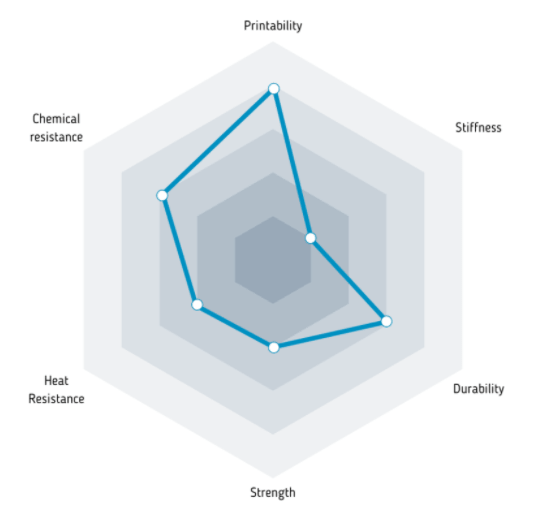
ASA , ou acrilato de estireno é um termoplástico que combina resistência mecânica, resistência UV e resistência à água.
Possui também alta estabilidade dimensional e excelente resistência química, tornando-a ideal para prototipagem, aplicações ao ar livre e indústria automóvel.
Forte resistência UV.
Adequada para uso exterior, aplicações de alto desgaste e resistência ao impacto.
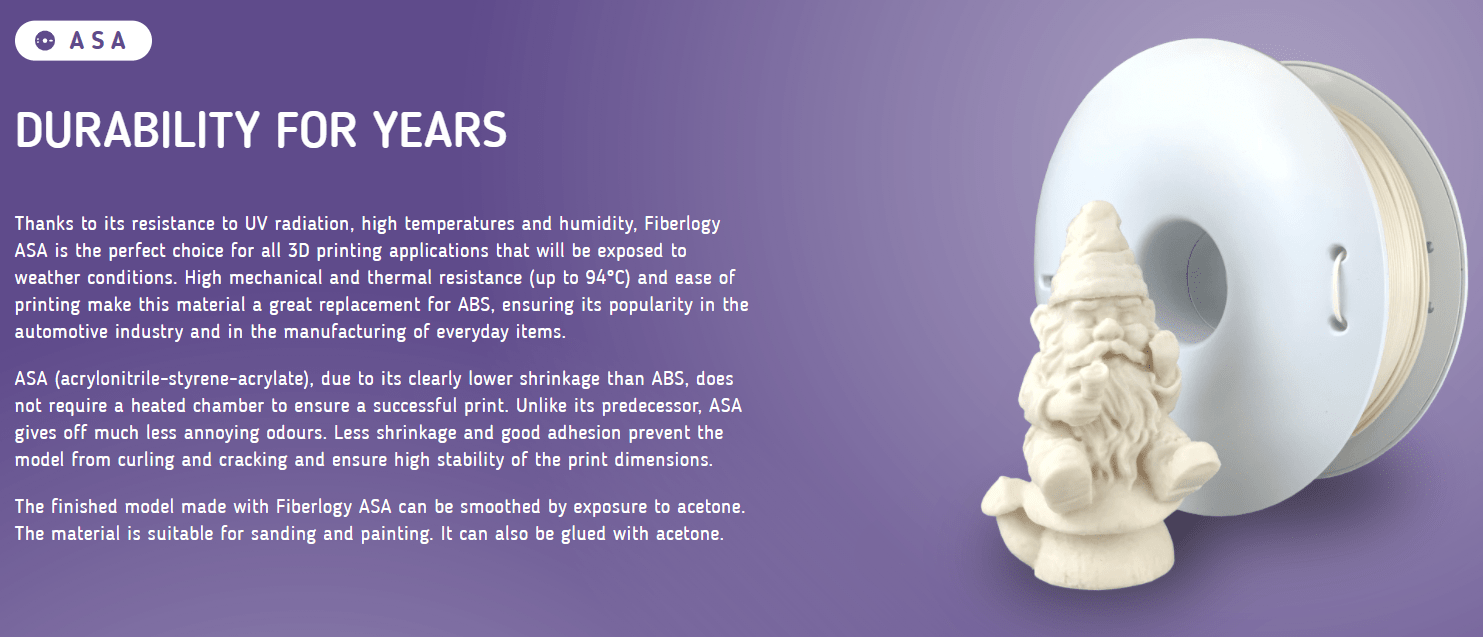
Graças à sua resistência à radiação UV, altas temperaturas e humidade, o ASA é a escolha perfeita para todas as aplicações de impressão 3D que serão expostas às condições climáticas.
A alta resistência mecânica e térmica (até 94 ° C) e a facilidade de impressão fazem deste material um ótimo substituto do ABS, garantindo sua popularidade na indústria automotiva e na produção de itens do quotidiano.
