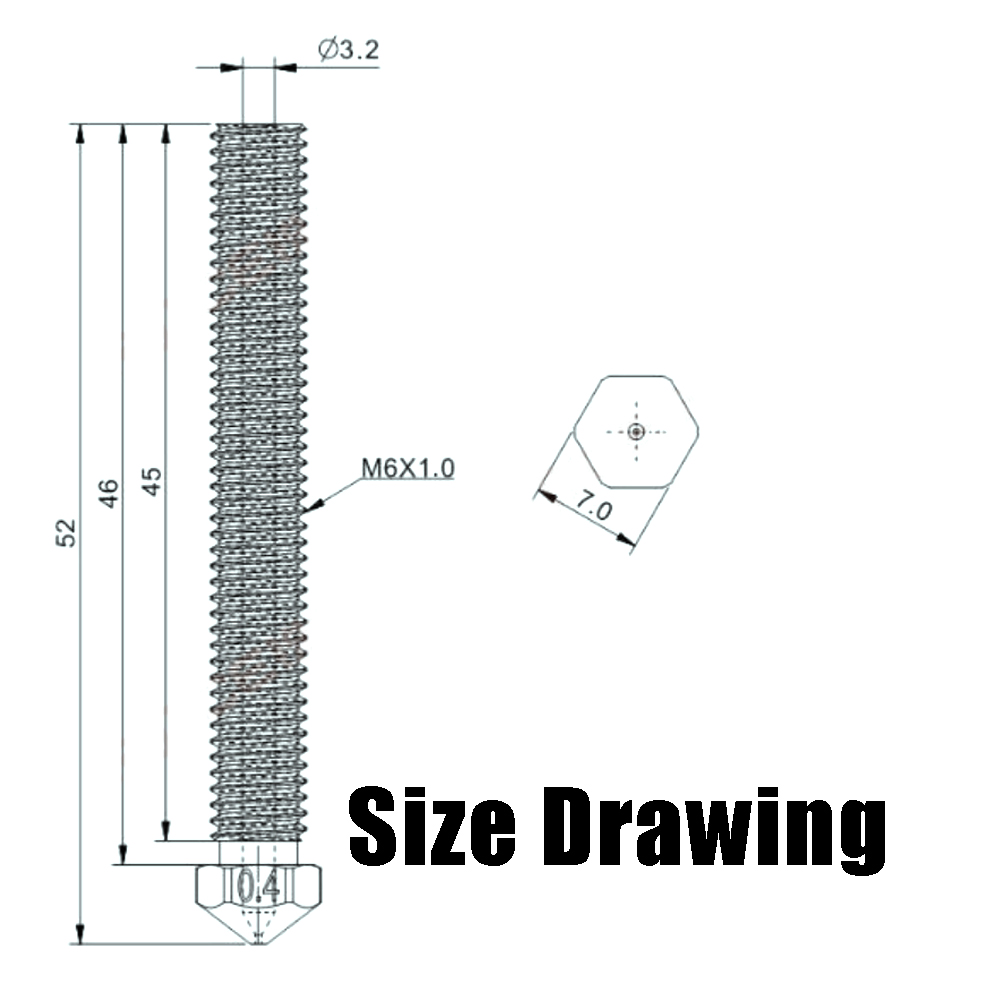
Nozzle SuperVolcano de latão produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends E3D.




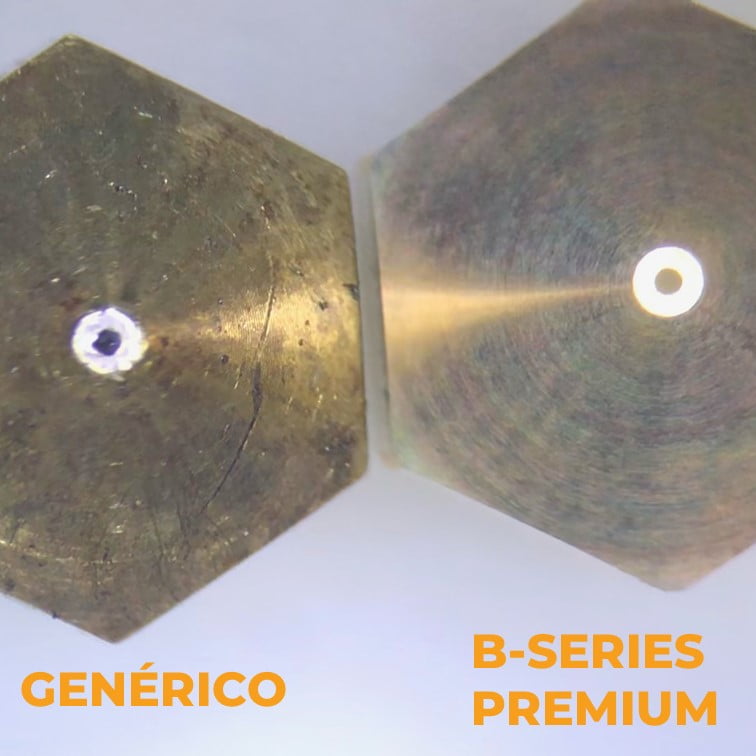
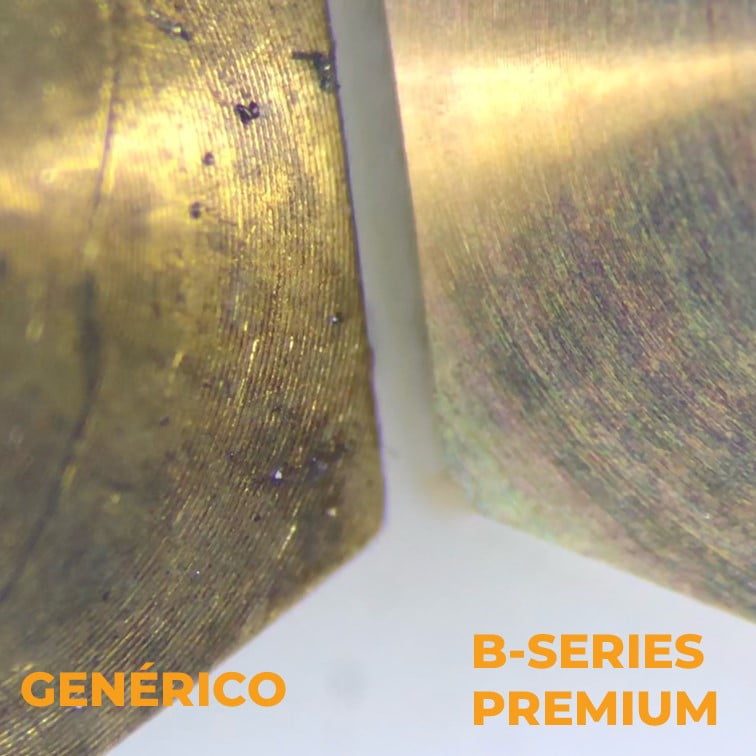
Os nozzles genéricos são ideais para a maioria dos utilizadores de materiais tradicionais.
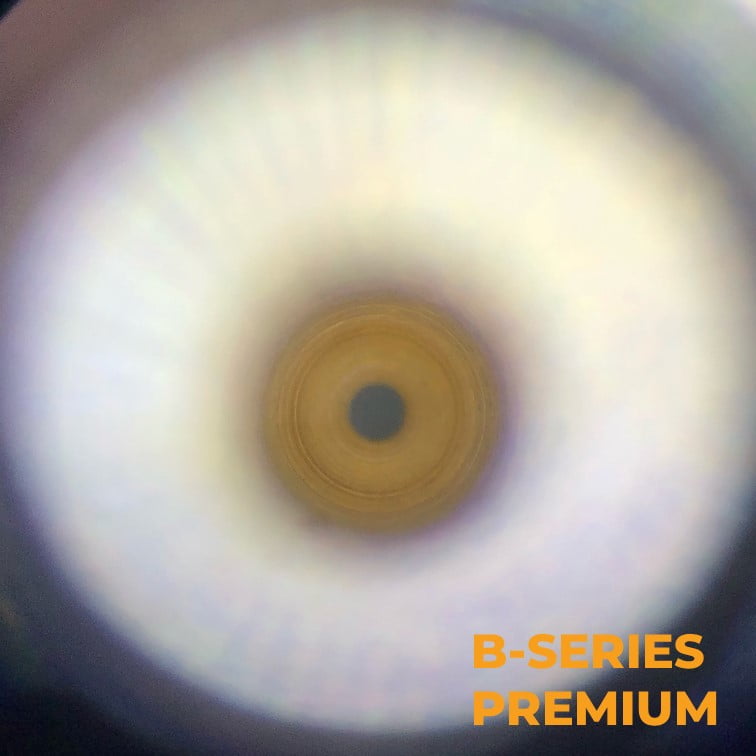
Para utilizadores profissionais ou mais avançados que procurem a perfeição, os nozzles B-SERIES são nozzles fabricados através de processos de maquinação mais complexos, dando origem a um produto mais premium de precisão superior.

