ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.




An extension of our Matte Fiber line, these rich colors are enhanced with small black flecks to create a wood-like appearance. Ranging from a beautiful soft yellow to deep, dark walnut, we’ve covered the spectrum and are excited to share their beauty with all of you!






L to R: Walnut, Chestnut, Mahogany, Honey, Daffodil, Olive
These materials are based in Matte Fiber, but with fine gold pearl and black flecks, bringing warmth, radiance, and texture with just the right tones and sheen you’d expect for a premium wood-like finish.

All example parts were printed as follows for a balance of quality, speed, and reliability:
Machine(s): Prusa MK2/3, Creality Ender 3
Nozzle: 0.4 mm standard brass w/ sock
Nozzle Temp: 205C Bed Temp: 60C Bed Type: Glass, PEI, BuildTak, or other
Bed Prep: Clean w/ water or alcohol; Magigoo for additional adhesion + easy release when cool
Outlines: 3 Top/Bot layers: 6 Infill type: Lines Infill: 25%
Overlaps: 0 Min layer time: 0 Min Speed: 0 Fill gaps: no Expansion: 0
| Layer height | Ext width | Speed | Fan | |
| 1st Layer | 0.20mm | 0.50mm | 20mm/s | 0% |
| Rest of print | 0.15mm | 0.45mm | 30mm/s | 100% |
Matte Fiber can create beautiful, rigid parts that don’t even look 3D printed. Like wood, Matte Fiber does not bend much before breaking.
Please don’t use excessive force when loading and printing.
Matte Fiber also absorbs moisture like wood, and should be printed at the lowest possible temperature to minimize stringing, over-extrusion, and jamming.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Olive Wood ( Matte Fiber ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
An extension of our Matte Fiber line, these rich colors are enhanced with small black flecks to create a wood-like appearance. Ranging from a beautiful soft yellow to deep, dark walnut, we’ve covered the spectrum and are excited to share their beauty with all of you!
L to R: Walnut, Chestnut, Mahogany, Honey, Daffodil, Olive
These materials are based in Matte Fiber, but with fine gold pearl and black flecks, bringing warmth, radiance, and texture with just the right tones and sheen you’d expect for a premium wood-like finish.
All example parts were printed as follows for a balance of quality, speed, and reliability:
Machine(s): Prusa MK2/3, Creality Ender 3
Nozzle: 0.4 mm standard brass w/ sock
Nozzle Temp: 205C Bed Temp: 60C Bed Type: Glass, PEI, BuildTak, or other
Bed Prep: Clean w/ water or alcohol; Magigoo for additional adhesion + easy release when cool
Outlines: 3 Top/Bot layers: 6 Infill type: Lines Infill: 25%
Overlaps: 0 Min layer time: 0 Min Speed: 0 Fill gaps: no Expansion: 0
| Layer height | Ext width | Speed | Fan | |
| 1st Layer | 0.20mm | 0.50mm | 20mm/s | 0% |
| Rest of print | 0.15mm | 0.45mm | 30mm/s | 100% |
Matte Fiber can create beautiful, rigid parts that don’t even look 3D printed. Like wood, Matte Fiber does not bend much before breaking.
Please don’t use excessive force when loading and printing.
Matte Fiber also absorbs moisture like wood, and should be printed at the lowest possible temperature to minimize stringing, over-extrusion, and jamming.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Olive Wood ( Matte Fiber ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
A rich green reminiscent of turf.
Green Matte Fiber HTPLA uses plant fibers to create texture and sheen reminiscent of your favorite gaming table.
Great for architectural prints with no special hardware required!


A great alternative to Carbon or Glass Fibers, Black Matte Fiber HTPLA uses plant fibers great looks in both artistic and technical parts with no special hardware required!
Printed parts have a low luster, textured surface which creates a highly desirable contrast between light and shadow. Texture, color, and sheen can be somewhat manipulated by printer settings as well as post-processing. Printed parts can also be smoothed or weathered with paint for alternate aesthetics. The plant-based fibers lend well to adhesion of paint and other aesthetic coatings.
Based on Proto-pasta HTPLA, this Matte Fiber version can be heat treated to retain more stiffness to higher temperatures. Dimensional stability is improved compared to HTPLA without fibers. The plant-based fibers improve adhesion of glues and coatings. Performance is similar to Carbon Fiber HTPLA but processing of Matte Fiber does NOT require a wear resistant nozzle.
No special hardware or nozzles are required for this plant-based composite. This material is not overly brittle, but is stiff and will break under excessive load. It prints like PLA on non-heated beds. Suggested print temperature is 190-230C, but we had good luck with a slow 1st layer at 230C on cold blue tape and 210C thereafter for a balance of strength and aesthetic.
