


O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)

Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):

Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
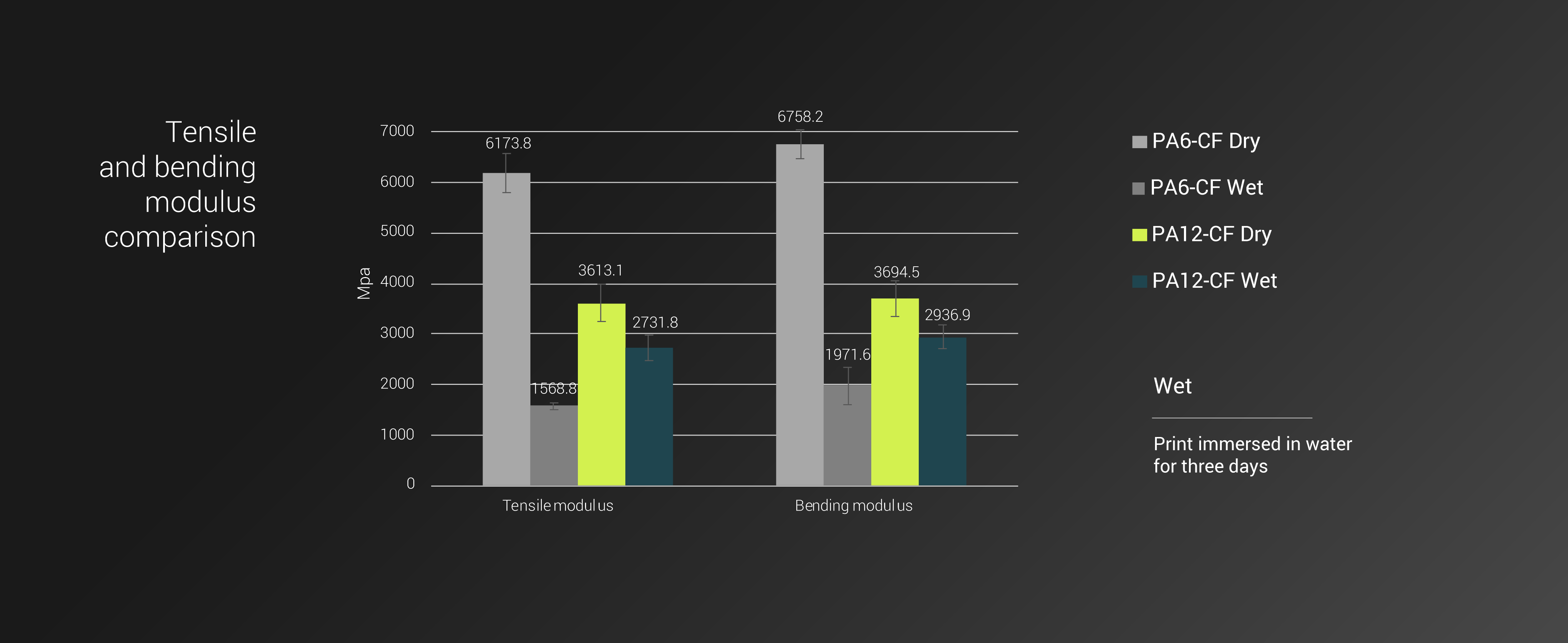
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
3kg- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão



Fiberon™ PA6-GF25 é um filamento de PA6 (Nylon 6) reforçado com fibra de vidro. Este material apresenta excelentes propriedades térmicas e mecânicas sem comprometer a adesão entre camadas.
Anteriormente conhecido como PolyMide PA6-GF.
Densidade: 1,2 g/cm³
Extrusão direta (Direct Drive):



Não encontras o perfil para a tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
[Descarregar informação do produto]

3kg- Rolo
Fiberon PA6-GF25- Grey
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
3kg- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão


Fiberon™ PETG-rCF08 é um filamento de PETG reforçado com fibra de carbono reciclada.
Herdando o desempenho versátil do PETG, este material incorpora fibra de carbono reciclada para uma melhor textura superficial e propriedades mecânicas melhoradas.
Densidade: 1,3 g/cm³
Bobina de 0,5 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 190 ± 7 g
Bobina de 0,75 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 50,6 ± 2 mm
– Peso da bobina (vazia): 125 ± 7 g
Bobina de 1 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 140 ± 7 g
Bobina de 2 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 370 ± 18,5 g
Bobina de 3 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 425 ± 21,3 g
Bobina de 5 kg (plástico):
– Diâmetro interior do furo: 32 ± 1 mm
– Diâmetro da bobina: 300 ± 1 mm
– Largura da bobina: 160 ± 1 mm
– Peso da bobina (vazia): 819 ± 30 g
– Material da bobina: Polipropileno (PP)
Extrusor Direct Drive:
– Distância: 3 mm
– Velocidade: 40 mm/s
Extrusor Bowden (Indirect Drive):
– Distância: 6 mm
– Velocidade: 60 mm/s
Forno doméstico: 65 ˚C durante 3 horas
PolyDryer™: Nível 2 durante 6 horas
(Apenas se o material tiver absorvido humidade)
N/A (não aplicável)
Não encontras o perfil da tua impressora?
Entra no nosso Discord e verifica se a comunidade já criou um!


