Os filamentos PLA Extrafill são um filamento de excelente qualidade fabricado na Europa para impressão 3D.
Alta qualidade de impressão mesmo em detalhes complicados com excelente laminação. Feito de ingredientes naturais e pode ser biodegradado através de compostagem industrial.
As bobinas de 750gr de filamento PLA Extrafill da Fillamentum podem ser impressas facilmente em qualquer impressora 3D FFF/FDM. O PLA é um dos materiais mais utilizados em impressão 3D nos dia de hoje, como não liberta gases nocivos e é muito fácil imprimir com ele visto que não é imprescindível dispor de base de impressão quente. Se tens interesse em saber mais sobre este material podes ler mais aqui. O PLA (Ácido Polilático) é um plástico biodegradável que se obtém a partir de recursos naturais, como a partir do amido extraído do milho, da beterraba ou do trigo.
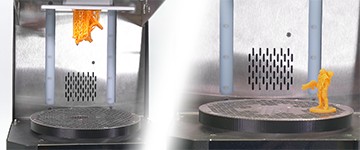
Com o filamento PLA Extrafill irás obter figuras mais brilhantes que ao mesmo tempo serão rígidas e resistentes.
Este filamento PLA trata-se de um filamento PREMIUM devido aos altos standards de qualidade nos que é fabricado. É fabricado por uma empresa europeia (República Checa) que destaca pela grande experiência no setor da extrusão de plásticos para indústria automotriz, química e do empacotado, destacando pela forte aposta em a investigação e desenvolvimento de novos produtos. Este é o caso dos filamentos para impressão 3D Premium Fillamentum.
O filamento PLA Extrafill é fabricado mediante um estrito controlo ao longo de todo o processo de fabricação. Este filamento PLA Premium garante uma uma alta precisão das dimensões como são uma toleracia de diâmetro de ±0.05mm, com uma excelente circularidade e sem nenhum tipo de impurezas químicas que produzam má viscosidade do filamento. Isto se consegue além de realizando um estrito controlo em todo o processo de fabricação, utilizando uma matéria prima com a máxima pureza. Além disso oferecem-se uma grande variedade de cores segundo a sua referência RAL e Pantone dos filamentos de PLA Premium. Ao estabelecer uns altos standards de qualidade garante-se que em nenhum momento terá variações de cor pelo que nunca terás problemas de qualidade nas peças impressas em séries longas na tua impressora 3D.
Mas além disso, as bobinas de 750gr de filamento Extrafill fabricadas por Fillamentum estão perfeitamente enroladas ou embobinadas o que evita que se produzam problemas de impressão devidos a enrolamento ou sobreposição entre sim do próprio filamento da mesma bobina.
Além de por todos os pontos mencionados anteriormente, este filamento PLA é considerado no mercado da impressão 3D como Premium devido ao seu incrível packaging com uma saca sellable de alumínio que o protege da humidade e dos raios UV e à sua vez esta no interior de uma caixa "easy open".
Por tanto, trata-se de um filamento PLA Premium de grande qualidade totalmente estabilizado para obter uns excelentes acabados com a maior fiabilidade e facilidade de impressão em 3D.