This material does absorb moisture and dry filament is recommend for best results. When saturated with moisture, this material oozes more readily. Lowering flow and/or temperatures can minimize oozing and improve detail, though higher temperatures are recommended for best mechanical properties. With higher temperatures, ooze artifacts can be removed post build.
This material can be shaved/carved with a sharp blade for a smooth finish. Experiment with weathering or other painting techniques for a unique look. Also, expect improved bonding strength with glue compared to plastic without fiber.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Green ( Matte Fiber ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
Sabias que já podes utilizar bobines de filamento de 200g a 300g na tua impressora Bambu Lab com este adaptador especialmente desenhado para ser compatível com o sistema AMS?
Ele permite uma integração perfeita, garantindo que bobinas menores sejam usadas de forma eficiente sem comprometer a funcionalidade da impressora.
Faz o download agora e começa a imprimir com mais flexibilidade!
Link para download: Adaptador de Bobine - MakerWorld

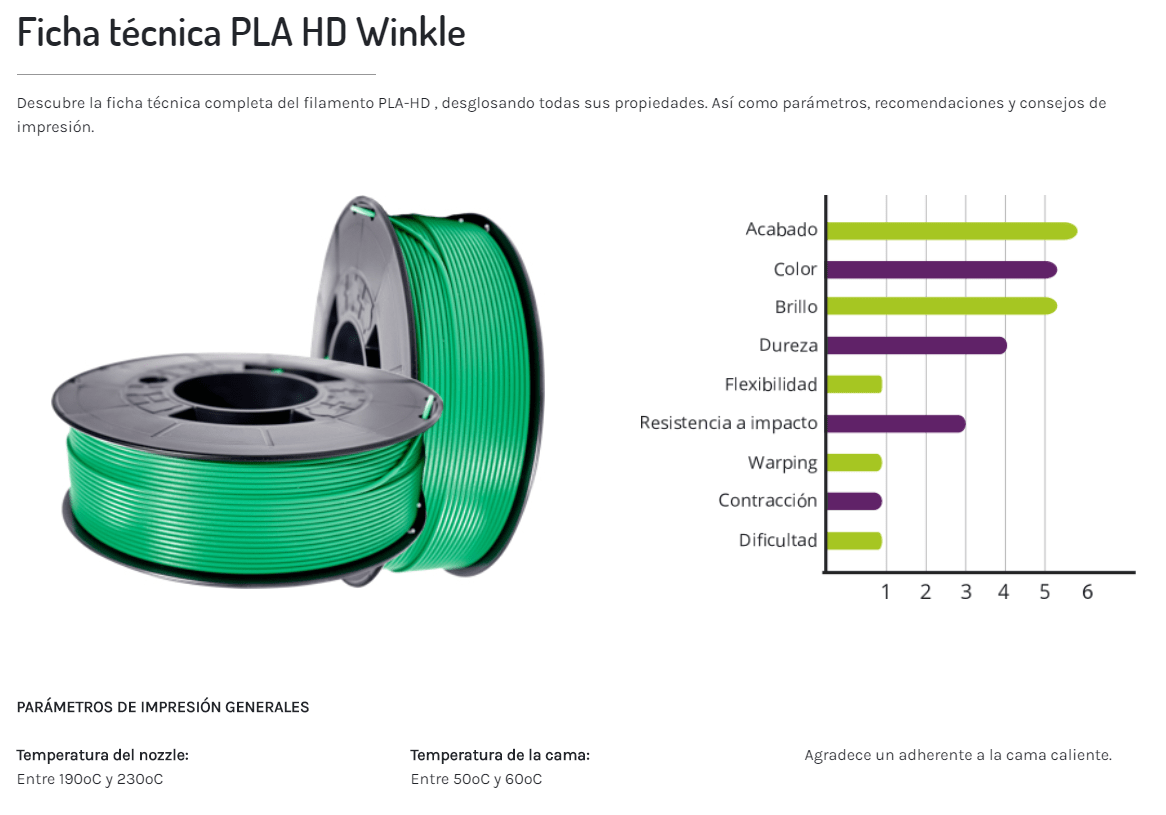
O nosso filamento PLA HD (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PLA é um plástico biodegradável obtido a partir de recursos naturais do amido extraído do milho, beterraba e trigo.
O PLA HD é feito a partir de uma matéria-prima e de um processo que não só atinge as mesmas propriedades do PLA850, como também o supera em alguns aspectos.
