A Prusament Resin Model é uma resina premium, desenvolvida com um forte foco na segurança do utilizador e na qualidade de impressão.
✔ Tempos de exposição ultracurtos ⚡
✔ Detalhes extremamente nítidos 🎯
✔ Baixa contração e aderência perfeita à plataforma 🔄
✔ Alto desempenho e fiabilidade na impressão ✅
✔ Fórmula especial que minimiza odores desagradáveis e riscos para a saúde 🔬
🔹 Impressão 3D para hobby
🔹 Projetos educativos e protótipos didáticos 🏫
🔹 Arte e design 🎨
🔹 Prototipagem industrial de alta precisão 🏭
🔹 Modelos dentários e aplicações médicas 🦷🩺
Se procura uma resina que combine desempenho, segurança e qualidade excecional, a Prusament Resin Model é a escolha ideal! 🚀
✔ Propriedades mecânicas rígidas – ideal para modelos duráveis e precisos
✔ Aderência perfeita à plataforma – impressões fiáveis e sem falhas
✔ Tempo de exposição curto – acelera o processo de impressão
✔ Alta resolução – detalhes extremamente nítidos
✔ Fácil de lavar – limpeza simples e eficaz
✔ Baixa contração – minimiza deformações e garante precisão dimensional
✔ Baixa viscosidade – melhor fluidez e facilidade de manuseio
✔ Baixo odor – reduz odores desagradáveis durante a impressão
✔ Baixo risco para a saúde – peças curadas não são citotóxicas nem irritantes para a pele
✔ Livre de Acryloylmorpholine – formulação segura
✔ Não contém Bisfenol A – mais segurança para o utilizador
✔ Livre de TPO – química otimizada para maior segurança
✔ Possível amarelecimento das peças após pós-cura prolongada – desaparece com temperatura elevada e com o tempo
✔ A resina não curada pode representar um risco para a saúde – utilize com precaução
✔ Material não reciclável – deve ser descartado corretamente
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)

A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.

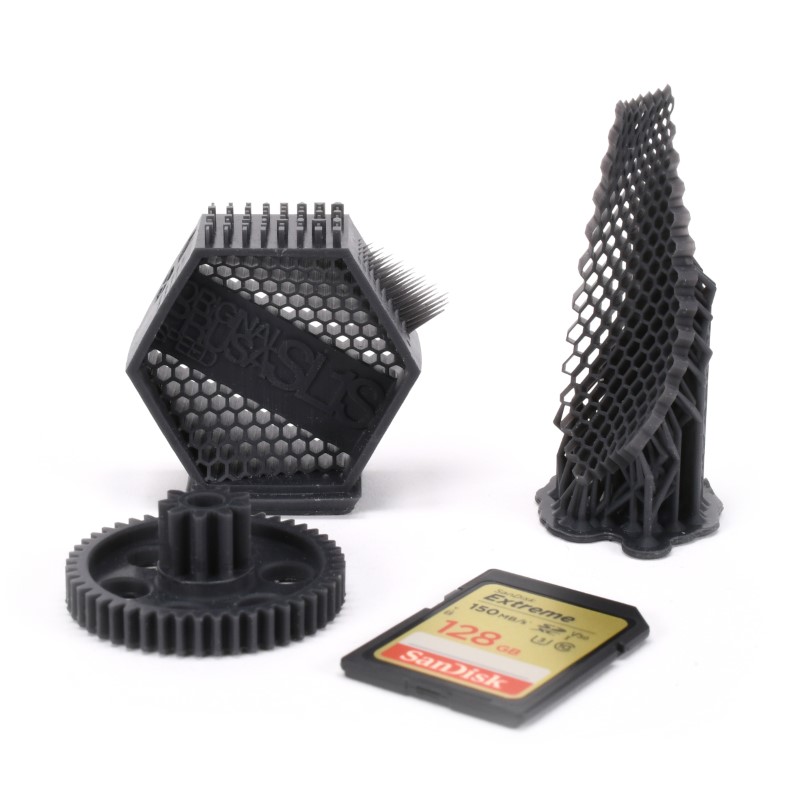
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.

O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.

A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.

Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.