O ASA (acrilonitrila-estireno-acrilato), devido à sua contração claramente mais baixa que o ABS, não requer uma câmara aquecida para garantir uma impressão bem-sucedida.
Ao contrário do seu antecessor, o ASA exala muito menos odores irritantes. Menos encolhimento e boa aderência evitando que o modelo se enrole e rache e garantem alta estabilidade das dimensões da impressão.
O modelo acabado fabricado com Fiberlogy ASA pode ser suavizado com uma breve exposição à acetona.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
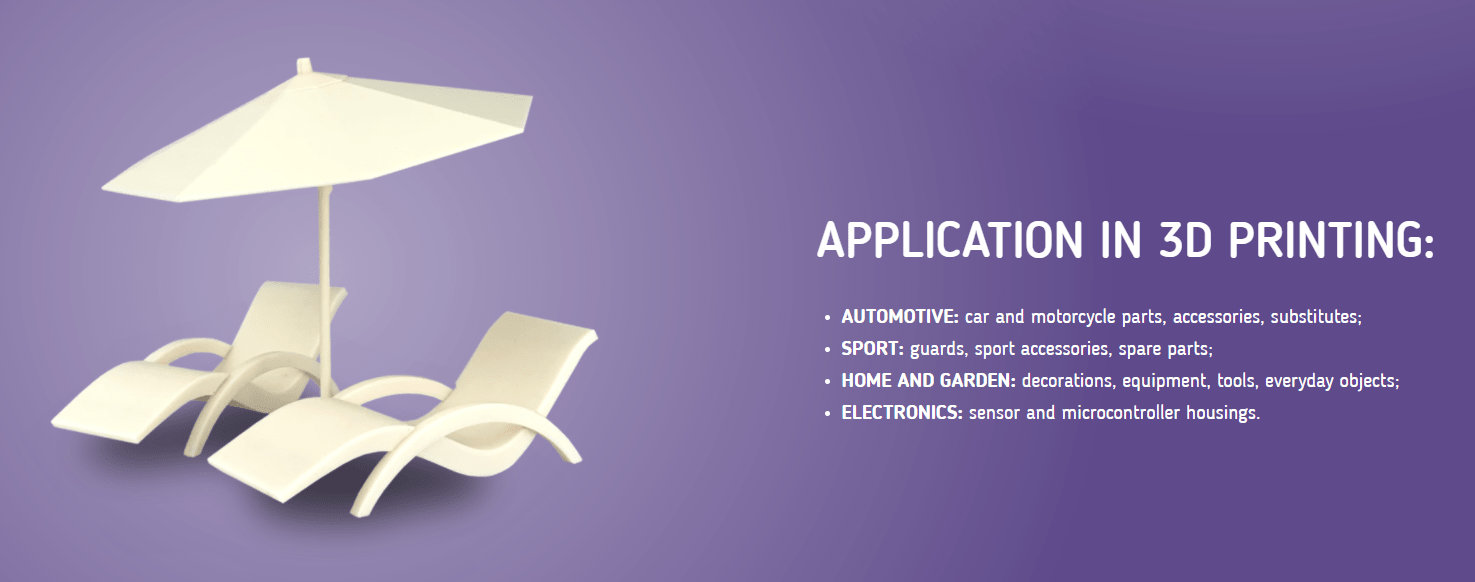
Aplicações:
Automotiva: peças para carros e motas, acessórios, substituições
Desporto: guardas, acessórios e suportes, peças suplentes
Casa e Jardim: decorações, equipamentos, ferramentas, utensílios do dia-a-dia
Electónica: housings para sensores e micro-controladores