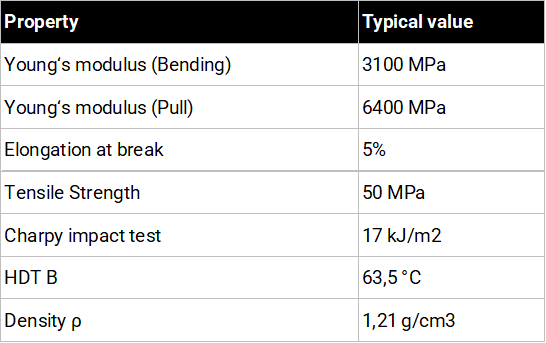
Características:
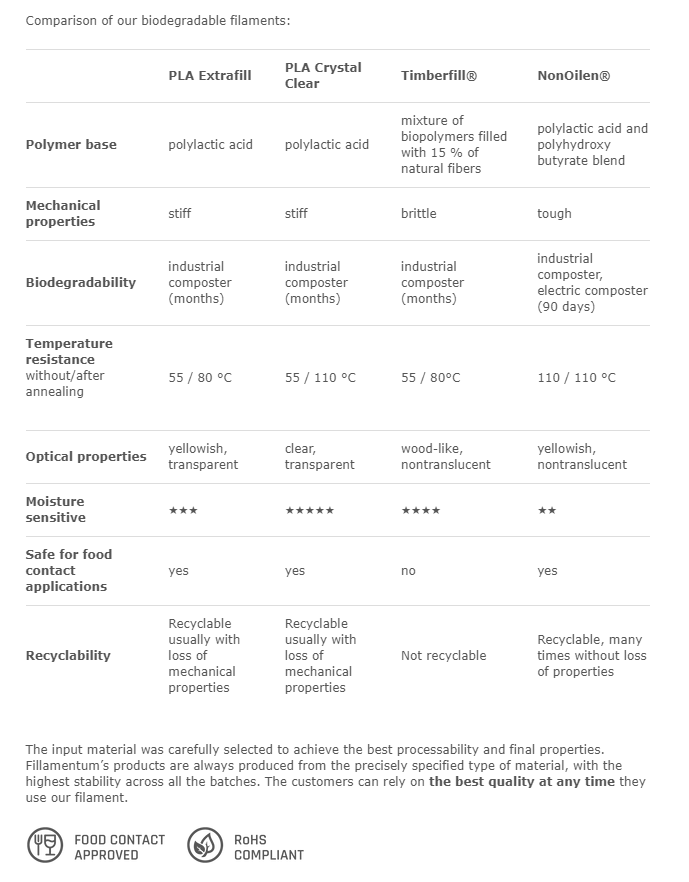
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em frente ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em frente aos 100ºC do ABS e que as peças impressas em PLA são mais complicadas de lixar, perfurar e colar que as impressas em ABS. Se desejam-se obter acabamentos superficiais extraordinários no PLA recomenda-se a utilização do recubrimiento especificamente desenhado para impressão 3D que poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC , que podes encontrar nos acessórios da loja.
750g - Rolo
Extrafill Vertigo Chocolate - Cor
1.75mm (+-0.05mm) - Espessura
190º a 210º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
Os filamentos PLA Extrafill são um filamento de excelente qualidade fabricado na Europa para impressão 3D.
Alta qualidade de impressão mesmo em detalhes complicados com excelente laminação. Feito de ingredientes naturais e pode ser biodegradado através de compostagem industrial.
As bobinas de 750gr de filamento PLA Extrafill da Fillamentum podem ser impressas facilmente em qualquer impressora 3D FFF/FDM. O PLA é um dos materiais mais utilizados em impressão 3D nos dia de hoje, como não liberta gases nocivos e é muito fácil imprimir com ele visto que não é imprescindível dispor de base de impressão quente. Se tens interesse em saber mais sobre este material podes ler mais aqui. O PLA (Ácido Polilático) é um plástico biodegradável que se obtém a partir de recursos naturais, como a partir do amido extraído do milho, da beterraba ou do trigo.
Com o filamento PLA Extrafill irás obter figuras mais brilhantes que ao mesmo tempo serão rígidas e resistentes.
Este filamento PLA trata-se de um filamento PREMIUM devido aos altos standards de qualidade nos que é fabricado. É fabricado por uma empresa europeia (República Checa) que destaca pela grande experiência no setor da extrusão de plásticos para indústria automotriz, química e do empacotado, destacando pela forte aposta em a investigação e desenvolvimento de novos produtos. Este é o caso dos filamentos para impressão 3D Premium Fillamentum.