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em todos os enrolamentos, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas, químicas e estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PLA HD um material perfeito e acessível para os seus projectos.

O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
300g- Rolo
PLA HD VERDE FLUOR - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
Sabias que já podes utilizar bobines de filamento de 200g a 300g na tua impressora Bambu Lab com este adaptador especialmente desenhado para ser compatível com o sistema AMS?
Ele permite uma integração perfeita, garantindo que bobinas menores sejam usadas de forma eficiente sem comprometer a funcionalidade da impressora.
Faz o download agora e começa a imprimir com mais flexibilidade!
Link para download: Adaptador de Bobine - MakerWorld
O PLA HD-LD (Light in the Dark) oferece todas as características do PLA HD (bom acabamento e facilidade de impressão), incorporando a capacidade de absorver a luz e de a emitir mais tarde, fazendo-a brilhar no escuro.
O nosso filamento PLA HD (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PLA é um plástico biodegradável obtido a partir de recursos naturais do amido extraído do milho, beterraba e trigo.
O PLA HD é feito a partir de uma matéria-prima e de um processo que não só atinge as mesmas propriedades do PLA850, como também o supera em alguns aspectos.
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em todos os enrolamentos, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas, químicas e estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PLA HD um material perfeito e acessível para os seus projectos.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
300g- Rolo
PLA HD LD VERDE FOSFORESCENTE - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
O nosso filamento PLA HD (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PLA é um plástico biodegradável obtido a partir de recursos naturais do amido extraído do milho, beterraba e trigo.
O PLA HD é feito a partir de uma matéria-prima e de um processo que não só atinge as mesmas propriedades do PLA850, como também o supera em alguns aspectos.
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em todos os enrolamentos, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas, químicas e estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PLA HD um material perfeito e acessível para os seus projectos.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
1kg- Rolo
PLA HD VERDE FLUOR - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
O PLA HD-LD (Light in the Dark) oferece todas as características do PLA HD (bom acabamento e facilidade de impressão), incorporando a capacidade de absorver a luz e de a emitir mais tarde, fazendo-a brilhar no escuro.
O nosso filamento PLA HD (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PLA é um plástico biodegradável obtido a partir de recursos naturais do amido extraído do milho, beterraba e trigo.
O PLA HD é feito a partir de uma matéria-prima e de um processo que não só atinge as mesmas propriedades do PLA850, como também o supera em alguns aspectos.
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em todos os enrolamentos, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas, químicas e estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PLA HD um material perfeito e acessível para os seus projectos.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
1kg- Rolo
PLA HD LD VERDE FOSFORESCENTE - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
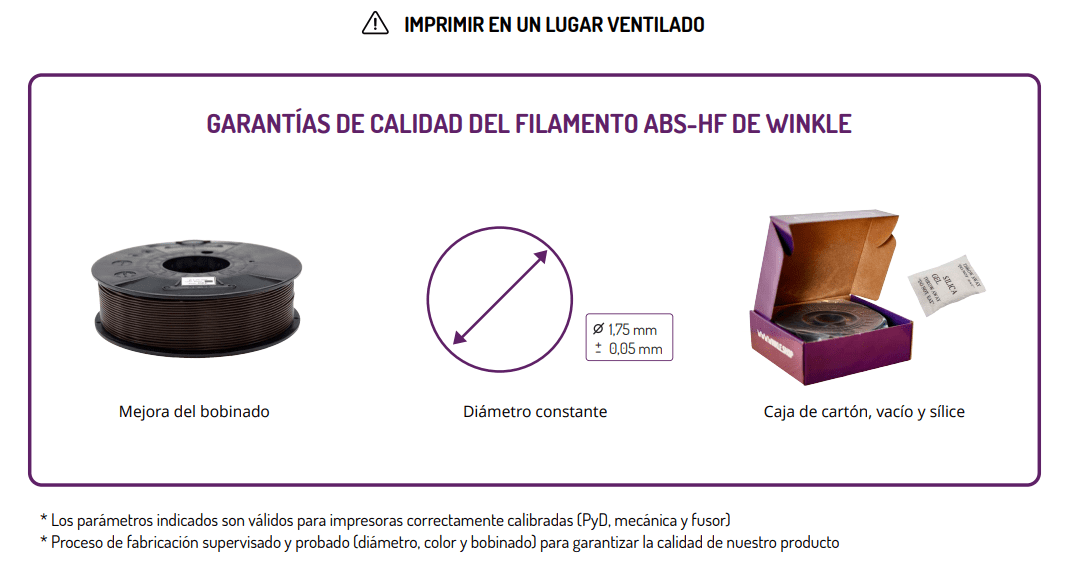
EASY ABS é um filamento fácil de usar que oferece a possibilidade de imprimir utilizando impressoras de câmara aberta e também lhe permite obter impressões transparentes, mas duráveis.
