Não folhegue sem Fantasia da Floresta!
HTPLA Forest Fantasy Green Multicolor, um filamento variegado único inspirado nas nossas encantadoras florestas
Verde translúcido de azul para amarelo com um toque de brilho prateado
Um filamento de Endless Pastabilities em celebração do Dia da Terra 2021
Os resultados irão variar, uma vez que cada transição de cor e bobina é única

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.




Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Forest Fantasy Green Multicolor HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
Filamento PETG AzureFilm fabricado na EU. é um material para impressão 3D, sendo um filamento bastante durável e resistente.
As suas propriedades permitem a impressão de elementos precisos e de formas complexas, sendo que o PETG pode ser utilizado para criar protótipos funcionais, gadgets, brinquedos, objectos técnicos, industriais e decorativos.
A facilidade de impressão deve satisfazer os hobbys e os utilizadores profissionais mais avançados.
O PETG AzureFilm é especialmente concebido para facilitar a sua utilização para todos os principiantes e principiantes.
O filamento PETG AzureFilm é compatível com quase todas as impressoras 3D, incluindo impressoras RepRap e MakerBot, Ultimaker, Bits from Bytes, Airwolf3D, Makergear, Printrbot, Bukobot, Creality, Type A Machines e muitas mais.
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
Se desejar obter acabamentos superficiais extraordinários com PETG recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
om o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 80ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warpping .
50g (Amostra) - Rolo
PETG Light Green - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
220º a 230º - Temp. recomendada do Hotend
80º a 90º - Temp. recomendada da Heated bed (80ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
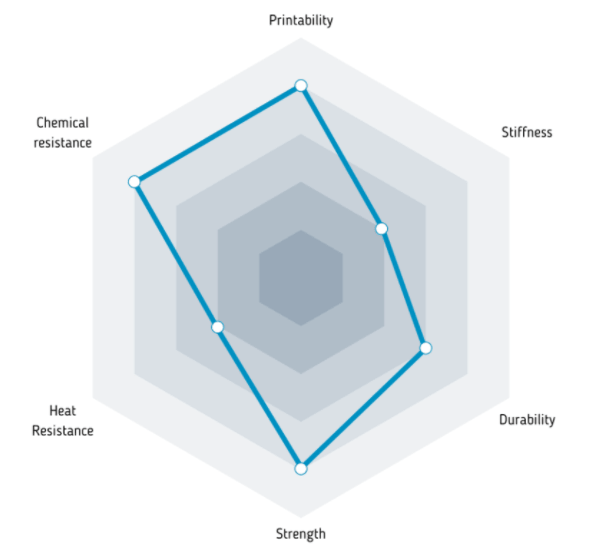
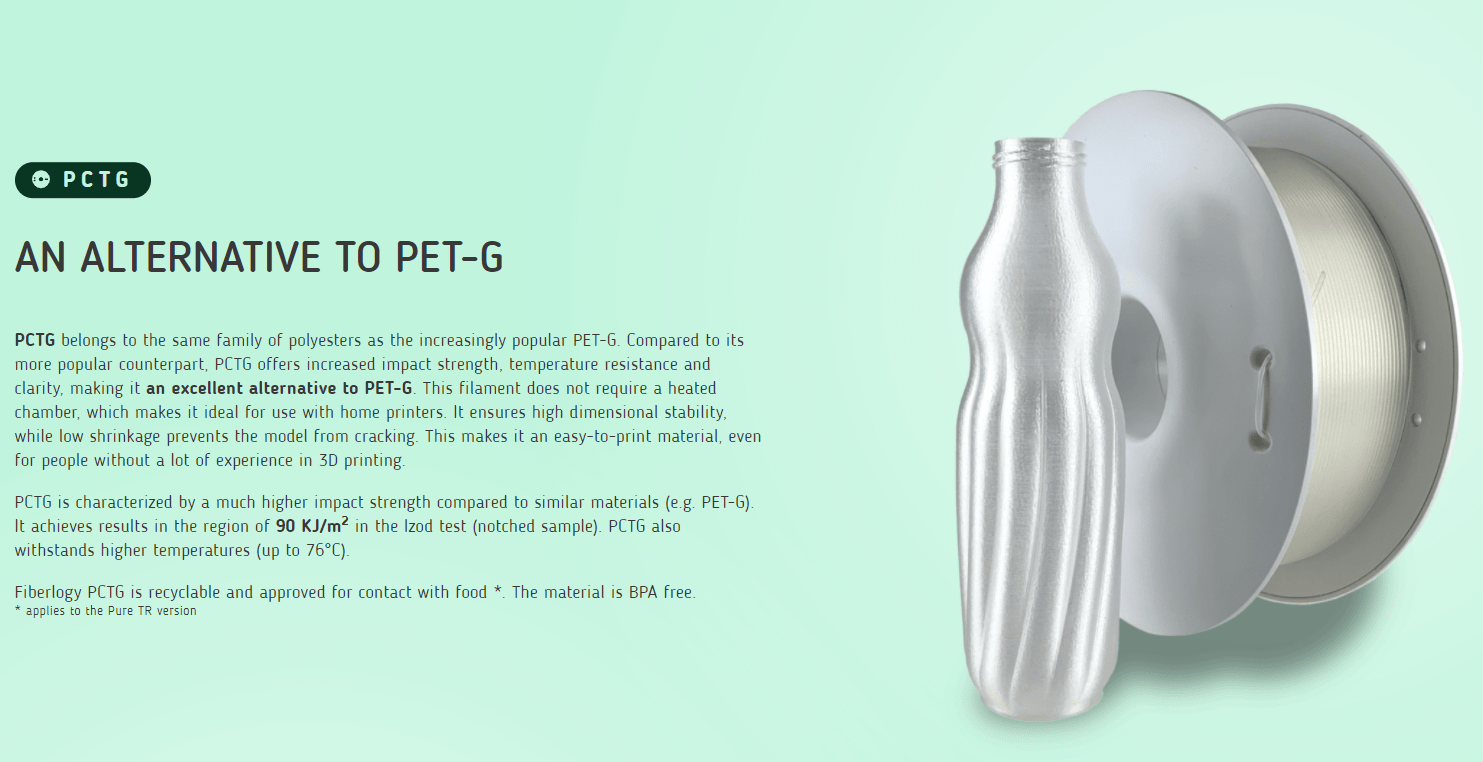
O PCTG FIberlogy é uma excelente alternativa para pessoas que procuram um filamento com propriedades PETG, mas com maior força de impacto. Pertencente à mesma família de poliésteres como o PETG, o PCTG caracteriza-se pela força e facilidade de impressão semelhantes à sua congénere mais popular, no entanto, graças à sua maior resistência ao impacto, pode ser usado com sucesso onde o PETG comum não poderia fazer.
Uma característica típica do PCTG é a sua elevada transparência na versão transparente e resistência a temperaturas até 76°C.
Este filamento na versão Pure TR pode ser utilizado para a produção de produtos aprovados para o contacto com os alimentos.