O filamento PLA Extrafill é fabricado mediante um estrito controlo ao longo de todo o processo de fabricação. Este filamento PLA Premium garante uma uma alta precisão das dimensões como são uma toleracia de diâmetro de ±0.05mm, com uma excelente circularidade e sem nenhum tipo de impurezas químicas que produzam má viscosidade do filamento. Isto se consegue além de realizando um estrito controlo em todo o processo de fabricação, utilizando uma matéria prima com a máxima pureza. Além disso oferecem-se uma grande variedade de cores segundo a sua referência RAL e Pantone dos filamentos de PLA Premium. Ao estabelecer uns altos standards de qualidade garante-se que em nenhum momento terá variações de cor pelo que nunca terás problemas de qualidade nas peças impressas em séries longas na tua impressora 3D.
Mas além disso, as bobinas de 750gr de filamento Extrafill fabricadas por Fillamentum estão perfeitamente enroladas ou embobinadas o que evita que se produzam problemas de impressão devidos a enrolamento ou sobreposição entre sim do próprio filamento da mesma bobina.
Além de por todos os pontos mencionados anteriormente, este filamento PLA é considerado no mercado da impressão 3D como Premium devido ao seu incrível packaging com uma saca sellable de alumínio que o protege da humidade e dos raios UV e à sua vez esta no interior de uma caixa "easy open".
Por tanto, trata-se de um filamento PLA Premium de grande qualidade totalmente estabilizado para obter uns excelentes acabados com a maior fiabilidade e facilidade de impressão em 3D.
Características:
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em frente ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em frente aos 100ºC do ABS e que as peças impressas em PLA são mais complicadas de lixar, perfurar e colar que as impressas em ABS. Se desejam-se obter acabamentos superficiais extraordinários no PLA recomenda-se a utilização do recubrimiento especificamente desenhado para impressão 3D que poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC , que podes encontrar nos acessórios da loja.
750g - Rolo
Extrafill Vertigo Jade - Cor
1.75mm (+-0.05mm) - Espessura
190º a 210º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
Os filamentos PLA Extrafill são um filamento de excelente qualidade fabricado na Europa para impressão 3D.
Alta qualidade de impressão mesmo em detalhes complicados com excelente laminação. Feito de ingredientes naturais e pode ser biodegradado através de compostagem industrial.
As bobinas de 750gr de filamento PLA Extrafill da Fillamentum podem ser impressas facilmente em qualquer impressora 3D FFF/FDM. O PLA é um dos materiais mais utilizados em impressão 3D nos dia de hoje, como não liberta gases nocivos e é muito fácil imprimir com ele visto que não é imprescindível dispor de base de impressão quente. Se tens interesse em saber mais sobre este material podes ler mais aqui. O PLA (Ácido Polilático) é um plástico biodegradável que se obtém a partir de recursos naturais, como a partir do amido extraído do milho, da beterraba ou do trigo.
Com o filamento PLA Extrafill irás obter figuras mais brilhantes que ao mesmo tempo serão rígidas e resistentes.
Este filamento PLA trata-se de um filamento PREMIUM devido aos altos standards de qualidade nos que é fabricado. É fabricado por uma empresa europeia (República Checa) que destaca pela grande experiência no setor da extrusão de plásticos para indústria automotriz, química e do empacotado, destacando pela forte aposta em a investigação e desenvolvimento de novos produtos. Este é o caso dos filamentos para impressão 3D Premium Fillamentum.
O filamento PLA Extrafill é fabricado mediante um estrito controlo ao longo de todo o processo de fabricação. Este filamento PLA Premium garante uma uma alta precisão das dimensões como são uma toleracia de diâmetro de ±0.05mm, com uma excelente circularidade e sem nenhum tipo de impurezas químicas que produzam má viscosidade do filamento. Isto se consegue além de realizando um estrito controlo em todo o processo de fabricação, utilizando uma matéria prima com a máxima pureza. Além disso oferecem-se uma grande variedade de cores segundo a sua referência RAL e Pantone dos filamentos de PLA Premium. Ao estabelecer uns altos standards de qualidade garante-se que em nenhum momento terá variações de cor pelo que nunca terás problemas de qualidade nas peças impressas em séries longas na tua impressora 3D.