O ABS é um verdadeiro especialista em durabilidade.
As impressões feitas com este filamento são caracterizadas pela sua dureza e alta resistência ao impacto. Resistentes a altas temperaturas e abrasão.
Estas características ampliam as possibilidades de aplicação do ABS .
As vantagens do ABS certamente serão apreciadas por designers e engenheiros.
As impressões podem ser usadas para criar protótipos para novos produtos ou até para as suas versões finais.
O ABS também pode ser usado na produção, especialmente na prototipagem de elementos mais rígidos.
O ABS tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
O ABS é um material que liberta gases e cheiros prejudiciais à saúde durante o processo de impressão 3D.
Deve de ser impresso em lugares arejados com com sistema de extracção.
Aplicações:
Protótipos: elementos de ligação, elementos que requerem resistência a altas temperaturas
Ferramentas ou elementos: engrenagens, racks, elementos que exigem alta durabilidade
Gadgets ou partes: capas de telefones, suportes, porta-chaves
Brinquedos ou partes: blocos, robôs ou suas partes, peças para automóveis
Peças para casa: cabides, vasos de flores, vasos
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
Easy ABS Light Green Transparent - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
235º a 255º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
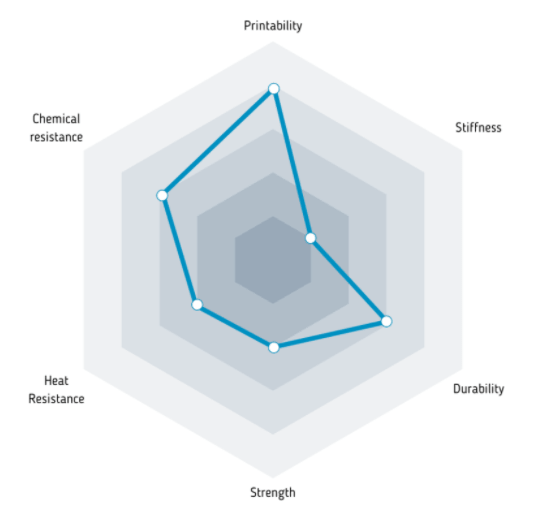
ASA , ou acrilato de estireno é um termoplástico que combina resistência mecânica, resistência UV e resistência à água.
Possui também alta estabilidade dimensional e excelente resistência química, tornando-a ideal para prototipagem, aplicações ao ar livre e indústria automóvel.
Forte resistência UV.
Adequada para uso exterior, aplicações de alto desgaste e resistência ao impacto.
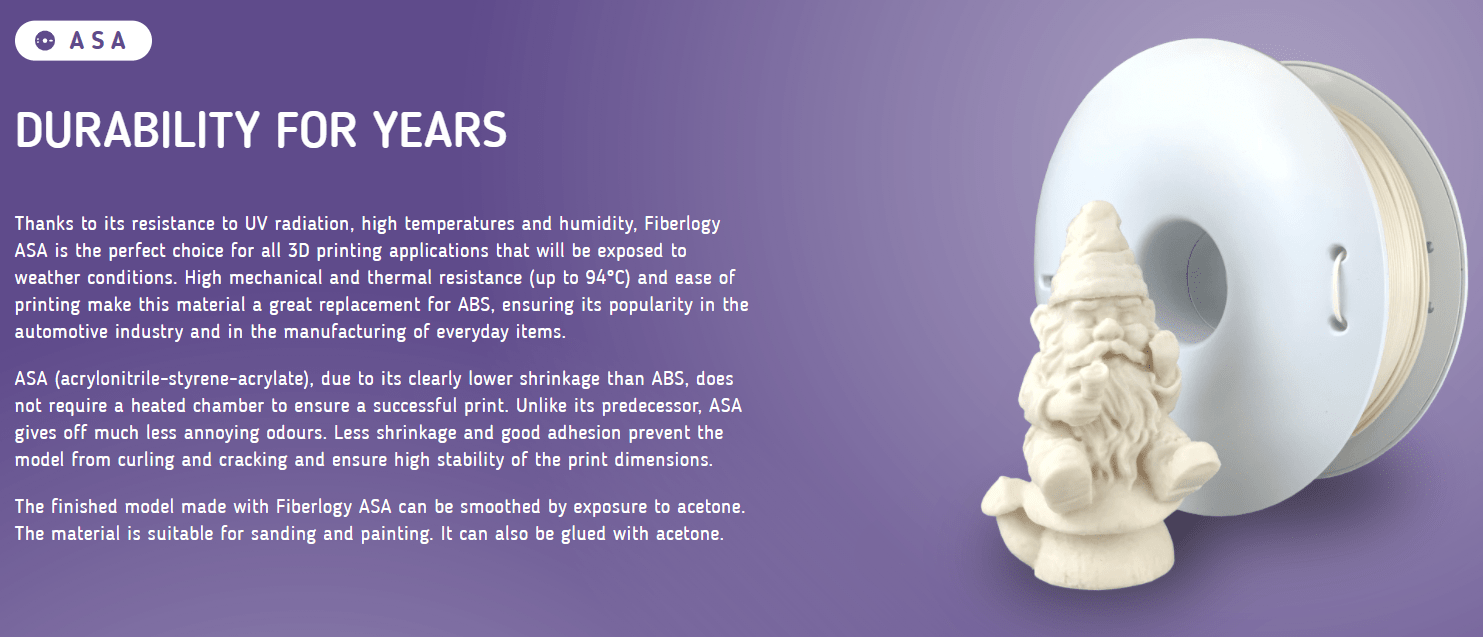
Graças à sua resistência à radiação UV, altas temperaturas e humidade, o ASA é a escolha perfeita para todas as aplicações de impressão 3D que serão expostas às condições climáticas.
A alta resistência mecânica e térmica (até 94 ° C) e a facilidade de impressão fazem deste material um ótimo substituto do ABS, garantindo sua popularidade na indústria automotiva e na produção de itens do quotidiano.
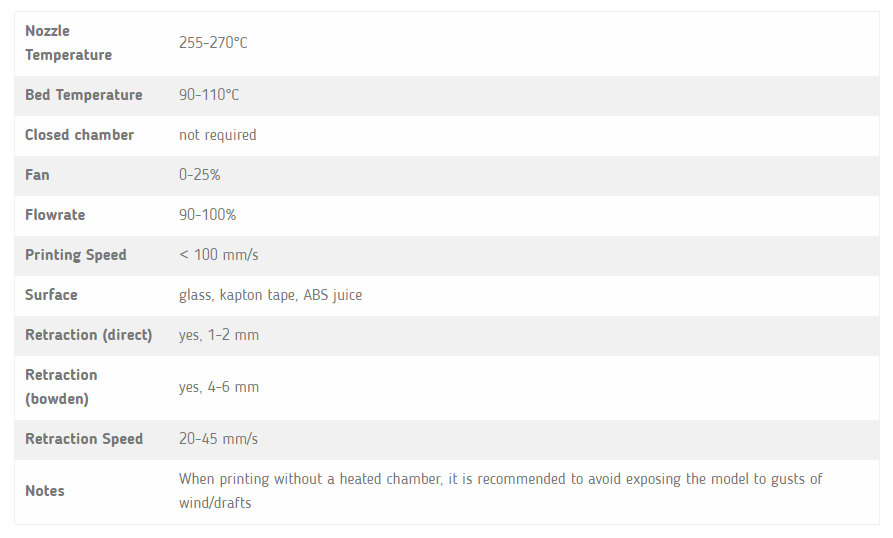
O ASA (acrilonitrila-estireno-acrilato), devido à sua contração claramente mais baixa que o ABS, não requer uma câmara aquecida para garantir uma impressão bem-sucedida.
Ao contrário do seu antecessor, o ASA exala muito menos odores irritantes. Menos encolhimento e boa aderência evitando que o modelo se enrole e rache e garantem alta estabilidade das dimensões da impressão.
