![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 100% |
| Print temp: ± 200 - 230° C | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 50 - 60° C | Fan speed: 50-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.24 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.8m | ± 251m | ± 771m | ± 1509m | ± 2682m |
| Ø 2.85mm | ± 6.3m | ± 95m | ± 291m | ± 569m | ± 1011m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.



Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PLA EasyFil Bronze - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 110% |
| Print temp: ± 220 - 260° C | Print speed: High | Retraction: Yes ± 6mm |
| Heat bed: ± 60 - 80° C | Fan speed: 30-100% | Experience level: Beginner |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
HDglass color terminology
HDglass comes in a variety of colors ranging from extremely clear to completely opaque. Please see below table with explanation about the color terminology used for our HDglass filaments.
| Transparent / Clear | Translucent colored | Slightly translucent colored | Opaque |
| Clear | See Through | Stained | Blinded |
Filament length
| ρ: 1.27 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | 4.5 Kg spool | 8 Kg spool |
| Ø 1.75mm | ± 16.4m | ± 246m | ± 753m | ± 1473m | ± 2619m |
| Ø 2.85mm | ± 6.2m | ± 93m | ± 284m | ± 555m | ± 987m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
PETG HDglass Blinded Bronze - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
220º a 260º - Temp. recomendada do Hotend
60º a 80º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 104% |
| Print temp: ± 225 - 270° C | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 90 - 110° C | Fan speed: 0-30% | Experience level: Intermediate |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.03 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | ||
| Ø 1.75mm | ± 20.2m | ± 303m | ± 928m | ||
| Ø 2.85mm | ± 7.6m | ± 114m | ± 350m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
ABS EasyFil Bronze - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
225º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão
Filamento PETG para impressão 3D da marca Filament PM, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade.
A marca Filament PM ficou conhecida por fabricar e fornecer os filamentos para a conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 70ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
10m (Amostra) - Rolo
PETG Metal Edition Coffee Bronze - Cor
1.75mm (+-0.05mm) - Espessura
220º a 250º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Introducing Bronze-Filled Metal Composite HTPLA .
Using real bronze powder, we've created a premium heat treatable metal PLA filament for 3D prints that finish just like real metal!
Our bronze composite filament is as versatile as it is beautiful, printing like plastic, but finishing like real metal for beautiful, durable parts from most standard 3D printers.
Whether you want your prints to be polished with the same bright mirror finish of shiny bronze coins or a naturally rustic finish with an acquired patina reminiscent of an aged bronze sculpture, the possibilities are endless with this specialty metal PLA filament.
With so many finishing options, the sky is the limit!
Scroll down or click the link below for more product specific details, finishing options, and application ideas for Bronze-Filled Metal Composite HTPLA.




Try these techniques separately or combine! Change the order or try something new. If you discover a new technique, make something beautiful, or discover something unexpected, share it! When you've got that perfect, WOW finish, consider preserving it with a clear coat or brush applicable water-based, food-safe, and dishwasher safe coating like Modge Podge. Practice your finishing a on a test piece like Protognome (download here).
This material has been flow optimized and has less moisture uptake than standard PLAs, however composites are still sometimes more tricky to print depending on hardware and software settings. The main challenge is to keep mass flow up (larger nozzle + fast speed) and in a single direction (minimal retraction) to avoid heat soak. More on that topic here.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
PLA Bronze-filled ( Metal Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
Introducing Bronze-Filled Metal Composite HTPLA .
Using real bronze powder, we've created a premium heat treatable metal PLA filament for 3D prints that finish just like real metal!
Our bronze composite filament is as versatile as it is beautiful, printing like plastic, but finishing like real metal for beautiful, durable parts from most standard 3D printers.
Whether you want your prints to be polished with the same bright mirror finish of shiny bronze coins or a naturally rustic finish with an acquired patina reminiscent of an aged bronze sculpture, the possibilities are endless with this specialty metal PLA filament.
With so many finishing options, the sky is the limit!
Scroll down or click the link below for more product specific details, finishing options, and application ideas for Bronze-Filled Metal Composite HTPLA.