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
ASA Vertigo - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
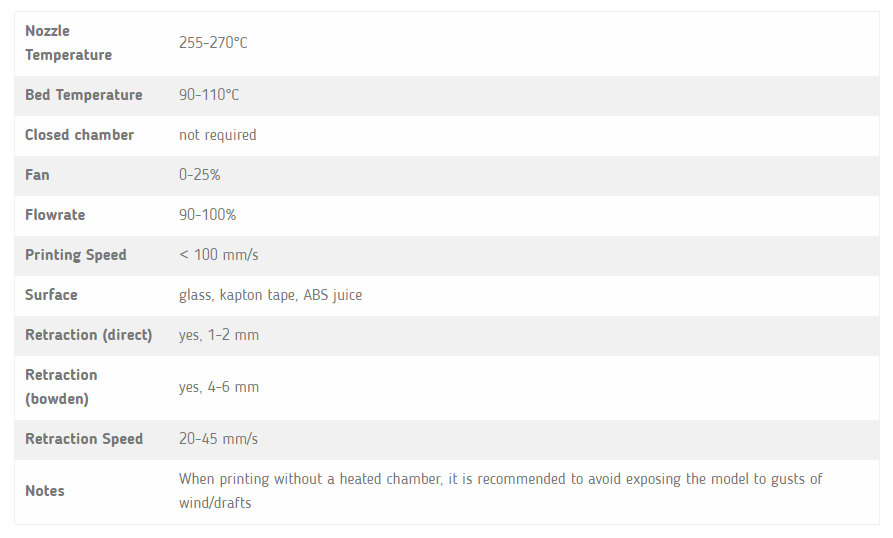
255º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
ASA , ou acrilato de estireno é um termoplástico que combina resistência mecânica, resistência UV e resistência à água.
Possui também alta estabilidade dimensional e excelente resistência química, tornando-a ideal para prototipagem, aplicações ao ar livre e indústria automóvel.
Forte resistência UV.
Adequada para uso exterior, aplicações de alto desgaste e resistência ao impacto.
Graças à sua resistência à radiação UV, altas temperaturas e humidade, o ASA é a escolha perfeita para todas as aplicações de impressão 3D que serão expostas às condições climáticas.
A alta resistência mecânica e térmica (até 94 ° C) e a facilidade de impressão fazem deste material um ótimo substituto do ABS, garantindo sua popularidade na indústria automotiva e na produção de itens do quotidiano.
O ASA (acrilonitrila-estireno-acrilato), devido à sua contração claramente mais baixa que o ABS, não requer uma câmara aquecida para garantir uma impressão bem-sucedida.
Ao contrário do seu antecessor, o ASA exala muito menos odores irritantes. Menos encolhimento e boa aderência evitando que o modelo se enrole e rache e garantem alta estabilidade das dimensões da impressão.
O modelo acabado fabricado com Fiberlogy ASA pode ser suavizado com uma breve exposição à acetona.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
Aplicações:
Automotiva: peças para carros e motas, acessórios, substituições
Desporto: guardas, acessórios e suportes, peças suplentes
Casa e Jardim: decorações, equipamentos, ferramentas, utensílios do dia-a-dia
Electónica: housings para sensores e micro-controladores
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
ASA Red - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
ASA , ou acrilato de estireno é um termoplástico que combina resistência mecânica, resistência UV e resistência à água.
Possui também alta estabilidade dimensional e excelente resistência química, tornando-a ideal para prototipagem, aplicações ao ar livre e indústria automóvel.
Forte resistência UV.
Adequada para uso exterior, aplicações de alto desgaste e resistência ao impacto.
Graças à sua resistência à radiação UV, altas temperaturas e humidade, o ASA é a escolha perfeita para todas as aplicações de impressão 3D que serão expostas às condições climáticas.
A alta resistência mecânica e térmica (até 94 ° C) e a facilidade de impressão fazem deste material um ótimo substituto do ABS, garantindo sua popularidade na indústria automotiva e na produção de itens do quotidiano.
O ASA (acrilonitrila-estireno-acrilato), devido à sua contração claramente mais baixa que o ABS, não requer uma câmara aquecida para garantir uma impressão bem-sucedida.
Ao contrário do seu antecessor, o ASA exala muito menos odores irritantes. Menos encolhimento e boa aderência evitando que o modelo se enrole e rache e garantem alta estabilidade das dimensões da impressão.
O modelo acabado fabricado com Fiberlogy ASA pode ser suavizado com uma breve exposição à acetona.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
Aplicações:
Automotiva: peças para carros e motas, acessórios, substituições
Desporto: guardas, acessórios e suportes, peças suplentes
Casa e Jardim: decorações, equipamentos, ferramentas, utensílios do dia-a-dia
Electónica: housings para sensores e micro-controladores