O modelo acabado fabricado com Fiberlogy ASA pode ser suavizado com uma breve exposição à acetona.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
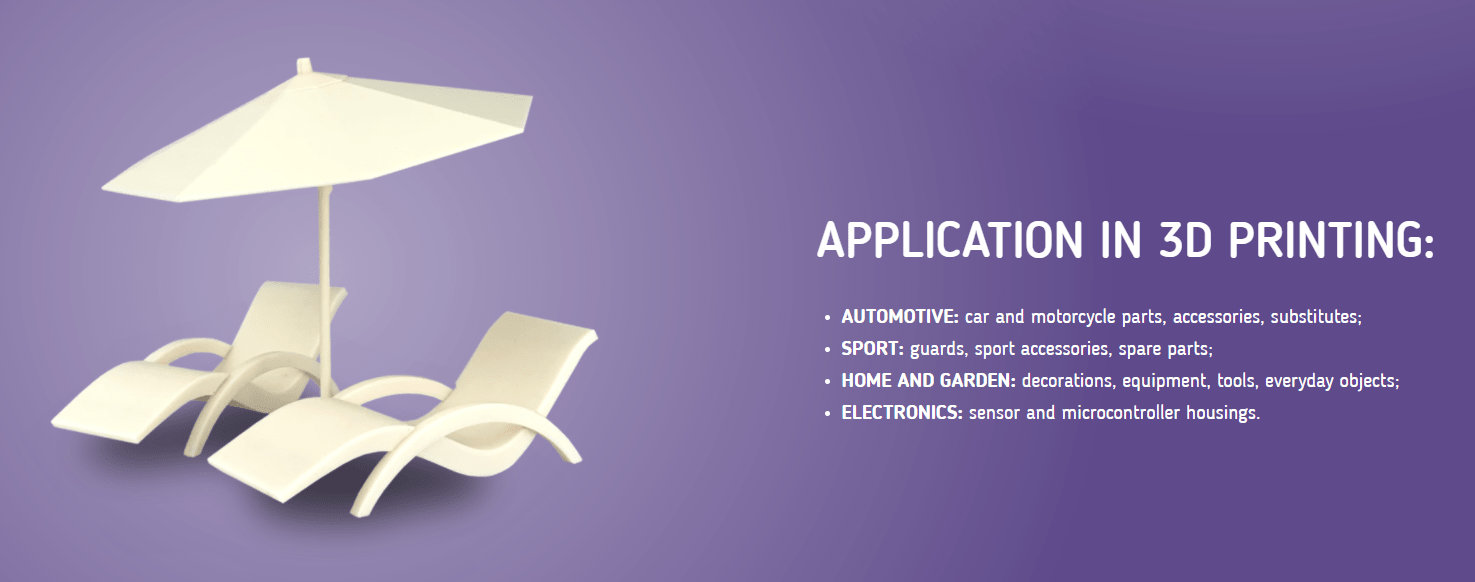
Aplicações:
Automotiva: peças para carros e motas, acessórios, substituições
Desporto: guardas, acessórios e suportes, peças suplentes
Casa e Jardim: decorações, equipamentos, ferramentas, utensílios do dia-a-dia
Electónica: housings para sensores e micro-controladores
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
ASA Light Green - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
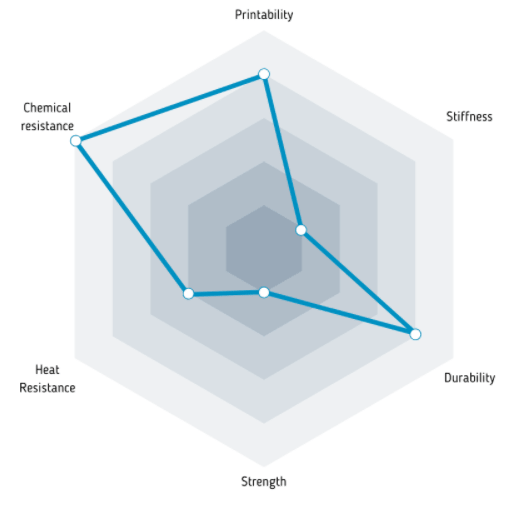
O filamento PP de fibra de vidro cria a possibilidade de impressão 3D com o segundo polímero mais utilizado no mundo - Polipropileno.
Devido à sua elevada resistência aos danos e à notável flexibilidade, bem como à resistência a substâncias químicas (ácidos, bases, água), encontrou muitas aplicações em vários domínios da indústria e no uso quotidiano.
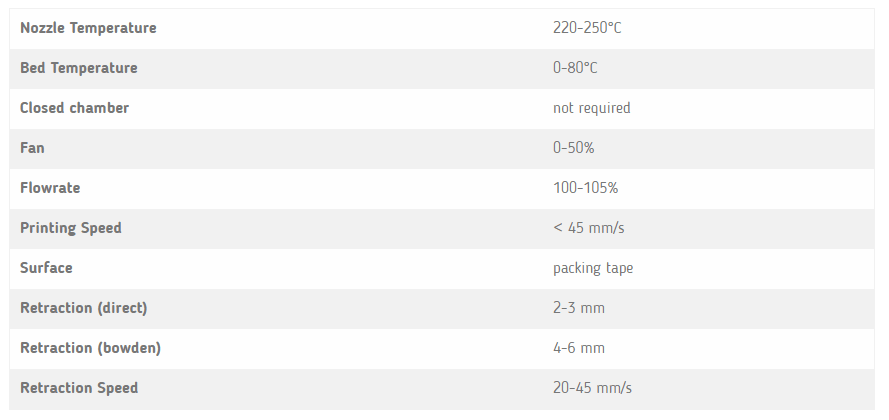
O PP pode ser impressa com quase qualquer impressora 3D sem a necessidade de uma câmara fechada.