Mas além disso, as bobinas de 750gr de filamento Extrafill fabricadas por Fillamentum estão perfeitamente enroladas ou embobinadas o que evita que se produzam problemas de impressão devidos a enrolamento ou sobreposição entre sim do próprio filamento da mesma bobina.
Além de por todos os pontos mencionados anteriormente, este filamento PLA é considerado no mercado da impressão 3D como Premium devido ao seu incrível packaging com uma saca sellable de alumínio que o protege da humidade e dos raios UV e à sua vez esta no interior de uma caixa "easy open".
Por tanto, trata-se de um filamento PLA Premium de grande qualidade totalmente estabilizado para obter uns excelentes acabados com a maior fiabilidade e facilidade de impressão em 3D.
Características:
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em frente ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em frente aos 100ºC do ABS e que as peças impressas em PLA são mais complicadas de lixar, perfurar e colar que as impressas em ABS. Se desejam-se obter acabamentos superficiais extraordinários no PLA recomenda-se a utilização do recubrimiento especificamente desenhado para impressão 3D que poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC , que podes encontrar nos acessórios da loja.
750g - Rolo
Extrafill Vertigo Mystique - Cor
1.75mm (+-0.05mm) - Espessura
190º a 210º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
Os filamentos PLA Extrafill são um filamento de excelente qualidade fabricado na Europa para impressão 3D.
Alta qualidade de impressão mesmo em detalhes complicados com excelente laminação. Feito de ingredientes naturais e pode ser biodegradado através de compostagem industrial.
As bobinas de 750gr de filamento PLA Extrafill da Fillamentum podem ser impressas facilmente em qualquer impressora 3D FFF/FDM. O PLA é um dos materiais mais utilizados em impressão 3D nos dia de hoje, como não liberta gases nocivos e é muito fácil imprimir com ele visto que não é imprescindível dispor de base de impressão quente. Se tens interesse em saber mais sobre este material podes ler mais aqui. O PLA (Ácido Polilático) é um plástico biodegradável que se obtém a partir de recursos naturais, como a partir do amido extraído do milho, da beterraba ou do trigo.
Com o filamento PLA Extrafill irás obter figuras mais brilhantes que ao mesmo tempo serão rígidas e resistentes.
Este filamento PLA trata-se de um filamento PREMIUM devido aos altos standards de qualidade nos que é fabricado. É fabricado por uma empresa europeia (República Checa) que destaca pela grande experiência no setor da extrusão de plásticos para indústria automotriz, química e do empacotado, destacando pela forte aposta em a investigação e desenvolvimento de novos produtos. Este é o caso dos filamentos para impressão 3D Premium Fillamentum.
O filamento PLA Extrafill é fabricado mediante um estrito controlo ao longo de todo o processo de fabricação. Este filamento PLA Premium garante uma uma alta precisão das dimensões como são uma toleracia de diâmetro de ±0.05mm, com uma excelente circularidade e sem nenhum tipo de impurezas químicas que produzam má viscosidade do filamento. Isto se consegue além de realizando um estrito controlo em todo o processo de fabricação, utilizando uma matéria prima com a máxima pureza. Além disso oferecem-se uma grande variedade de cores segundo a sua referência RAL e Pantone dos filamentos de PLA Premium. Ao estabelecer uns altos standards de qualidade garante-se que em nenhum momento terá variações de cor pelo que nunca terás problemas de qualidade nas peças impressas em séries longas na tua impressora 3D.
Mas além disso, as bobinas de 750gr de filamento Extrafill fabricadas por Fillamentum estão perfeitamente enroladas ou embobinadas o que evita que se produzam problemas de impressão devidos a enrolamento ou sobreposição entre sim do próprio filamento da mesma bobina.
Além de por todos os pontos mencionados anteriormente, este filamento PLA é considerado no mercado da impressão 3D como Premium devido ao seu incrível packaging com uma saca sellable de alumínio que o protege da humidade e dos raios UV e à sua vez esta no interior de uma caixa "easy open".