500g- Rolo
Fiberon PETG-rCF08 - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PETG-rCF08 é um filamento de PETG reforçado com fibra de carbono reciclada.
Herdando o desempenho versátil do PETG, este material incorpora fibra de carbono reciclada para uma melhor textura superficial e propriedades mecânicas melhoradas.
Densidade: 1,3 g/cm³
Bobina de 0,5 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 190 ± 7 g
Bobina de 0,75 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 50,6 ± 2 mm
– Peso da bobina (vazia): 125 ± 7 g
Bobina de 1 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 140 ± 7 g
Bobina de 2 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 370 ± 18,5 g
Bobina de 3 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 425 ± 21,3 g
Bobina de 5 kg (plástico):
– Diâmetro interior do furo: 32 ± 1 mm
– Diâmetro da bobina: 300 ± 1 mm
– Largura da bobina: 160 ± 1 mm
– Peso da bobina (vazia): 819 ± 30 g
– Material da bobina: Polipropileno (PP)
Extrusor Direct Drive:
– Distância: 3 mm
– Velocidade: 40 mm/s
Extrusor Bowden (Indirect Drive):
– Distância: 6 mm
– Velocidade: 60 mm/s
Forno doméstico: 65 ˚C durante 3 horas
PolyDryer™: Nível 2 durante 6 horas
(Apenas se o material tiver absorvido humidade)
N/A (não aplicável)
Não encontras o perfil da tua impressora?
Entra no nosso Discord e verifica se a comunidade já criou um!
3kg- Rolo
Fiberon PETG-rCF08 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
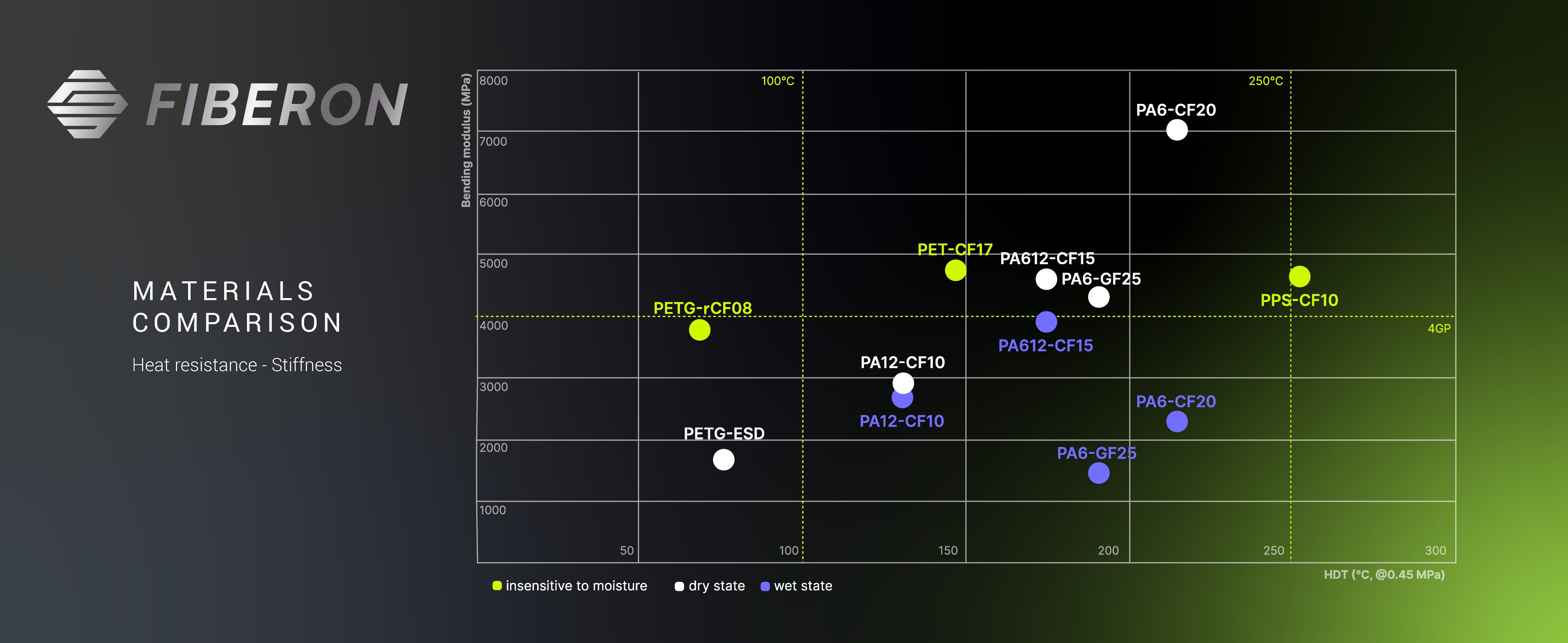
Filamentos Compósitos de Alto Desempenho
A combinação perfeita entre elevada resistência mecânica e dissipação eletrostática (ESD), garantindo a proteção fiável de componentes eletrónicos sensíveis sem comprometer o desempenho.