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
ASA Olive Green - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
ASA , ou acrilato de estireno é um termoplástico que combina resistência mecânica, resistência UV e resistência à água.
Possui também alta estabilidade dimensional e excelente resistência química, tornando-a ideal para prototipagem, aplicações ao ar livre e indústria automóvel.
Forte resistência UV.
Adequada para uso exterior, aplicações de alto desgaste e resistência ao impacto.
Graças à sua resistência à radiação UV, altas temperaturas e humidade, o ASA é a escolha perfeita para todas as aplicações de impressão 3D que serão expostas às condições climáticas.
A alta resistência mecânica e térmica (até 94 ° C) e a facilidade de impressão fazem deste material um ótimo substituto do ABS, garantindo sua popularidade na indústria automotiva e na produção de itens do quotidiano.
O ASA (acrilonitrila-estireno-acrilato), devido à sua contração claramente mais baixa que o ABS, não requer uma câmara aquecida para garantir uma impressão bem-sucedida.
Ao contrário do seu antecessor, o ASA exala muito menos odores irritantes. Menos encolhimento e boa aderência evitando que o modelo se enrole e rache e garantem alta estabilidade das dimensões da impressão.
O modelo acabado fabricado com Fiberlogy ASA pode ser suavizado com uma breve exposição à acetona.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
Aplicações:
Automotiva: peças para carros e motas, acessórios, substituições
Desporto: guardas, acessórios e suportes, peças suplentes
Casa e Jardim: decorações, equipamentos, ferramentas, utensílios do dia-a-dia
Electónica: housings para sensores e micro-controladores
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
ASA Onyx - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
ASA , ou acrilato de estireno é um termoplástico que combina resistência mecânica, resistência UV e resistência à água.
Possui também alta estabilidade dimensional e excelente resistência química, tornando-a ideal para prototipagem, aplicações ao ar livre e indústria automóvel.
Forte resistência UV.
Adequada para uso exterior, aplicações de alto desgaste e resistência ao impacto.
Graças à sua resistência à radiação UV, altas temperaturas e humidade, o ASA é a escolha perfeita para todas as aplicações de impressão 3D que serão expostas às condições climáticas.
A alta resistência mecânica e térmica (até 94 ° C) e a facilidade de impressão fazem deste material um ótimo substituto do ABS, garantindo sua popularidade na indústria automotiva e na produção de itens do quotidiano.
O ASA (acrilonitrila-estireno-acrilato), devido à sua contração claramente mais baixa que o ABS, não requer uma câmara aquecida para garantir uma impressão bem-sucedida.
Ao contrário do seu antecessor, o ASA exala muito menos odores irritantes. Menos encolhimento e boa aderência evitando que o modelo se enrole e rache e garantem alta estabilidade das dimensões da impressão.
O modelo acabado fabricado com Fiberlogy ASA pode ser suavizado com uma breve exposição à acetona.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
Aplicações:
Automotiva: peças para carros e motas, acessórios, substituições
Desporto: guardas, acessórios e suportes, peças suplentes
Casa e Jardim: decorações, equipamentos, ferramentas, utensílios do dia-a-dia
Electónica: housings para sensores e micro-controladores
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
ASA Inox - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.

A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)

A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.

Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.

O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.

A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.

Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.

A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.


Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)
A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.
O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.
A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.
Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.
Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Filamento PET-G CF reforçado com fibra de carbono. Este material tem excelentes propriedades mecânicas para garantir peças de alta resistência ao impacto sem renunciar à facilidade de impressão de PET-G.
Recreus PET-G CF é apresentado como um material com excelentes propriedades mecânicas para criar peças de alta resistência ao impacto sem renunciar a facilidade de impressão PET-G.
A fibra de carbono é uma fibra sintética constituída por filamentos finos de 5-10 μm de diâmetro e composta principalmente de carbono. É uma fibra sintética porque é fabricada a partir de poliacrilonitrilo. Tem propriedades mecânicas semelhantes às do aço, embora com maior resistência ao impacto, mas sendo tão leve como a madeira ou o plástico.
Excelentes propriedades mecânicas
Resistente ao impacto e ao desgaste
Resistência química
Alta resistência térmica
Elevada durabilidade e baixa densidade
Ductilidade
Boa aderência entre camadas
Compatível com a maioria das impressoras 3D
Acabamento preto mate
Dissipação electrostática
Feito na UE

PET-G CF (PET-G Carbon Fiber) é o resultado de um filamento que apresenta uma combinação das excelentes propriedades mecânicas do filamento PET-G Recreus e da resistência, rigidez e leveza da fibra de carbono. O seu módulo elástico e resistência à ruptura são 3 e 5 vezes maiores, respectivamente, do que o PET-G convencional. Uma combinação extremamente poderosa de materiais concebidos para assegurar um material resistente ao desgaste e ao impacto e muito resistente ao calor e às baixas temperaturas. Este material é também anti-estático, apresenta excelente resistência química, altos níveis de fluidez e baixos níveis de contracção, além de ser compatível com a maioria das impressoras FDM 3D no mercado. Para imprimir PETG-CF recomendamos a utilização de nozzle de aço endurecido ou tipo rubi, evitando nozzle de latão com tendência para se desgastarem facilmente. PET-G CF permitir-lhe-á obter peças finais com excelente resistência mecânica num acabamento em preto mate.

PET-G CF é um material altamente atractivo para uma vasta gama de indústrias tais como a electrónica de consumo, aeronáutica, construção e o sector automóvel. Este material é recomendado para peças que necessitam de resistir ao impacto ou que requerem altos níveis de resistência. É ideal para a produção de electrónica, maquinaria, automóveis e electrodomésticos, bem como para a criação:
- Chassis e invólucros, peças para bicicletas...
- Anéis, acessórios e têxteis.
- Coberturas de caixas.
- Peças médicas, tais como próteses e acessórios e componentes para mecanismos ortopédicos.

O Recreus PETG é um filamento rígido com propriedades mecânicas comparáveis ao ABS, com boa resistência à temperatura, durável e resistente, e também tão fácil de imprimir como o PLA.
As suas propriedades de adesão entre camadas, a sua emissão sem odores e a sua elevada resistência aos agentes químicos (solventes, acetona,...), fazem dele o material ideal para a impressão de peças técnicas e industriais.
Receberá peças com um acabamento brilhante, esquecendo-se de problemas de "cracking" ou "warping".

