power curing chamber for approximately 20-30 minutes at 65° C
The preferred curing wavelength is between 300-410nm
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Always wear Respiratory Protection when sanding/cutting the resin object.
Always use nitrile gloves when handling resins and uncured resin objects.
Utilização:
Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
Não beba e mantenha-se fora do alcance das crianças.
Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Embalagem compacta e segura:
Garrafa de alumínio espessada completamente protegida da luz. Garrafa à prova de fugas completamente embrulhada com um saco de plástico bolha.
Dental LCD Series LCD UV (385 - 420nm) Model - Tipo de Produto
500ml - Quantidade Gypsum Peach - Cor
A FormFuturafoi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Formfutura Dental LCD Model Resin is a high-precision photopolymer resin designed for accurate modelling of dental models, aligner models, gums, teeth, crown and bridge models with removable dies. Dental LCD Model is specifically engineered to work with all open source LCD and DLP 3D printers in the range of 385 - 420nm.
Dental LCD Model resin has a surface finish and color similar to gypsum, which perfectly accentuates depth and detail in the dental model. Formfutura Dental LCD Model resin is meant for modelling purposes only and not for intraoral use.
Key features
High-resolution 3D printing with fine detail
Almost Odorless processing
Excellent dimensional accuracy and low shrinkage
Gypsum-like texture and color
Temperature resistant for dental aligner production
Compatible with all open source LCD and DLP 3D printers in the range of 385 - 420nm
Applications
Models of dentures
Implant models
Crown and bridge models
Models of gums
Orthodontic models
Resin properties (uncured liquid)
Viscosity: 700 cps at 25°C
Density: 1.18 g/cm2
Mechanical properties
Test method on post cured objects through 30 minutes high power LED curing.
Properties
Typical Value
Test Method
Glass transition temperature (Tg)
61°C
ASTM D7028
Water absorption
0.4%
ASTM D570-98
Impact strength (IZOD notched)
17 J/m
ASTM D256A
Tensile strength
46 MPa
ASTM D638M
Tensile Modulus
1100 MPa
ASTM D638M
Elongation at break
8%
ASTM D638M
Flexural Strength
68 MPa
ASTM D790M
Flexural Modulus
1900 MPa
ASTM D2240
Shore D Hardness
83
ASTM D2240
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Preparation(s) before starting to print
Shake the bottle for at least 2 minutes before each use.
After shaking the bottle, leave the resin to rest for 10 minutes to let air bubbles get out of the resin
The resin can be poured back from the vat into the bottle once your print is finished
Always use protective measurements like safety glasses and nitrile gloves when handling resins.
General printing guidelines
Burn-in layers: 2x 170 sec
Base layer curing times at 50 microns: ±14 - 17 sec
Post-processing
We do advise you to post-process your 3D print in order to achieve the material properties
Rinse your 3D printed object in IPA or (Bio)Ethanol for approximately 5 minutes
An ultrasonic cleaner is preferred/recommended
Make sure that IPA and/or (Bio)Ethanol rinsed objects are perfectly dry before further post-curing
Place the rinsed parts in a well-ventilated area for at least 30 minutes, or use pressurized air for at least 2 minutes
Cure your object in a high power curing chamber for approximately 20-30 minutes at 65° C
The preferred curing wavelength is between 300-410nm
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Always wear Respiratory Protection when sanding/cutting the resin object.
Always use nitrile gloves when handling resins and uncured resin objects.
Utilização:
Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
Não beba e mantenha-se fora do alcance das crianças.
Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Embalagem compacta e segura:
Garrafa de alumínio espessada completamente protegida da luz. Garrafa à prova de fugas completamente embrulhada com um saco de plástico bolha.