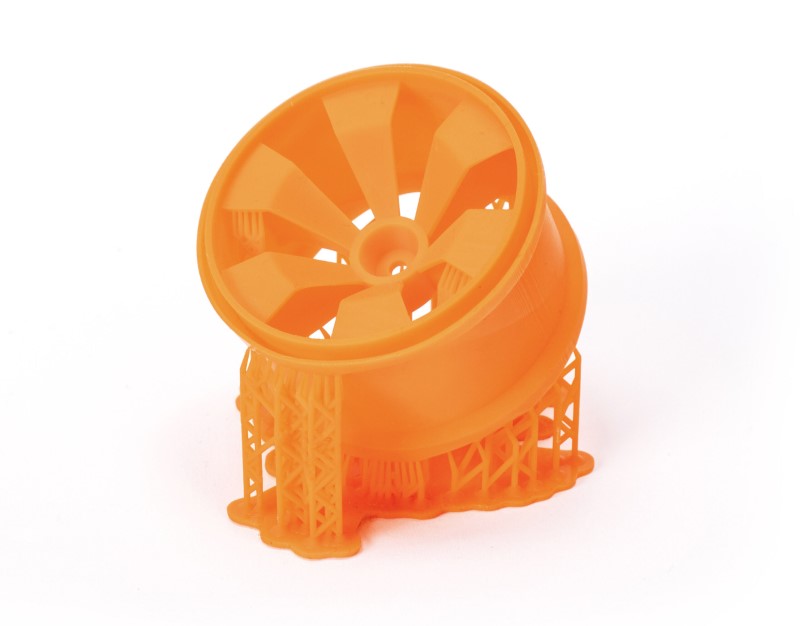
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.


Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
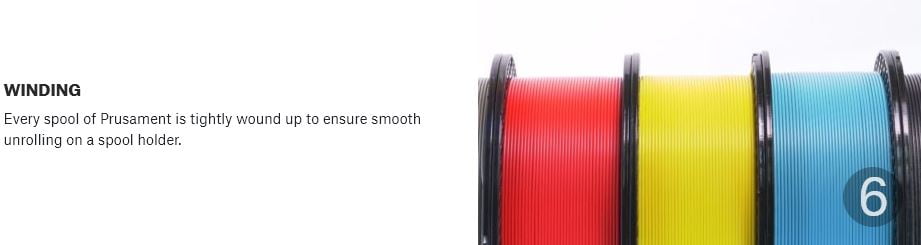
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
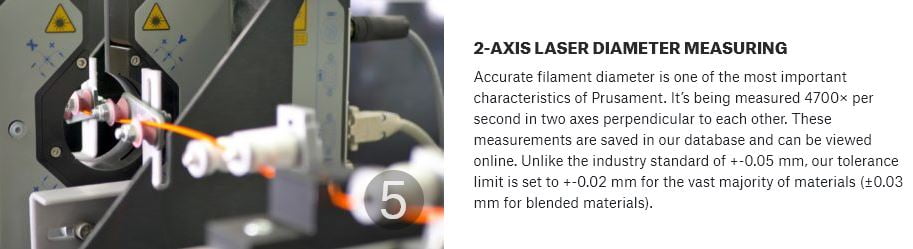
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.

