Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.

A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:







Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
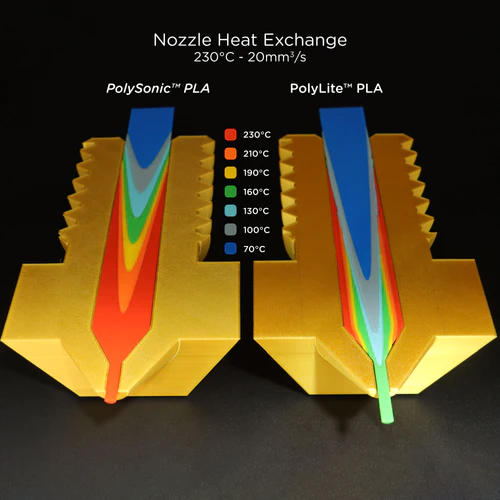
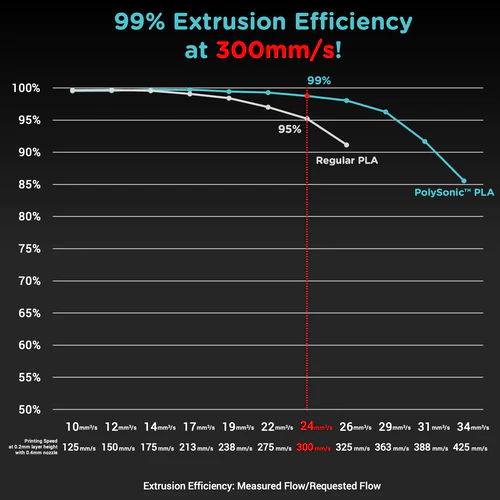
O PolySonic™ PLA é um filamento revolucionário para impressão 3D em alta velocidade, representando uma verdadeira mudança de paradigma na manufatura aditiva. Com sua taxa de extrusão extremamente rápida, precisão de ponta e adesão excepcional entre camadas, você pode aumentar a velocidade de sua impressora 3D e atingir novos patamares de produtividade. Acelere seu fluxo de trabalho sem comprometer a resistência ou qualidade.

Características Principais:
Vantagens do Filamento de Alta Velocidade:
O que é um Filamento de Alta Velocidade?
É considerado "Alta Velocidade" quando cumpre 3 critérios em uma determinada temperatura de impressão:
Especificações do PolySonic™ PLA a 230˚C:
Este filamento é a escolha ideal para profissionais e entusiastas que buscam otimizar seus processos de impressão 3D sem sacrificar a qualidade.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA PolySonic™ Grey - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.
A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
O PolySonic™ PLA é um filamento revolucionário para impressão 3D em alta velocidade, representando uma verdadeira mudança de paradigma na manufatura aditiva. Com sua taxa de extrusão extremamente rápida, precisão de ponta e adesão excepcional entre camadas, você pode aumentar a velocidade de sua impressora 3D e atingir novos patamares de produtividade. Acelere seu fluxo de trabalho sem comprometer a resistência ou qualidade.
Características Principais:
Vantagens do Filamento de Alta Velocidade:
O que é um Filamento de Alta Velocidade?
É considerado "Alta Velocidade" quando cumpre 3 critérios em uma determinada temperatura de impressão:
Especificações do PolySonic™ PLA a 230˚C:
Este filamento é a escolha ideal para profissionais e entusiastas que buscam otimizar seus processos de impressão 3D sem sacrificar a qualidade.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA PolySonic™ White - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.
A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
O PolySonic™ PLA é um filamento revolucionário para impressão 3D em alta velocidade, representando uma verdadeira mudança de paradigma na manufatura aditiva. Com sua taxa de extrusão extremamente rápida, precisão de ponta e adesão excepcional entre camadas, você pode aumentar a velocidade de sua impressora 3D e atingir novos patamares de produtividade. Acelere seu fluxo de trabalho sem comprometer a resistência ou qualidade.
Características Principais:
Vantagens do Filamento de Alta Velocidade:
O que é um Filamento de Alta Velocidade?
É considerado "Alta Velocidade" quando cumpre 3 critérios em uma determinada temperatura de impressão:
Especificações do PolySonic™ PLA a 230˚C:
Este filamento é a escolha ideal para profissionais e entusiastas que buscam otimizar seus processos de impressão 3D sem sacrificar a qualidade.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA PolySonic™ Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão

Fiberon™ PA612-CF15 é um filamento à base de copoli-imida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este material possui uma menor sensibilidade à humidade comparativamente aos materiais à base de PA6/66 e PA6, apresentando também melhores propriedades mecânicas do que os materiais à base de PA12. Além disso, o reforço com fibra de carbono e a tecnologia Warpfree™ melhoram significativamente a estabilidade dimensional das impressões realizadas com este filamento.
O Fiberon™ PA612-CF15 utiliza a mesma fórmula comprovada do PolyMide PA612-CF, embora o Fiberon™ PA612-CF15 possa imprimir num tom de preto ligeiramente mais escuro do que o seu antecessor.
Densidade: 1,03 g/cm³
Requisitos de Impressão
Temperatura do extrusor: 250˚C - 300˚C
Temperatura da mesa (build plate): 40˚C - 50˚C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: DESLIGADA
Extrusão direta (Direct Drive):
Distância de retração: 3 mm
Velocidade de retração: 40 mm/s
Extrusão indireta (Bowden):
Distância de retração: 6 mm
Velocidade de retração: 60 mm/s
Forno convencional: 100˚C durante 10h
PolyDryer™: Nível 3 durante 18h
100˚C durante 16h
Não encontra o perfil para a sua impressora? Junte-se ao nosso Discord e veja se a comunidade já criou um!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
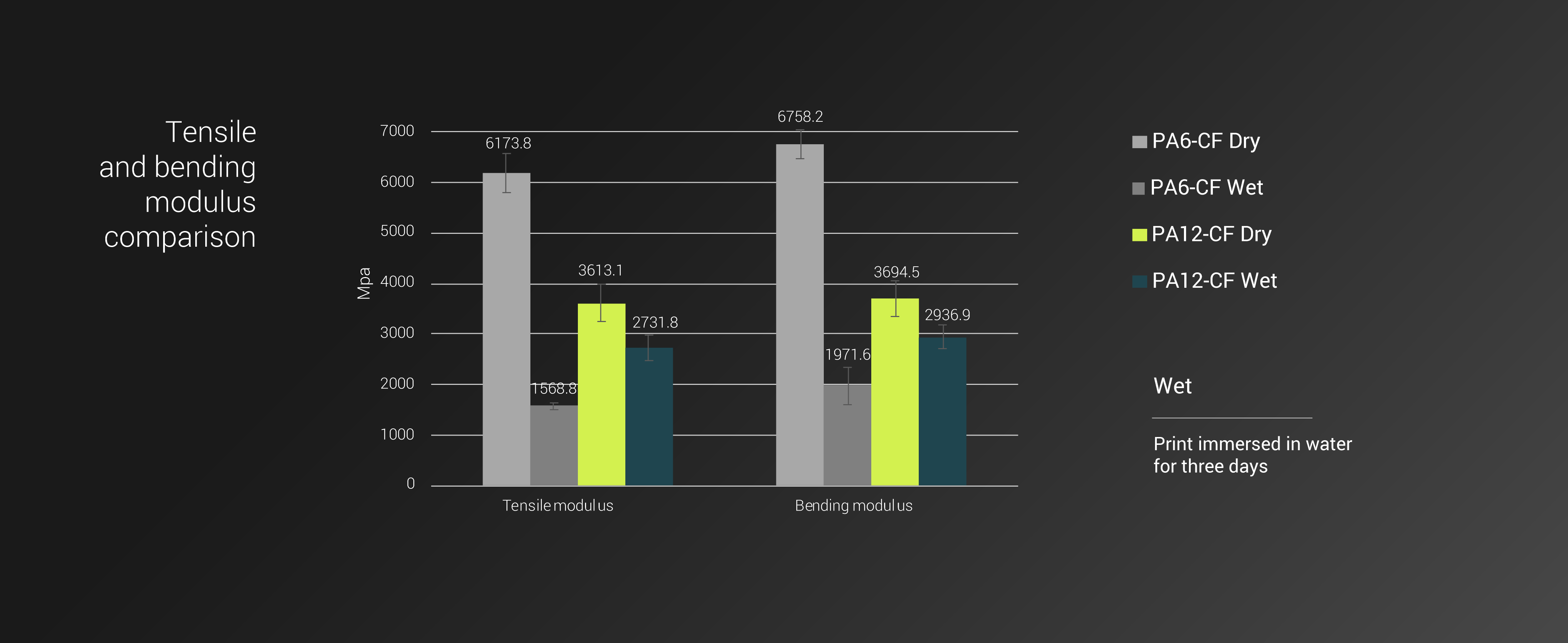
O condicionamento por humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que as poliamidas (nylons) são higroscópicas. Podes acelerar este processo mantendo a peça num ambiente com humidade elevada ou submergindo-a em água durante 48 horas. Todos os nossos testes foram realizados com peças sujeitas a tratamento térmico a 100˚C durante 16 horas, e posteriormente submersas em água a 60˚C durante 48 horas. O teor médio de humidade das peças após este processo é de 2,57%.