Dental LCD Series LCD UV (385 - 420nm) Gypsum White - Tipo de Produto
500ml - Quantidade Branca - Cor
Prusamenté um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
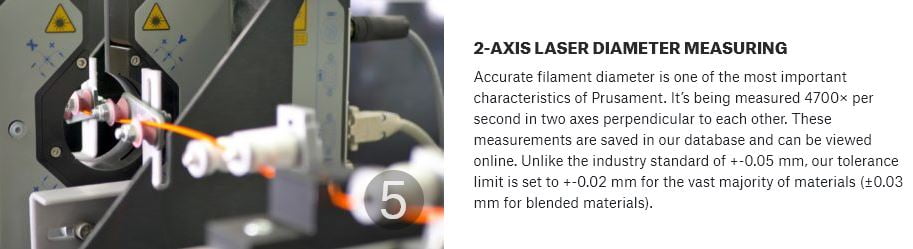
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
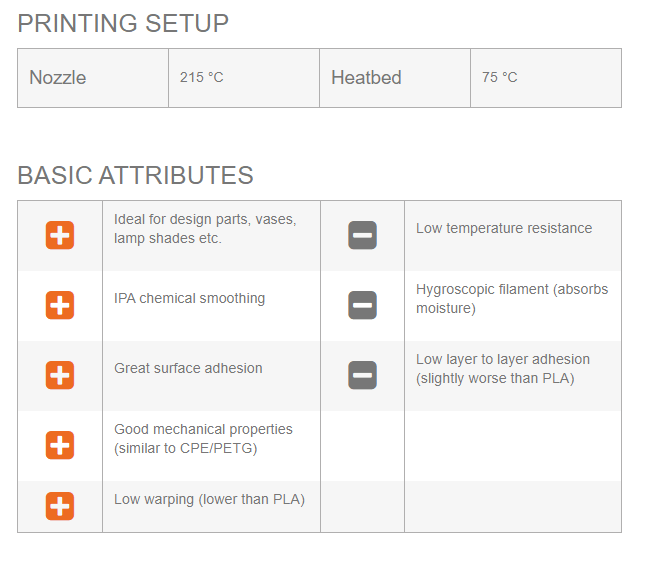
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D(FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
500g - Rolo Prusament Prusa Orange Transparent - Cor 1.75mm (+-0.02mm) - Espessura 205º a 225º - Temp. recomendada do Hotend 70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Fácil - Facilidade de Impressão
How It´s Made:
Prusamenté um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D(FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
500g - Rolo Prusament Dark Blue Transparent - Cor 1.75mm (+-0.02mm) - Espessura 205º a 225º - Temp. recomendada do Hotend 70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Fácil - Facilidade de Impressão
How It´s Made:
Prusamenté um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D(FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
500g - Rolo Prusament Light Yellow Transparent - Cor 1.75mm (+-0.02mm) - Espessura 205º a 225º - Temp. recomendada do Hotend 70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Fácil - Facilidade de Impressão
How It´s Made:
Prusamenté um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D(FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
500g - Rolo Prusament Bright Green Transparent - Cor 1.75mm (+-0.02mm) - Espessura 205º a 225º - Temp. recomendada do Hotend 70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Fácil - Facilidade de Impressão
How It´s Made:
Prusamenté um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D(FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Estação de alisamento (Polymaker Polysher)
Uma estação de alisamento automático é uma forma mais segura e rápida de conseguir uma superfície lisa e brilhante nas suas impressões. Basta colocar o modelo no interior durante 35-40 minutos e depois deixá-lo secar durante duas horas. A principal desvantagem é o preço elevado de tais estações.
15-30 minutos de lavagem em banho álcool isopropílico (IPA)
A imersão de um objecto de PVB impresso em 3D no álcool isopropílico (IPA) pode conduzir a uma superfície perfeitamente lisa. No entanto, este método tem várias desvantagens que deve ter em consideração: A impressão geralmente flutua (depende do seu infill e de outros factores) e a superfície torna-se algo macia e "viscosa". Isto significa que é difícil remover o modelo do banho sem perturbar a superfície lisa. Além disso, demora muito tempo até que o modelo seque completamente. A lavagem em si demora 15-30 minutos e a secagem demora normalmente vários dias.
Lavagem no álcool isopropílico (IPA) por curtos períodos de tempo
Um bom acabamento superficial também pode ser conseguido com tempos de lavagem consecutivos mais curtos. As desvantagens são semelhantes às da exposição mais longa, contudo, ao mergulhar o modelo no álcool isopropílico (IPA) por um curto período de tempo, este derrete apenas na superfície, enquanto que no seu interior permanece sólido. Basta mergulhar o modelo num banho álcool isopropílico (IPA) durante 30 segundos, retirá-lo e deixá-lo secar durante pelo menos 15 minutos. Repita este processo cinco ou mais vezes para obter resultados de boa aparência.