Por tanto, trata-se de um filamento PLA Premium de grande qualidade totalmente estabilizado para obter uns excelentes acabados com a maior fiabilidade e facilidade de impressão em 3D.
Características:
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em frente ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em frente aos 100ºC do ABS e que as peças impressas em PLA são mais complicadas de lixar, perfurar e colar que as impressas em ABS. Se desejam-se obter acabamentos superficiais extraordinários no PLA recomenda-se a utilização do recubrimiento especificamente desenhado para impressão 3D que poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC , que podes encontrar nos acessórios da loja.
750g - Rolo
Extrafill Volcanic Dust - Cor
1.75mm (+-0.05mm) - Espessura
190º a 210º - Temp. recomendada do Hotend
50º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
A Máquina de Cura e Lavagem Prusa Original (CW1S) é um acessório recomendado para a Prusa SL1S Original, mas também é compatível com todas as outras impressoras de mesa SLA no mercado.
A CW1S é um dispositivo multifuncional, que se ocupa das tarefas de pré-impressão e pós-processamento: pré-aquecimento da resina antes da impressão, e também lavagem, secagem, e cura do modelo impresso.
Este dispositivo multifuncional com um corpo robusto e compacto e design inteligente leva a impressão 3D em resina a um nível superior, tornando-o um processo muito mais confortável e eficiente.
Original Prusa, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Recomendamos este modelo de Impressora 3D para uso profissional.
Dispomos de diversas industrias, escolas, escritórios e laboratórios com este modelo sendo a opção numero 1 em termos de fiabilidade e facilidade de uso.
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.

A impressora original Prusa SL1S 3D é baseada na tecnologia de impressão MSLA. Ao contrário das máquinas Original Prusa i3, esta impressora usa um painel LCD de alta resolução (MONOCHROME) e um conjunto de LEDs UV para curar camadas finas de resina de modo a atingir um nível de detalhe sem precedentes.
A Prusa SL1S Original produz impressões de alta qualidade com ainda mais detalhes do que a Prusa SL1 Original. É compatível com uma vasta gama de resinas para várias aplicações.
A Prusa SL1S SPEED Original está aqui! Em comparação com o SL1S original, o novo SL1S oferece uma qualidade de impressão muito melhorada, uma área de impressão 25% maior, e até três vezes mais rápida com apenas 1,4 segundos de tempo de exposição por camada. Tempos de exposição curtos combinados com o mecanismo de inclinação incorporado permitem-lhe imprimir até um objecto de 150mm de altura em três horas.
O SL1S é a escolha perfeita para produzir impressões 3D extremamente detalhadas - rápidas! Não importa se quer produzir esculturas altamente detalhadas, design e protótipo, ou se precisa de um cavalo de trabalho fiável para a sua oficina ou laboratório, o SL1S oferece resultados excepcionais em toda a linha. Também oferecemos um kit de actualização para o seu SL1S.

As resinas tendem a mudar o seu estado enquanto são armazenadas, razão pela qual se agita a garrafa com resina bem antes da impressão. No entanto, a CW1S pode também pré-aquecer a resina antes de a imprimir, levando-a assim à temperatura e estado ideais de impressão para o melhor desempenho do SL1S e da própria resina.

A impressão acabada tem de ser lavada para remover a resina não curada da sua superfície. A CW1S utiliza um tanque de aço inoxidável para álcool isopropílico e uma hélice magnética. O movimento da hélice magnética agita o líquido, de modo a chegar a cada parte do modelo. Este método é menos agressivo em comparação com a limpeza ultra-sónica e funciona muito bem mesmo com objectos muito pequenos.
A secagem de um modelo lavado é mais uma característica da CW1S polivalente. Antes de o modelo lavado ser curado com luz UV, tem de ser seco de modo a evitar manchas de resíduos de resina.

A cura do modelo com luz UV é uma parte essencial do processo de impressão em resina. Os objectos impressos são normalmente macios, pelo que tratá-los com luz UV confere-lhes propriedades de superfície óptimas.