Ao realizar o tratamento térmico num forno de convecção, a peça ficará seca. Portanto, se fizeres o condicionamento antes do tratamento térmico, terás de repetir o condicionamento depois. Recomendamos, assim, fazer o condicionamento por humidade apenas após o tratamento térmico.
Os nossos nylons incluem a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, é feito o tratamento térmico para garantir a resistência máxima da peça.
Sabe mais AQUI.
Sim! Redesenhámos as bordas das nossas bobinas, por isso todos os produtos Polymaker funcionam perfeitamente na AMS.
Ainda assim, deves ter atenção extra quando utilizares materiais abrasivos na AMS.
Infelizmente não disponibilizamos bobinas Fiberon™ de 1 kg. Isto deve-se ao risco acrescido de quebra do filamento de fibra de carbono e fibra de vidro quando armazenado em bobinas maiores.
Uma vez que estes filamentos são mais frágeis, utilizamos uma bobina com núcleo maior. Este núcleo maior significa que 1 kg de filamento não caberia numa bobina típica de 1 kg.
3kg- Rolo
Fiberon PA612-CF15 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PET-CF17 é um filamento de PET (polietileno tereftalato) reforçado com 17% de fibra de carbono. É a escolha preferida para impressão 3D de materiais compósitos de engenharia, oferecendo elevado módulo de elasticidade, resistência ao calor, insensibilidade à humidade e facilidade de impressão.
Densidade: 1,34 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:

Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Mais informações e dicas sobre recozimento disponíveis na aba de FAQ.
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já criou um!
Podes saber mais sobre o processo de recozimento AQUI.
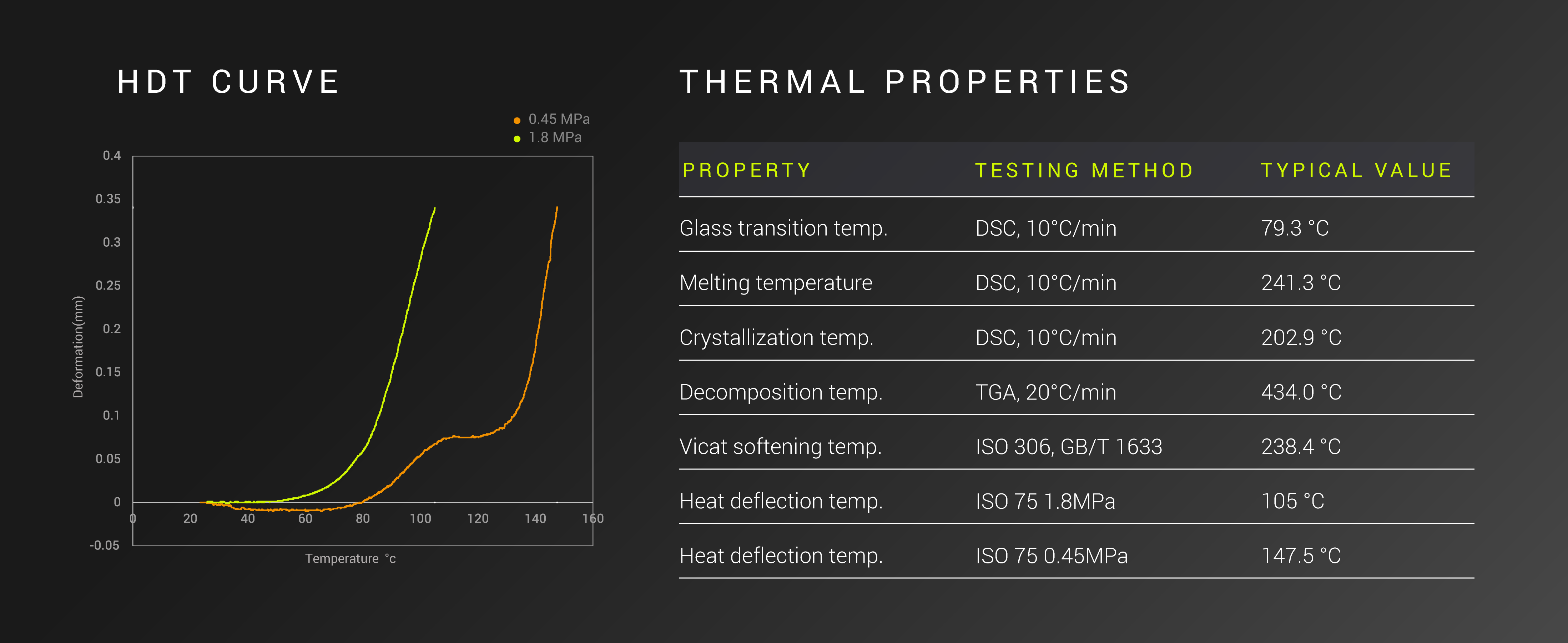
O recozimento melhora significativamente a resistência térmica do PET-CF17, elevando a temperatura de deflexão térmica (HDT) de cerca de 70 °C para mais de 100 °C.
Contudo, em termos de propriedades mecânicas, o recozimento aumenta sobretudo a rigidez (módulo) do material, sem melhorar a resistência ao impacto nem a adesão entre camadas. Ou seja, o material não se torna mais resistente após o recozimento.
Se a tua peça tiver secções muito finas, o recozimento a 120 °C pode causar deformações. Nestes casos, sugerimos três possíveis soluções:
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
No entanto, deves ter cuidado ao usar materiais abrasivos no AMS.
PET e PETG diferem na estrutura química, nas propriedades, na facilidade de impressão e nas aplicações:
É possível imprimir este material sem um secador de filamento, mas isso depende muito da humidade do ambiente onde estás.
Se vives num clima húmido, pode ser necessário usar um secador durante toda a impressão ou entre impressões.
Guarda sempre o filamento em ambiente seco.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se à maior probabilidade de o filamento de fibra de carbono ou fibra de vidro se partir na bobina, devido à sua maior fragilidade.
Para minimizar este risco, utilizamos uma bobina com núcleo maior — o que faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
500g- Rolo
Fiberon PET-CF17 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão



O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)

Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):

Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
500g- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão



Fiberon™ PA6-GF25 é um filamento de PA6 (Nylon 6) reforçado com fibra de vidro. Este material apresenta excelentes propriedades térmicas e mecânicas sem comprometer a adesão entre camadas.
Anteriormente conhecido como PolyMide PA6-GF.
Densidade: 1,2 g/cm³
Extrusão direta (Direct Drive):



Não encontras o perfil para a tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
[Descarregar informação do produto]

500g- Rolo
Fiberon PA6-GF25- Grey
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
500g- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PA612-CF15 é um filamento à base de copoli-imida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este material possui uma menor sensibilidade à humidade comparativamente aos materiais à base de PA6/66 e PA6, apresentando também melhores propriedades mecânicas do que os materiais à base de PA12. Além disso, o reforço com fibra de carbono e a tecnologia Warpfree™ melhoram significativamente a estabilidade dimensional das impressões realizadas com este filamento.
O Fiberon™ PA612-CF15 utiliza a mesma fórmula comprovada do PolyMide PA612-CF, embora o Fiberon™ PA612-CF15 possa imprimir num tom de preto ligeiramente mais escuro do que o seu antecessor.
Densidade: 1,03 g/cm³
Requisitos de Impressão
Temperatura do extrusor: 250˚C - 300˚C
Temperatura da mesa (build plate): 40˚C - 50˚C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: DESLIGADA
Extrusão direta (Direct Drive):
Distância de retração: 3 mm
Velocidade de retração: 40 mm/s
Extrusão indireta (Bowden):
Distância de retração: 6 mm
Velocidade de retração: 60 mm/s
Forno convencional: 100˚C durante 10h
PolyDryer™: Nível 3 durante 18h
100˚C durante 16h
Não encontra o perfil para a sua impressora? Junte-se ao nosso Discord e veja se a comunidade já criou um!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que as poliamidas (nylons) são higroscópicas. Podes acelerar este processo mantendo a peça num ambiente com humidade elevada ou submergindo-a em água durante 48 horas. Todos os nossos testes foram realizados com peças sujeitas a tratamento térmico a 100˚C durante 16 horas, e posteriormente submersas em água a 60˚C durante 48 horas. O teor médio de humidade das peças após este processo é de 2,57%.
Ao realizar o tratamento térmico num forno de convecção, a peça ficará seca. Portanto, se fizeres o condicionamento antes do tratamento térmico, terás de repetir o condicionamento depois. Recomendamos, assim, fazer o condicionamento por humidade apenas após o tratamento térmico.
Os nossos nylons incluem a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, é feito o tratamento térmico para garantir a resistência máxima da peça.
Sabe mais AQUI.
Sim! Redesenhámos as bordas das nossas bobinas, por isso todos os produtos Polymaker funcionam perfeitamente na AMS.
Ainda assim, deves ter atenção extra quando utilizares materiais abrasivos na AMS.
Infelizmente não disponibilizamos bobinas Fiberon™ de 1 kg. Isto deve-se ao risco acrescido de quebra do filamento de fibra de carbono e fibra de vidro quando armazenado em bobinas maiores.
Uma vez que estes filamentos são mais frágeis, utilizamos uma bobina com núcleo maior. Este núcleo maior significa que 1 kg de filamento não caberia numa bobina típica de 1 kg.
500g- Rolo
Fiberon PA612-CF15 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PET-CF17 é um filamento de PET (polietileno tereftalato) reforçado com 17% de fibra de carbono. É a escolha preferida para impressão 3D de materiais compósitos de engenharia, oferecendo elevado módulo de elasticidade, resistência ao calor, insensibilidade à humidade e facilidade de impressão.
Densidade: 1,34 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:
Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Mais informações e dicas sobre recozimento disponíveis na aba de FAQ.
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já criou um!
Podes saber mais sobre o processo de recozimento AQUI.
O recozimento melhora significativamente a resistência térmica do PET-CF17, elevando a temperatura de deflexão térmica (HDT) de cerca de 70 °C para mais de 100 °C.
Contudo, em termos de propriedades mecânicas, o recozimento aumenta sobretudo a rigidez (módulo) do material, sem melhorar a resistência ao impacto nem a adesão entre camadas. Ou seja, o material não se torna mais resistente após o recozimento.
Se a tua peça tiver secções muito finas, o recozimento a 120 °C pode causar deformações. Nestes casos, sugerimos três possíveis soluções:
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
No entanto, deves ter cuidado ao usar materiais abrasivos no AMS.
PET e PETG diferem na estrutura química, nas propriedades, na facilidade de impressão e nas aplicações:
É possível imprimir este material sem um secador de filamento, mas isso depende muito da humidade do ambiente onde estás.
Se vives num clima húmido, pode ser necessário usar um secador durante toda a impressão ou entre impressões.
Guarda sempre o filamento em ambiente seco.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se à maior probabilidade de o filamento de fibra de carbono ou fibra de vidro se partir na bobina, devido à sua maior fragilidade.
Para minimizar este risco, utilizamos uma bobina com núcleo maior — o que faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
3kg- Rolo
Fiberon PET-CF17 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
































