
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.



🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹Maior Ω do que o PLA Condutivo
🔹Resistência à superfície 10^4-10^6 Ω
🔹Impressão fácil, baixo empeno e desgaste
🔹A partir de Novembro de 2024 Endless Exploration
🔹Fabricado nos EUA, exclusivo Protopasta
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.

Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
1kg- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
O original continua a ser o melhor! O primeiro filamento de PLA com fibra de carbono do mundo foi lançado pela ProtoPlant há quase 5 anos.
Outros tentam, mas não conseguem igualar a qualidade e a facilidade de impressão deste produto.
Disponível a um preço acessível para o dia a dia, experimenta uma bobina gigante de 3 kg para impressões em grande formato!
As bobinas de 3 kg de 1,75 mm de diâmetro contêm mais de 1 km de filamento! Que incrível, não achas?!


O Protopasta Carbon Fiber PLA é baseado no nosso PLA de alta qualidade e impressão fácil. Produzido com os melhores ingredientes secos e extrudido com todo o cuidado na nossa fábrica em Washington, utilizando sistemas de extrusão desenvolvidos por nós.
As impressões em CFPLA são mais rígidas e fáceis de processar (geralmente com as mesmas definições do PLA padrão), além de permitirem uma remoção simples de suportes. Graças à excelente adesão entre camadas e à mínima deformação, mesmo sem mesa aquecida, este é um exótico perfeito para o dia a dia e para peças precisas. As linhas das camadas praticamente desaparecem com o belo acabamento preto mate, que ainda tem um ligeiro brilho devido à fibra de carbono, tornando-o super fotogénico! 📸✨
⚠️ Atenção: Este filamento é ligeiramente mais abrasivo do que o PLA normal. Prepara-te para substituir o bico e ajustar a primeira camada após um uso prolongado ou faz um upgrade para um bico resistente ao desgaste para menos manutenção.
🔹 Disponível nos diâmetros 1.75 mm e 2.85 mm (3 mm)
🔹 Bobinas de 500g com 8" de diâmetro e 3kg com 12" de diâmetro
🔹 Compatível com a maioria das impressoras PLA-friendly: Lulzbot, Makerbot, FlashForge, Dremel, Ultimaker, Printrbot, entre outras.
⚠️ Nota: Em forma de filamento, o CFPLA é ligeiramente mais frágil do que o PLA normal, por isso requer um pouco mais de cuidado ao manusear.
A impressão é semelhante à do PLA padrão e não requer mesa aquecida. O processo pode ser menos consistente em bicos menores ou em máquinas Bowden.
🔹Para a melhor experiência, recomendamos:
🔹Bicos de 0.6 mm
🔹 Temperatura entre 210-230°C
🔹 Apesar de podermos imprimir até 240°C com bicos de 0.4 mm, o ideal é seguir as recomendações acima!
Pronto para dar um boost nas tuas impressões com um toque de fibra de carbono?
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹 Resistência de superfície: 10⁴ - 10⁶ Ω
🔹 Baixa deformação + rigidez da fibra de carbono
🔹 Recomenda-se um bico resistente ao desgaste
🚀 Disponível a partir de novembro de 2024 – Endless Exploration
🇺🇸 Produzido nos EUA, exclusivo da Protopasta!
📩 Subscreve o programa "Endless Exploration" e recebe novos materiais com novas funções a cada 2 meses!
🔔 Junta-te à nossa newsletter para novidades, suporte e descontos exclusivos!
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Se precisares de mais informações sobre manuseamento seguro e especificações do material, estamos à disposição para ajudar! 🚀
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
O nosso material exótico mais popular! Impressões feitas com Carbon Fiber PLA são visivelmente mais rígidas, oferecendo excelente resistência estrutural e adesão entre camadas, com mínima deformação. O acabamento preto mate com um leve brilho proporcionado pela fibra de carbono incorporada dá um toque premium às tuas peças.