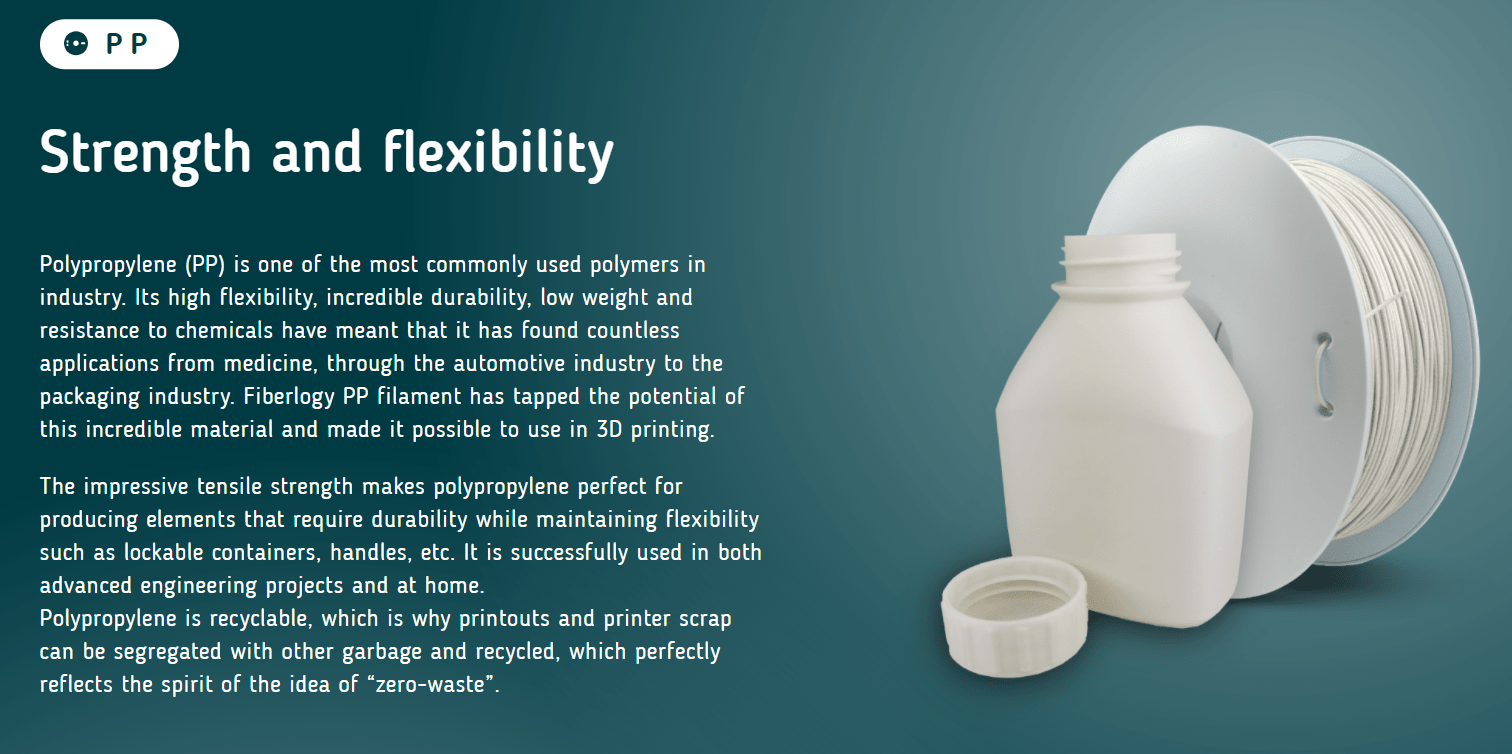
O polipropileno (PP) é um dos polímeros mais utilizados na indústria. A sua elevada flexibilidade, durabilidade incrível, baixo peso e resistência aos produtos químicos fizeram com que encontrasse inúmeras aplicações da medicina, passando pela indústria automóvel para a indústria de embalagens. O filamento PP de fibra de vidro aproveitou o potencial deste material incrível e tornou possível a utilização na impressão 3D.
A impressionante resistência à tração torna o polipropileno perfeito para produzir elementos que requerem durabilidade, mantendo a flexibilidade, tais como recipientes bloqueáveis, pegas, etc.
