acetona garrafa - Página 1
Impressora 3D e Filamento










1 - 4 de 4 produtos
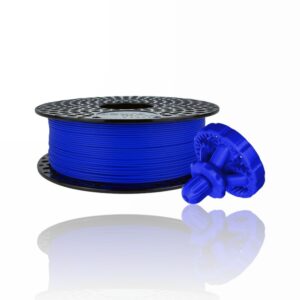
ASA 1kg Dark Blue – Azurefilm
22,01€

 Add to Wishlist
Add to WishlistASA 1kg Light Green – Azurefilm
22,01€
Add to WishlistASA 1kg Gold – Azurefilm
22,01€
Add to WishlistASA 1kg Yellow – Azurefilm
22,01€
Add to WishlistABS 1kg (Refill) Silver – Bambu Lab
22,99€
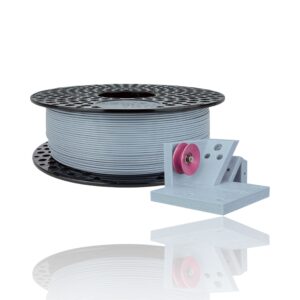
Add to WishlistCLASSE B – 2.85mm ABS FIL3D 1kg Branco – Tucab
17,60€
Add to WishlistABS Smart 1kg Dark Grey – Spectrum Filaments
19,78€
Add to WishlistASA 10m (AMOSTRA) Red – Azurefilm
2,49€
Add to WishlistASA 10m (AMOSTRA) Orange – Azurefilm
2,49€
Add to WishlistASA 10m (AMOSTRA) Green – Azurefilm
2,49€
Add to WishlistASA Prime 10m (AMOSTRA) Black – Azurefilm
2,49€
Add to WishlistASA Prime 10m (AMOSTRA) White – Azurefilm
2,49€
Add to WishlistASA Prime 10m (AMOSTRA) Silver – Azurefilm
2,49€
Add to WishlistASA Prime 10m (AMOSTRA) Nature – Azurefilm
2,49€
Add to WishlistASA Prime 10m (AMOSTRA) Red – Azurefilm
2,49€
Add to WishlistASA Prime 10m (AMOSTRA) Dark Blue – Azurefilm
2,49€
Add to Wishlist Esgotado
Esgotado ESGOTADO
ESGOTADOABS 1kg (Refill) Azure – Bambu Lab
22,99€
Add to Wishlist- EsgotadoESGOTADO
ABS 1kg (Refill) Bambu Green – Bambu Lab
22,99€
Add to Wishlist