Try these techniques separately or combine! Change the order or try something new. If you discover a new technique, make something beautiful, or discover something unexpected, share it! When you've got that perfect, WOW finish, consider preserving it with a clear coat or brush applicable water-based, food-safe, and dishwasher safe coating like Modge Podge. Practice your finishing a on a test piece like Protognome (download here).
This material has been flow optimized and has less moisture uptake than standard PLAs, however composites are still sometimes more tricky to print depending on hardware and software settings. The main challenge is to keep mass flow up (larger nozzle + fast speed) and in a single direction (minimal retraction) to avoid heat soak. More on that topic here.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
PLA Bronze-filled ( Metal Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
Prusament é um filamento 3D de material PLA , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.

O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em frente ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em frente aos 100ºC do ABS .
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
Download:
Technical Data Sheet
Material Safety Data Sheet
970g - Rolo
Prusament Viva La Bronze (Blend) - Cor
1.75mm (+-0.02mm) - Espessura
210º a 220º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
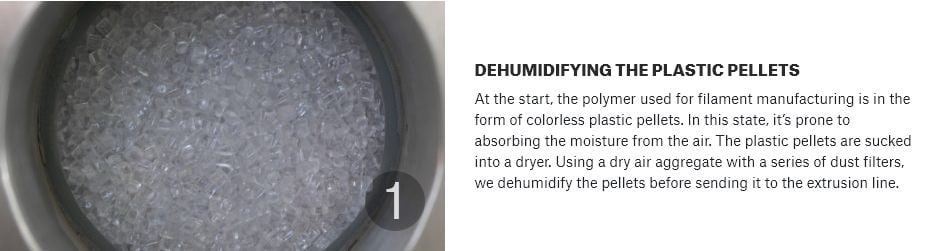
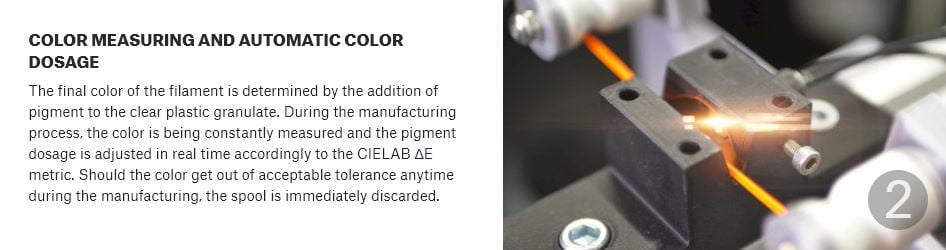
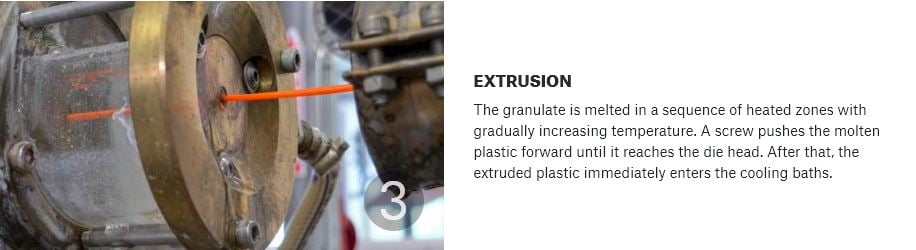
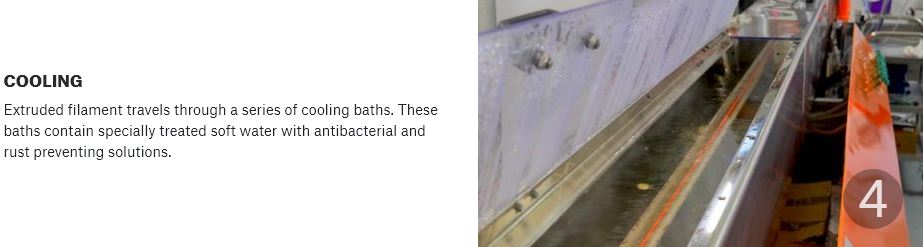
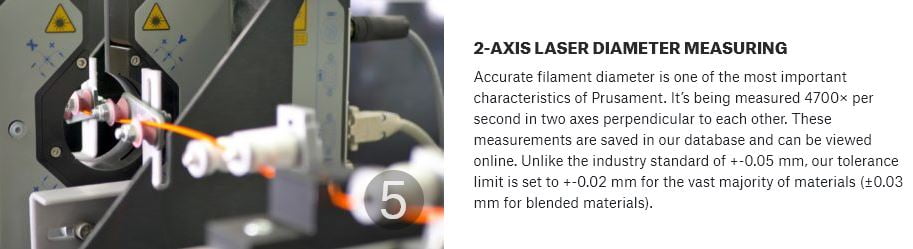
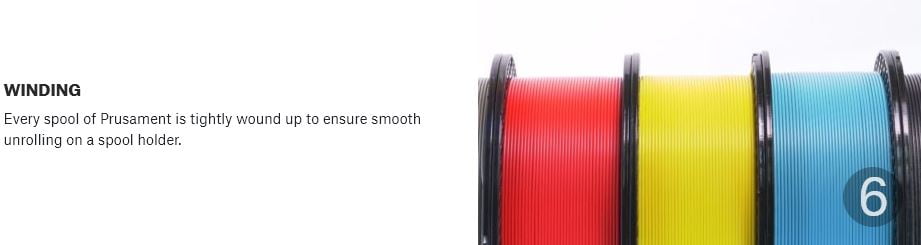
How It´s Made:

![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
Sabias que já podes utilizar bobines de filamento de 200g a 300g na tua impressora Bambu Lab com este adaptador especialmente desenhado para ser compatível com o sistema AMS?
Ele permite uma integração perfeita, garantindo que bobinas menores sejam usadas de forma eficiente sem comprometer a funcionalidade da impressora.
Faz o download agora e começa a imprimir com mais flexibilidade!
Link para download: Adaptador de Bobine - MakerWorld

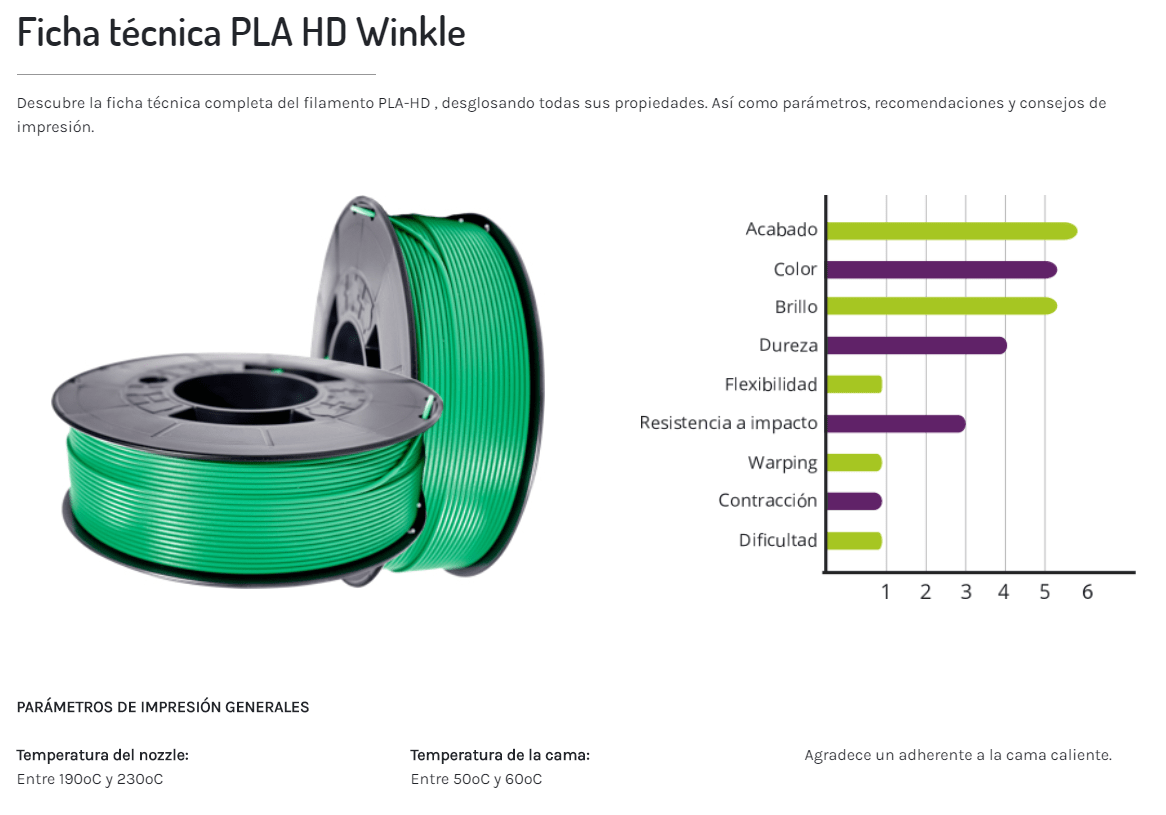
O nosso filamento PLA HD (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PLA é um plástico biodegradável obtido a partir de recursos naturais do amido extraído do milho, beterraba e trigo.