O nozzle de latão é o material mais comum encontrado nas impressoras 3D.
Apesar de ser o nozzle mais económico, não significa que seja de prestação inferior aos nozzles produzidos de outros materiais.
O latão além de ser fácil de ser fabricado, é um excelente condutor térmico, possuindo melhores prestações que nozzles de outros materiais como os nozzles de inox.
O nozzle Volcano é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
O nozzle Volcano conjuntamente com o hotend Volcano foram desenvolvidos com o dobro da superfície de aquecimento de forma a suportarem um maior fluxo de filamento e por sua vez, uma maior velocidade de impressão.
Se sua função é permitir impressões 3D mais rápidas, não bastaria aumentar o diâmetro do nozzle?
O facto de aumentarmos o diâmetro do nozzle para o dobro, significa que o mesmo poderá expelir o dobro do plástico na mesma fracção e tempo, precisando da mesma forma do dobro da área de superfície para o derretimento do plástico da forma mais rápida e eficiente.
Além da velocidade, o filamento extrudido pelo nozzle Volcano possui uma melhor homogeneidade de temperatura, conseguindo uma aderência entre layers bastante superior.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Caracteristicas:
0.4mm - Diâmetro
Impressora 3D de Resina Original Prusa SL1S SPEED já Montada.
Original Prusa, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Recomendamos este modelo de Impressora 3D para uso profissional.
Dispomos de diversas industrias, escolas, escritórios e laboratórios com este modelo sendo a opção numero 1 em termos de fiabilidade e facilidade de uso.
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.

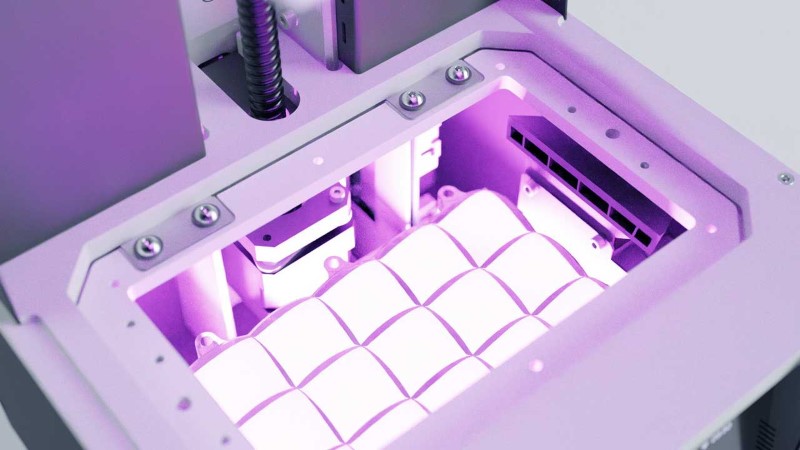
A impressora original Prusa SL1S 3D é baseada na tecnologia de impressão MSLA. Ao contrário das máquinas Original Prusa i3, esta impressora usa um painel LCD de alta resolução (MONOCHROME) e um conjunto de LEDs UV para curar camadas finas de resina de modo a atingir um nível de detalhe sem precedentes.
A Prusa SL1S Original produz impressões de alta qualidade com ainda mais detalhes do que a Prusa SL1 Original. É compatível com uma vasta gama de resinas para várias aplicações.
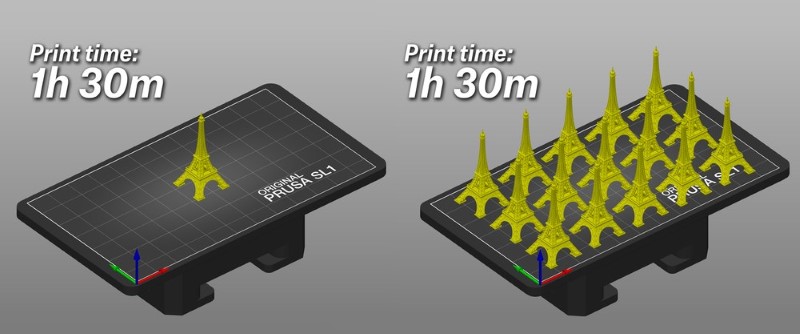
A Prusa SL1S SPEED Original está aqui! Em comparação com o SL1S original, o novo SL1S oferece uma qualidade de impressão muito melhorada, uma área de impressão 25% maior, e até três vezes mais rápida com apenas 1,4 segundos de tempo de exposição por camada. Tempos de exposição curtos combinados com o mecanismo de inclinação incorporado permitem-lhe imprimir até um objecto de 150mm de altura em três horas.
O SL1S é a escolha perfeita para produzir impressões 3D extremamente detalhadas - rápidas! Não importa se quer produzir esculturas altamente detalhadas, design e protótipo, ou se precisa de um cavalo de trabalho fiável para a sua oficina ou laboratório, o SL1S oferece resultados excepcionais em toda a linha. Também oferecemos um kit de actualização para o seu SL1S.

O SL1S possui um novo LCD monocromático de 5.96'' com uma resolução física de 2560×1620p. Tirando partido da óptica completamente retrabalhada e da nova tecnologia de visualização monocromática, o SL1S oferece uma qualidade de impressão muito melhorada em comparação com o seu predecessor.
Com o nosso sistema óptico personalizado e painel LED UV completamente retrabalhado, o SL1S pode facilmente atingir um tempo de exposição de 1,4 segundos por camada com resinas padrão de 405nm. Isto é especialmente útil para a produção em pequena escala ou projectos de prototipagem - pode imprimir mais em menos tempo.

Com um ecrã LCD monocromático de 5.96'' de alta resolução (2560×1620p) e um sistema óptico retrabalhado com um painel LED UV quatro vezes mais potente, o SL1S produz impressões 3D ainda mais detalhadas. As resinas comuns de 405nm requerem apenas 1,4 segundos de tempo de exposição por camada. Tempos de exposição curtos permitem uma utilização muito mais fácil de materiais avançados.

Construímos a impressora Original Prusa SL1S 3D à volta de um corpo rígido e pesado de alumínio, que minimiza as vibrações e assegura o melhor desempenho de impressão possível mesmo quando se imprime geometria fina e altamente detalhada. O SL1S possui um mecanismo de libertação rápida, que mantém a calibração do eixo Z.

O SL1S é mais do que apenas uma máquina para produzir figuras e estátuas. Com qualidade de impressão de nível profissional, extensa documentação, baixos custos de funcionamento e suporte técnico 24/7, o SL1S é perfeito tanto para recém-chegados como para profissionais. O seu predecessor, o SL1S, já encontrou o seu caminho para hospitais e empresas industriais.
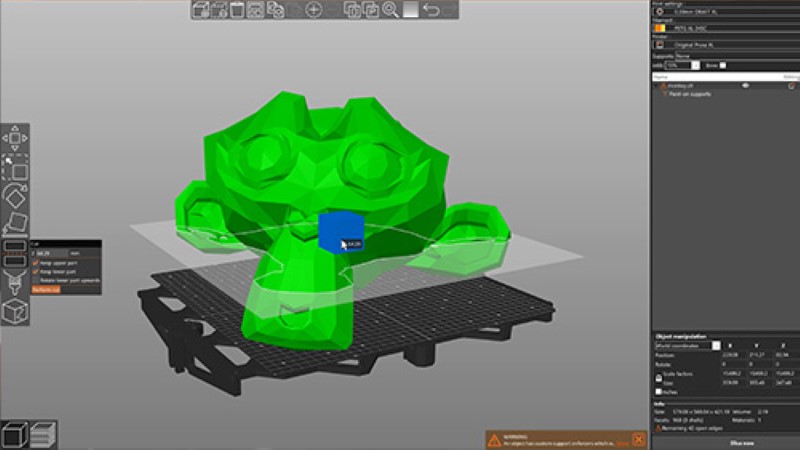
O SL1S é totalmente suportado nos últimos lançamentos do PrusaSlicer, o nosso software de fatiagem desenvolvido internamente e actualizado regularmente. Tire partido da geração automática de suporte, da manipulação fácil de objectos e de muitas outras ferramentas. O PrusaSlicer também contém perfis testados de fábrica para dezenas de resinas.
Carregue os seus ficheiros de impressão pela rede e efectue actualizações de firmware por via aérea. O SL1S vem equipado com tecnologias modernas que tornam a impressão 3D mais fácil, segura e conveniente do que nunca. O assistente no ecrã irá guiá-lo ao longo de todo o processo de configuração. Estará pronto para imprimir em pouco tempo!