A CW1S, ao contrário da maioria dos outros acessórios de impressão em resina, combina 4 características importantes num único dispositivo. Embora seja um dispositivo multifuncional, é muito compacto (mais pequeno que o SL1S) e poupa-lhe muito espaço na sua oficina.

A CW1S foi concebida tendo em mente o conforto do utilizador. O sensor IR detecta se o recipiente de líquido está presente no dispositivo e exibe o conjunto de funções a escolher em conformidade. O CW1S sabe simplesmente quais os passos a dar com antecedência 🙂
Visor tipo LCD monocromático com sistema de lentes de alto desempenho
Resolução LCD 5.96'', 2560×1620p
Tempo de vida do LCD / garantia 2000 horas
Tamanho do volume de impressão 127×80×150 mm
Tempo de exposição da camada 1.3 - 2.4 segundos, dependendo do material e da altura da camada
Tempo de inclinação 3 segundos
Alturas de camada suportadas 0.025-0.1 mm
Altura mínima da camada 0.01 mm
Materiais suportados Resina líquida sensível aos UV (405nm), materiais de longa exposição suportados
Conectividade: USB, Wi-Fi, LAN
Dimensões da caixa da impressora SL1S: 32×45×50 cm (X×Y×Z)
Dimensões do SL1S: 8,8×9,3×15,7 in / 225x237x400 mm (X×Y×Z)
SL1S consumo de energia durante a impressão: ~100W (±5W)
Pré-aquecimento da resina
Lavagem com hélice accionada por íman para criar um vórtice e lavar os resíduos de resina da impressão
Seca a impressão após a lavagem
Cura a impressão usando 4 tiras de LED UVPré-aquecimento da resina
Lavagem com hélice accionada por íman para criar um vórtice e lavar os resíduos de resina da impressão
Seca a impressão após a lavagem
Cura a impressão usando 4 tiras de LED UV
4 tiras de LED UV para curar os modelos impressos
Comprimento de onda do LED UV: 405 nm
Potência máxima do LED UV: 52,8 W
Grupo EEE: 3 (equipamento informático e/ou de telecomunicação)
Alimentação eléctrica: Entrada 100-240VAC, 50/60Hz, 2.0A. Saída: 24V, 6.67A, 160W
Consumo médio de energia: 130W
Gama máxima de temperaturas de trabalho: 16 °C - 38 °C, utilização interior apenas
Humidade de trabalho: 85 % ou menos
Dimensões da caixa CW1S: 39×46×40 cm (D×H×W)
Dimensões da CW1S: 21,8×34,5×23,2 cm (D×H×W)
Consumo de energia da CW1S:
Pré-aquecimento / Secagem: ≤ 135W
Cura UV: 50W
Lavagem: 6W
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

FormFutura Economy LCD Resin is our entry level 3D printing resin. This resin is ideal for beginners and prints with a very limited smell. It combines accuracy with short curing times and a nice matte surface finish. Our Economy LCD Resin makes resin 3D printing more accessible.
Resin printing doesn't have to be more expensive than 3D printing with filament!
Important key features
Suitable applications
Physical properties after post curing
This data provided for those properties are typical values, and should not be construed as sales specifications.
Specimen printed in ZXY Orientation (ISO 52921) and examined according to ISO 17296-3.
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Specimens have been post-cured for 30 minutes with 200W and 405nm UV LED conditioned for 72 hours at 23°C and 50% humidity.
Preparation(s) before starting to print
Post-processing
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Utilização:
Como armazenar:
Embalagem compacta e segura:
Características:
Economy LCD Series Resina Impressão 3D LCD e DLP UV (385 - 420nm) - Tipo de Produto
1000ml - Quantidade
Yellow - Cor
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
FormFutura Economy LCD Resin is our entry level 3D printing resin. This resin is ideal for beginners and prints with a very limited smell. It combines accuracy with short curing times and a nice matte surface finish. Our Economy LCD Resin makes resin 3D printing more accessible.