O PLA HD é feito a partir de uma matéria-prima e de um processo que não só atinge as mesmas propriedades do PLA850, como também o supera em alguns aspectos.
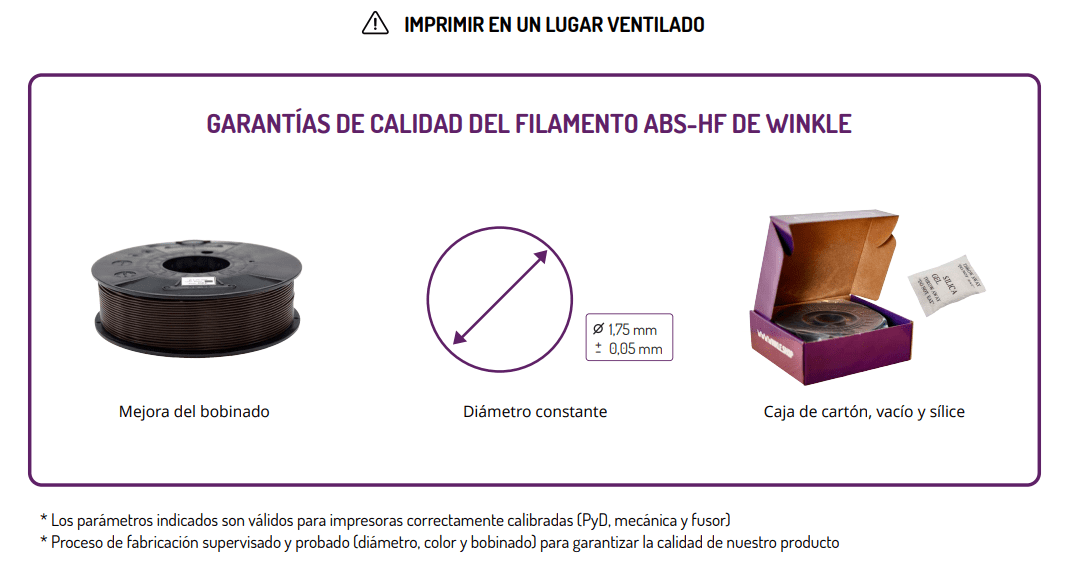
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em todos os enrolamentos, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas, químicas e estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PLA HD um material perfeito e acessível para os seus projectos.

O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
300g- Rolo
PLA HD ROJO INTERFERENCIA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
O nosso filamento PLA HD (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PLA é um plástico biodegradável obtido a partir de recursos naturais do amido extraído do milho, beterraba e trigo.
O PLA HD é feito a partir de uma matéria-prima e de um processo que não só atinge as mesmas propriedades do PLA850, como também o supera em alguns aspectos.