A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)
A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.
O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.
A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.
Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.
Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)
A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.
O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.
A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.
Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.
Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)
A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.
O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.
A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.
Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.
Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)
A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.
O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.
A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.
Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.
Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)
A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.
O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.
A Resina Duro Prusament pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.
Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament adequada para designers e artistas. A Resina de Prusament oferece tanto simplicidade como precisão.
Antes de começar a usar a Resina Prusament Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
Resina Prusament! 🙂 Esta é a nossa novíssima resina de alta qualidade, de fabrico interno, para uma impressão rápida e fiável. É muito mais, no entanto. A Resina Prusament visa aumentar o conforto e a segurança durante a utilização - os ingredientes são especificamente escolhidos para minimizar os maus cheiros e os riscos para a saúde. É claro que as propriedades mecânicas também são afinadas, para que possa criar impressões sólidas e robustas em 3D.
Prusament é uma marca de consumíveis para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
A história por detrás da Resina do Prusamento é praticamente a mesma que com os filamentos do Prusamento. Uma vez que escavámos na impressão SLA 3D com o nosso SL1, cedo percebemos que especialmente os fabricantes de resinas mais baratas têm dificuldade em manter consistente a qualidade dos seus produtos. Para nós, isto geralmente significa que começamos a pesquisar se não o poderíamos fazer melhor. Felizmente, temos o nosso "laboratório secreto" nos arredores de Praga (onde também desenvolvemos as nossas folhas de impressão em cetim) - e depois de muitos meses de trabalho árduo, o resultado está finalmente aqui.
E porque se chama Resina de Prusamento e não, por exemplo, Presin? É simples: acreditamos que ao longo dos anos, o Prusament se tornou uma marca muito reconhecível por si só. Se está à procura do material de impressão 3D certo, o Prusament tem-no coberto - não importa se precisa de filamentos ou resinas.
As nossas prioridades eram bastante claras desde o início: queríamos fazer uma resina de alta qualidade que fosse fácil de imprimir, tivesse o menor odor e riscos de saúde possíveis. E, claro, as impressões terão o mais alto nível de detalhe possível. A nossa pesquisa deu-nos a possibilidade de controlar e seleccionar cada ingrediente para fazer uma resina com as propriedades desejadas - o nosso objectivo era criar uma substância que tivesse um mínimo de efeitos negativos, especialmente na saúde.