Tal como todas as impressoras originais Prusa i3 3D, o SL1S também é completamente Open Source! Isto significa (entre outras coisas) suporte total para resinas de terceiros (405nm). Sem cubas proprietárias, resinas ou filmes FEP! Pode comprar consumíveis de impressão 3D em qualquer lugar que queira.
Visor tipo LCD monocromático com sistema de lentes de alto desempenho
Resolução LCD 5.96'', 2560×1620p
Tempo de vida do LCD / garantia 2000 horas
Tamanho do volume de impressão 127×80×150 mm
Tempo de exposição da camada 1.3 - 2.4 segundos, dependendo do material e da altura da camada
Tempo de inclinação 3 segundos
Alturas de camada suportadas 0.025-0.1 mm
Altura mínima da camada 0.01 mm
Materiais suportados Resina líquida sensível aos UV (405nm), materiais de longa exposição suportados
Conectividade: USB, Wi-Fi, LAN
Dimensões da caixa da impressora SL1S: 32×45×50 cm (X×Y×Z)
Dimensões do SL1S: 8,8×9,3×15,7 in / 225x237x400 mm (X×Y×Z)
SL1S consumo de energia durante a impressão: ~100W (±5W)
Plataforma de lançamento rápido - mantém a calibração. Não há necessidade de recalibrar a impressora quando a plataforma com a impressão é removida.
Assistente Assistido para uma configuração e calibração rápida e fácil
Camada basculante motorizada - evita mudanças de camada, agita a resina, permite uma impressão mais rápida, melhora a fiabilidade
Tanque de resina com filmes FEP não-proprietários - substituição fácil e barata, baixos custos de funcionamento
Funcionamento silencioso com condutores trinâmicos (função auto-homing)
Sistema avançado de refrigeração LCD melhora o desempenho e prolonga a vida útil dos componentes internos
Ventilador traseiro com um filtro de carbono para minimizar os odores à volta da impressora
Características de segurança: sensor de nível de resina, cuba de segurança sob o mecanismo de inclinação para proteger as partes internas contra pequenos derrames de resina
Interface de rede com todas as funcionalidades: controle a sua impressora através do seu web browser
Garrafa grátis de resina de 0,5kg incluída
Impressora 3D Original Prusa XL Stock MONTADA já Montada.
Original Prusa, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Recomendamos este modelo de Impressora 3D para uso profissional.
Dispomos de diversas industrias, escolas, escritórios e laboratórios com este modelo sendo a opção numero 1 em termos de fiabilidade e facilidade de uso.
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.

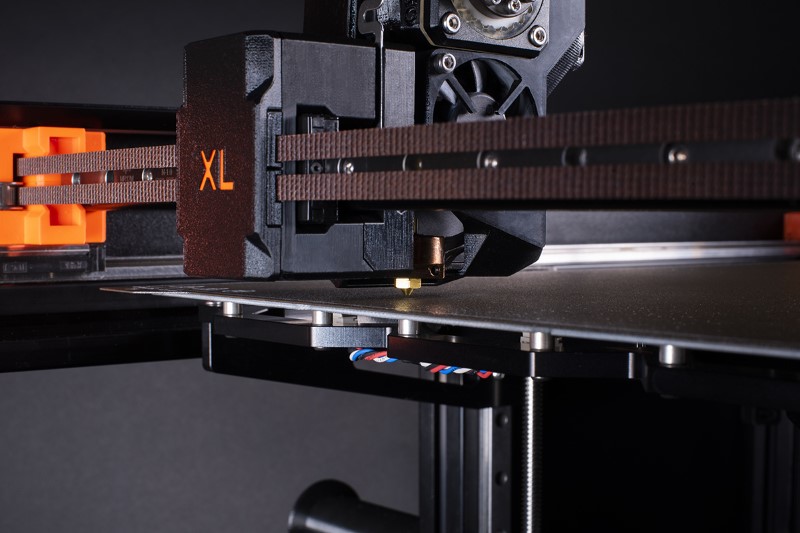
A Prusa XL Original é uma impressora CoreXY 3D de grande escala com um volume de construção de 36×36×36 cm .
Apresentando um tool changer opcional com até 5 cabeças de ferramentas independentes, calibração automática da primeira camada para uma primeira camada sempre perfeita, e muitas características inteligentes, a XL permite imprimir objectos maciços com facilidade.

Havia uma série de variáveis que tivemos de considerar quando concebemos a nossa primeira impressora CoreXY. A primeira tinha, obviamente, o tamanho certo. Fixámos em 36 cm cúbicos - por uma série de razões. Quanto maior for uma impressora, mais propensa é a vibrações e outros efeitos indesejáveis que se traduzem em impressões de mau aspecto. Assim, a construção de uma MK3 maior não teria benefícios reais. Pelo contrário, na realidade. A utilização do mesmo desenho traria uma série de dores de cabeça para lidar - um grande e pesado colchão térmico movendo-se ao longo do eixo Y, menos estabilidade com valores mais elevados do eixo Z e assim por diante. CoreXY era o caminho a seguir.
36 cm cúbicos é mais do que suficiente para a grande maioria dos grandes objectos - pode, por exemplo, imprimir facilmente um capacete de cosplay numa só peça, ou produzir modelos arquitectónicos detalhados. Há outro aspecto importante a considerar com objectos maciços: quanto maior for a impressão, mais tempo leva a terminar. Ainda estamos a ajustar o firmware e as definições de impressão para lhe dizer a velocidade máxima, mas pode ter a certeza de que graças à extrusora pequena e leve de transmissão directa, o XL pode ser muito rápido. Apenas uma nota prévia: o nosso objectivo é a qualidade de impressão, não pretendemos aderir à SpeedBoatRace.
Contudo, estamos a considerar um firmware Klipper não apoiado, mas oficial para aqueles que procuram encontrar os limites. Seja como for, por mais rápido que o XL seja no final, grandes impressões (vários quilos) ainda demorarão dias a terminar. Esteja certo de que estamos a implementar todas as características comprovadas das nossas impressoras 3D actuais para reduzir o stress das impressões longas - como, por exemplo, sensores de pânico e de filamentos.
Além disso, há várias adições práticas como suportes telescópicos de bobinas de filamentos na lateral da impressora, que podem conter até 2-3kg de bobinas - serão necessárias porque o XL pode consumir através de uma bobina de filamentos normal num instante. Haverá também addons opcionais (protecção/encerramento de rascunho) disponíveis, que serão revelados mais tarde.
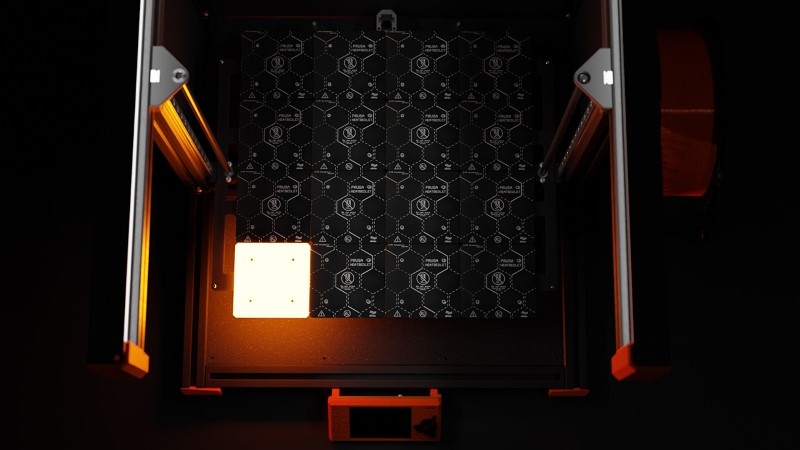
Com as dimensões definidas, poderíamos também terminar de desenvolver mais uma das características de ponta: o nosso novo colchão de aquecimento segmentado. Porque não utilizar simplesmente uma versão em escala da nossa cama "MK52" padrão? Sempre que vejo uma impressora 3D de grande escala a produzir algo pequeno, não consigo deixar de pensar no desperdício que é aquecer todo o enorme colchão térmico e queimar através de kilowatts de energia sempre que se quer imprimir algo. O nosso novo aquecedor com segmentos 9×9 cm individualmente controlados não só é eficiente em termos energéticos (é possível ligar/desligar almofadas individuais) como também reduz eficazmente o empenamento graças às suas aberturas de expansão entre cada segmento. Para explicar um pouco: os colchões de aquecimento regulares têm uma tendência para empenar à medida que a temperatura aumenta. O problema não é muito evidente com superfícies mais pequenas e pode ser parcialmente compensado com o nivelamento do leito da malha. Contudo, uma vez que se tenha um grande colchão de aquecimento, os problemas tornam-se mais visíveis.
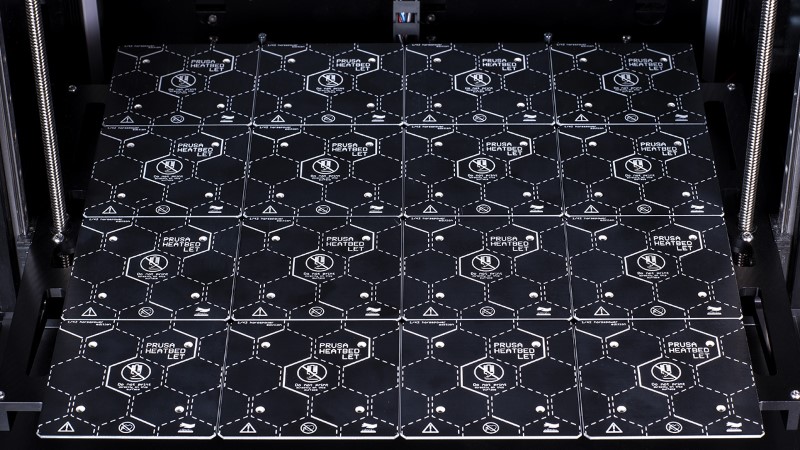
Podemos fazer todo o tipo de coisas com a base de aquecimento segmentado - como o aquecimento alternado de segmentos individuais num padrão de tabuleiro de controlo (via PWM), o que reduz a carga na PSU. Um dos benefícios óbvios é a possibilidade de aquecer apenas alguns dos 16 segmentos da base térmica, no caso de o objecto impresso ser suficientemente pequeno. A grade vantagem é a possibilidade de segmentação e adição de mais módulos para futuro, caso pretendam ter uma impressora ainda maior!
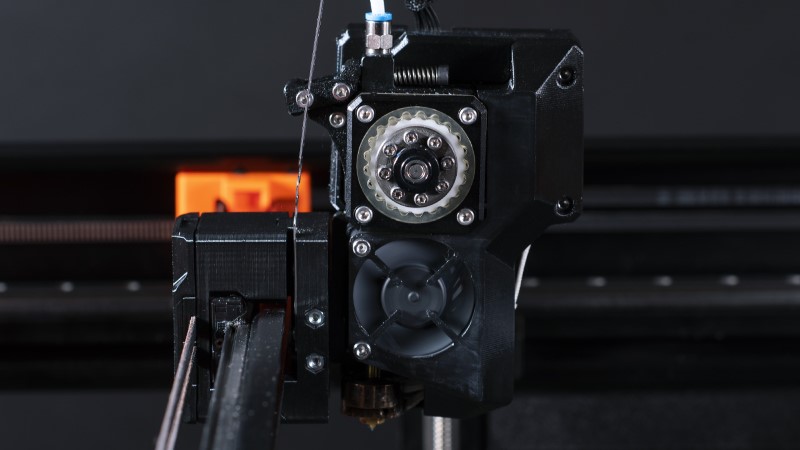
O XL está equipado com a nossa nova extrusora de próxima geração, "Nextruder" para abreviar. Levou-nos quase três anos a desenvolver e, honestamente, há tantas novidades, que é difícil encontrar a melhor para começar.
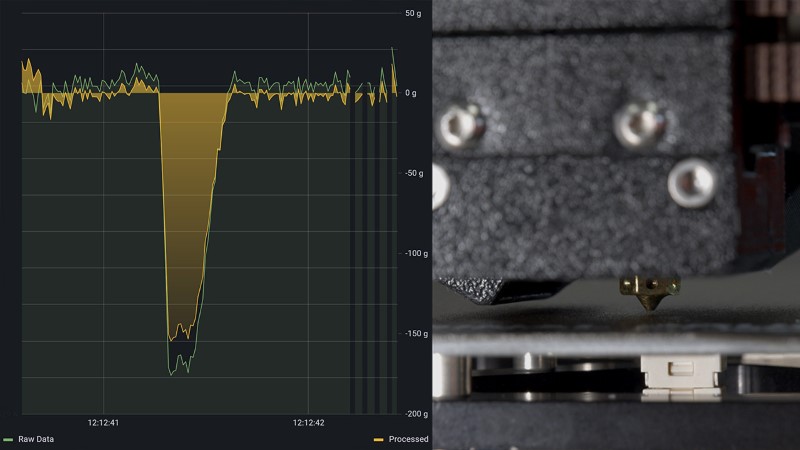
Portanto, vamos começar com algo que será visível cada vez que iniciar uma nova impressão: utilizamos um sensor de célula de carga altamente preciso para fornecer uma primeira camada sempre perfeita. Em vez de uma célula de carga fora da prateleira, desenvolvemos o nosso próprio sistema. Está incorporado no dissipador de calor sólido de peça única e permite-nos medir a carga física sobre o dissipador de calor. Como resultado, podemos utilizar o nozzle como sensor para "sondar" a superfície de impressão. Utilizamos leituras de dados analógicos, o que nos dá informações precisas para trabalhar.

Assim, em termos leigos: podemos utilizar o sistema de células de carga para realizar um cálculo incrivelmente preciso da altura para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão - não precisa de recalibrar nada. Não há necessidade de ajustar o Live Z, nem de calibrações manuais, nem de qualquer tipo de nylock mods complicados para alcançar uma primeira camada perfeita. Simplesmente funciona sempre e é uma alegria vê-lo acontecer. Se eu exagerar um pouco, teoricamente poderia colar uma tábua de madeira na impressora e ainda assim criaria uma primeira camada perfeita. Mas não o faça! 🙂 De qualquer modo, isto significa que em breve poderá dizer adeus ao mexer na primeira camada e Live Adjust Z!
No entanto, o sensor de célula de carga permite-nos fazer mais do que isso. Podemos agora reconhecer um encravamento no nozzle e fazer uma pausa na impressão. No futuro, uma das coisas em que nos queremos concentrar é a capacidade de detectar um encravamento parcial - para que a impressora possa notificá-lo a tempo antes que o encravamento real aconteça. E talvez até detectar se a impressão se soltou da cama.
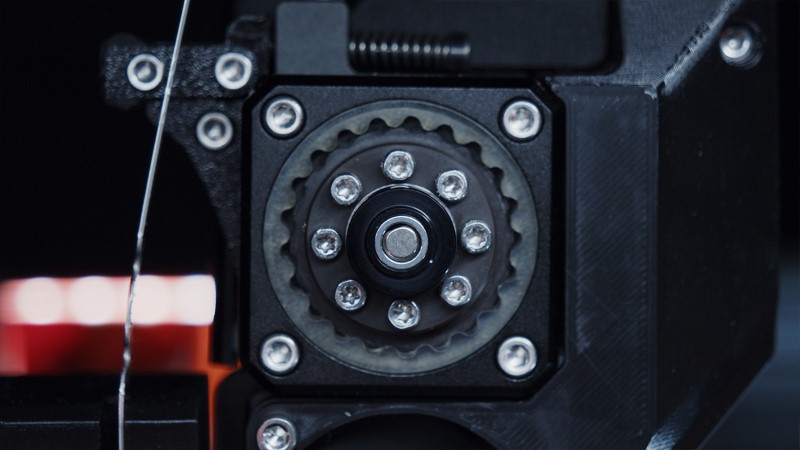
Para melhorar ainda mais a qualidade de impressão, a extrusora apresenta agora uma novíssima caixa de engrenagens cicloidal sem folga, desenvolvida internamente, com uma grande engrenagem de transmissão sem folga. Uau, apenas rola da língua, não é? 😀 Este sistema substitui a solução anterior por duas pequenas engrenagens ranhuradas e permite um maior controlo de como o filamento é introduzido no nozzle. De facto, implementámos uma solução um pouco exagerada - uma engrenagem de 20:1. Tem um desempenho bem acima da potência que vemos na maioria dos outros sistemas de extrusão no mercado e fornece uma força de empurrão extremamente elevada. E funciona surpreendentemente bem.
A Nextruder também apresenta uma placa de separação electrónica novinha em folha com um CPU dedicado e um driver de passo, por isso, basicamente, tudo na extrusora se liga directamente a esta placa, que é depois ligada através de uma interface de cabo único a um conector fácil de trocar na borda da nova motherboard personalizada de 32 bits. Acrescentámos também outro termistor na quebra de calor. Isto permite-nos ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.

O nozzle, que foi desenvolvido em cooperação com E3D, está embutido dentro de um conjunto totalmente novo que permite puxar facilmente todo o hotend (com peças totalmente metálicas) para fora da extrusora. O nozzle é ligado a um tubo metálico, o que evita vários problemas decorrentes de bocais insuficientemente apertados. Tornar o nozzle fácil de trocar foi fundamental porque queremos dar-lhe mais opções para imprimir com nozzles de diferentes tamanhos - por exemplo, utilizar um diâmetro maior para objectos mais duráveis e impressão mais rápida (vem a calhar com uma impressora 3D de grande escala). Para ser claro, embora possa parecer familiar, isto é diferente do sistema Revo.
Ao conceber o XL, não deixámos nenhuma pedra por virar. O Nextruder é a nova geração de extrusoras de impressoras 3D. Com electrónica incorporada, com um CPU dedicado e um driver de passo directamente na cabeça de impressão, a Nextruder é controlada através de um único cabo de ligação para facilitar a manutenção. Ventiladores, termistores, o bloco aquecedor e o motor da extrusora - tudo isto se liga directamente à placa dentro da cabeça de impressão.
A montagem da extrusora completamente redesenhada permitiu-nos implementar uma calibração de primeira camada totalmente automática para uma primeira camada sempre perfeita. Graças ao sensor de célula de carga desenvolvido internamente incorporado no dissipador de calor, o XL pode medir a carga física no dissipador de calor e utilizar o bocal para sondar a superfície de impressão. Desta forma, o XL pode utilizar o sistema de célula de carga para realizar um cálculo de altura incrivelmente preciso para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão, não há necessidade de recalibrar nada. Sem Live Z, sem ajustes manuais. O XL proporciona uma primeira camada perfeitamente suave cada vez que se inicia uma nova impressão. O sensor da célula de carga pode fazer mais, no entanto! Pode encontrar mais detalhes no nosso post de blogue!
Os filamentos já não são empurrados por duas pequenas engrenagens. Em vez disso, estamos a introduzir uma novíssima caixa de engrenagens cicloidal de retrocesso zero (relação 20:1) com uma grande engrenagem sem deslizamento. Isto permite um maior nível de controlo e também melhora a compatibilidade com materiais flexíveis. E ainda há mais: o bocal e o hotend são permutáveis a quente. O XL permite retirar da extrusora todo o novo conjunto hotend sem necessidade de o desmontar. Acrescentámos também outro termistor na quebra de calor, o que nos permite ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.
Porque XL é uma máquina CoreXY, acrescentar capacidades de troca de ferramentas é algo que nos vem sempre à mente. O resultado é que a máquina pode funcionar com um máximo de cinco cabeças de ferramentas independentes.

Desenvolvemos um mecanismo de acoplamento cinemático que não necessita de electroímanes ou outros elementos activos para funcionar. O sistema é extremamente preciso e dispõe de uma calibração de alinhamento de ferramentas totalmente automática, assegurando que após cada troca de ferramenta tudo esteja perfeitamente alinhado. O sistema também se baseia no sensor de célula de carga - sem mais impressões de calibração enfadonhas, tudo é automatizado. As cabeças de impressão irão apenas tocar num pequeno pino de calibração e configurar os offsets automaticamente.

Existem também sensores que asseguram que a cabeça da ferramenta foi trocada com sucesso. Temos vindo a realizar testes internos de troca de cabeça há já vários meses e somos mais de meio milhão de trocas de ferramentas bem sucedidas sem um único engate.
Como o trocador suporta até cinco cabeças de ferramentas, significa que pode: imprimir facilmente suportes solúveis, imprimir com até cinco cores, ou utilizar materiais muito diferentes (porque cada nozzle pode ser pré-aquecido a uma temperatura completamente diferente). Estamos até a pensar em misturar diferentes tamanhos de nozzles numa única impressão para encurtar o tempo de impressão. Claro que também estamos a considerar outras ferramentas, e não apenas extrusoras.
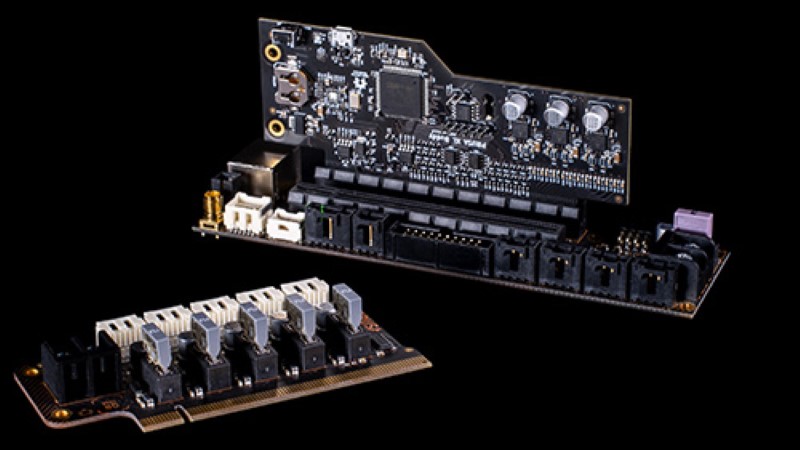
Se precisa simplesmente de uma impressora de grande escala, então a versão de um único extrusor é a que lhe convém. No entanto, tudo está pronto para uma actualização, para que possa executar até cinco cabeças de ferramentas. Uma vez instalado o mecanismo opcional de troca de ferramentas, pode facilmente trocar entre duas cabeças de ferramentas. Para três a cinco ferramentas, terá de adicionar uma placa de expansão. Desta forma, pode actualizar gradualmente o seu XL ao longo do tempo para se adaptar às suas necessidades. Por outras palavras: se comprar uma única ferramenta XL, poderá adquirir o permutador de ferramentas e cabeças de ferramentas individuais separadamente.
Construída de raiz, a Nextruder é uma extrusora novinha em folha para impressoras Prusa 3D originais. Significativamente mais leve e embalada com as mais recentes tecnologias, incluindo uma caixa de engrenagens sem folga e um mecanismo de transmissão sem deslizamento, a Nextruder foi concebida para proporcionar um desempenho de primeira linha e impressões 3D de aspecto surpreendente.
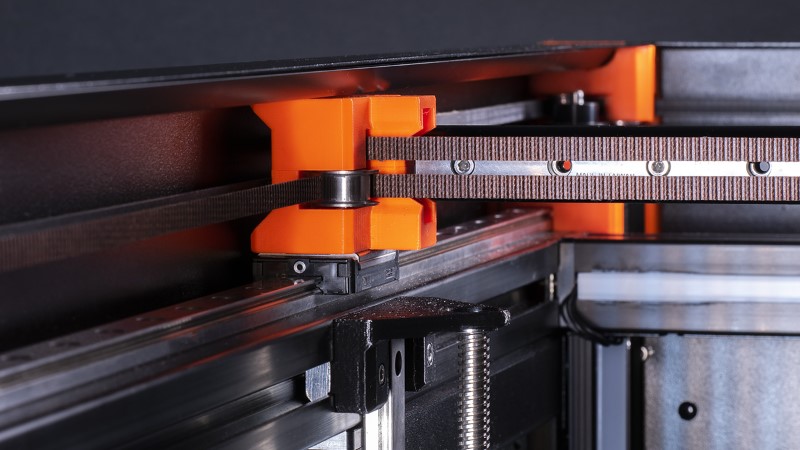
O XL é construído à volta de uma robusta estrutura de extrusão de alumínio, o que torna o XL estável e rígido. Graças a motores passo-a-passo de alta qualidade, calhas lineares, e um base térmica energeticamente eficiente com 16 segmentos controlados individualmente, o XL proporciona impressões 3D de grande aspecto até 36×36×36 cm

As impressões grandes podem facilmente demorar dias a terminar. No entanto, não precisa de se preocupar com cortes de energia. O XL apresenta recuperação de perdas de energia com base em hardware. Em caso de falha de energia, o XL armazena a última localização conhecida da extrusora, para que quando a energia é restaurada, a máquina possa retomar exactamente onde parou.