Resin printing doesn't have to be more expensive than 3D printing with filament!
Important key features
Suitable applications
Physical properties after post curing
This data provided for those properties are typical values, and should not be construed as sales specifications.
Specimen printed in ZXY Orientation (ISO 52921) and examined according to ISO 17296-3.
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Specimens have been post-cured for 30 minutes with 200W and 405nm UV LED conditioned for 72 hours at 23°C and 50% humidity.
Preparation(s) before starting to print
Post-processing
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Utilização:
Como armazenar:
Embalagem compacta e segura:
Características:
Economy LCD Series Resina Impressão 3D LCD e DLP UV (385 - 420nm) - Tipo de Produto
1000ml - Quantidade
Red - Cor
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
FormFutura Economy LCD Resin is our entry level 3D printing resin. This resin is ideal for beginners and prints with a very limited smell. It combines accuracy with short curing times and a nice matte surface finish. Our Economy LCD Resin makes resin 3D printing more accessible.
Resin printing doesn't have to be more expensive than 3D printing with filament!
Important key features
Suitable applications
Physical properties after post curing
This data provided for those properties are typical values, and should not be construed as sales specifications.
Specimen printed in ZXY Orientation (ISO 52921) and examined according to ISO 17296-3.
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Specimens have been post-cured for 30 minutes with 200W and 405nm UV LED conditioned for 72 hours at 23°C and 50% humidity.
Preparation(s) before starting to print
Post-processing
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Utilização:
Como armazenar:
Embalagem compacta e segura:
Características:
Economy LCD Series Resina Impressão 3D LCD e DLP UV (385 - 420nm) - Tipo de Produto
1000ml - Quantidade
Purple - Cor
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
FormFutura Economy LCD Resin is our entry level 3D printing resin. This resin is ideal for beginners and prints with a very limited smell. It combines accuracy with short curing times and a nice matte surface finish. Our Economy LCD Resin makes resin 3D printing more accessible.
Resin printing doesn't have to be more expensive than 3D printing with filament!
Important key features
Suitable applications
Physical properties after post curing
This data provided for those properties are typical values, and should not be construed as sales specifications.
Specimen printed in ZXY Orientation (ISO 52921) and examined according to ISO 17296-3.
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Specimens have been post-cured for 30 minutes with 200W and 405nm UV LED conditioned for 72 hours at 23°C and 50% humidity.
Preparation(s) before starting to print
Post-processing
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Utilização:
Como armazenar:
Embalagem compacta e segura:
Características:
Economy LCD Series Resina Impressão 3D LCD e DLP UV (385 - 420nm) - Tipo de Produto
1000ml - Quantidade
Light Green - Cor
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.
FormFutura Economy LCD Resin is our entry level 3D printing resin. This resin is ideal for beginners and prints with a very limited smell. It combines accuracy with short curing times and a nice matte surface finish. Our Economy LCD Resin makes resin 3D printing more accessible.
Resin printing doesn't have to be more expensive than 3D printing with filament!
Important key features
Suitable applications
Physical properties after post curing
This data provided for those properties are typical values, and should not be construed as sales specifications.
Specimen printed in ZXY Orientation (ISO 52921) and examined according to ISO 17296-3.
Please note that the above-displayed values can vary with individual machine processing, post-curing parts, geometry, print orientation, print settings, and temperature.
Specimens have been post-cured for 30 minutes with 200W and 405nm UV LED conditioned for 72 hours at 23°C and 50% humidity.
Preparation(s) before starting to print
Post-processing
Safety
Please always be aware that when 3D printing with resins that you are working with chemicals and that you should always be cautious and use the personal protective equipment as stipulated in our safety data sheets.
Utilização:
Como armazenar:
Embalagem compacta e segura:
Características:
Economy LCD Series Resina Impressão 3D LCD e DLP UV (385 - 420nm) - Tipo de Produto
1000ml - Quantidade
Light Blue - Cor
