Espere, isso significa que as resinas regulares podem ser perigosas para a sua saúde? Bem, acontece que ainda existem produtos no mercado que ainda contêm um componente perigoso - o Bisfenol A. De acordo com artigos publicados, a exposição ao Bisfenol A pode ser uma preocupação devido aos possíveis efeitos negativos na saúde do cérebro e da próstata de fetos, bebés e crianças. Também pode afectar o comportamento das crianças. Mesmo que estes possam parecer casos extremos, nós simplesmente não nos queríamos aventurar neste território.
O aspecto da saúde pareceu-nos essencial uma vez que as resinas duras regulares são frequentemente usadas para fins de hobby em casa. É por isso que tentamos evitar produtos químicos com um odor forte, riscos para a saúde, alta toxicidade e também misturas contendo Bisfenol A. O produto final é uma resina com um odor e impacto na saúde mais baixos, em comparação com os outros produtos no mercado.
Gerimos o nosso próprio desenvolvimento independente, sem cooperação com outros fabricantes. Isto dá-nos uma grande vantagem no controlo da composição química e na obtenção dos resultados desejados. A diferença entre sucesso e fracasso reside muitas vezes em pequenas alterações na fórmula. Utilizámos vários métodos analíticos, tais como a medição das propriedades mecânicas, viscosidade, dureza, ou colorimetria.
Iremos, naturalmente, continuar o nosso desenvolvimento e adicionar novos materiais especiais à nossa carteira no futuro. Estamos a falar de resinas flexíveis, materiais para uso dentário e médico e outros tipos de materiais. Tal como com as impressoras FDM 3D, a tecnologia MSLA também requer que as máquinas e materiais estejam "em sintonia". E como agora desenvolvemos e fabricamos internamente impressoras e resinas SLA 3D, ambas as equipas podem beneficiar da pesquisa e desenvolvimento um do outro.
Fiabilidade de impressão
Curto tempo de exposição (1.6-2.4s no SL1S SPEED)
Grande detalhe de impressão
Boa resistência à deformação
Baixo odor
Baixo impacto na saúde
Não contém Bisfenol A
Material não reciclável
A resina não curada pode ainda representar um risco para a saúde
Resistência a temperaturas mais baixas (50 °C)
A Resina Prusament é perfeitamente compatível com qualquer impressora MSLA 3D de terceiros compatível com resinas de 405nm. No entanto, foi feita à medida para a Original Prusa SL1S SPEED. Em combinação com o SL1S, obterá uma velocidade incrível sem perder nenhum detalhe de impressão! Graças ao seu visor monocromático e mecanismo de inclinação rápida, é possível imprimir com exposição tão curta como 1,6 - 2,4s por camada, dependendo do tamanho e complexidade do objecto. Os nossos perfis PrusaSlicer oficiais e testados internamente oferecem entre 1,8 a 2,4 segundos para uma impressão mais segura. As especificações completas podem ser encontradas na Ficha Técnica de Dados. SL1S SPEED pode produzir modelos com os mais pequenos detalhes totalmente renderizados - e pode fazê-lo muito mais rapidamente do que outras máquinas, impressoras FFF/FDM incluídas!
Semelhante ao nosso Prusamento (filamento FFF/FDM), a Resina de Prusamento também terá a sua própria "certidão de nascimento". Embora não possamos oferecer o mesmo nível de estatísticas extremamente detalhadas, você ainda pode digitalizar o código QR para ver o número do lote, a data de fabrico e a data de expiração.
Graças ao alto nível de detalhe, este material é adequado para modelos de acção minúsculos e detalhados, protótipos e acessórios para grandes projectos. O material pode ser lixado facilmente, tanto seco como molhado.
O curto tempo de exposição e o nível de detalhe perfeito tornam a tecnologia MSLA adequada para protótipos pequenos e detalhados que não podem ser feitos com impressoras FFF/FDM. Além disso, o tempo total de impressão MSLA é mais curto do que com as impressoras FFF/FDM.