É utilizado com sucesso em projetos de engenharia avançada e em casa.
O polipropileno é reciclável, razão pela qual as impressões e a sucata da impressora podem ser segregadas com outros lixos e reciclados, o que reflete perfeitamente o espírito da ideia de "desperdício zero".
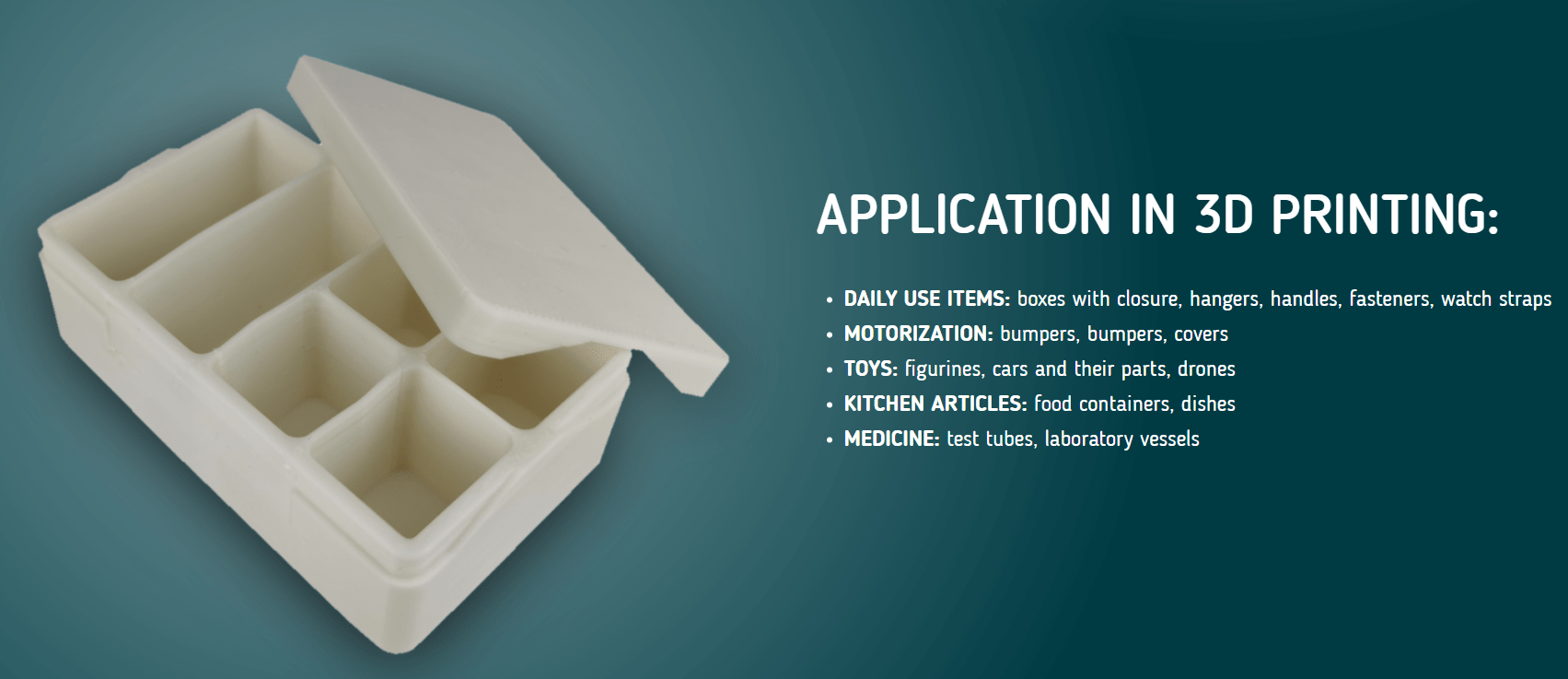
APLICAÇÃO EM IMPRESSÃO 3D:
ARTIGOS DE USO DIÁRIO: caixas com fecho, cabides, pegas, fixadores, correias de relógio
MOTORIZAÇÃO: para-choques, para-choques, capas
BRINQUEDOS: estatuetas, carros e suas partes, drones
ARTIGOS DE COZINHA: recipientes de alimentos, pratos
MEDICINA: tubos de ensaio, vasos laboratoriais
Propriedades:
não tóxico e inodoro
alta resistência aos produtos químicos
resistência a danos mecânicos
adesão muito boa entre as camadas de impressão
adequado para o contacto com os alimentos
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PP.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
PP Light Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
220º a 250º - Temp. recomendada do Hotend
0º a 80º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PP)
Difícil - Facilidade de Impressão