Aplicações:
Recreus PETG é ideal para a impressão de peças que requerem uma certa flexibilidade e pressão, bem como uma boa resistência ao impacto (mesmo a baixas temperaturas). Ideal para aplicações mecânicas e industriais, por exemplo:
- Peças protectoras ou recipientes para alimentos.
- Peças industriais para a indústria mecânica ou automóvel e peças electrónicas, tais como tampas ou invólucros.
- Produtos acabados funcionais tais como suportes e fechos ou protótipos de recipientes, embalagens e garrafas.
- Elementos decorativos: lâmpadas, figuras,
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
700g - Rolo
PETG CF - Material
Black - Cor
1.75mm - Espessura
245º a 260º - Temp. recomendada do Hotend
70º a 90º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão (È recomendável nozzle de aço endurecido com 0.6mm de diâmetro ou superior)
Filamento PET-G CF reforçado com fibra de carbono. Este material tem excelentes propriedades mecânicas para garantir peças de alta resistência ao impacto sem renunciar à facilidade de impressão de PET-G.
Recreus PET-G CF é apresentado como um material com excelentes propriedades mecânicas para criar peças de alta resistência ao impacto sem renunciar a facilidade de impressão PET-G.
A fibra de carbono é uma fibra sintética constituída por filamentos finos de 5-10 μm de diâmetro e composta principalmente de carbono. É uma fibra sintética porque é fabricada a partir de poliacrilonitrilo. Tem propriedades mecânicas semelhantes às do aço, embora com maior resistência ao impacto, mas sendo tão leve como a madeira ou o plástico.
Excelentes propriedades mecânicas
Resistente ao impacto e ao desgaste
Resistência química
Alta resistência térmica
Elevada durabilidade e baixa densidade
Ductilidade
Boa aderência entre camadas
Compatível com a maioria das impressoras 3D
Acabamento preto mate
Dissipação electrostática
Feito na UE
PET-G CF (PET-G Carbon Fiber) é o resultado de um filamento que apresenta uma combinação das excelentes propriedades mecânicas do filamento PET-G Recreus e da resistência, rigidez e leveza da fibra de carbono. O seu módulo elástico e resistência à ruptura são 3 e 5 vezes maiores, respectivamente, do que o PET-G convencional. Uma combinação extremamente poderosa de materiais concebidos para assegurar um material resistente ao desgaste e ao impacto e muito resistente ao calor e às baixas temperaturas. Este material é também anti-estático, apresenta excelente resistência química, altos níveis de fluidez e baixos níveis de contracção, além de ser compatível com a maioria das impressoras FDM 3D no mercado. Para imprimir PETG-CF recomendamos a utilização de nozzle de aço endurecido ou tipo rubi, evitando nozzle de latão com tendência para se desgastarem facilmente. PET-G CF permitir-lhe-á obter peças finais com excelente resistência mecânica num acabamento em preto mate.
PET-G CF é um material altamente atractivo para uma vasta gama de indústrias tais como a electrónica de consumo, aeronáutica, construção e o sector automóvel. Este material é recomendado para peças que necessitam de resistir ao impacto ou que requerem altos níveis de resistência. É ideal para a produção de electrónica, maquinaria, automóveis e electrodomésticos, bem como para a criação:
- Chassis e invólucros, peças para bicicletas...
- Anéis, acessórios e têxteis.
- Coberturas de caixas.
- Peças médicas, tais como próteses e acessórios e componentes para mecanismos ortopédicos.
O Recreus PETG é um filamento rígido com propriedades mecânicas comparáveis ao ABS, com boa resistência à temperatura, durável e resistente, e também tão fácil de imprimir como o PLA.
As suas propriedades de adesão entre camadas, a sua emissão sem odores e a sua elevada resistência aos agentes químicos (solventes, acetona,...), fazem dele o material ideal para a impressão de peças técnicas e industriais.
Receberá peças com um acabamento brilhante, esquecendo-se de problemas de "cracking" ou "warping".
Aplicações:
Recreus PETG é ideal para a impressão de peças que requerem uma certa flexibilidade e pressão, bem como uma boa resistência ao impacto (mesmo a baixas temperaturas). Ideal para aplicações mecânicas e industriais, por exemplo:
- Peças protectoras ou recipientes para alimentos.
- Peças industriais para a indústria mecânica ou automóvel e peças electrónicas, tais como tampas ou invólucros.
- Produtos acabados funcionais tais como suportes e fechos ou protótipos de recipientes, embalagens e garrafas.
- Elementos decorativos: lâmpadas, figuras,
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
2.5 kg - Rolo
PETG CF - Material
Black - Cor
1.75mm - Espessura
245º a 260º - Temp. recomendada do Hotend
70º a 90º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão (È recomendável nozzle de aço endurecido com 0.6mm de diâmetro ou superior)
Filamento ASA AzureFilm fabricado na EU, é um material para impressão 3D, sendo um filamento bastante durável e resistente.
O filamento ASA é feito para impressoras 3D abertas que não podem imprimir com filamento ABS .
O filamento ASA é mais rígido, mais forte, flexível e resistente aos raios UV.
É principalmente concebido para uso profissional.
Na maioria das vezes é utilizado para a produção de protótipos, que devem resistir a temperaturas mais elevadas.
Os produtos acabados que são feitos de filamento de ASA são muito duráveis e resistentes ao impacto.
Para bons resultados, é necessário imprimir a uma temperatura de 225-245°C.
O filamento AzureFilme ASA é perfeitamente impresso em impressoras Creality, Geetech, Prusa e similares.
Para imprimir com um filamento ASA, recomendamos que a impressora esteja fechada e a mesa deve ser aquecida a 70-110°C.
Por favor, note que a gama na temperatura de impressão pode ser ligeiramente diferente dependendo do uso de outras impressoras.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
Se desejar obter acabamentos superficiais extraordinários com ASA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ASA , consegues eliminar na totalidade todos os problemas de warpping .
50g (Amostra) - Rolo
ASA Natural - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
225º a 245º - Temp. recomendada do Hotend
70º a 110º - Temp. recomendada da Heated bed (70ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
