Alisamento em vapores álcool isopropílico (IPA)
Mostramos-lhe este método no nosso artigo mais antigo. A sua principal vantagem é o baixo consumo de álcool isopropílico (IPA) e a fácil manipulação de solventes e modelos. Mas deve ter em mente que o alisamento da superfície pode ser irregular sem uma circulação de ar adequada dentro da caixa e normalmente leva muito tempo (dezenas de minutos a poucas horas). O processo é simples: Verter uma pequena quantidade de IPA dentro da caixa de alisamento, colocar o modelo numa plataforma metálica elevada no interior e esperar. Verifique o modelo regularmente para ver se não está demasiado derretido. Manter a caixa quente e assegurar uma boa circulação de ar no interior para obter os melhores resultados possíveis.
Se não tiver nenhuma caixa adequada e precisar de alisar modelos pequenos, pode usar um método improvisado com utensílios de cozinha. Pegue num vidro cilíndrico, ponha um guardanapo embebido com álcool isopropílico (IPA) no fundo e prenda-o devidamente. A impressão de um gadget circular com filamento flexível pode ajudar. Isto servirá como tampa para a sua caixa de alisamento. O fundo consiste de uma placa cheia de água e uma plataforma (metálica) elevada no meio. Colocar o modelo na plataforma elevada e colocar o vidro sobre ela (fundo virado para cima). Deixe-o trabalhar durante 2-3 horas, no entanto, não se esqueça de o verificar regularmente.
Pulverizar o álcool isopropílico (IPA) directamente sobre a superfície
Este é basicamente o mesmo método utilizado em Polymaker Polysher. A principal vantagem é o baixo consumo do álcool isopropílico (IPA), a desvantagem vem com a aplicação de um álcool isopropílico (IPA) demasiado ou demasiado baixo que pode levar a um acabamento de superfície irregular. A aplicação e secagem do álcool isopropílico (IPA) (pelo menos 10 minutos) deve ser feita pelo menos cinco vezes.
Utilização de um pincel regular
Este é de longe o método mais simples que se pode utilizar. No entanto, apresenta três desvantagens principais: A utilização do pincel leva geralmente muito tempo, o pincel pode deixar marcas na superfície, e com a aplicação incorrecta, pode mesmo deixar cerdas no modelo. Se escolher este método, aplique o álcool isopropílico (IPA) sobre a superfície do modelo, depois deixe o modelo secar durante pelo menos 30 minutos. Repita se necessário.
Dicas e truques para uma suavização bem sucedida
Utilizar pelo menos 70% álcool isopropílico (IPA) . Solventes mais diluídos podem não funcionar o suficiente.
As impressões devem ser colocadas numa plataforma não adesiva (folha de alumínio, chapa metálica, etc.). Outros materiais podem colar-se demasiado bem à superfície (papel, por exemplo).
A secagem prolongada requer que o objecto seja rodado regularmente. Em alguns casos, o modelo pode permanecer macio durante muito tempo, aderir à superfície ou deformar-se devido a peças não ventiladas.
A secagem demasiado rápida ou demasiado lenta provoca a formação de bolhas de ar no interior da impressão. A melhor opção é secá-lo à temperatura ambiente e rodá-lo regularmente.
A exposição prolongada leva à deformação, perda de detalhes e longos tempos de secagem (uma semana ou mais).
O PVB dissolvido com álcool isopropílico (IPA) não deve entrar em contacto com água. Esperar pelo menos 3 dias antes de lavar o modelo. A água deixa marcas brancas na superfície dissolvida (suave) e, em alguns casos, pode perturbar a estrutura interna. O PVB dissolvido pode também deixar marcas brancas na superfície do recipiente de alisamento, se for lavado com água.
500g - Rolo Prusament Natural Transparent - Cor 1.75mm (+-0.02mm) - Espessura 205º a 225º - Temp. recomendada do Hotend 70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC) Fácil - Facilidade de Impressão
How It´s Made:
A nossa missão
Facilitar-te o acesso a produtos seleccionados com o rácio mais justo de qualidade/custo. Colocá-los ao teu dispor a um preço ainda melhor e tudo isto com stock em Portugal para que recebas os produtos o mais imediatamente possível
Dispomos da possibilidade de levantar gratuitamente encomendas nos Pickup 24/7. Não dispomos de loja física. Todas as compras de levantamento têm que ser previamente feitas online. Obrigado pela compreensão!