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em todos os enrolamentos, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas, químicas e estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PLA HD um material perfeito e acessível para os seus projectos.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
1kg- Rolo
PLA HD ROJO INTERFERENCIA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
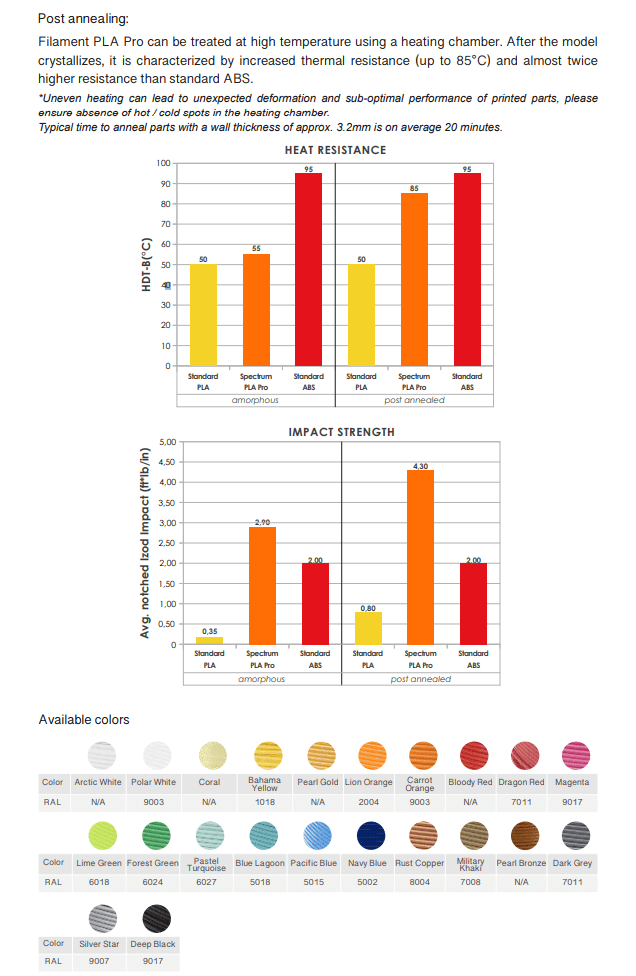
O PLA da marca Spectrum Filaments é um material básico para impressão 3D sendo um filamento bastante durável e resistente.