"PCTG contém todas as qualidades que desfrutamos do PETG, ao mesmo tempo que nos proporciona várias vantagens distintas".
PETG é um dos filamentos mais populares enter a comunidade de impressão 3D, material ideal para quem precisa de algo acima do PLA standard. Apesar do recente PCTG ser menos conhecido, as suas características são universalmente superiores. O PCTG oferece maior resistência, força de impacto e transparência, tornando-o um excelente substituto para o PETG.
PETG, que significa politereftalato-glicol de polietileno, é um filamento durável e fácil de usar que é frequentemente usado para imprimir coisas como aparelhos médicos, garrafas, sinalização e outros produtos plásticos duráveis. O modificador de glicol adicionado ao tereftalato de polietileno ajuda a aumentar a durabilidade e a capacidade de impressão do filamento.
Como pode ser certificado pela FDA e é resistente aos químicos, o PETG pode ser utilizado para imprimir tudo, desde dispositivos médicos a garrafas de água, sem levantar qualquer motivo de preocupação quanto à segurança. A sua rigidez torna-o um bom material para qualquer impressão 3D que possa ser utilizado quando as peças precisam de manter a sua forma sob pressão. As aplicações comuns são em electrónica ou robótica. A estrutura molecular do PETG também permite que seja facilmente reciclado, o que o torna também renovável.
PCTG: Mais forte, mais resistente, e mais Transparente.
A família do poliéster tereftalato também inclui um co-poliéster menos conhecido mas também um co-poliéster modificado com glicol, PCTG. O PCTG é semelhante ao PETG na aplicação e estrutura molecular. Contudo, o PCTG tem maior resistência química, uma maior gama de temperaturas de impressão, e maior durabilidade. Estas qualidades tornam o PCTG mais fácil de trabalhar, proporcionando ao mesmo tempo a mesma segurança e reciclabilidade que o PETG.
Do ponto de vista estético, o PCTG oferece um acabamento mate ou brilhante, dependendo da temperatura de impressão. O que torna o PCTG único é a sua resistência superior ao impacto. Isto significa que pode resistir a impactos muito mais elevados do que filamentos semelhantes, mantendo a mesma resistência à tracção e resistência ao calor.
Embora o PETG continue a ser popular entre a comunidade de impressão 3D, considere experimentar imprimir usando PCTG.
PCTG é um excelente material para os produtores que procuram um filamento resistente, fácil de imprimir e acessível.
-Alta resistência ao impacto (até 20 vezes superior ao PET-G)
-Alta resistência química
-Alta transparência óptica
-Fácil de imprimir - estabilidade dimensional e baixo encolhimento
-Adequado para contacto com alimentos - BPA free
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
PCTG Light Green Transparent - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
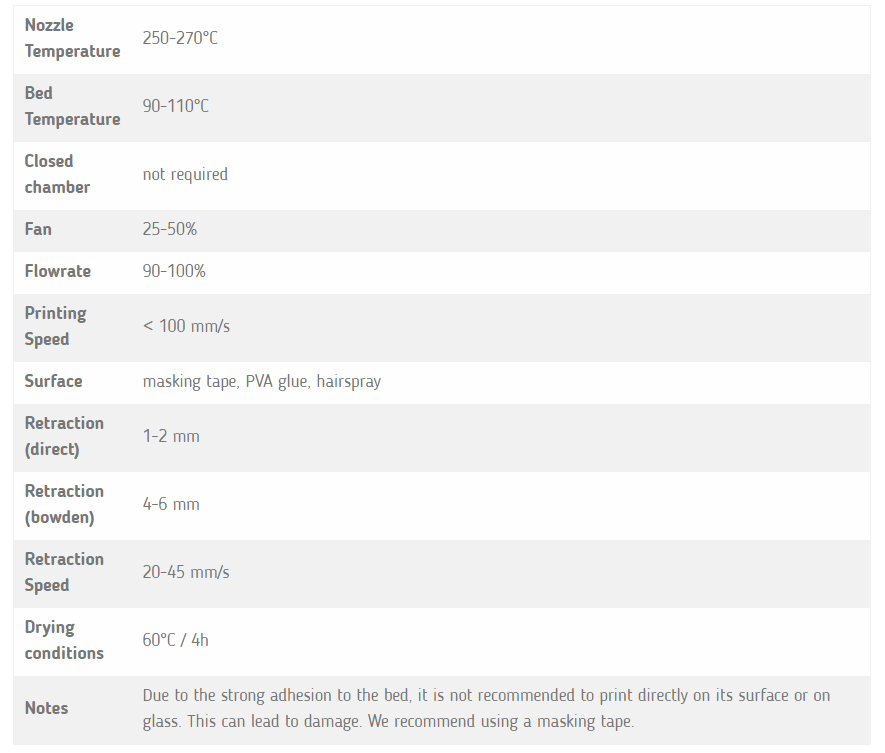
250º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão

![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.


Unique features
Applications
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Experience level: Beginner |
| Print temp: ± 215 - 245° C * | Fan speed: 50-100% |
Buildplate adhesion: EasyFix Nr. I |
| Heat bed: ± 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different types of printers, hot-ends, and printer offset that it is extremely difficult to give an overall one-size-fits-all setting.
*) If you use a vanadium steel / hardened steel and/or tungsten carbide nozzle then please raise the printing temperature up to 240 - 245° C to maintain the high gloss. If you still have trouble losing the shine, you can drop the part cooling fan to 50% or lower. For brass and copper nozzles you can print at215 - 225° C. Please do feel free to experiment with these settings.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.8m | ± 251m | ± 771m | ± 1509m | ± 2682m |
| Ø 2.85mm | ± 6.3m | ± 95m | ± 291m | ± 569m | ± 1011m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant with the below-listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above-described products.



Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
250g - Rolo
PLA Silk High Gloss Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 245º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
Applications
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Experience level: Beginner |
| Print temp: ± 215 - 245° C * | Fan speed: 50-100% |
Buildplate adhesion: EasyFix Nr. I |
| Heat bed: ± 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different types of printers, hot-ends, and printer offset that it is extremely difficult to give an overall one-size-fits-all setting.
*) If you use a vanadium steel / hardened steel and/or tungsten carbide nozzle then please raise the printing temperature up to 240 - 245° C to maintain the high gloss. If you still have trouble losing the shine, you can drop the part cooling fan to 50% or lower. For brass and copper nozzles you can print at215 - 225° C. Please do feel free to experiment with these settings.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.8m | ± 251m | ± 771m | ± 1509m | ± 2682m |
| Ø 2.85mm | ± 6.3m | ± 95m | ± 291m | ± 569m | ± 1011m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant with the below-listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above-described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA Silk High Gloss Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 245º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 100% |
| Print temp: ± 200 - 230° C | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 0 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 1 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.8m | ± 335m | ± 771m | ± 1509m | ± 2682m |
| Ø 2.85mm | ± 6.3m | ± 126m | ± 291m | ± 569m | ± 1011m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
1kg- Rolo
PLA Premium Atomic Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

Key features

Applications
Abbrassiveness
Matt PLA is modified with fillers that can have an abrasive effect on brass nozzles. We recommend to use hardened steel nozzles when 3D printing with Matt PLA.
More than 50% recycled content
FormFutura Matt PLA filament contains more than 50% recycled post-industrial PLA content sourced from the waste streams that arise during the extrusion or our EasyFil PLA filaments. Because of its high recycled content, Matt PLA filament is not made from a virgin natural PLA compound, but from a homogeneous compound made from a wide variety of colors from collected filament extrusion waste. Homogeneous compound runs can vary slightly in color intensity. This may result in slightly lighter or darker 3D printing filament colors extruded from various homogeneous compound runs. On average two to three homogeneous compound runs are made per year.
Mat PLA Stealth White and Stealth Black will always have the same color as extrusion waste from black and white PLA filament is collected separately.
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.10mm | Experience level: Beginner |
| Print temp: ± 215 - 230° C | Fan speed: 50-100% | |
| Heat bed: ± 50 - 60° C | Enclosure needed: No |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offset that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 15.1m | ± 226m | ± 693m | ± 1356m | ± 2410m |
| Ø 2.85mm | ± 5.7m | ± 85m | ± 261m | ± 511m | ± 909m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below-listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above-described products.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA Matt Dark Green Camouflage - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
215º a 230º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 100% |
| Print temp: ± 200 - 230° C | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 50 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.8m | ± 251m | ± 771m | ± 1509m | ± 2682m |
| Ø 2.85mm | ± 6.3m | ± 95m | ± 291m | ± 569m | ± 1011m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA EasyFil Glow in the Dark - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 100% |
| Print temp: ± 200 - 230° C | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 50 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.8m | ± 251m | ± 771m | ± 1509m | ± 2682m |
| Ø 2.85mm | ± 6.3m | ± 95m | ± 291m | ± 569m | ± 1011m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA EasyFil Dark Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 110% |
| Print temp: ± 220 - 260° C | Print speed: High | Retraction: Yes ± 6mm |
| Heat bed: ± 60 - 80° C | Fan speed: 30-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
HDglass color terminology
HDglass comes in a variety of colors ranging from extremely clear to completely opaque. Please see below table with explanation about the color terminology used for our HDglass filaments.
| Transparent / Clear | Translucent colored | Slightly translucent colored | Opaque |
| Clear | See Through | Stained | Blinded |
Filament length
| ρ: 1.27 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.4m | ± 246m | ± 753m | ± 1473m | ± 2619m |
| Ø 2.85mm | ± 6.2m | ± 93m | ± 284m | ± 555m | ± 987m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
PETG HDglass Blinded Light Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
220º a 260º - Temp. recomendada do Hotend
60º a 80º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
