A Resina Duro Prusament Tough pode ser usada para fazer moldes simples e mais complexos. Pode imprimir um modelo mestre para fazer um molde a partir dele ou pode imprimir o próprio molde, por exemplo para moldar silicone.
Baixo odor, fácil utilização, e baixo impacto na saúde tornam a Resina Duro Prusamentada excelente para a impressão de modelos educacionais detalhados.
A capacidade de imprimir estruturas muito delicadas torna a Resina de Prusament Tough adequada para designers e artistas. A Resina de Prusament Tough oferece tanto simplicidade como precisão.
Antes de começar a usar a Resina Prusament Tough Resin, não se esqueça de ler a folha de dados de segurança do material (MSDS) carregada em prusament.com. Aqui, resumimos apenas algumas dicas que podem tornar a sua vida com a resina um pouco mais fácil 😉
Lembre-se sempre que apesar dos nossos maiores esforços, todas as resinas líquidas ainda podem representar um risco para a saúde. Use equipamento de protecção, especialmente luvas, sempre que trabalhar com resina. Evite o contacto com a pele, olhos e boca.
Acidentes acontecem mesmo aos utilizadores mais experientes. Se a resina entrar na sua impressora, mesa, ou qualquer outra coisa, não espere e limpe-a imediatamente com toalhas de papel e álcool isopropílico (IPA), antes de ser curada pela luz do dia.
Estranhamente, não há muita informação disponível sobre eliminação de resíduos e reciclagem de produtos impressos em 3D. Vamos resumir a forma como lidamos com o desperdício de resina: Os restos de resina não curados devem ser eliminados com outros produtos químicos perigosos em locais designados para o efeito. Não pode ser reciclado e definitivamente não deve terminar em resíduos em geral.
A mesma regra aplica-se a garrafas, toalhas de papel, e modelos manchados com resina líquida (não curada). No entanto, a resina curada (material reactoplástico) é, ao contrário dos filamentos (material termoplástico), um material não reciclável - pertence ao lixo geral.
Gostaria de saber mais sobre os parâmetros da Resina Prusament Tough Resin? Não se esqueça de ver a nossa secção de resina em prusament.com. Acreditamos que a nossa resina o ajudará a fazer impressões bonitas e surpreendentes. Estamos ansiosos por ver as suas grandes ideias.
O Nebulizador Nebulizer é um acessório compatível com a estação de polimento Polysher by Polymaker.
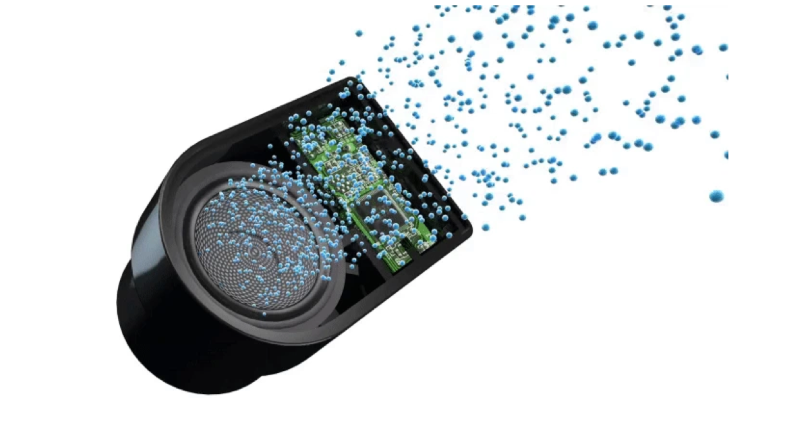
O nebulizador Nebulizer é o núcleo do Polysher™, ele cria a fina névoa de álcool que suaviza uniformemente o modelo PolySmooth™. A Polymaker oferece acessórios de impressão 3D para optimizar a experiência do utilizador com os seus filamentos.
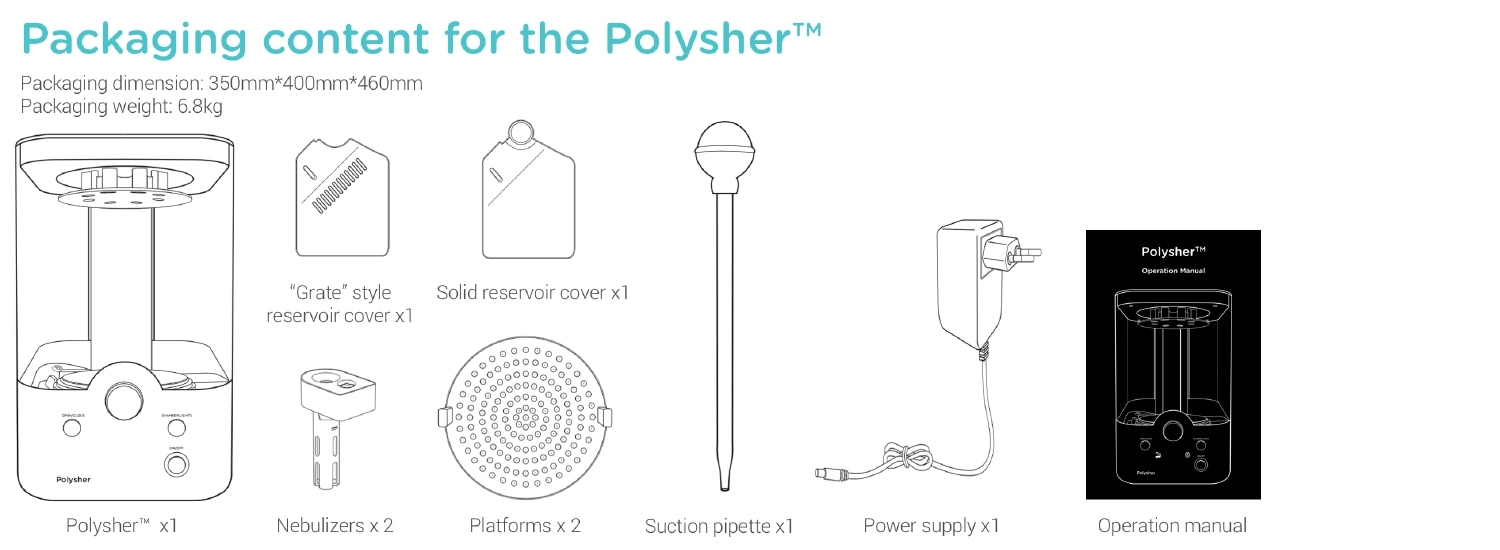
O Polysher da PolyMaker é usado, como o nome indica, para o polimento de impressões. Uma névoa de álcool isopropanol ou etanol é produzida dentro de uma câmara fechada. Uma fina camada de partículas é depositada sobre a impressão e trabalha a sua entrada na camada superior. Isto elimina as linhas de camadas que de outra forma são comuns na tecnologia de impressão FDM.
A impressão é dada uma superfície uniforme, homogénea e lisa.
No total, o processo leva apenas alguns minutos. A operação é muito fácil. O utilizador só tem de definir um tempo de processamento agendado e confirmá-lo usando a interface. Dependendo do tamanho do componente impresso, o tempo de pós-processamento varia entre 5-20 minutos. Depois, a impressão deve secar para obter novamente uma dureza. A vantagem do processo é o baixo esforço manual que tem de ser feito. O Polymaker Polysher oferece um pós-processamento automatizado e muito fácil.

Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
O Polysher da Polymaker é único no mercado. O Polysher facilita o alisamento de modelos impressos em 3D. (apenas em combinação com o Polymaker PolySmooth Filament )
Os materiais compatíveis PolySmooth e PolyCast podem ser impressos tão facilmente como um PLA Mesmo no estado "bruto" PolySmooth produz superfícies excelentes, que são suavizadas mais uma vez pelo pós-processamento. O PolySmooth translúcido ganha uma óptica quase cristalina.
O PolyCast é um filamento que pode ser queimado sem deixar qualquer resíduo. Excelentes moldes podem ser feitos com ele. O fluxo de trabalho aqui seria a impressão de um molde positivo com PolyCast. Para obter uma superfície ainda melhor, a impressão é pós-processada por meio do Polysher. Depois a impressão é incrustada em gesso ou outro material e queimada num alto-forno. O PolyCast queima sem deixar fuligem ou outros resíduos. Finalmente, o molde de fundição obtido pode ser usado para fundir metais preciosos, por exemplo.
Em suma, o Polysher da Polymaker é o complemento ideal para qualquer impressora FDM 3D.

O Polysher, em combinação com o Polymaker's PolySmooth Filament, proporciona um acabamento de superfície sem precedentes nos seus modelos 3D.
No Polysher, o líquido contendo isopropanol é evaporado. O objecto nele colocado é dissolvido pelo vapor que provoca o "derretimento" das camadas. O resultado é uma superfície lisa!
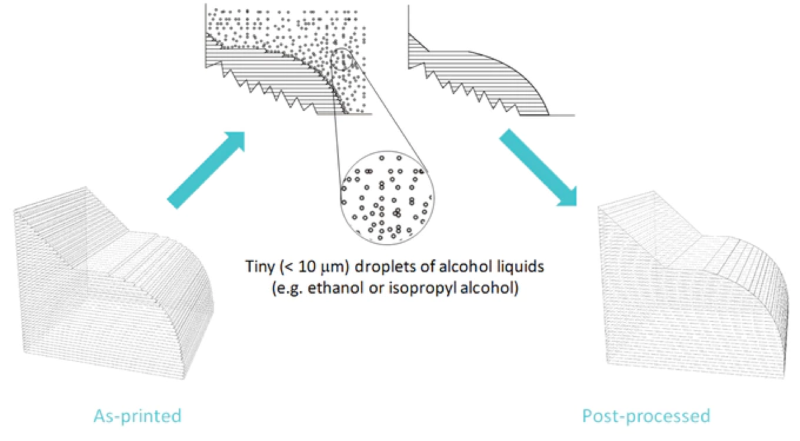