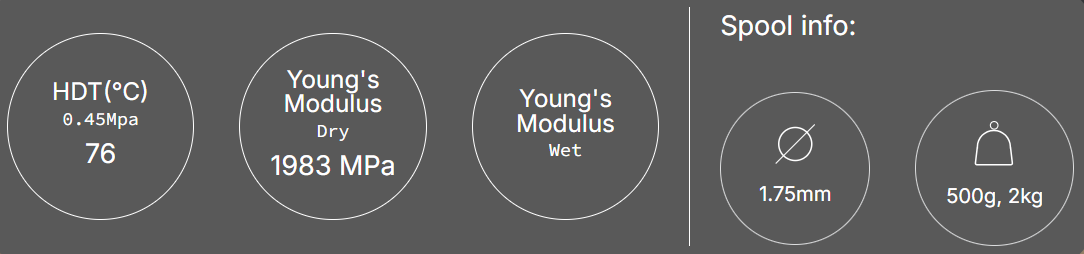
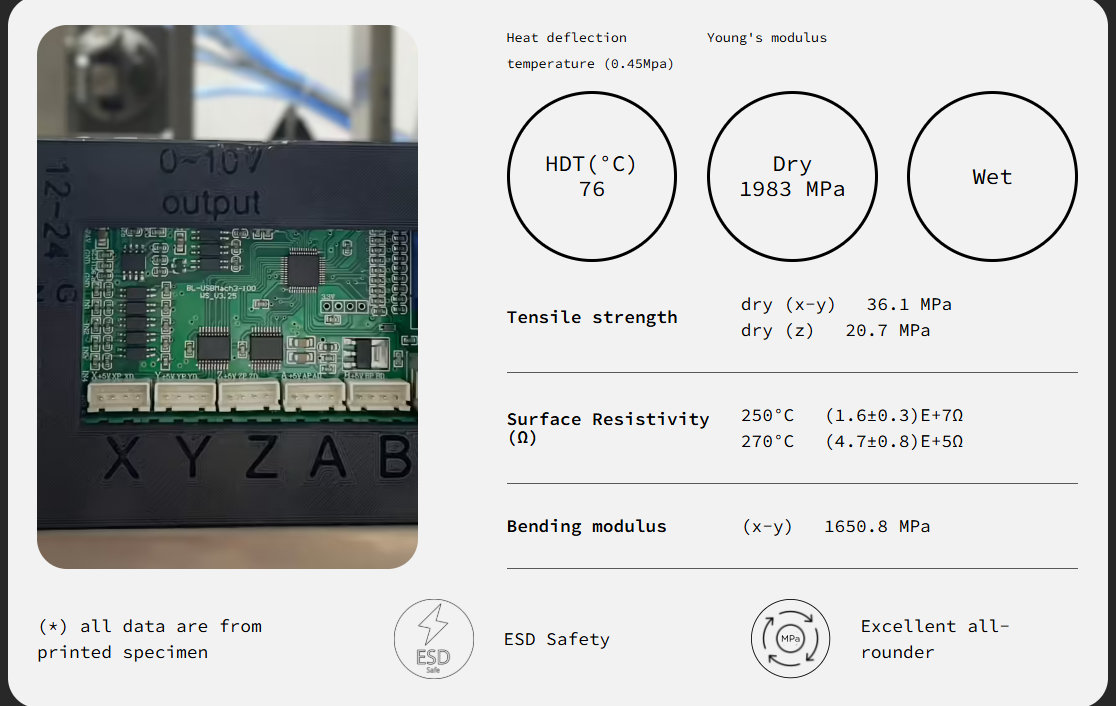
O Fiberon™ PETG-ESD combina dissipação eletrostática (ESD) com um PETG de resistência melhorada. Formulado com nanotubos de carbono, este material permite dissipar cargas eletrostáticas devido à sua baixa resistividade superficial.
Esta propriedade intrínseca proporciona proteção a componentes eletrónicos sensíveis, tornando-o ideal para processos de montagem eletrónica ou para a fabricação de invólucros eletrónicos impressos.
Descarregar um perfil de impressora
Temperatura de impressão: 250-290°C
Temperatura da mesa: 70-80°C
(*) Não é necessária câmara aquecida ou enclausuramento
É recomendado um bico de aço endurecido para evitar desgaste.


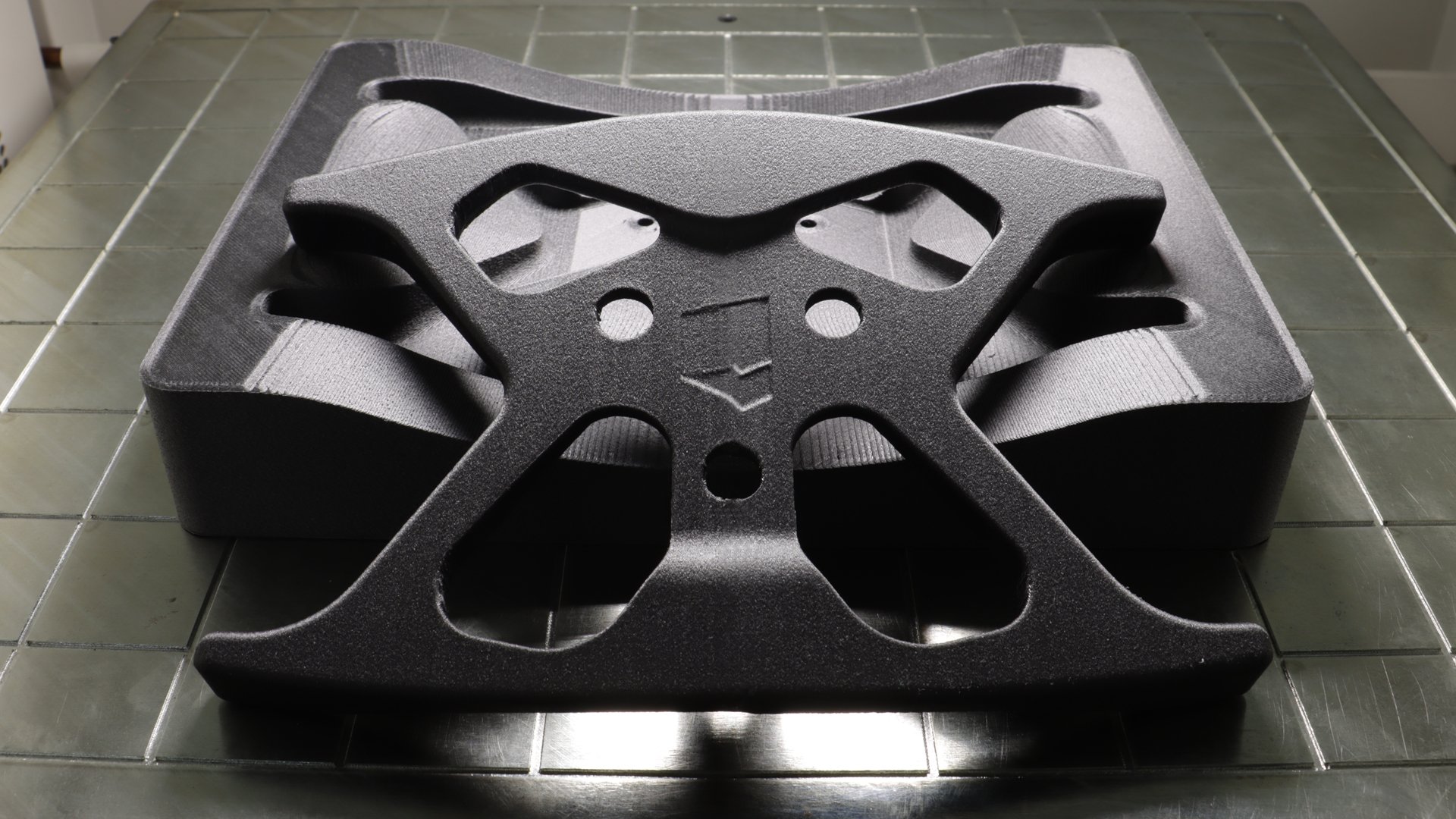
Polymaker & Amesos: Placas de Montagem para Bombas de Água em Drones Agrícolas
O PETG-ESD combina as propriedades do PETG com a capacidade de controlar descargas eletrostáticas (ESD), tornando-se um material ideal para aplicações que exigem proteção contra ESD. É amplamente utilizado em embalagens de componentes eletrónicos, fixações, gabaritos e ferramentas de montagem em ambientes sensíveis a descargas eletrostáticas.
Para assegurar a dissipação eletrostática (ESD) das peças impressas com Fiberon™ PETG-ESD, segue estas recomendações:
✔ Temperatura mínima de impressão: 250°C para manter as propriedades condutivas do material.
✔ Tipo de bico: Devido à presença de nanotubos de carbono, utiliza um bico de aço endurecido para evitar desgaste prematuro.
❌ Não é necessário recozer estes materiais antes da utilização.
✅ Secagem recomendada: Para obter um melhor desempenho na impressão, recomenda-se secar o filamento a 65°C durante 3 horas antes do uso. Isso ajuda a reduzir a absorção de humidade, melhorando a qualidade da impressão e a adesão entre camadas.
500g- Rolo
Fiberon PETG-ESD- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Filamentos Compósitos de Alto Desempenho
A combinação perfeita entre elevada resistência mecânica e dissipação eletrostática (ESD), garantindo a proteção fiável de componentes eletrónicos sensíveis sem comprometer o desempenho.
O Fiberon™ PETG-ESD combina dissipação eletrostática (ESD) com um PETG de resistência melhorada. Formulado com nanotubos de carbono, este material permite dissipar cargas eletrostáticas devido à sua baixa resistividade superficial.
Esta propriedade intrínseca proporciona proteção a componentes eletrónicos sensíveis, tornando-o ideal para processos de montagem eletrónica ou para a fabricação de invólucros eletrónicos impressos.
Descarregar um perfil de impressora
Temperatura de impressão: 250-290°C
Temperatura da mesa: 70-80°C
(*) Não é necessária câmara aquecida ou enclausuramento
É recomendado um bico de aço endurecido para evitar desgaste.
Polymaker & Amesos: Placas de Montagem para Bombas de Água em Drones Agrícolas
O PETG-ESD combina as propriedades do PETG com a capacidade de controlar descargas eletrostáticas (ESD), tornando-se um material ideal para aplicações que exigem proteção contra ESD. É amplamente utilizado em embalagens de componentes eletrónicos, fixações, gabaritos e ferramentas de montagem em ambientes sensíveis a descargas eletrostáticas.
Para assegurar a dissipação eletrostática (ESD) das peças impressas com Fiberon™ PETG-ESD, segue estas recomendações:
✔ Temperatura mínima de impressão: 250°C para manter as propriedades condutivas do material.
✔ Tipo de bico: Devido à presença de nanotubos de carbono, utiliza um bico de aço endurecido para evitar desgaste prematuro.
❌ Não é necessário recozer estes materiais antes da utilização.
✅ Secagem recomendada: Para obter um melhor desempenho na impressão, recomenda-se secar o filamento a 65°C durante 3 horas antes do uso. Isso ajuda a reduzir a absorção de humidade, melhorando a qualidade da impressão e a adesão entre camadas.
3kg- Rolo
Fiberon PETG-ESD- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Impressora 3D Original Prusa XL MONTADA.
Com caixa enclosure.
Original Prusa, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Recomendamos este modelo de Impressora 3D para uso profissional.
Dispomos de diversas industrias, escolas, escritórios e laboratórios com este modelo sendo a opção numero 1 em termos de fiabilidade e facilidade de uso.
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.

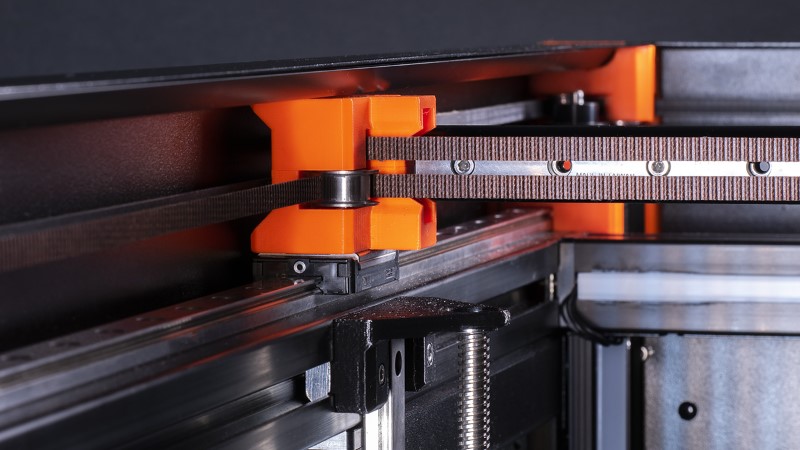
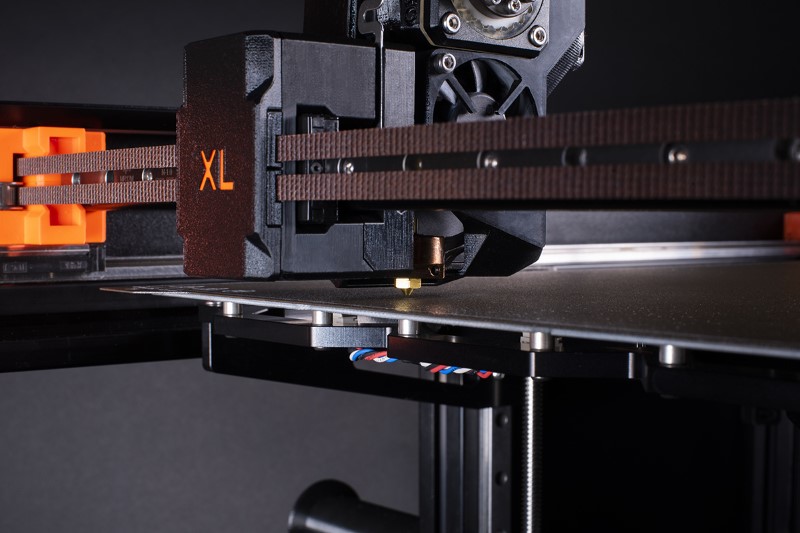
A Prusa XL Original é uma impressora CoreXY 3D de grande escala com um volume de construção de 36×36×36 cm .
Apresentando um tool changer opcional com até 5 cabeças de ferramentas independentes, calibração automática da primeira camada para uma primeira camada sempre perfeita, e muitas características inteligentes, a XL permite imprimir objectos maciços com facilidade.

Havia uma série de variáveis que tivemos de considerar quando concebemos a nossa primeira impressora CoreXY. A primeira tinha, obviamente, o tamanho certo. Fixámos em 36 cm cúbicos - por uma série de razões. Quanto maior for uma impressora, mais propensa é a vibrações e outros efeitos indesejáveis que se traduzem em impressões de mau aspecto. Assim, a construção de uma MK3 maior não teria benefícios reais. Pelo contrário, na realidade. A utilização do mesmo desenho traria uma série de dores de cabeça para lidar - um grande e pesado colchão térmico movendo-se ao longo do eixo Y, menos estabilidade com valores mais elevados do eixo Z e assim por diante. CoreXY era o caminho a seguir.
36 cm cúbicos é mais do que suficiente para a grande maioria dos grandes objectos - pode, por exemplo, imprimir facilmente um capacete de cosplay numa só peça, ou produzir modelos arquitectónicos detalhados. Há outro aspecto importante a considerar com objectos maciços: quanto maior for a impressão, mais tempo leva a terminar. Ainda estamos a ajustar o firmware e as definições de impressão para lhe dizer a velocidade máxima, mas pode ter a certeza de que graças à extrusora pequena e leve de transmissão directa, o XL pode ser muito rápido. Apenas uma nota prévia: o nosso objectivo é a qualidade de impressão, não pretendemos aderir à SpeedBoatRace.
Contudo, estamos a considerar um firmware Klipper não apoiado, mas oficial para aqueles que procuram encontrar os limites. Seja como for, por mais rápido que o XL seja no final, grandes impressões (vários quilos) ainda demorarão dias a terminar. Esteja certo de que estamos a implementar todas as características comprovadas das nossas impressoras 3D actuais para reduzir o stress das impressões longas - como, por exemplo, sensores de pânico e de filamentos.
Além disso, há várias adições práticas como suportes telescópicos de bobinas de filamentos na lateral da impressora, que podem conter até 2-3kg de bobinas - serão necessárias porque o XL pode consumir através de uma bobina de filamentos normal num instante. Haverá também addons opcionais (protecção/encerramento de rascunho) disponíveis, que serão revelados mais tarde.
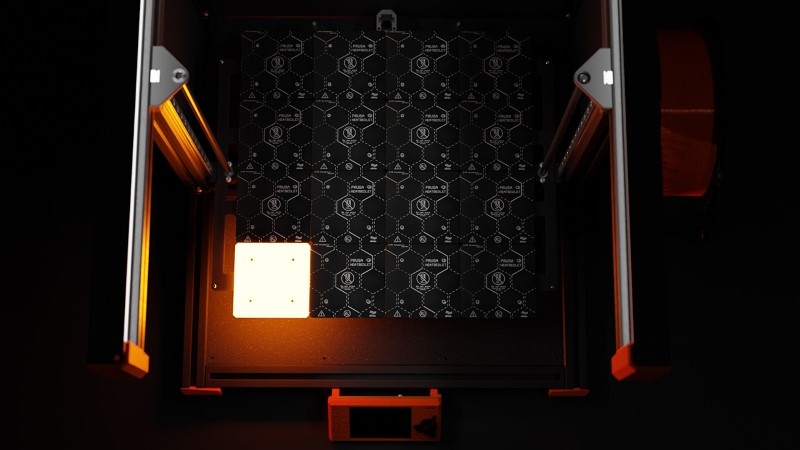
Com as dimensões definidas, poderíamos também terminar de desenvolver mais uma das características de ponta: o nosso novo colchão de aquecimento segmentado. Porque não utilizar simplesmente uma versão em escala da nossa cama "MK52" padrão? Sempre que vejo uma impressora 3D de grande escala a produzir algo pequeno, não consigo deixar de pensar no desperdício que é aquecer todo o enorme colchão térmico e queimar através de kilowatts de energia sempre que se quer imprimir algo. O nosso novo aquecedor com segmentos 9×9 cm individualmente controlados não só é eficiente em termos energéticos (é possível ligar/desligar almofadas individuais) como também reduz eficazmente o empenamento graças às suas aberturas de expansão entre cada segmento. Para explicar um pouco: os colchões de aquecimento regulares têm uma tendência para empenar à medida que a temperatura aumenta. O problema não é muito evidente com superfícies mais pequenas e pode ser parcialmente compensado com o nivelamento do leito da malha. Contudo, uma vez que se tenha um grande colchão de aquecimento, os problemas tornam-se mais visíveis.
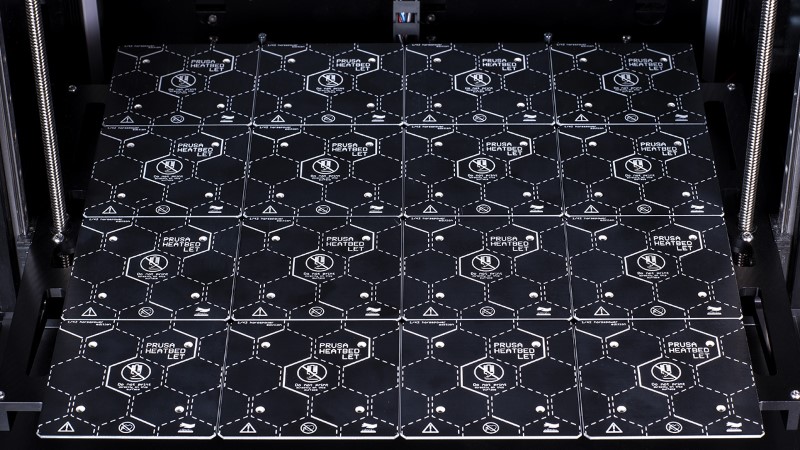
Podemos fazer todo o tipo de coisas com a base de aquecimento segmentado - como o aquecimento alternado de segmentos individuais num padrão de tabuleiro de controlo (via PWM), o que reduz a carga na PSU. Um dos benefícios óbvios é a possibilidade de aquecer apenas alguns dos 16 segmentos da base térmica, no caso de o objecto impresso ser suficientemente pequeno. A grade vantagem é a possibilidade de segmentação e adição de mais módulos para futuro, caso pretendam ter uma impressora ainda maior!
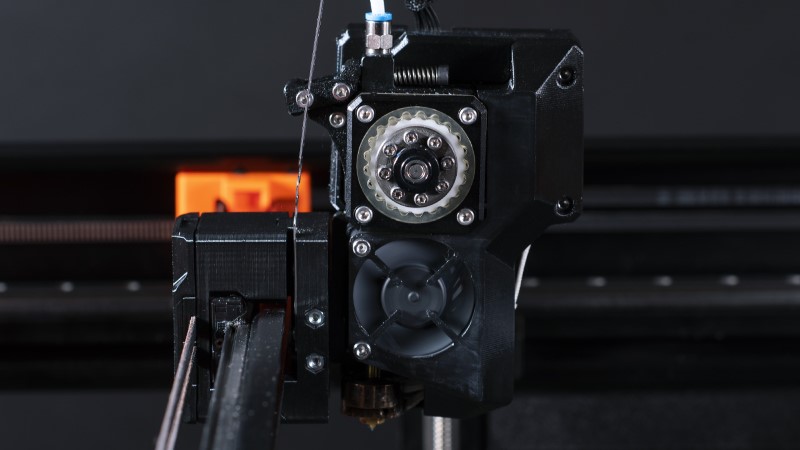
O XL está equipado com a nossa nova extrusora de próxima geração, "Nextruder" para abreviar. Levou-nos quase três anos a desenvolver e, honestamente, há tantas novidades, que é difícil encontrar a melhor para começar.
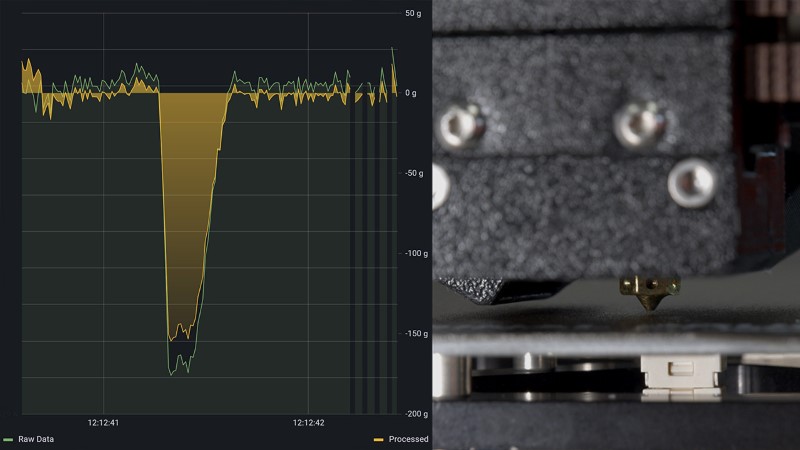
Portanto, vamos começar com algo que será visível cada vez que iniciar uma nova impressão: utilizamos um sensor de célula de carga altamente preciso para fornecer uma primeira camada sempre perfeita. Em vez de uma célula de carga fora da prateleira, desenvolvemos o nosso próprio sistema. Está incorporado no dissipador de calor sólido de peça única e permite-nos medir a carga física sobre o dissipador de calor. Como resultado, podemos utilizar o nozzle como sensor para "sondar" a superfície de impressão. Utilizamos leituras de dados analógicos, o que nos dá informações precisas para trabalhar.

Assim, em termos leigos: podemos utilizar o sistema de células de carga para realizar um cálculo incrivelmente preciso da altura para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão - não precisa de recalibrar nada. Não há necessidade de ajustar o Live Z, nem de calibrações manuais, nem de qualquer tipo de nylock mods complicados para alcançar uma primeira camada perfeita. Simplesmente funciona sempre e é uma alegria vê-lo acontecer. Se eu exagerar um pouco, teoricamente poderia colar uma tábua de madeira na impressora e ainda assim criaria uma primeira camada perfeita. Mas não o faça! 🙂 De qualquer modo, isto significa que em breve poderá dizer adeus ao mexer na primeira camada e Live Adjust Z!
No entanto, o sensor de célula de carga permite-nos fazer mais do que isso. Podemos agora reconhecer um encravamento no nozzle e fazer uma pausa na impressão. No futuro, uma das coisas em que nos queremos concentrar é a capacidade de detectar um encravamento parcial - para que a impressora possa notificá-lo a tempo antes que o encravamento real aconteça. E talvez até detectar se a impressão se soltou da cama.
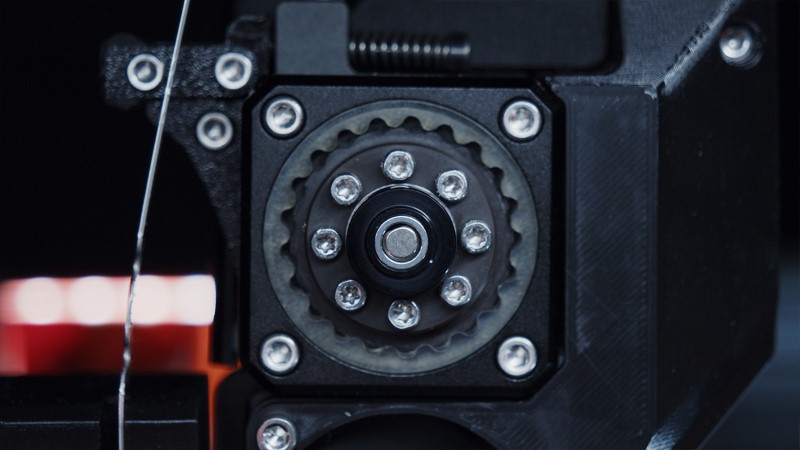
Para melhorar ainda mais a qualidade de impressão, a extrusora apresenta agora uma novíssima caixa de engrenagens cicloidal sem folga, desenvolvida internamente, com uma grande engrenagem de transmissão sem folga. Uau, apenas rola da língua, não é? 😀 Este sistema substitui a solução anterior por duas pequenas engrenagens ranhuradas e permite um maior controlo de como o filamento é introduzido no nozzle. De facto, implementámos uma solução um pouco exagerada - uma engrenagem de 20:1. Tem um desempenho bem acima da potência que vemos na maioria dos outros sistemas de extrusão no mercado e fornece uma força de empurrão extremamente elevada. E funciona surpreendentemente bem.
A Nextruder também apresenta uma placa de separação electrónica novinha em folha com um CPU dedicado e um driver de passo, por isso, basicamente, tudo na extrusora se liga directamente a esta placa, que é depois ligada através de uma interface de cabo único a um conector fácil de trocar na borda da nova motherboard personalizada de 32 bits. Acrescentámos também outro termistor na quebra de calor. Isto permite-nos ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.

O nozzle, que foi desenvolvido em cooperação com E3D, está embutido dentro de um conjunto totalmente novo que permite puxar facilmente todo o hotend (com peças totalmente metálicas) para fora da extrusora. O nozzle é ligado a um tubo metálico, o que evita vários problemas decorrentes de bocais insuficientemente apertados. Tornar o nozzle fácil de trocar foi fundamental porque queremos dar-lhe mais opções para imprimir com nozzles de diferentes tamanhos - por exemplo, utilizar um diâmetro maior para objectos mais duráveis e impressão mais rápida (vem a calhar com uma impressora 3D de grande escala). Para ser claro, embora possa parecer familiar, isto é diferente do sistema Revo.
Ao conceber o XL, não deixámos nenhuma pedra por virar. O Nextruder é a nova geração de extrusoras de impressoras 3D. Com electrónica incorporada, com um CPU dedicado e um driver de passo directamente na cabeça de impressão, a Nextruder é controlada através de um único cabo de ligação para facilitar a manutenção. Ventiladores, termistores, o bloco aquecedor e o motor da extrusora - tudo isto se liga directamente à placa dentro da cabeça de impressão.
A montagem da extrusora completamente redesenhada permitiu-nos implementar uma calibração de primeira camada totalmente automática para uma primeira camada sempre perfeita. Graças ao sensor de célula de carga desenvolvido internamente incorporado no dissipador de calor, o XL pode medir a carga física no dissipador de calor e utilizar o bocal para sondar a superfície de impressão. Desta forma, o XL pode utilizar o sistema de célula de carga para realizar um cálculo de altura incrivelmente preciso para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão, não há necessidade de recalibrar nada. Sem Live Z, sem ajustes manuais. O XL proporciona uma primeira camada perfeitamente suave cada vez que se inicia uma nova impressão. O sensor da célula de carga pode fazer mais, no entanto! Pode encontrar mais detalhes no nosso post de blogue!
Os filamentos já não são empurrados por duas pequenas engrenagens. Em vez disso, estamos a introduzir uma novíssima caixa de engrenagens cicloidal de retrocesso zero (relação 20:1) com uma grande engrenagem sem deslizamento. Isto permite um maior nível de controlo e também melhora a compatibilidade com materiais flexíveis. E ainda há mais: o bocal e o hotend são permutáveis a quente. O XL permite retirar da extrusora todo o novo conjunto hotend sem necessidade de o desmontar. Acrescentámos também outro termistor na quebra de calor, o que nos permite ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.
Porque XL é uma máquina CoreXY, acrescentar capacidades de troca de ferramentas é algo que nos vem sempre à mente. O resultado é que a máquina pode funcionar com um máximo de cinco cabeças de ferramentas independentes.

Desenvolvemos um mecanismo de acoplamento cinemático que não necessita de electroímanes ou outros elementos activos para funcionar. O sistema é extremamente preciso e dispõe de uma calibração de alinhamento de ferramentas totalmente automática, assegurando que após cada troca de ferramenta tudo esteja perfeitamente alinhado. O sistema também se baseia no sensor de célula de carga - sem mais impressões de calibração enfadonhas, tudo é automatizado. As cabeças de impressão irão apenas tocar num pequeno pino de calibração e configurar os offsets automaticamente.

Existem também sensores que asseguram que a cabeça da ferramenta foi trocada com sucesso. Temos vindo a realizar testes internos de troca de cabeça há já vários meses e somos mais de meio milhão de trocas de ferramentas bem sucedidas sem um único engate.
Como o trocador suporta até cinco cabeças de ferramentas, significa que pode: imprimir facilmente suportes solúveis, imprimir com até cinco cores, ou utilizar materiais muito diferentes (porque cada nozzle pode ser pré-aquecido a uma temperatura completamente diferente). Estamos até a pensar em misturar diferentes tamanhos de nozzles numa única impressão para encurtar o tempo de impressão. Claro que também estamos a considerar outras ferramentas, e não apenas extrusoras.
Se precisa simplesmente de uma impressora de grande escala, então a versão de um único extrusor é a que lhe convém. No entanto, tudo está pronto para uma actualização, para que possa executar até cinco cabeças de ferramentas. Uma vez instalado o mecanismo opcional de troca de ferramentas, pode facilmente trocar entre duas cabeças de ferramentas. Para três a cinco ferramentas, terá de adicionar uma placa de expansão. Desta forma, pode actualizar gradualmente o seu XL ao longo do tempo para se adaptar às suas necessidades. Por outras palavras: se comprar uma única ferramenta XL, poderá adquirir o permutador de ferramentas e cabeças de ferramentas individuais separadamente.
Construída de raiz, a Nextruder é uma extrusora novinha em folha para impressoras Prusa 3D originais. Significativamente mais leve e embalada com as mais recentes tecnologias, incluindo uma caixa de engrenagens sem folga e um mecanismo de transmissão sem deslizamento, a Nextruder foi concebida para proporcionar um desempenho de primeira linha e impressões 3D de aspecto surpreendente.
O XL é construído à volta de uma robusta estrutura de extrusão de alumínio, o que torna o XL estável e rígido. Graças a motores passo-a-passo de alta qualidade, calhas lineares, e um base térmica energeticamente eficiente com 16 segmentos controlados individualmente, o XL proporciona impressões 3D de grande aspecto até 36×36×36 cm

As impressões grandes podem facilmente demorar dias a terminar. No entanto, não precisa de se preocupar com cortes de energia. O XL apresenta recuperação de perdas de energia com base em hardware. Em caso de falha de energia, o XL armazena a última localização conhecida da extrusora, para que quando a energia é restaurada, a máquina possa retomar exactamente onde parou.

O Nextruder está equipado com a função de célula de carga, o que permite uma calibração de primeira camada totalmente automática sem QUALQUER intervenção do utilizador. Sem ajustes, sem afinação. Antes de cada impressão, o XL mede a distância entre o bico e a folha com precisão precisa, de modo a proporcionar uma primeira camada perfeita de cada vez.
O nosso slicer multiplataforma desenvolvido internamente vem com perfis feitos internamente e totalmente testados para todas as nossas impressoras 3D e uma vasta gama de filamentos. Com ferramentas incorporadas, tais como geração de suporte avançado, corte, distribuição automática de objectos, engomagem e muitas outras, transformará os seus modelos 3D em ficheiros de impressão num instante!
A XL é alimentada por uma nova placa mãe de 32 bits com uma porta de expansão, permitindo uma fácil actualização para um máximo de cinco cabeças de ferramentas. Apresentando melhorias populares, tais como a impressão de um clique e a visualização do código G, o XL é fácil de configurar e operar.
O XL é totalmente compatível com uma vasta gama de vários tipos de materiais. Não importa se quer imprimir algo por diversão a partir de PLA e materiais flexíveis, ou se precisa de produzir protótipos duradouros a partir de PETG, ASA, Policarbonato e Polipropileno - o XL pode lidar com todos eles com facilidade.
O XL pode ser actualizado com até 5 cabeças de impressão individuais, cada uma impulsionada pela sua própria placa electrónica. O permutador de ferramentas desenvolvido internamente utiliza um sistema fiável resistente ao desgaste e calibração de alinhamento de ferramentas totalmente automática, assegurando milhões de trocas de ferramentas sem problemas. Isto torna a impressão com múltiplas cores e com suportes solúveis rápida e fácil.
Desenho da impressora: Core XY
Volume de construção: 36×36×36 cm
Diâmetro do filamento: 1,75mm, ampla gama de termoplásticos suportados (incluindo, mas não limitados a PLA, PETG, ASA, ABS...)
Extrusora: Caixa de engrenagem ciclóide 20:1 sem deslizamento, sensor de célula de carga
Trocador de ferramentas com até 5 cabeças de ferramentas (actualização opcional através de porta de expansão integrada)
Cama: Cama de calor segmentada com 16 segmentos controlados individualmente
Superfície de impressão: Chapas de aço magnéticas removíveis com diferentes acabamentos de superfície
Electrónica: Placa de 32 bits feita à medida com um slot de expansão, comunicação de cabo único com cabeças de ferramentas, características de rede, impressão com um clique
Nivelamento da cama Mesh bed Leveling: Calibração da primeira camada baseada em células de carga totalmente automática, sem ajuste Z vivo
Power Panic: em falha de energia, precisão de linha de código G com base em hardware, único
Ligação Ethernet: incorporada
O Anycubic Kobra 2/3 Volcano Nozzle 1.0mm é a escolha ideal para quem precisa de máxima eficiência. Com um diâmetro de 1.0mm, este nozzle é perfeito para aplicações onde a velocidade é prioridade, permitindo completar grandes impressões em menos tempo.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK

Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
1.0mm - Diâmetro
Se procuras um bico resistente para impressões 3D mais rápidas e robustas, o bico Anycubic Kobra2/3 Volcano de 0.6mm em aço endurecido é perfeito para ti. Este bico oferece um ótimo equilíbrio entre durabilidade e velocidade, ideal para projetos de maior escala e utilização de filamentos abrasivos.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.6mm - Diâmetro
