O Nextruder está equipado com a função de célula de carga, o que permite uma calibração de primeira camada totalmente automática sem QUALQUER intervenção do utilizador. Sem ajustes, sem afinação. Antes de cada impressão, o XL mede a distância entre o bico e a folha com precisão precisa, de modo a proporcionar uma primeira camada perfeita de cada vez.
O nosso slicer multiplataforma desenvolvido internamente vem com perfis feitos internamente e totalmente testados para todas as nossas impressoras 3D e uma vasta gama de filamentos. Com ferramentas incorporadas, tais como geração de suporte avançado, corte, distribuição automática de objectos, engomagem e muitas outras, transformará os seus modelos 3D em ficheiros de impressão num instante!
A XL é alimentada por uma nova placa mãe de 32 bits com uma porta de expansão, permitindo uma fácil actualização para um máximo de cinco cabeças de ferramentas. Apresentando melhorias populares, tais como a impressão de um clique e a visualização do código G, o XL é fácil de configurar e operar.
O XL é totalmente compatível com uma vasta gama de vários tipos de materiais. Não importa se quer imprimir algo por diversão a partir de PLA e materiais flexíveis, ou se precisa de produzir protótipos duradouros a partir de PETG, ASA, Policarbonato e Polipropileno - o XL pode lidar com todos eles com facilidade.
O XL pode ser actualizado com até 5 cabeças de impressão individuais, cada uma impulsionada pela sua própria placa electrónica. O permutador de ferramentas desenvolvido internamente utiliza um sistema fiável resistente ao desgaste e calibração de alinhamento de ferramentas totalmente automática, assegurando milhões de trocas de ferramentas sem problemas. Isto torna a impressão com múltiplas cores e com suportes solúveis rápida e fácil.
Desenho da impressora: Core XY
Volume de construção: 36×36×36 cm
Diâmetro do filamento: 1,75mm, ampla gama de termoplásticos suportados (incluindo, mas não limitados a PLA, PETG, ASA, ABS...)
Extrusora: Caixa de engrenagem ciclóide 20:1 sem deslizamento, sensor de célula de carga
Trocador de ferramentas com até 5 cabeças de ferramentas (actualização opcional através de porta de expansão integrada)
Cama: Cama de calor segmentada com 16 segmentos controlados individualmente
Superfície de impressão: Chapas de aço magnéticas removíveis com diferentes acabamentos de superfície
Electrónica: Placa de 32 bits feita à medida com um slot de expansão, comunicação de cabo único com cabeças de ferramentas, características de rede, impressão com um clique
Nivelamento da cama Mesh bed Leveling: Calibração da primeira camada baseada em células de carga totalmente automática, sem ajuste Z vivo
Power Panic: em falha de energia, precisão de linha de código G com base em hardware, único
Ligação Ethernet: incorporada
Nozzle produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends Anet, Creality, Ender , Blocks entre outras marcas.
Os Nozzles de liga de titânio são produzidos de acordo com o tamanho dos nozzles da série E3D e são produzidos a partir de materiais de liga de titânio TC4.
A composição do material da liga de titânio TC4 é de Ti-6Al-4V, que pertence ao tipo (a+b) de liga de titânio, que tem boas propriedades mecânicas e mecânicas abrangentes e elevada resistência específica.
A resistência de TC4 é sb=1, 012 MPa, densidade g=4,4×103, resistência específica sb/g=23,5, e a resistência específica sb/g da liga de aço é inferior a 18.
A liga de titânio tem baixa condutividade térmica. A condutividade térmica da liga de titânio é 1/5 de aço, 1/13 de liga de alumínio, 1/25 de cobre, e a condutividade térmica de TC4 l=7,955 W/m-K.
Os dados acima são apenas para referência.
Características:
1. Alta resistência
2. Boa resistência à corrosão
3. Alta resistência ao calor
4. Resistência ao desgaste
5. Processamento mais fino
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.

Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK

Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Liga de titânio TC4 - Material
0.5mm - Diâmetro
Nozzle produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends Anet, Creality, Ender , Blocks entre outras marcas.
Os Nozzles de liga de titânio são produzidos de acordo com o tamanho dos nozzles da série E3D e são produzidos a partir de materiais de liga de titânio TC4.
A composição do material da liga de titânio TC4 é de Ti-6Al-4V, que pertence ao tipo (a+b) de liga de titânio, que tem boas propriedades mecânicas e mecânicas abrangentes e elevada resistência específica.
A resistência de TC4 é sb=1, 012 MPa, densidade g=4,4×103, resistência específica sb/g=23,5, e a resistência específica sb/g da liga de aço é inferior a 18.
A liga de titânio tem baixa condutividade térmica. A condutividade térmica da liga de titânio é 1/5 de aço, 1/13 de liga de alumínio, 1/25 de cobre, e a condutividade térmica de TC4 l=7,955 W/m-K.
Os dados acima são apenas para referência.
Características:
1. Alta resistência
2. Boa resistência à corrosão
3. Alta resistência ao calor
4. Resistência ao desgaste
5. Processamento mais fino
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Liga de titânio TC4 - Material
0.3mm - Diâmetro
Nozzle produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends Anet, Creality, Ender , Blocks entre outras marcas.
Os Nozzles de liga de titânio são produzidos de acordo com o tamanho dos nozzles da série E3D e são produzidos a partir de materiais de liga de titânio TC4.
A composição do material da liga de titânio TC4 é de Ti-6Al-4V, que pertence ao tipo (a+b) de liga de titânio, que tem boas propriedades mecânicas e mecânicas abrangentes e elevada resistência específica.
A resistência de TC4 é sb=1, 012 MPa, densidade g=4,4×103, resistência específica sb/g=23,5, e a resistência específica sb/g da liga de aço é inferior a 18.
A liga de titânio tem baixa condutividade térmica. A condutividade térmica da liga de titânio é 1/5 de aço, 1/13 de liga de alumínio, 1/25 de cobre, e a condutividade térmica de TC4 l=7,955 W/m-K.
Os dados acima são apenas para referência.
Características:
1. Alta resistência
2. Boa resistência à corrosão
3. Alta resistência ao calor
4. Resistência ao desgaste
5. Processamento mais fino
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Liga de titânio TC4 - Material
0.2mm - Diâmetro
Nozzle produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends Anet, Creality, Ender , Blocks entre outras marcas.
Os Nozzles de liga de titânio são produzidos de acordo com o tamanho dos nozzles da série E3D e são produzidos a partir de materiais de liga de titânio TC4.
A composição do material da liga de titânio TC4 é de Ti-6Al-4V, que pertence ao tipo (a+b) de liga de titânio, que tem boas propriedades mecânicas e mecânicas abrangentes e elevada resistência específica.
A resistência de TC4 é sb=1, 012 MPa, densidade g=4,4×103, resistência específica sb/g=23,5, e a resistência específica sb/g da liga de aço é inferior a 18.
A liga de titânio tem baixa condutividade térmica. A condutividade térmica da liga de titânio é 1/5 de aço, 1/13 de liga de alumínio, 1/25 de cobre, e a condutividade térmica de TC4 l=7,955 W/m-K.
Os dados acima são apenas para referência.
Características:
1. Alta resistência
2. Boa resistência à corrosão
3. Alta resistência ao calor
4. Resistência ao desgaste
5. Processamento mais fino
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
Liga de titânio TC4 - Material
0.4mm - Diâmetro

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Our most popular exotic material, Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA.
Resulting 3D prints made with our Carbon Fiber HTPLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage.
The embedded carbon provides a beautiful light matte gray finish with a slight sheen, resulting in 3D prints with exceptional accuracy, finish, and performance!


Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA. Resulting 3D printed prototypes and end-use parts are characterized by exceptionally stability of form and potential use up to 155 deg C (310 deg F) when heat treated.
Adaptable to most PLA-compatible printers. Heated bed recommended for process ease, quality, and reliability, but not required. Printer should allow 3rd party filament, parameter adjustment, and nozzle replacement. Specialized machine adaptation and maintenance may be required for Proto-pasta materials particularly in continued use of abrasive materials.
Please consider all information below before purchase and use. More on getting started. More about our release of Carbon Fiber HTPLA.
Prop 65 Warning! May cause cancer or reproductive harm.
However, in an effort put this statement in perspective, consider our blog on this subject to better-understand actual risks.
RoHS compliant - does not contain Cadmium (Cd), Lead (Pb), Mercury (Hg), Hexavalent Chromium: (Cr VI), Polybrominated Biphenyls (PBB), Polybrominated Diphenyl Ethers (PBDE), Bis(2-Ethylhexyl) phthalate (DEHP), Benzyl butyl phthalate (BBP), Dibutyl phthalate (DBP), or Diisobutyl phthalate (DIBP)
Regarding food contact - though base resin may be safe for food contact, our process & additional ingredients may not be. Thus our materials are not certified for food contact even if the risk is low. Please consider additional coatings, treatments & testing before pursuing extended food contact or certification.
Regarding skin contact - Not a known skin irritant, however, avoid recommending prolonged skin exposure without further testing.
Some machines may require specific considerations for filament placement, path, adjustments, settings, or other preparation & maintenance.
Abrasive materials like Carbon Fiber and Metal Composites may cause premature wear of in line components such as bowden tubes, drive gears, nozzles, and other items in the filament travel path. Serviceable hardware including replaceable nozzles suggested. Wear resistant nozzles are recommended for extended use. Nozzles wear most quickly with flattening of the tip which affects nozzle diameter & distance to build plate. Inconsistent extrusion, inaccuracy & process instability. Extrusion width & first layer distance adjustments and/or replacement of nozzle. For more on nozzle replacement consider this blog demonstrating nozzle replacement & adjustments on a Prusa MK3. Reduce nozzle wear by minimizing over-extrusion & infill.
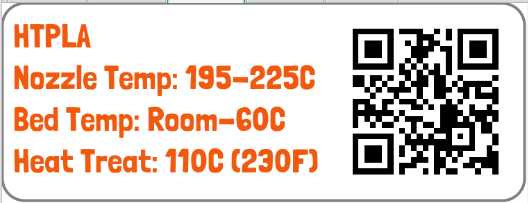
Product label suggest temperatures as a guideline based on typical nozzle set points. Appropriate settings can vary widely & in given good conditions, a wide range of temperatures can yield positive results. With relatively low print rates on hardware without hangups, HTPLA prints well at the low side of the recommended range. With high print rates on machines with hardware hangups, higher than labeled temperatures may be required for consistent extrusion. In some cases, oiling filament makes the difference between success & failure.
One specific problematic example is the Prusa MK3 which, by design, has a Prusa-specific heat break with an internal ledge that material can get caught on. To reduce need for nuance & risk of jamming, users should either replace the Prusa-specific heat break with a standard e3d v6 one, oil filament to help it slip past the Prusa-specific ledge, or print at an unusually high temperature. The trade off with high temperature as a solution is you should also match that with a high volume flow rate. Sounds great, right? It's okay except for the loss of detail when having to slow down for small part, fine feature, or high resolution printing.
Prusa MK3-specific, Carbon Fiber HTPLA process recommendations:
Volume flow = extrusion width x layer height x speed in mm.
For example, 0.5 mm extrusion width & 0.2 mm layer height for speed 20-90 mm/s.
Poorly cooled cold sides of all metal hotends can yield a similar result & benefit from similar fixes to the Prusa MK3. Aggressive layer fans not isolated from heat blocks and/or nozzles can make for a jammy combination as well. Finding the balance between enough cooling fan when printing fast & a high enough nozzle set-point can be challenging. More isolated hotends with PTFE liners can allow slower printing with lower set points for more detail with less aggressive layer fan settings. Also, insulating your heater block and/or nozzle with a sock can help avoid unwanted layer fan cooling. Rapid changes in speed or print rate should also be avoided whenever possible.
For more on the subject of printing, consider our getting started guide.
HTPLA is a semi-crystalline grade of PLA optimized for heat treating (also known as annealing or crystallizing) for higher temperature use. Without heat treating, "as printed" amorphous PLA loses significant stiffness (and the thus the ability to retain form) as the material approaches it's relatively low glass transition temperature. Heat treating creates a more crystalline molecular structure for maintaining stiffness to near melting, thus extending the useful range of HTPLA, but crystallization also creates shrinkage. HTPLA parts should be scaled in slicer to compensate for shrinkage when heat treating.
A large range of temperatures & times can yield acceptable results. With translucent grades and thin wall parts like a single wall vase, you can see a visual change from transparent to opaque begin in as little as 3 minutes with a full transition to opaque in 7 minutes. Parts with more mass will take more time. What's important is the core temp and time to ensure a comprehensive change in material structure to crystalline throughout the part.
Here's a demonstration of measuring shrinkage, determining change, and applying compensation in printing. Here's additional demonstration of application of scale, heat treating, and validation of form.
Additional post processes might include sanding or painting. The addition of Carbon Fiber can lend well to ease of sanding and adhesion of coatings like paint, however, there are also additional safety considerations when generating dust through sanding and fumes through coating. Please seek safe practices with appropriate personal protective equipment (PPE) and ventilation.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Light Gray ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
Our most popular exotic material, Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA.
Resulting 3D prints made with our Carbon Fiber HTPLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage.
The embedded carbon provides a beautiful dark matte gray finish with a slight sheen, resulting in 3D prints with exceptional accuracy, finish, and performance!


Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA. Resulting 3D printed prototypes and end-use parts are characterized by exceptionally stability of form and potential use up to 155 deg C (310 deg F) when heat treated.
Adaptable to most PLA-compatible printers. Heated bed recommended for process ease, quality, and reliability, but not required. Printer should allow 3rd party filament, parameter adjustment, and nozzle replacement. Specialized machine adaptation and maintenance may be required for Proto-pasta materials particularly in continued use of abrasive materials. More on getting started. More about our release of Carbon Fiber HTPLA.
Prop 65 Warning! May cause cancer or reproductive harm.
However, in an effort put this statement in perspective, consider our blog on this subject to better-understand actual risks.
RoHS compliant - does not contain Cadmium (Cd), Lead (Pb), Mercury (Hg), Hexavalent Chromium: (Cr VI), Polybrominated Biphenyls (PBB), Polybrominated Diphenyl Ethers (PBDE), Bis(2-Ethylhexyl) phthalate (DEHP), Benzyl butyl phthalate (BBP), Dibutyl phthalate (DBP), or Diisobutyl phthalate (DIBP)
Regarding food contact - though base resin may be safe for food contact, our process & additional ingredients may not be. Thus our materials are not certified for food contact even if the risk is low. Please consider additional coatings, treatments & testing before pursuing extended food contact or certification.
Regarding skin contact - Not a known skin irritant, however, avoid recommending prolonged skin exposure without further testing.
Some machines may require specific considerations for filament placement, path, adjustments, settings, or other preparation & maintenance.
Abrasive materials like Carbon Fiber and Metal Composites may cause premature wear of in line components such as bowden tubes, drive gears, nozzles, and other items in the filament travel path. Serviceable hardware including replaceable nozzles suggested. Wear resistant nozzles are recommended for extended use. Nozzles wear most quickly with flattening of the tip which affects nozzle diameter & distance to build plate. Inconsistent extrusion, inaccuracy & process instability. Extrusion width & first layer distance adjustments and/or replacement of nozzle. For more on nozzle replacement consider this blog demonstrating nozzle replacement & adjustments on a Prusa MK3. Reduce nozzle wear by minimizing over-extrusion & infill.
Product label suggest temperatures as a guideline based on typical nozzle set points. Appropriate settings can vary widely & in given good conditions, a wide range of temperatures can yield positive results. With relatively low print rates on hardware without hangups, HTPLA prints well at the low side of the recommended range. With high print rates on machines with hardware hangups, higher than labeled temperatures may be required for consistent extrusion. In some cases, oiling filament makes the difference between success & failure.
One specific problematic example is the Prusa MK3 which, by design, has a Prusa-specific heat break with an internal ledge that material can get caught on. To reduce need for nuance & risk of jamming, users should either replace the Prusa-specific heat break with a standard e3d v6 one, oil filament to help it slip past the Prusa-specific ledge, or print at an unusually high temperature. The trade off with high temperature as a solution is you should also match that with a high volume flow rate. Sounds great, right? It's okay except for the loss of detail when having to slow down for small part, fine feature, or high resolution printing.
Prusa MK3-specific, Carbon Fiber HTPLA process recommendations:
Volume flow = extrusion width x layer height x speed in mm.
For example, 0.5 mm extrusion width & 0.2 mm layer height for speed 20-90 mm/s.
Poorly cooled cold sides of all metal hotends can yield a similar result & benefit from similar fixes to the Prusa MK3. Aggressive layer fans not isolated from heat blocks and/or nozzles can make for a jammy combination as well. Finding the balance between enough cooling fan when printing fast & a high enough nozzle set-point can be challenging. More isolated hotends with PTFE liners can allow slower printing with lower set points for more detail with less aggressive layer fan settings. Also, insulating your heater block and/or nozzle with a sock can help avoid unwanted layer fan cooling. Rapid changes in speed or print rate should also be avoided whenever possible.
For more on the subject of printing, consider our getting started guide.
HTPLA is a semi-crystalline grade of PLA optimized for heat treating (also known as annealing or crystallizing) for higher temperature use. Without heat treating, "as printed" amorphous PLA loses significant stiffness (and the thus the ability to retain form) as the material approaches it's relatively low glass transition temperature. Heat treating creates a more crystalline molecular structure for maintaining stiffness to near melting, thus extending the useful range of HTPLA, but crystallization also creates shrinkage. HTPLA parts should be scaled in slicer to compensate for shrinkage when heat treating.
A large range of temperatures & times can yield acceptable results. With translucent grades and thin wall parts like a single wall vase, you can see a visual change from transparent to opaque begin in as little as 3 minutes with a full transition to opaque in 7 minutes. Parts with more mass will take more time. What's important is the core temp and time to ensure a comprehensive change in material structure to crystalline throughout the part.
Here's a demonstration of measuring shrinkage, determining change, and applying compensation in printing. Here's additional demonstration of application of scale, heat treating, and validation of form.
Additional post processes might include sanding or painting. The addition of Carbon Fiber can lend well to ease of sanding and adhesion of coatings like paint, however, there are also additional safety considerations when generating dust through sanding and fumes through coating. Please seek safe practices with appropriate personal protective equipment (PPE) and ventilation.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Dark Gray ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA.
Resulting 3D printed prototypes and end-use parts are characterized by exceptionally stability of form and potential use up to 155 deg C (310 deg F) when heat treated.
Adaptable to most PLA-compatible printers. Heated bed recommended for process ease, quality, and reliability, but not required.
Printer should allow 3rd party filament, parameter adjustment, and nozzle replacement.
Specialized machine adaptation and maintenance may be required for Proto-pasta materials particularly in continued use of abrasive materials.
Please consider all product details before purchase and use.


More about our release of Carbon Fiber HTPLA
Prop 65 Warning! May cause cancer or reproductive harm.
However, in an effort put this statement in perspective, consider our blog on this subject to better-understand actual risks.
RoHS compliant - does not contain Cadmium (Cd), Lead (Pb), Mercury (Hg), Hexavalent Chromium: (Cr VI), Polybrominated Biphenyls (PBB), Polybrominated Diphenyl Ethers (PBDE), Bis(2-Ethylhexyl) phthalate (DEHP), Benzyl butyl phthalate (BBP), Dibutyl phthalate (DBP), or Diisobutyl phthalate (DIBP)
Regarding food contact - though base resin may be safe for food contact, our process & additional ingredients may not be. Thus our materials are not certified for food contact even if the risk is low. Please consider additional coatings, treatments & testing before pursuing extended food contact or certification.
Regarding skin contact - Not a known skin irritant, however, avoid recommending prolonged skin exposure without further testing.
Some machines may require specific considerations for filament placement, path, adjustments, settings, or other preparation & maintenance.
Abrasive materials like Carbon Fiber and Metal Composites may cause premature wear of in line components such as bowden tubes, drive gears, nozzles, and other items in the filament travel path. Serviceable hardware including replaceable nozzles suggested. Wear resistant nozzles are recommended for extended use. Nozzles wear most quickly with flattening of the tip which affects nozzle diameter & distance to build plate. Inconsistent extrusion, inaccuracy & process instability. Extrusion width & first layer distance adjustments and/or replacement of nozzle. For more on nozzle replacement consider this blog demonstrating nozzle replacement & adjustments on a Prusa MK3. Reduce nozzle wear by minimizing over-extrusion & infill.
Product label suggest temperatures as a guideline based on typical nozzle set points. Appropriate settings can vary widely & in given good conditions, a wide range of temperatures can yield positive results. With relatively low print rates on hardware without hangups, HTPLA prints well at the low side of the recommended range. With high print rates on machines with hardware hangups, higher than labeled temperatures may be required for consistent extrusion. In some cases, oiling filament makes the difference between success & failure.
One specific problematic example is the Prusa MK3 which, by design, has a Prusa-specific heat break with an internal ledge that material can get caught on. To reduce need for nuance & risk of jamming, users should either replace the Prusa-specific heat break with a standard e3d v6 one, oil filament to help it slip past the Prusa-specific ledge, or print at an unusually high temperature. The trade off with high temperature as a solution is you should also match that with a high volume flow rate. Sounds great, right? It's okay except for the loss of detail when having to slow down for small part, fine feature, or high resolution printing.
Prusa MK3-specific, Carbon Fiber HTPLA process recommendations:
Volume flow = extrusion width x layer height x speed in mm.
For example, 0.5 mm extrusion width & 0.2 mm layer height for speed 20-90 mm/s.
Poorly cooled cold sides of all metal hotends can yield a similar result & benefit from similar fixes to the Prusa MK3. Aggressive layer fans not isolated from heat blocks and/or nozzles can make for a jammy combination as well. Finding the balance between enough cooling fan when printing fast & a high enough nozzle set-point can be challenging. More isolated hotends with PTFE liners can allow slower printing with lower set points for more detail with less aggressive layer fan settings. Also, insulating your heater block and/or nozzle with a sock can help avoid unwanted layer fan cooling. Rapid changes in speed or print rate should also be avoided whenever possible.
For more on the subject of printing, consider our getting started guide.
HTPLA is a semi-crystalline grade of PLA optimized for heat treating (also known as annealing or crystallizing) for higher temperature use. Without heat treating, "as printed" amorphous PLA loses significant stiffness (and the thus the ability to retain form) as the material approaches it's relatively low glass transition temperature. Heat treating creates a more crystalline molecular structure for maintaining stiffness to near melting, thus extending the useful range of HTPLA, but crystallization also creates shrinkage. HTPLA parts should be scaled in slicer to compensate for shrinkage when heat treating.
A large range of temperatures & times can yield acceptable results. With translucent grades and thin wall parts like a single wall vase, you can see a visual change from transparent to opaque begin in as little as 3 minutes with a full transition to opaque in 7 minutes. Parts with more mass will take more time. What's important is the core temp and time to ensure a comprehensive change in material structure to crystalline throughout the part.
Here's a demonstration of measuring shrinkage, determining change, and applying compensation in printing. Here's additional demonstration of application of scale, heat treating, and validation of form.
Additional post processes might include sanding or painting. The addition of Carbon Fiber can lend well to ease of sanding and adhesion of coatings like paint, however, there are also additional safety considerations when generating dust through sanding and fumes through coating. Please seek safe practices with appropriate personal protective equipment (PPE) and ventilation.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Medium Gray ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
