PolyCast™ e PolySmooth apresentam a tecnologia Polymaker's Layer-Free™ e a tecnologia Polymaker's Ash-Free™:
A tecnologia Layer-Free™ envolve a exposição de uma peça impressa em 3D a um aerossol de micro-gotas de álcool, geradas por uma membrana perfurada, rapidamente vibratória, chamada nebulizador. O aerossol será então adsorvido pela superfície da peça impressa em 3D e torná-la-á lisa e sem camadas.

Por favor note que este acabamento só funciona em combinação com filamentos PVB. A própria Polymaker oferece aqui o filamento PolySmooth e PolyCast. O Polysher funciona com isopropanol/isopropilico álcool, bem como com etanol. Estas substâncias não estão incluídas no âmbito da entrega e devem ser compradas separadamente na nossa loja, podendo encontrar no seguinte LINK

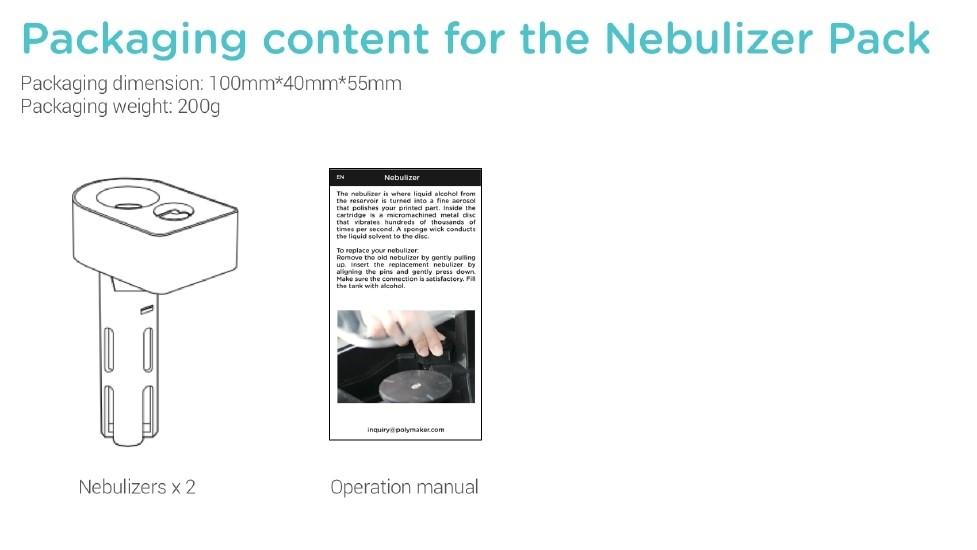
O Acessório Nebulizer Pack, vai com 2 produtos e tem um design de membrana melhorado que alcança um desempenho superior.
.O Polysher da PolyMaker é usado, como o nome indica, para o polimento de impressões. Uma névoa de álcool isopropanol ou etanol é produzida dentro de uma câmara fechada. Uma fina camada de partículas é depositada sobre a impressão e trabalha a sua entrada na camada superior. Isto elimina as linhas de camadas que de outra forma são comuns na tecnologia de impressão FDM.
A impressão é dada uma superfície uniforme, homogénea e lisa.
No total, o processo leva apenas alguns minutos. A operação é muito fácil. O utilizador só tem de definir um tempo de processamento agendado e confirmá-lo usando a interface. Dependendo do tamanho do componente impresso, o tempo de pós-processamento varia entre 5-20 minutos. Depois, a impressão deve secar para obter novamente uma dureza. A vantagem do processo é o baixo esforço manual que tem de ser feito. O Polymaker Polysher oferece um pós-processamento automatizado e muito fácil.
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
O Polysher da Polymaker é único no mercado. O Polysher facilita o alisamento de modelos impressos em 3D. (apenas em combinação com o Polymaker PolySmooth Filament )
Os materiais compatíveis PolySmooth e PolyCast podem ser impressos tão facilmente como um PLA Mesmo no estado "bruto" PolySmooth produz superfícies excelentes, que são suavizadas mais uma vez pelo pós-processamento. O PolySmooth translúcido ganha uma óptica quase cristalina.
O PolyCast é um filamento que pode ser queimado sem deixar qualquer resíduo. Excelentes moldes podem ser feitos com ele. O fluxo de trabalho aqui seria a impressão de um molde positivo com PolyCast. Para obter uma superfície ainda melhor, a impressão é pós-processada por meio do Polysher. Depois a impressão é incrustada em gesso ou outro material e queimada num alto-forno. O PolyCast queima sem deixar fuligem ou outros resíduos. Finalmente, o molde de fundição obtido pode ser usado para fundir metais preciosos, por exemplo.
Em suma, o Polysher da Polymaker é o complemento ideal para qualquer impressora FDM 3D.

O Polysher, em combinação com o Polymaker's PolySmooth Filament, proporciona um acabamento de superfície sem precedentes nos seus modelos 3D.
No Polysher, o líquido contendo isopropanol é evaporado. O objecto nele colocado é dissolvido pelo vapor que provoca o "derretimento" das camadas. O resultado é uma superfície lisa!
O Polysher também é fácil de usar. Coloque um objecto no Polysher e use o controlo rotativo para seleccionar a duração desejada.
Após o tempo ter decorrido, o modelo 3D pode ser removido.
A electrónica inteligente e um selo hermético garantem total segurança e protecção.
PolyCast™ e PolySmooth apresentam a tecnologia Polymaker's Layer-Free™ e a tecnologia Polymaker's Ash-Free™:
A tecnologia Layer-Free™ envolve a exposição de uma peça impressa em 3D a um aerossol de micro-gotas de álcool, geradas por uma membrana perfurada, rapidamente vibratória, chamada nebulizador. O aerossol será então adsorvido pela superfície da peça impressa em 3D e torná-la-á lisa e sem camadas.
Por favor note que este acabamento só funciona em combinação com filamentos PVB. A própria Polymaker oferece aqui o filamento PolySmooth e PolyCast. O Polysher funciona com isopropanol/isopropilico álcool, bem como com etanol. Estas substâncias não estão incluídas no âmbito da entrega e devem ser compradas separadamente na nossa loja, podendo encontrar no seguinte LINK
Material Compatível: PolySmooth™, PolyCast™
Líquido: isopropanol, 70% ou mais (90% ou mais recomendado)
Tempo de polimento: 20-40 minutos típico (varia com base no tamanho da peça, concentração de álcool e temperatura ambiente).
Tamanho máximo da peça (Diâmetro*Altura): 150mm x 180mm (5,9 pol. x 7,1 pol.)
Temperatura de funcionamento: 15 - 32 °C (59 - 90 °F)
Temperatura de armazenamento: 0 - 38 °C (32 - 100 °F)
Fornecimento de energia (INPUT): AC 100 - 240V, 50/60Hz, 0.4A
Fonte de alimentação (SAÍDA): 5V - 2000 mA ShenZhen Rongweixin Technology Co.Ltd
Polysher™ INPUT: 5V - 2000mA
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!