O Protopasta Carbon Fiber PLA é produzido a partir de resina PLA NatureWorks 4043D, combinada com 15% de fibra de carbono picada (em peso).
⚠️ Nota: Este filamento é mais frágil do que o PLA normal no estado de filamento, por isso manuseia-o com cuidado para evitar quebras.
💡 Não se trata de um material "mais forte", mas sim mais rígido.
🔹 A rigidez aumentada devido à fibra de carbono proporciona maior suporte estrutural, mas reduz a flexibilidade.
🔹 Ideal para estruturas, suportes, carcaças, hélices, ferramentas – qualquer peça que não deva (ou não se queira) dobrar.
🔹 Muito apreciado por construtores de drones e entusiastas de RC!
Devido à fibra de carbono picada, este filamento pode ter dificuldades em passar por bicos menores.
✅ Bico recomendado: 0.5 mm ou maior
✅ Extrusora: Direct-drive com sistema de rolos com mola
✅ Temperatura do hotend: 195-220°C
✅ Temperatura da mesa: 50°C (se disponível, mas não é obrigatória)
✅ Densidade: 1.3 g/cm³ (1300 kg/m³)
⚠️ Alguns utilizadores imprimem este material como PLA normal (~195-210°C), enquanto outros têm melhores resultados em temperaturas mais altas (~220°C). Experimenta e vê o que funciona melhor para ti!
A fibra de carbono no filamento é processada para um tamanho ótimo:
✔️ Pequena o suficiente para não entupir o bico
✔️ Longa o suficiente para aumentar a rigidez
No entanto, esta adição torna o filamento mais abrasivo do que o PLA comum.
⚠️ Uso prolongado pode causar desgaste no bico da impressora, especialmente em bicos de latão padrão. Para maior durabilidade, considera um bico resistente ao desgaste (ex.: bicos de aço endurecido ou rubi).
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
1000g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹Maior Ω do que o PLA Condutivo
🔹Resistência à superfície 10^4-10^6 Ω
🔹Impressão fácil, baixo empeno e desgaste
🔹A partir de Novembro de 2024 Endless Exploration
🔹Fabricado nos EUA, exclusivo Protopasta
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
500g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
O original continua a ser o melhor! O primeiro filamento de PLA com fibra de carbono do mundo foi lançado pela ProtoPlant há quase 5 anos.
Outros tentam, mas não conseguem igualar a qualidade e a facilidade de impressão deste produto.
Disponível a um preço acessível para o dia a dia, experimenta uma bobina gigante de 3 kg para impressões em grande formato!
As bobinas de 3 kg de 1,75 mm de diâmetro contêm mais de 1 km de filamento! Que incrível, não achas?!
O Protopasta Carbon Fiber PLA é baseado no nosso PLA de alta qualidade e impressão fácil. Produzido com os melhores ingredientes secos e extrudido com todo o cuidado na nossa fábrica em Washington, utilizando sistemas de extrusão desenvolvidos por nós.
As impressões em CFPLA são mais rígidas e fáceis de processar (geralmente com as mesmas definições do PLA padrão), além de permitirem uma remoção simples de suportes. Graças à excelente adesão entre camadas e à mínima deformação, mesmo sem mesa aquecida, este é um exótico perfeito para o dia a dia e para peças precisas. As linhas das camadas praticamente desaparecem com o belo acabamento preto mate, que ainda tem um ligeiro brilho devido à fibra de carbono, tornando-o super fotogénico! 📸✨
⚠️ Atenção: Este filamento é ligeiramente mais abrasivo do que o PLA normal. Prepara-te para substituir o bico e ajustar a primeira camada após um uso prolongado ou faz um upgrade para um bico resistente ao desgaste para menos manutenção.
🔹 Disponível nos diâmetros 1.75 mm e 2.85 mm (3 mm)
🔹 Bobinas de 500g com 8" de diâmetro e 3kg com 12" de diâmetro
🔹 Compatível com a maioria das impressoras PLA-friendly: Lulzbot, Makerbot, FlashForge, Dremel, Ultimaker, Printrbot, entre outras.
⚠️ Nota: Em forma de filamento, o CFPLA é ligeiramente mais frágil do que o PLA normal, por isso requer um pouco mais de cuidado ao manusear.
A impressão é semelhante à do PLA padrão e não requer mesa aquecida. O processo pode ser menos consistente em bicos menores ou em máquinas Bowden.
🔹Para a melhor experiência, recomendamos:
🔹Bicos de 0.6 mm
🔹 Temperatura entre 210-230°C
🔹 Apesar de podermos imprimir até 240°C com bicos de 0.4 mm, o ideal é seguir as recomendações acima!
Pronto para dar um boost nas tuas impressões com um toque de fibra de carbono?
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹 Resistência de superfície: 10⁴ - 10⁶ Ω
🔹 Baixa deformação + rigidez da fibra de carbono
🔹 Recomenda-se um bico resistente ao desgaste
🚀 Disponível a partir de novembro de 2024 – Endless Exploration
🇺🇸 Produzido nos EUA, exclusivo da Protopasta!
📩 Subscreve o programa "Endless Exploration" e recebe novos materiais com novas funções a cada 2 meses!
🔔 Junta-te à nossa newsletter para novidades, suporte e descontos exclusivos!
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Se precisares de mais informações sobre manuseamento seguro e especificações do material, estamos à disposição para ajudar! 🚀
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
O nosso material exótico mais popular! Impressões feitas com Carbon Fiber PLA são visivelmente mais rígidas, oferecendo excelente resistência estrutural e adesão entre camadas, com mínima deformação. O acabamento preto mate com um leve brilho proporcionado pela fibra de carbono incorporada dá um toque premium às tuas peças.
O Protopasta Carbon Fiber PLA é produzido a partir de resina PLA NatureWorks 4043D, combinada com 15% de fibra de carbono picada (em peso).
⚠️ Nota: Este filamento é mais frágil do que o PLA normal no estado de filamento, por isso manuseia-o com cuidado para evitar quebras.
💡 Não se trata de um material "mais forte", mas sim mais rígido.
🔹 A rigidez aumentada devido à fibra de carbono proporciona maior suporte estrutural, mas reduz a flexibilidade.
🔹 Ideal para estruturas, suportes, carcaças, hélices, ferramentas – qualquer peça que não deva (ou não se queira) dobrar.
🔹 Muito apreciado por construtores de drones e entusiastas de RC!
Devido à fibra de carbono picada, este filamento pode ter dificuldades em passar por bicos menores.
✅ Bico recomendado: 0.5 mm ou maior
✅ Extrusora: Direct-drive com sistema de rolos com mola
✅ Temperatura do hotend: 195-220°C
✅ Temperatura da mesa: 50°C (se disponível, mas não é obrigatória)
✅ Densidade: 1.3 g/cm³ (1300 kg/m³)
⚠️ Alguns utilizadores imprimem este material como PLA normal (~195-210°C), enquanto outros têm melhores resultados em temperaturas mais altas (~220°C). Experimenta e vê o que funciona melhor para ti!
A fibra de carbono no filamento é processada para um tamanho ótimo:
✔️ Pequena o suficiente para não entupir o bico
✔️ Longa o suficiente para aumentar a rigidez
No entanto, esta adição torna o filamento mais abrasivo do que o PLA comum.
⚠️ Uso prolongado pode causar desgaste no bico da impressora, especialmente em bicos de latão padrão. Para maior durabilidade, considera um bico resistente ao desgaste (ex.: bicos de aço endurecido ou rubi).
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
500g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão

O Bambu PETG-CF é um material compósito constituído por PETG e fibra de carbono. A nova fórmula melhorou consideravelmente a qualidade de impressão, reduzindo o entupimento do bocal e a aglomeração em comparação com o PETG tradicional. Com a adição de fibra de carbono, o Bambu PETG-CF oferece uma maior resistência, mantendo uma boa dureza e um aspeto brilhante. É um material ideal para peças de drones, modelos de corridas e várias peças funcionais que requerem um elevado desempenho, especialmente resistência ao impacto, e um aspeto elegante.
O Bambu PETG-CF foi melhorado com uma fórmula modificada que aborda especificamente o problema da aglomeração e da aderência ao bocal durante a impressão PETG.

A fibra de carbono confere uma textura avançada à superfície de impressão, mantendo o brilho do próprio PETG.

A fibra de carbono proporciona um reflexo suave, linhas de camadas mínimas e uma textura delicada única.

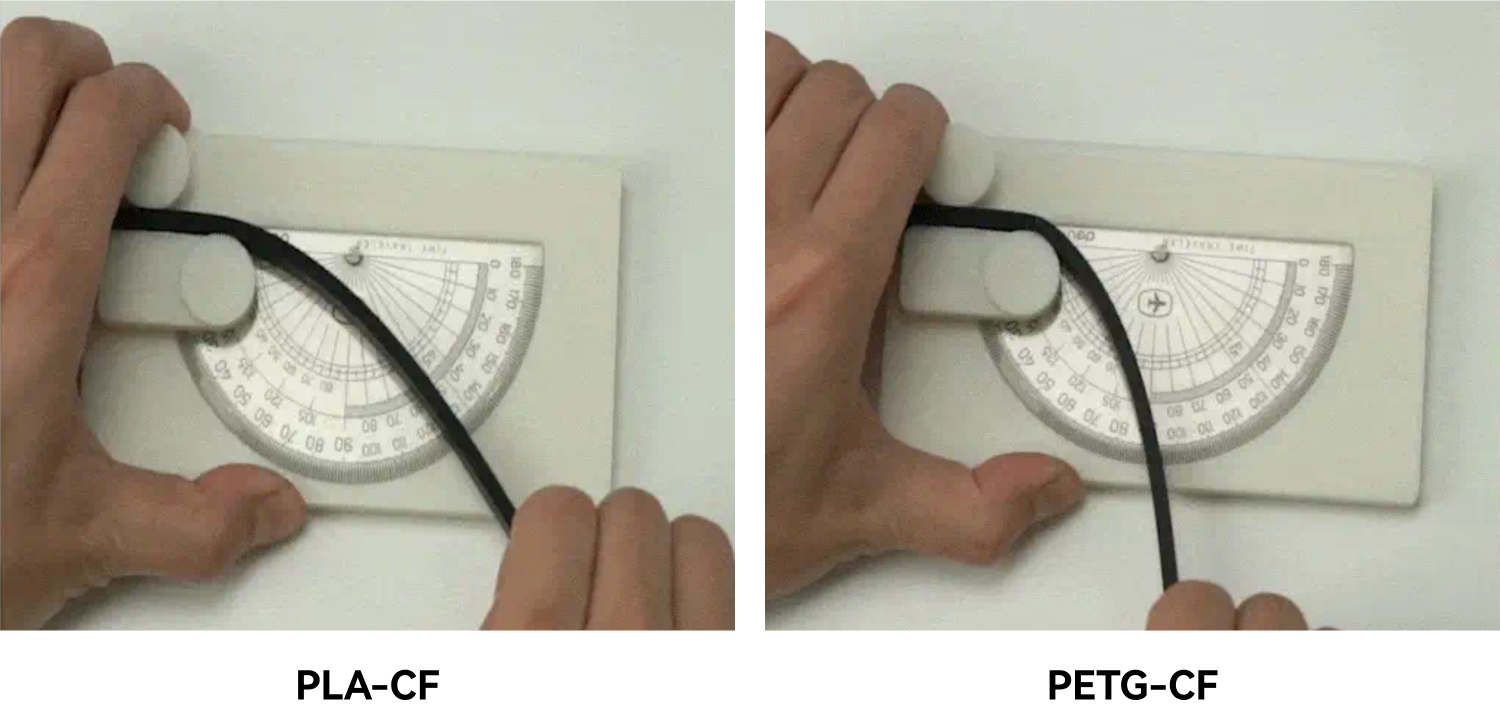
Ao contrário do acabamento mate do PLA-CF, o PETG-CF oferece um acabamento brilhante e, por conseguinte, mais uma opção.

A adição de fibra de carbono também aumenta significativamente a resistência XY do PETG sem sacrificar a ligação das camadas.

| PETG-CF | PLA-CF | |
| Tipo de filamento | Carbon Fiber Infill | Carbon Fiber Infill |
| Compatibilidade do Hotend | Hardened Steel (0.4, 0.6, 0.8 mm) | Hardened Steel (0.4, 0.6, 0.8 mm) |
| Compatibilidade da placa de construção | Engineering Plate, High Temperature Plate, Textuerd PEI Plate | Cool Plate, High Temperature Plate, Textuerd PEI Plate |
| Compatibilidade com AMS | Yes | Yes |
| Superfície | Shiny | Matte |
| Velocidade de Impressão | < 200 mm/s | < 200 mm/s |
| Resistência (resistência ao impacto - XY) | 41.2 kJ/m² | 23.2 kJ/m² |
| Resistência (resistência à flexão - XY) | 70 MPa | 89 MPa |
| Rigidez (módulo de flexão - XY) | 2910 MPa | 3950 MPa |
| Adesão da camada (resistência ao impacto - Z) | 10.7 kJ/m² | 7.8 kJ/m² |
| Resistente ao calor(HDT, 0.45 MPa) | 74 °C | 55 °C |
Em comparação com outros materiais de fibra de carbono, o Bambu PETG-CF apresenta uma resistência excecional e é menos propenso a fraturar sob tensão externa e impacto.
| Recomendado | Não Recomendado | |
| Build Plate | Engineering Plate, High Temperature Plate or Textured PEI Plate | Cool Plate |
| Hotend | Hardened Steel Nozzle (0.4 / 0.6 / 0.8 mm) | Stainless Steel Nozzle (0.2 / 0.4 mm) |
| Glue | Bambu Liquid Glue Glue Stick |
/ |
Todos os parâmetros de impressão estão incorporados no RFID, que pode ser lido através do nosso AMS (Automatic Material System).
Basta ligar e imprimir! Acabaram-se os tediosos passos de configuração.

| Definições de impressão recomendadas | |
| Definições de secagem (forno de secagem rápida) | 65 °C,8 h |
| Impressão e manutenção da humidade do recipiente | < 20% RH (Sealed, with Desiccant) |
| Temperatura do Nozzle | 240 - 270 °C |
| Temperatura da cama (com cola) | 65 - 75 °C |
| Velocidade de impressão | < 200 mm/s |
| Propriedades mecânicas | |
| Resistência à tração | 35 ± 5 MPa |
| Taxa de alongamento de rutura | 10.4 ± 0.6 % |
| Módulo de flexão | 2910 ± 260 MPa |
| Resistência à flexão | 70 ± 5 MPa |
| Resistência ao impacto | 41.2 ± 2.6 kJ/m² |

O PLA Prime da Azurefilm é um filamento de engenharia de alta qualidade que combina a facilidade de impressão do PLA com o desempenho robusto do ABS. Com resistência térmica elevada, alta resistência ao impacto e praticamente nenhuma retração após o recozimento, o PLA Prime é ideal para impressões de alta precisão e alta velocidade, oferecendo uma excelente adesão entre camadas.
Características Principais:

Aplicações: O PLA Prime é excelente para exibir designs intrincados, oferecendo também durabilidade e força. É ideal para projetos arquitetónicos ou artísticos, e para criar protótipos funcionais que precisam suportar condições reais.
Armazenamento do Produto: Recomendamos armazenar o filamento num local fresco, seco e fechado, com um saquinho de sílica dessecante, longe da luz UV.
Propriedades Técnicas:
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
Amostra (10m +- 30g) - Rolo
PLA Prime Light Grey - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
210º a 220º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
O PLA Prime da Azurefilm é um filamento de engenharia de alta qualidade que combina a facilidade de impressão do PLA com o desempenho robusto do ABS. Com resistência térmica elevada, alta resistência ao impacto e praticamente nenhuma retração após o recozimento, o PLA Prime é ideal para impressões de alta precisão e alta velocidade, oferecendo uma excelente adesão entre camadas.
Características Principais:
Aplicações: O PLA Prime é excelente para exibir designs intrincados, oferecendo também durabilidade e força. É ideal para projetos arquitetónicos ou artísticos, e para criar protótipos funcionais que precisam suportar condições reais.
Armazenamento do Produto: Recomendamos armazenar o filamento num local fresco, seco e fechado, com um saquinho de sílica dessecante, longe da luz UV.
Propriedades Técnicas:
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
Amostra (10m +- 30g) - Rolo
PLA Prime Red - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
210º a 220º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
O PLA Prime da Azurefilm é um filamento de engenharia de alta qualidade que combina a facilidade de impressão do PLA com o desempenho robusto do ABS. Com resistência térmica elevada, alta resistência ao impacto e praticamente nenhuma retração após o recozimento, o PLA Prime é ideal para impressões de alta precisão e alta velocidade, oferecendo uma excelente adesão entre camadas.
Características Principais:
Aplicações: O PLA Prime é excelente para exibir designs intrincados, oferecendo também durabilidade e força. É ideal para projetos arquitetónicos ou artísticos, e para criar protótipos funcionais que precisam suportar condições reais.
Armazenamento do Produto: Recomendamos armazenar o filamento num local fresco, seco e fechado, com um saquinho de sílica dessecante, longe da luz UV.
Propriedades Técnicas:
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
Amostra (10m +- 30g) - Rolo
PLA Prime Black - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
210º a 220º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
O PLA Prime da Azurefilm é um filamento de engenharia de alta qualidade que combina a facilidade de impressão do PLA com o desempenho robusto do ABS. Com resistência térmica elevada, alta resistência ao impacto e praticamente nenhuma retração após o recozimento, o PLA Prime é ideal para impressões de alta precisão e alta velocidade, oferecendo uma excelente adesão entre camadas.
Características Principais:
Aplicações: O PLA Prime é excelente para exibir designs intrincados, oferecendo também durabilidade e força. É ideal para projetos arquitetónicos ou artísticos, e para criar protótipos funcionais que precisam suportar condições reais.
Armazenamento do Produto: Recomendamos armazenar o filamento num local fresco, seco e fechado, com um saquinho de sílica dessecante, longe da luz UV.
Propriedades Técnicas:
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
Amostra (10m +- 30g) - Rolo
PLA Prime DArk Blue- Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
210º a 220º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão

Descobre a coleção PETG Skin da Azurefilm! Este filamento foi criado para todos que desejam criar impressões realistas e com aparência natural. As cores mimetizam a aparência e textura da pele humana, permitindo-te escolher entre diferentes tons de pele para alcançar o visual desejado nas tuas impressões.
Características Principais:
PETG Skin Apresentamos os filamentos PETG Skin que permitem criar impressões 3D realistas com texturas semelhantes à pele humana. Esta coleção é perfeita para props de cosplay, figuras humanas, próteses e outros projetos artísticos que exigem texturas realistas de pele. Os filamentos PETG Skin são muito fáceis de imprimir, tornando-os uma excelente escolha para iniciantes.
Recomendações de Impressão:
*A temperatura ideal pode variar conforme a impressora utilizada.
Características e Propriedades:
Com o filamento PETG Skin da Azurefilm, podes dar vida às tuas criações com cores realistas e impressionantes, garantindo resultados de alta qualidade e durabilidade.
Se desejares obter acabamentos superficiais extraordinários com PETG recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 80ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warpping .
Amostra (10m +- 30g) - Rolo
PETG Skin Espresso - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
220º a 240º - Temp. recomendada do Hotend
80º a 90º - Temp. recomendada da Heated bed (80ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
