As suas propriedades permitem a impressão de elementos precisos e de formas complexas, sendo que o PLA pode ser utilizado para criar protótipos funcionais, gadgets, brinquedos e objectos decorativos.
A facilidade de impressão deve satisfazer os hobbys e os utilizadores profissionais mais avançados.

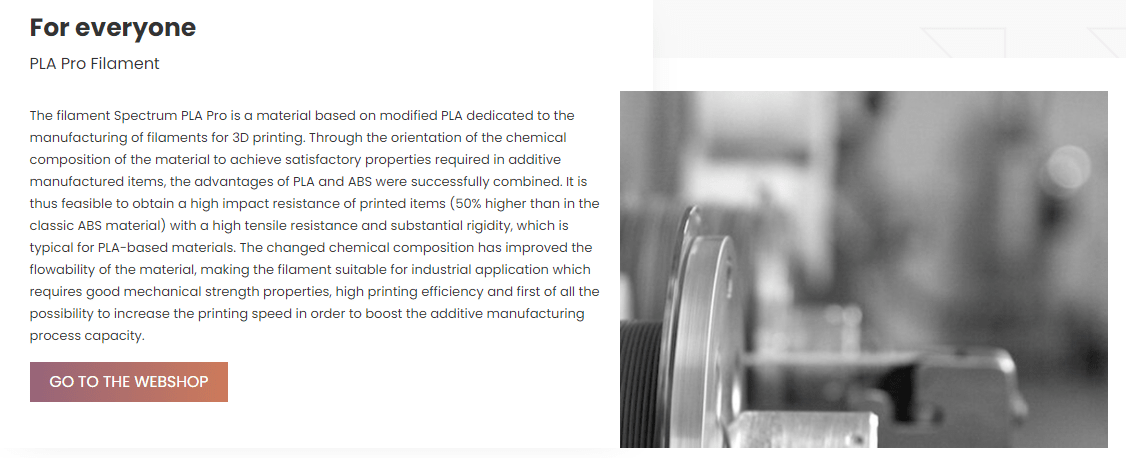
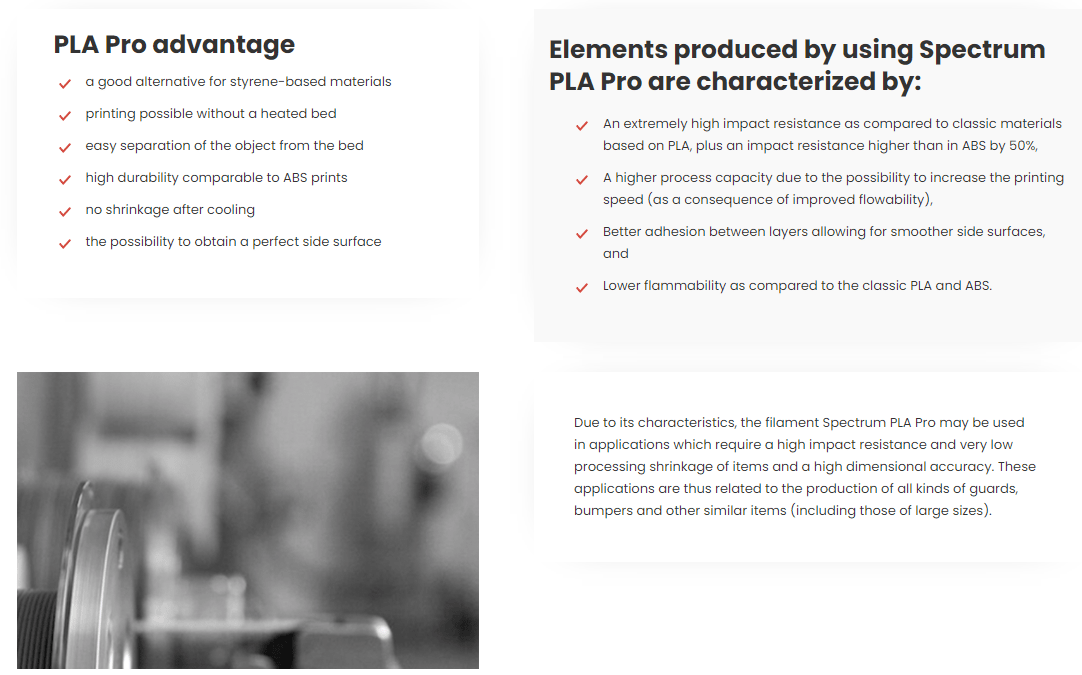
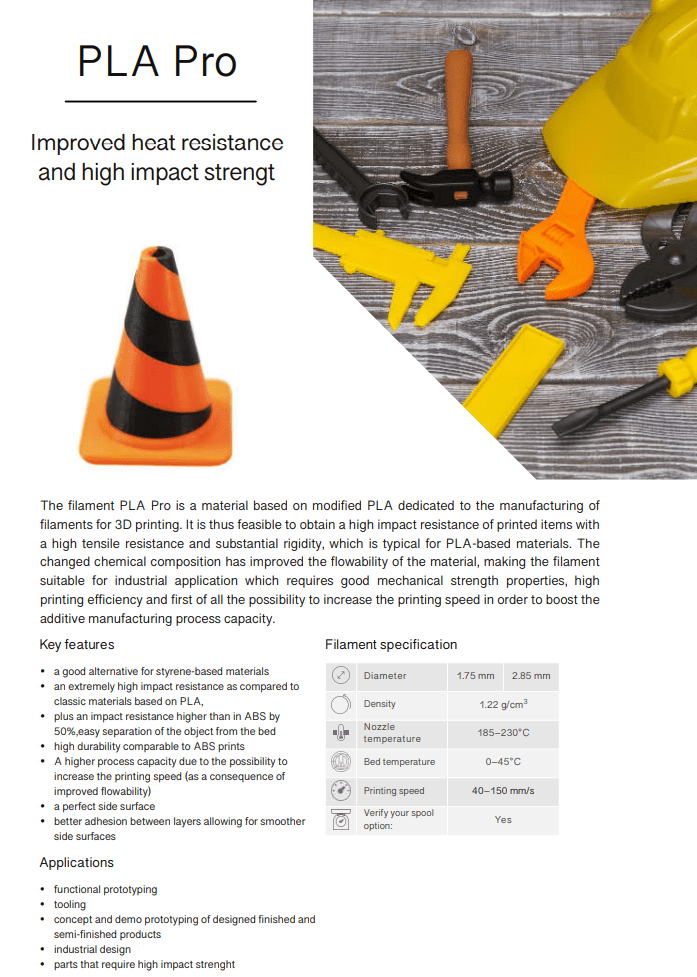
O PLA Pro trata-se um filamento baseado em PLA, embora modificado com o principal objectivo de capacitar uma impressão mais resistente e fluida.
Através de uma alteração da composição química do PLA Pro com o filamento ABS, foi possível obter uma combinação com sucesso. Permitindo assim que os objectos impressos em 3D com o filamento PLA Pro estejam capacitados com uma alta resistência ao impacto (50% superior ao ABS clássico).
A composição química depois de alterada permitiu ainda a obtenção de uma resistência extremamente alta à tracção e uma rigidez substancial.
Existiram melhorias significativas na fluidez do material, tornando-se desta forma um filamento adequado à aplicação industrial que requer excelentes capacidades de resistência mecânica, alta eficiência de impressão de forma a permitir o aumento da capacidade de fabrico.
O filamento PLA PRO, já é uma referência devido à sua excelente capacidade de utilização em objectos que exigem alta resistência ao impacto e alta precisão dimensional, combinado com o processo de encolhimento do objecto (após arrefecer) praticamente nulo. Dentro dos exemplos de aplicações do PLA Pro encontram-se todos os tipos de produção de objetos, seja de proteções, para-choques e outros itens de utilização semelhante (incluindo tamanhos grandes).
Embalagem:
Cada rolo contém informações sobre o tipo de material, diâmetro e temperatura de impressão recomendada.
O filamento é embalado a vácuo com um absorvedor de humidade.
Manual de instruções dentro.
Produto inteiro embalado na embalagem original e folheada de Spectrum Filaments.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.

O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em frente ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em frente aos 100ºC do ABS .
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
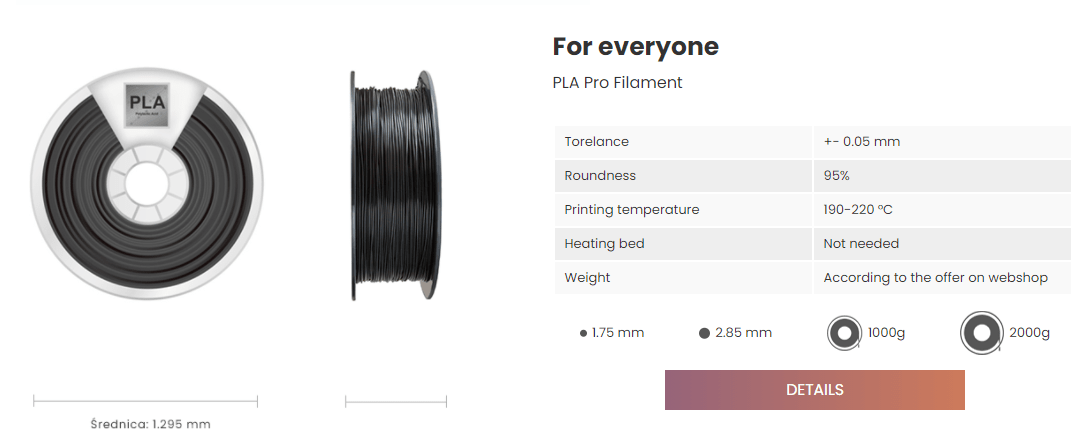
1kg - Rolo
PLA PRO Pearl Bronze - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
185º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
