O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
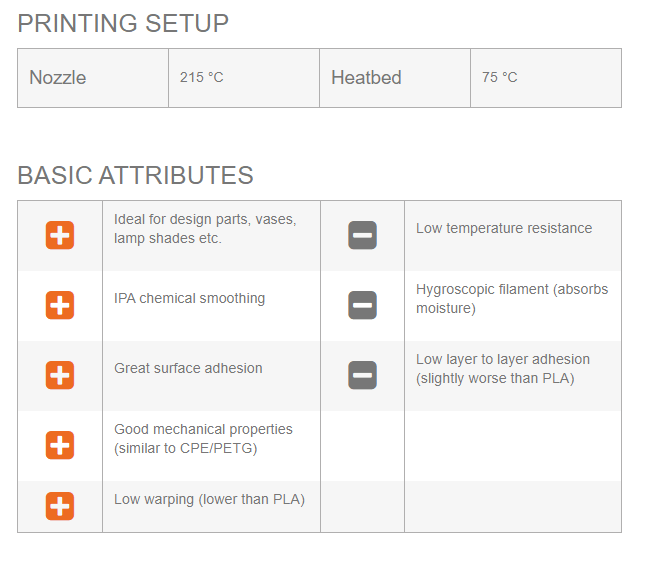
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Prusa Orange Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
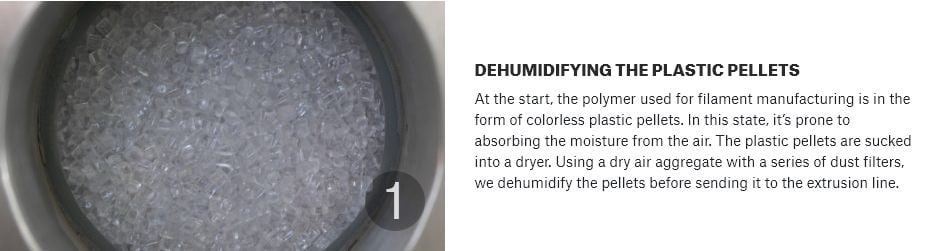
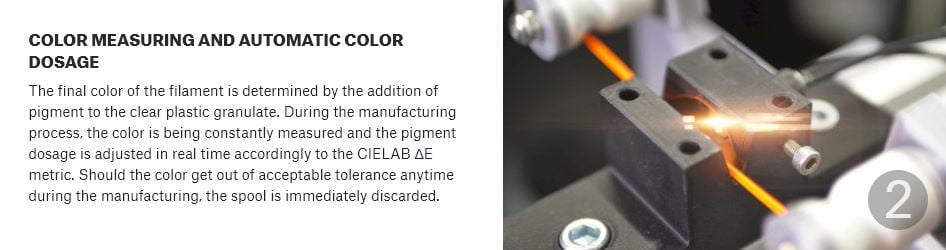
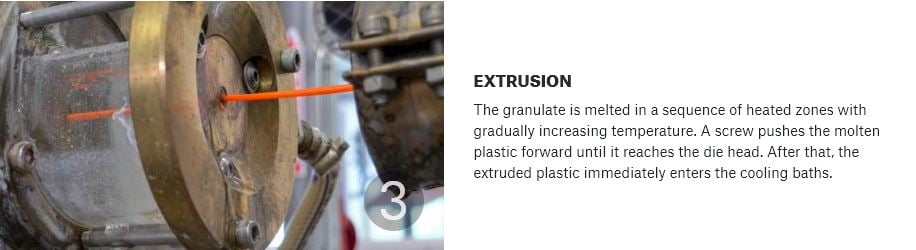
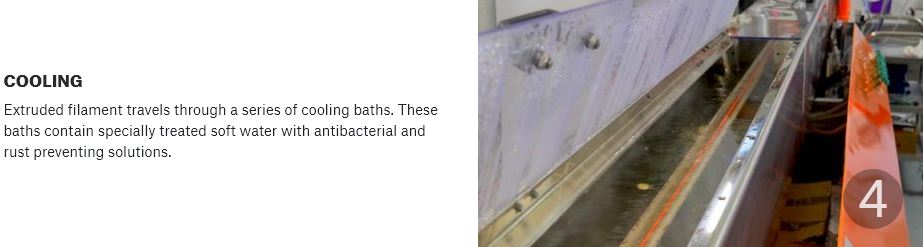
How It´s Made: