HTPLA Citrus Sunrise Orange Multicolor, um filamento variegado único inspirado pelo nosso glorioso sol
Translúcido vermelho, laranja e amarelo com um toque de brilho dourado
Um filamento de Endless Pastabilities em celebração do Dia da Terra 2021
Os resultados irão variar, uma vez que cada transição de cor e bobina é única

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.




Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Nebula Multicolor HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
Não folhegue sem Fantasia da Floresta!
HTPLA Forest Fantasy Green Multicolor, um filamento variegado único inspirado nas nossas encantadoras florestas
Verde translúcido de azul para amarelo com um toque de brilho prateado
Um filamento de Endless Pastabilities em celebração do Dia da Terra 2021
Os resultados irão variar, uma vez que cada transição de cor e bobina é única
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Semi crystalline, heat treatable PLA for high temp use
Density: 1.24 g/cc
Length: 346 m/kg (1.75) 130 m/kg (2.85)
Typical Printing Temp: 205-225 C
Glass Transition (Tg)*: 60 C
Peak Crystallization (Tc)**: 95-115 C
Onset to Melt (Tm)***: 155 C
Typical change when heat treated: -2% x/y +1% z
Link to Safety Data Page
*max use with no heat treat & max platform temp
**heat treating @ temp 10+ min depending on size/mass
***max use when heat treated (annealed or crystallized)
HTPLA prints well at 205-225 C, however it's important to match temp to your hardware & volume flow rate. With a typical hotend, you should be able to print at 205 C without jamming at a low flow rate. In machines with hardware that tends towards jamming, consider this video with Joel Telling.
Lower volume flows require lower temps, while higher volume flows require higher temps. In the previously-mentioned video, one way to overcome jamming is to set your temp to a higher-than-typical 240 C. This should then be matched with a high flow rate for a quality printing result.
For direct drives with a short distance between drive gears & nozzle, volume flows can approach 7-8 cubic mm/s or more if printing hot to overcome jamming. For bowden tubes where the distance between drive gear & nozzle are great or less powerful hotends, as little as 2 and as much as 4 cubic mm/s may be the limit. Beware of unintended speed changes from faster infills & slowing down for outlines or short layers. Consider our Ultimaker-specific blog for more on this topic.
A constant speed throughout the part is ideal from an extrusion perspective. Knowing your extrusion width, layer thickness & speed you can calculate your volume flow rate with the calculator like found in the previously-mentioned Ultimaker blog. Alternatively, if you know your volume flow rate limit, extrusion width & layer thickness, you can calculate your speed limit.
PLA & HTPLA are amorphous in structure as printed (no heat treating) & though both are adequate performers in an office environment, they have poor temperature stability, loosing significant stiffness at temps nearing 60 C. Different than standard PLA, HTPLA is designed to survive heat treating for higher temp stability in a no/minimal load condition to near onset of melting (155 C). That's an astonishing improvement in thermal stability compared to standard PLA after a quick bake in the oven after printing.
In as little as 5-10 minutes for small, thin parts, HTPLA quickly crystallizes in an oven at 95-115 C (200-240 F) to become more stiff & hold form above glass transition (60 C). Depending on part geometry, setup & technique, parts can deform and shrink. Best results are with flat and/or supported parts with 100% infill. In this instance we experienced x/y shrinkage of about 2% & growth of about 1% in z.
Be sure to avoid hot spots (non-radiating surfaces & no glowing coils) in the oven used for baking & experiment before baking a prized part. Un-printed filament works great for experimentation & translucent makes the transformation most visible! Heat treating is an art, but the resulting improved thermal performance, if needed, is well-worth exploring. You'll be shocked by the improved thermal stability of your HTPLA parts!!!
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA Forest Fantasy Green Multicolor HTPLA - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
Impressora 3D Original Prusa XL Stock MONTADA já Montada.
Original Prusa, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Recomendamos este modelo de Impressora 3D para uso profissional.
Dispomos de diversas industrias, escolas, escritórios e laboratórios com este modelo sendo a opção numero 1 em termos de fiabilidade e facilidade de uso.
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.

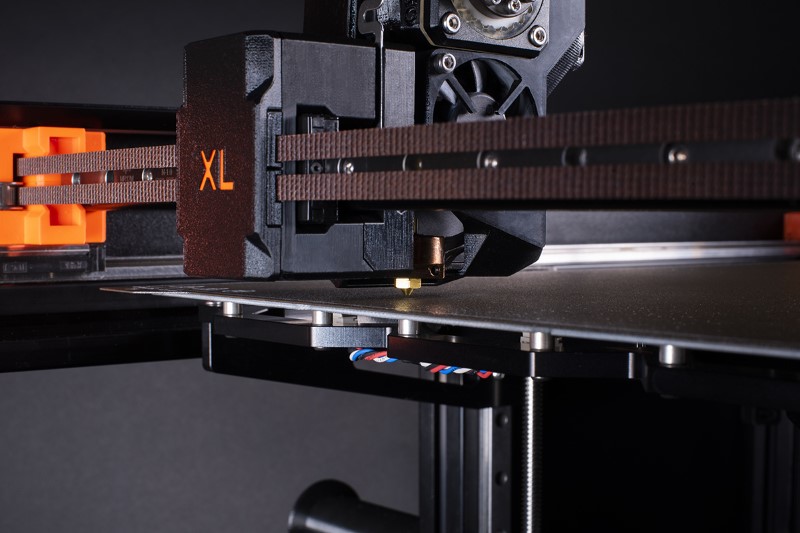
A Prusa XL Original é uma impressora CoreXY 3D de grande escala com um volume de construção de 36×36×36 cm .
Apresentando um tool changer opcional com até 5 cabeças de ferramentas independentes, calibração automática da primeira camada para uma primeira camada sempre perfeita, e muitas características inteligentes, a XL permite imprimir objectos maciços com facilidade.

Havia uma série de variáveis que tivemos de considerar quando concebemos a nossa primeira impressora CoreXY. A primeira tinha, obviamente, o tamanho certo. Fixámos em 36 cm cúbicos - por uma série de razões. Quanto maior for uma impressora, mais propensa é a vibrações e outros efeitos indesejáveis que se traduzem em impressões de mau aspecto. Assim, a construção de uma MK3 maior não teria benefícios reais. Pelo contrário, na realidade. A utilização do mesmo desenho traria uma série de dores de cabeça para lidar - um grande e pesado colchão térmico movendo-se ao longo do eixo Y, menos estabilidade com valores mais elevados do eixo Z e assim por diante. CoreXY era o caminho a seguir.
36 cm cúbicos é mais do que suficiente para a grande maioria dos grandes objectos - pode, por exemplo, imprimir facilmente um capacete de cosplay numa só peça, ou produzir modelos arquitectónicos detalhados. Há outro aspecto importante a considerar com objectos maciços: quanto maior for a impressão, mais tempo leva a terminar. Ainda estamos a ajustar o firmware e as definições de impressão para lhe dizer a velocidade máxima, mas pode ter a certeza de que graças à extrusora pequena e leve de transmissão directa, o XL pode ser muito rápido. Apenas uma nota prévia: o nosso objectivo é a qualidade de impressão, não pretendemos aderir à SpeedBoatRace.
Contudo, estamos a considerar um firmware Klipper não apoiado, mas oficial para aqueles que procuram encontrar os limites. Seja como for, por mais rápido que o XL seja no final, grandes impressões (vários quilos) ainda demorarão dias a terminar. Esteja certo de que estamos a implementar todas as características comprovadas das nossas impressoras 3D actuais para reduzir o stress das impressões longas - como, por exemplo, sensores de pânico e de filamentos.
Além disso, há várias adições práticas como suportes telescópicos de bobinas de filamentos na lateral da impressora, que podem conter até 2-3kg de bobinas - serão necessárias porque o XL pode consumir através de uma bobina de filamentos normal num instante. Haverá também addons opcionais (protecção/encerramento de rascunho) disponíveis, que serão revelados mais tarde.
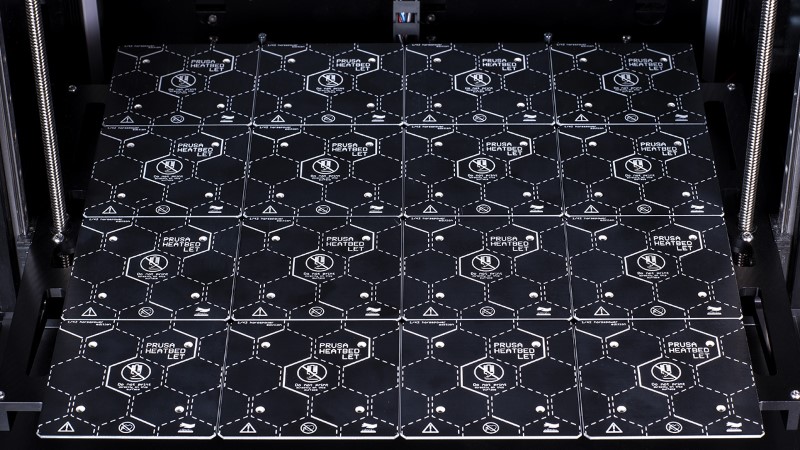
Com as dimensões definidas, poderíamos também terminar de desenvolver mais uma das características de ponta: o nosso novo colchão de aquecimento segmentado. Porque não utilizar simplesmente uma versão em escala da nossa cama "MK52" padrão? Sempre que vejo uma impressora 3D de grande escala a produzir algo pequeno, não consigo deixar de pensar no desperdício que é aquecer todo o enorme colchão térmico e queimar através de kilowatts de energia sempre que se quer imprimir algo. O nosso novo aquecedor com segmentos 9×9 cm individualmente controlados não só é eficiente em termos energéticos (é possível ligar/desligar almofadas individuais) como também reduz eficazmente o empenamento graças às suas aberturas de expansão entre cada segmento. Para explicar um pouco: os colchões de aquecimento regulares têm uma tendência para empenar à medida que a temperatura aumenta. O problema não é muito evidente com superfícies mais pequenas e pode ser parcialmente compensado com o nivelamento do leito da malha. Contudo, uma vez que se tenha um grande colchão de aquecimento, os problemas tornam-se mais visíveis.
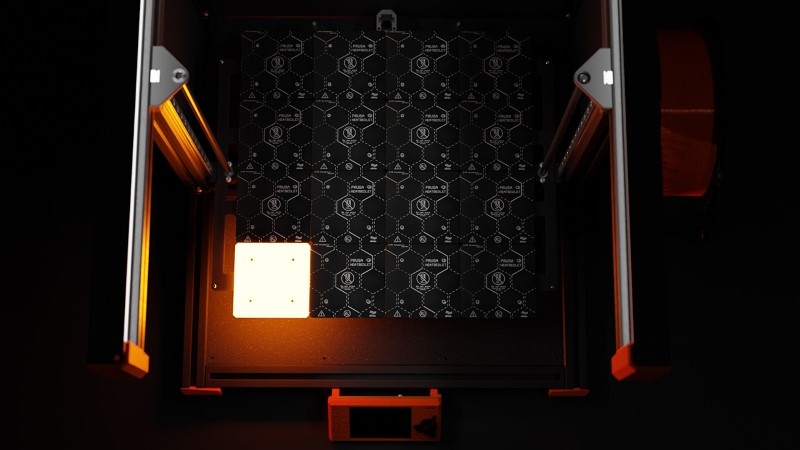
Podemos fazer todo o tipo de coisas com a base de aquecimento segmentado - como o aquecimento alternado de segmentos individuais num padrão de tabuleiro de controlo (via PWM), o que reduz a carga na PSU. Um dos benefícios óbvios é a possibilidade de aquecer apenas alguns dos 16 segmentos da base térmica, no caso de o objecto impresso ser suficientemente pequeno. A grade vantagem é a possibilidade de segmentação e adição de mais módulos para futuro, caso pretendam ter uma impressora ainda maior!
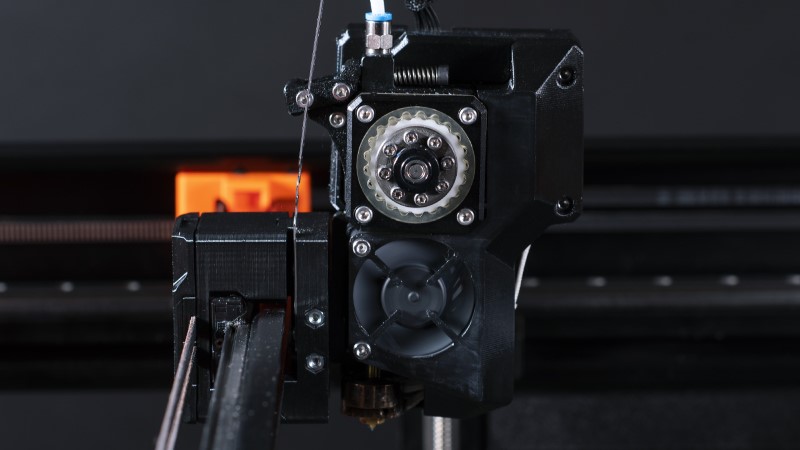
O XL está equipado com a nossa nova extrusora de próxima geração, "Nextruder" para abreviar. Levou-nos quase três anos a desenvolver e, honestamente, há tantas novidades, que é difícil encontrar a melhor para começar.
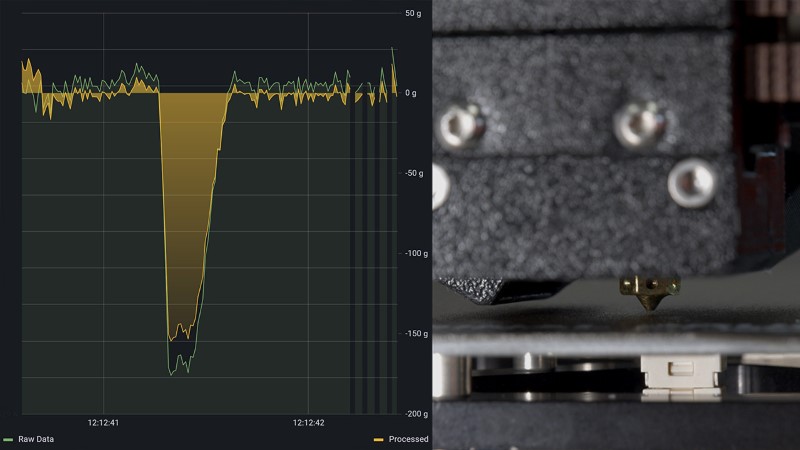
Portanto, vamos começar com algo que será visível cada vez que iniciar uma nova impressão: utilizamos um sensor de célula de carga altamente preciso para fornecer uma primeira camada sempre perfeita. Em vez de uma célula de carga fora da prateleira, desenvolvemos o nosso próprio sistema. Está incorporado no dissipador de calor sólido de peça única e permite-nos medir a carga física sobre o dissipador de calor. Como resultado, podemos utilizar o nozzle como sensor para "sondar" a superfície de impressão. Utilizamos leituras de dados analógicos, o que nos dá informações precisas para trabalhar.

Assim, em termos leigos: podemos utilizar o sistema de células de carga para realizar um cálculo incrivelmente preciso da altura para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão - não precisa de recalibrar nada. Não há necessidade de ajustar o Live Z, nem de calibrações manuais, nem de qualquer tipo de nylock mods complicados para alcançar uma primeira camada perfeita. Simplesmente funciona sempre e é uma alegria vê-lo acontecer. Se eu exagerar um pouco, teoricamente poderia colar uma tábua de madeira na impressora e ainda assim criaria uma primeira camada perfeita. Mas não o faça! 🙂 De qualquer modo, isto significa que em breve poderá dizer adeus ao mexer na primeira camada e Live Adjust Z!
No entanto, o sensor de célula de carga permite-nos fazer mais do que isso. Podemos agora reconhecer um encravamento no nozzle e fazer uma pausa na impressão. No futuro, uma das coisas em que nos queremos concentrar é a capacidade de detectar um encravamento parcial - para que a impressora possa notificá-lo a tempo antes que o encravamento real aconteça. E talvez até detectar se a impressão se soltou da cama.
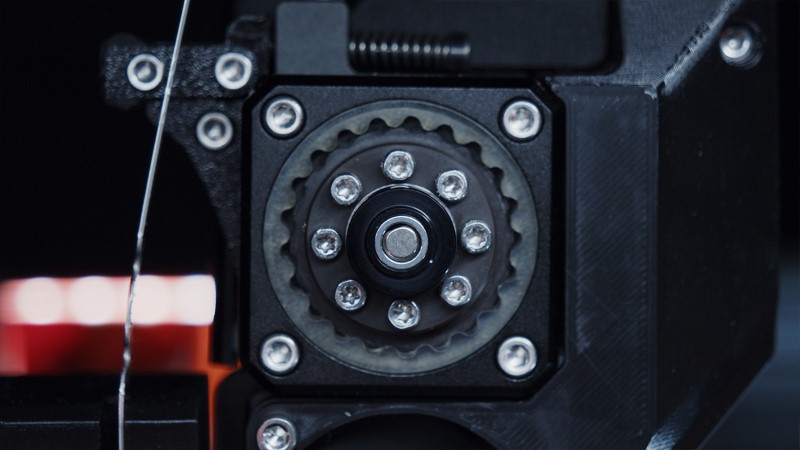
Para melhorar ainda mais a qualidade de impressão, a extrusora apresenta agora uma novíssima caixa de engrenagens cicloidal sem folga, desenvolvida internamente, com uma grande engrenagem de transmissão sem folga. Uau, apenas rola da língua, não é? 😀 Este sistema substitui a solução anterior por duas pequenas engrenagens ranhuradas e permite um maior controlo de como o filamento é introduzido no nozzle. De facto, implementámos uma solução um pouco exagerada - uma engrenagem de 20:1. Tem um desempenho bem acima da potência que vemos na maioria dos outros sistemas de extrusão no mercado e fornece uma força de empurrão extremamente elevada. E funciona surpreendentemente bem.
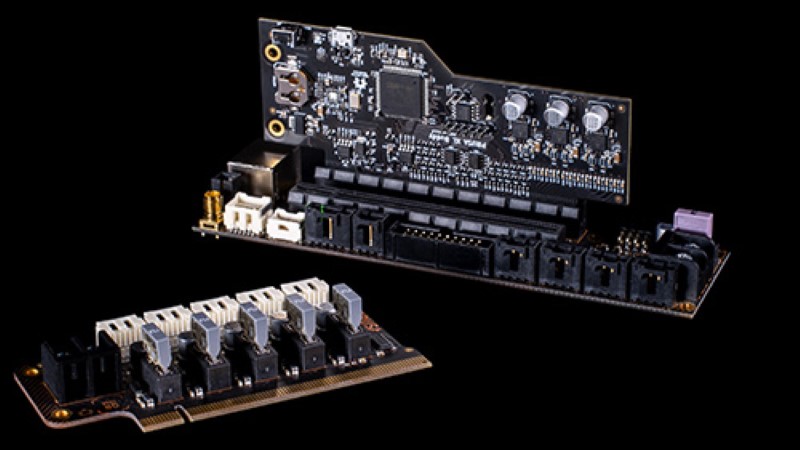
A Nextruder também apresenta uma placa de separação electrónica novinha em folha com um CPU dedicado e um driver de passo, por isso, basicamente, tudo na extrusora se liga directamente a esta placa, que é depois ligada através de uma interface de cabo único a um conector fácil de trocar na borda da nova motherboard personalizada de 32 bits. Acrescentámos também outro termistor na quebra de calor. Isto permite-nos ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.

O nozzle, que foi desenvolvido em cooperação com E3D, está embutido dentro de um conjunto totalmente novo que permite puxar facilmente todo o hotend (com peças totalmente metálicas) para fora da extrusora. O nozzle é ligado a um tubo metálico, o que evita vários problemas decorrentes de bocais insuficientemente apertados. Tornar o nozzle fácil de trocar foi fundamental porque queremos dar-lhe mais opções para imprimir com nozzles de diferentes tamanhos - por exemplo, utilizar um diâmetro maior para objectos mais duráveis e impressão mais rápida (vem a calhar com uma impressora 3D de grande escala). Para ser claro, embora possa parecer familiar, isto é diferente do sistema Revo.
Ao conceber o XL, não deixámos nenhuma pedra por virar. O Nextruder é a nova geração de extrusoras de impressoras 3D. Com electrónica incorporada, com um CPU dedicado e um driver de passo directamente na cabeça de impressão, a Nextruder é controlada através de um único cabo de ligação para facilitar a manutenção. Ventiladores, termistores, o bloco aquecedor e o motor da extrusora - tudo isto se liga directamente à placa dentro da cabeça de impressão.
A montagem da extrusora completamente redesenhada permitiu-nos implementar uma calibração de primeira camada totalmente automática para uma primeira camada sempre perfeita. Graças ao sensor de célula de carga desenvolvido internamente incorporado no dissipador de calor, o XL pode medir a carga física no dissipador de calor e utilizar o bocal para sondar a superfície de impressão. Desta forma, o XL pode utilizar o sistema de célula de carga para realizar um cálculo de altura incrivelmente preciso para a primeira camada. Não importa se apenas trocou o nozzle ou a folha de impressão, não há necessidade de recalibrar nada. Sem Live Z, sem ajustes manuais. O XL proporciona uma primeira camada perfeitamente suave cada vez que se inicia uma nova impressão. O sensor da célula de carga pode fazer mais, no entanto! Pode encontrar mais detalhes no nosso post de blogue!
Os filamentos já não são empurrados por duas pequenas engrenagens. Em vez disso, estamos a introduzir uma novíssima caixa de engrenagens cicloidal de retrocesso zero (relação 20:1) com uma grande engrenagem sem deslizamento. Isto permite um maior nível de controlo e também melhora a compatibilidade com materiais flexíveis. E ainda há mais: o bocal e o hotend são permutáveis a quente. O XL permite retirar da extrusora todo o novo conjunto hotend sem necessidade de o desmontar. Acrescentámos também outro termistor na quebra de calor, o que nos permite ajustar a temperatura de acordo com as especificações do material e também detectar a fuga de calor.
Porque XL é uma máquina CoreXY, acrescentar capacidades de troca de ferramentas é algo que nos vem sempre à mente. O resultado é que a máquina pode funcionar com um máximo de cinco cabeças de ferramentas independentes.

Desenvolvemos um mecanismo de acoplamento cinemático que não necessita de electroímanes ou outros elementos activos para funcionar. O sistema é extremamente preciso e dispõe de uma calibração de alinhamento de ferramentas totalmente automática, assegurando que após cada troca de ferramenta tudo esteja perfeitamente alinhado. O sistema também se baseia no sensor de célula de carga - sem mais impressões de calibração enfadonhas, tudo é automatizado. As cabeças de impressão irão apenas tocar num pequeno pino de calibração e configurar os offsets automaticamente.

Existem também sensores que asseguram que a cabeça da ferramenta foi trocada com sucesso. Temos vindo a realizar testes internos de troca de cabeça há já vários meses e somos mais de meio milhão de trocas de ferramentas bem sucedidas sem um único engate.
Como o trocador suporta até cinco cabeças de ferramentas, significa que pode: imprimir facilmente suportes solúveis, imprimir com até cinco cores, ou utilizar materiais muito diferentes (porque cada nozzle pode ser pré-aquecido a uma temperatura completamente diferente). Estamos até a pensar em misturar diferentes tamanhos de nozzles numa única impressão para encurtar o tempo de impressão. Claro que também estamos a considerar outras ferramentas, e não apenas extrusoras.
Se precisa simplesmente de uma impressora de grande escala, então a versão de um único extrusor é a que lhe convém. No entanto, tudo está pronto para uma actualização, para que possa executar até cinco cabeças de ferramentas. Uma vez instalado o mecanismo opcional de troca de ferramentas, pode facilmente trocar entre duas cabeças de ferramentas. Para três a cinco ferramentas, terá de adicionar uma placa de expansão. Desta forma, pode actualizar gradualmente o seu XL ao longo do tempo para se adaptar às suas necessidades. Por outras palavras: se comprar uma única ferramenta XL, poderá adquirir o permutador de ferramentas e cabeças de ferramentas individuais separadamente.
Construída de raiz, a Nextruder é uma extrusora novinha em folha para impressoras Prusa 3D originais. Significativamente mais leve e embalada com as mais recentes tecnologias, incluindo uma caixa de engrenagens sem folga e um mecanismo de transmissão sem deslizamento, a Nextruder foi concebida para proporcionar um desempenho de primeira linha e impressões 3D de aspecto surpreendente.
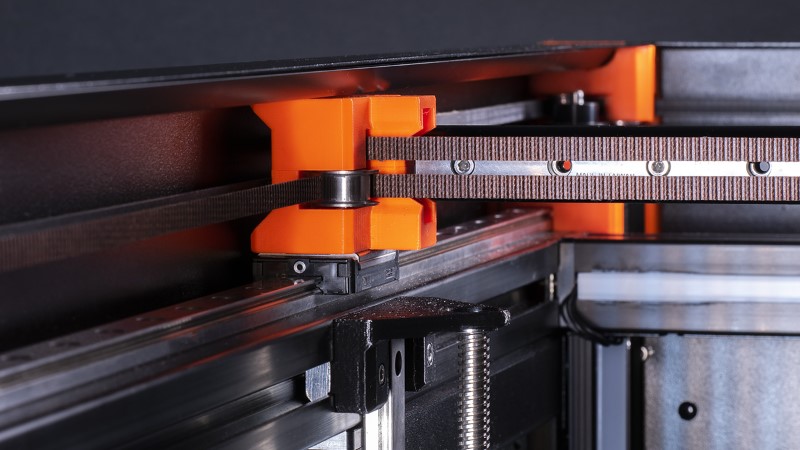
O XL é construído à volta de uma robusta estrutura de extrusão de alumínio, o que torna o XL estável e rígido. Graças a motores passo-a-passo de alta qualidade, calhas lineares, e um base térmica energeticamente eficiente com 16 segmentos controlados individualmente, o XL proporciona impressões 3D de grande aspecto até 36×36×36 cm

As impressões grandes podem facilmente demorar dias a terminar. No entanto, não precisa de se preocupar com cortes de energia. O XL apresenta recuperação de perdas de energia com base em hardware. Em caso de falha de energia, o XL armazena a última localização conhecida da extrusora, para que quando a energia é restaurada, a máquina possa retomar exactamente onde parou.

O Nextruder está equipado com a função de célula de carga, o que permite uma calibração de primeira camada totalmente automática sem QUALQUER intervenção do utilizador. Sem ajustes, sem afinação. Antes de cada impressão, o XL mede a distância entre o bico e a folha com precisão precisa, de modo a proporcionar uma primeira camada perfeita de cada vez.
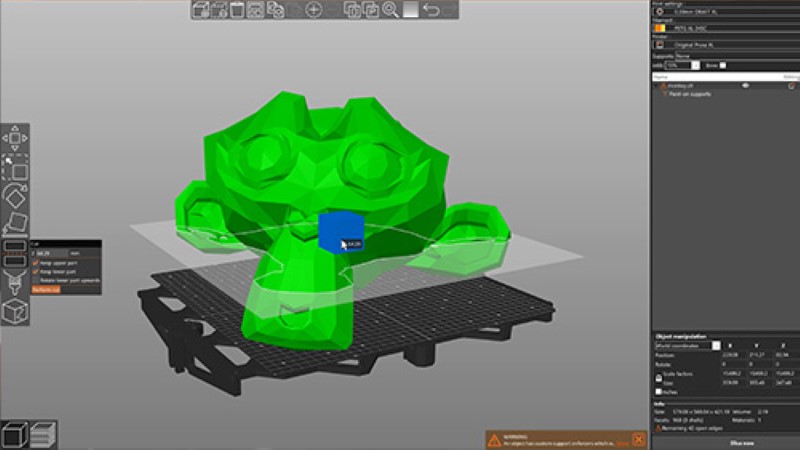
O nosso slicer multiplataforma desenvolvido internamente vem com perfis feitos internamente e totalmente testados para todas as nossas impressoras 3D e uma vasta gama de filamentos. Com ferramentas incorporadas, tais como geração de suporte avançado, corte, distribuição automática de objectos, engomagem e muitas outras, transformará os seus modelos 3D em ficheiros de impressão num instante!
A XL é alimentada por uma nova placa mãe de 32 bits com uma porta de expansão, permitindo uma fácil actualização para um máximo de cinco cabeças de ferramentas. Apresentando melhorias populares, tais como a impressão de um clique e a visualização do código G, o XL é fácil de configurar e operar.
O XL é totalmente compatível com uma vasta gama de vários tipos de materiais. Não importa se quer imprimir algo por diversão a partir de PLA e materiais flexíveis, ou se precisa de produzir protótipos duradouros a partir de PETG, ASA, Policarbonato e Polipropileno - o XL pode lidar com todos eles com facilidade.
O XL pode ser actualizado com até 5 cabeças de impressão individuais, cada uma impulsionada pela sua própria placa electrónica. O permutador de ferramentas desenvolvido internamente utiliza um sistema fiável resistente ao desgaste e calibração de alinhamento de ferramentas totalmente automática, assegurando milhões de trocas de ferramentas sem problemas. Isto torna a impressão com múltiplas cores e com suportes solúveis rápida e fácil.
Desenho da impressora: Core XY
Volume de construção: 36×36×36 cm
Diâmetro do filamento: 1,75mm, ampla gama de termoplásticos suportados (incluindo, mas não limitados a PLA, PETG, ASA, ABS...)
Extrusora: Caixa de engrenagem ciclóide 20:1 sem deslizamento, sensor de célula de carga
Trocador de ferramentas com até 5 cabeças de ferramentas (actualização opcional através de porta de expansão integrada)
Cama: Cama de calor segmentada com 16 segmentos controlados individualmente
Superfície de impressão: Chapas de aço magnéticas removíveis com diferentes acabamentos de superfície
Electrónica: Placa de 32 bits feita à medida com um slot de expansão, comunicação de cabo único com cabeças de ferramentas, características de rede, impressão com um clique
Nivelamento da cama Mesh bed Leveling: Calibração da primeira camada baseada em células de carga totalmente automática, sem ajuste Z vivo
Power Panic: em falha de energia, precisão de linha de código G com base em hardware, único
Ligação Ethernet: incorporada
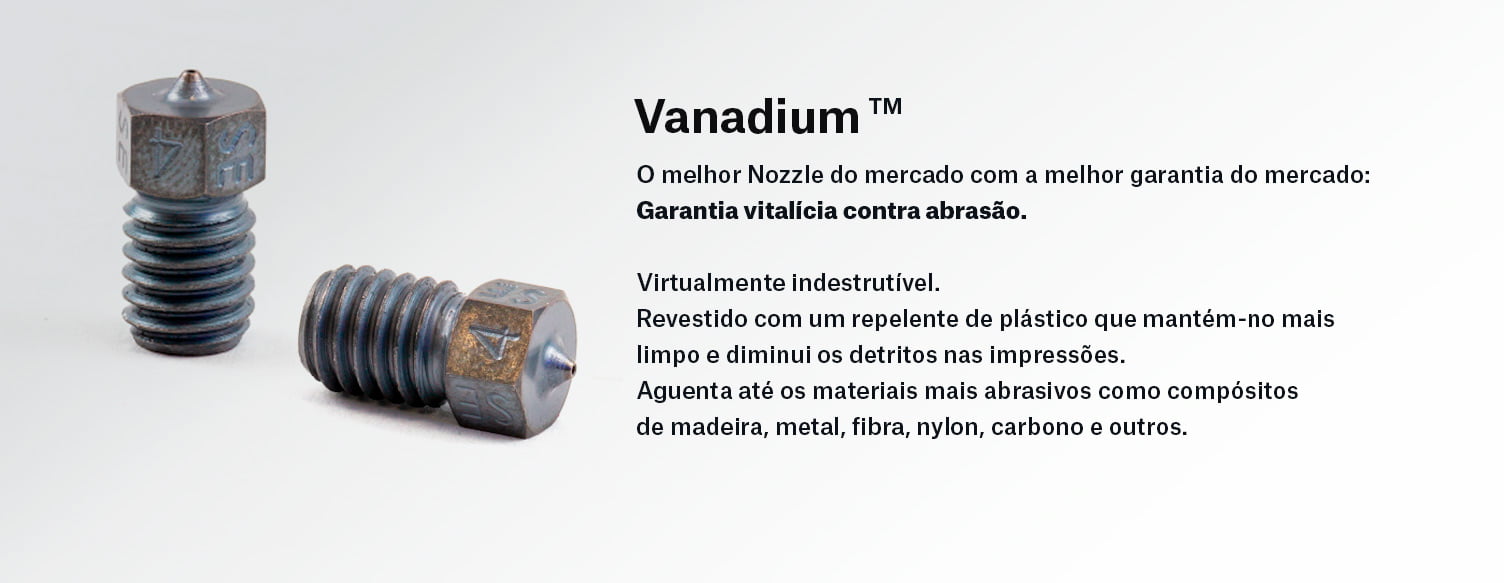
Procura um bico indestrutível?
Experimente o Vanadium Nozzle da marca Slice Engineering (USA).
GARANTIA VITALICIA contra abrasão.
Com uma classificação mínima de dureza 64 Rockwell C (Vickers HV 910), é praticamente impossível riscar o mesmo com qualquer tipo de filamento 3D existente no mercado.
Ideal para impressão 3D com materiais abrasivos como filamento de Carbono, Glow Brilha no escuro, Bronze, prata, metalizados, etc.
O Vanadium Nozzle possui um revestimento polifóbico repelente para reduzir o acúmulo de plástico no bico.
Vantagens:
- Menos acúmulo, principalmente de materiais pegajosos e cheios no cone do bico
- Confiabilidade aprimorada da primeira camada; o revestimento liso tem uma tendência reduzida a "arrastar" o material, principalmente em cantos afiados onde as faixas podem descascar
- Camadas superiores lisas e lisas com acabamento vítreo como resultado da disposição suave do material
- Limpeza mais fácil dos bicos, o pouco material que adere é facilmente limpo com uma toalha de papel deixando um bocal muito limpo.
Compatível com E3d V6, Mosquito, etc

Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.
Impressora 3D Original Prusa I3 MK3s+ KIT
Original Prusa i3 MK3s+, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Opção da impressora de cor Laranja ou Negra.
Opção de plataforma removível com textura ou sem textura.
ATENÇÃO: Modelo em KIT, no qual o utilizador é responsável pela sua montagem. Caso danifique algum componente durante a mesma, poderá inviabilizar a garantia do equipamento.
Cada KIT necessita de aproximadamente 8h a 10h de montagem.
Todos os KIT´s são fornecidos de fábrica com apenas 1 ano de garantia para Empresas.
Caso pretenda 2 anos de garantia, recomendamos as opte por um modelo mais profissional, já montado e com formação de como operar incluída:
Características:
- Montagem demorada(8 a 10h)
- Auto leveling automático
- Recuperação de impressão caso falhe a corrente elétrica
- Plataforma magnética flexível para fácil remoção das peças
- Rápido aquecimento
- Trinamic Drivers para impressão silenciosa
- Crash detection. Recupera a impressão no caso de colisão
- Área de impressão: 210 * 210* 250mm
- Conexão com cartão SD OFFLINE
- Fonte de alimentação comutável 110V / 240V
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.
Impressora 3D Original Prusa I3 MK3s+ KIT
Original Prusa i3 MK3s+, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Opção da impressora de cor Laranja ou Negra.
Opção de plataforma removível com textura ou sem textura.
ATENÇÃO: Modelo em KIT, no qual o utilizador é responsável pela sua montagem. Caso danifique algum componente durante a mesma, poderá inviabilizar a garantia do equipamento.
Cada KIT necessita de aproximadamente 8h a 10h de montagem.
Todos os KIT´s são fornecidos de fábrica com apenas 1 ano de garantia para Empresas.
Caso pretenda 2 anos de garantia, recomendamos as opte por um modelo mais profissional, já montado e com formação de como operar incluída:
Características:
- Montagem demorada(8 a 10h)
- Auto leveling automático
- Recuperação de impressão caso falhe a corrente elétrica
- Plataforma magnética flexível para fácil remoção das peças
- Rápido aquecimento
- Trinamic Drivers para impressão silenciosa
- Crash detection. Recupera a impressão no caso de colisão
- Área de impressão: 210 * 210* 250mm
- Conexão com cartão SD OFFLINE
- Fonte de alimentação comutável 110V / 240V
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.
Impressora 3D Original Prusa I3 MK3s+ KIT
Original Prusa i3 MK3s+, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Opção da impressora de cor Laranja ou Negra.
Opção de plataforma removível com textura ou sem textura.
ATENÇÃO: Modelo em KIT, no qual o utilizador é responsável pela sua montagem. Caso danifique algum componente durante a mesma, poderá inviabilizar a garantia do equipamento.
Cada KIT necessita de aproximadamente 8h a 10h de montagem.
Todos os KIT´s são fornecidos de fábrica com apenas 1 ano de garantia para Empresas.
Caso pretenda 2 anos de garantia, recomendamos as opte por um modelo mais profissional, já montado e com formação de como operar incluída:
Características:
- Montagem demorada(8 a 10h)
- Auto leveling automático
- Recuperação de impressão caso falhe a corrente elétrica
- Plataforma magnética flexível para fácil remoção das peças
- Rápido aquecimento
- Trinamic Drivers para impressão silenciosa
- Crash detection. Recupera a impressão no caso de colisão
- Área de impressão: 210 * 210* 250mm
- Conexão com cartão SD OFFLINE
- Fonte de alimentação comutável 110V / 240V
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.
Impressora 3D Original Prusa I3 MK3s+ KIT
Original Prusa i3 MK3s+, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Opção da impressora de cor Laranja ou Negra.
Opção de plataforma removível com textura ou sem textura.
ATENÇÃO: Modelo em KIT, no qual o utilizador é responsável pela sua montagem. Caso danifique algum componente durante a mesma, poderá inviabilizar a garantia do equipamento.
Cada KIT necessita de aproximadamente 8h a 10h de montagem.
Todos os KIT´s são fornecidos de fábrica com apenas 1 ano de garantia para Empresas.
Caso pretenda 2 anos de garantia, recomendamos as opte por um modelo mais profissional, já montado e com formação de como operar incluída:
Características:
- Montagem demorada(8 a 10h)
- Auto leveling automático
- Recuperação de impressão caso falhe a corrente elétrica
- Plataforma magnética flexível para fácil remoção das peças
- Rápido aquecimento
- Trinamic Drivers para impressão silenciosa
- Crash detection. Recupera a impressão no caso de colisão
- Área de impressão: 210 * 210* 250mm
- Conexão com cartão SD OFFLINE
- Fonte de alimentação comutável 110V / 240V
Procura um bico indestrutível?
Experimente o Vanadium Nozzle da marca Slice Engineering (USA).
GARANTIA VITALICIA contra abrasão.
Com uma classificação mínima de dureza 64 Rockwell C (Vickers HV 910), é praticamente impossível riscar o mesmo com qualquer tipo de filamento 3D existente no mercado.
Ideal para impressão 3D com materiais abrasivos como filamento de Carbono, Glow Brilha no escuro, Bronze, prata, metalizados, etc.
O Vanadium Nozzle possui um revestimento polifóbico repelente para reduzir o acúmulo de plástico no bico.
Vantagens:
- Menos acúmulo, principalmente de materiais pegajosos e cheios no cone do bico
- Confiabilidade aprimorada da primeira camada; o revestimento liso tem uma tendência reduzida a "arrastar" o material, principalmente em cantos afiados onde as faixas podem descascar
- Camadas superiores lisas e lisas com acabamento vítreo como resultado da disposição suave do material
- Limpeza mais fácil dos bicos, o pouco material que adere é facilmente limpo com uma toalha de papel deixando um bocal muito limpo.
Compatível com E3d V6, Mosquito, etc
Plataforma de cama aquecida (235mm) da marca BIGTREETECH.
BIQU SSS Super Spring Steel Sheet
Alta qualidade, forte aderência, resistência a altas temperaturas e resistência ao desgaste.
Dispomos da ultima versão disponível por parte da BIQU, a cor e o material podem variar conforme o lote.
![]()
Temperatura recomendada para camas quentes:
Ao utilizar PLA: 45 ℃ Celsius a 60 ℃ Celsius
Ao utilizar PETG: 75 ℃ Celsius a 90 ℃ Celsius
Especificação do produto:
Tamanho : 235X235X0.3mm
Material: Aço especial
Processo: Estampagem
Tratamento de superfície: óleo industrial especial em pó de alta precisão
Dureza: 550-600 graus
Temperatura suportada: 200 ℃
Impressão do filamento : PLA / ABS / TPU / PETG
NOTA: Esta plataforma não contém base magnética.
Método de utilização:
Compatyível com impressoras com base magnética forte.
Caso não tenha base magnética forte, deve reforçar com imans de neodymium
Em caso alternativo, pode sempre usar pinças/clips para apertar a plataforma à base.
Aviso de utilização:
1)Não riscar a superfície para evitar a deformação da superfície inferior do modelo de impressão.
2) Não dobrar excessivamente a chapa de aço para evitar danificar o revestimento superficial.
3) Confirmar se a força magnética é suficiente para assegurar que a placa de aço é estável na plataforma antes de imprimir .
4) Limpar a superfície da chapa de aço antes da primeira impressão para evitar que as manchas na superfície interfiram com a impressão.
5) Não utilizar outros produtos químicos para além do álcool isopropílico para a limpeza.
6) Nivelar antes da impressão para evitar que o nozzle risque a superfície.
7) Existem materiais que fundem com o PEI da base, podendo danificar irremediavelmente a plataforma, no processo de remoção das peças. De forma a criar uma base protectora, recomendamos o uso de potenciador de aderência respectivo ao material de forma proteger a plataforma e prolongar o uso da mesma.
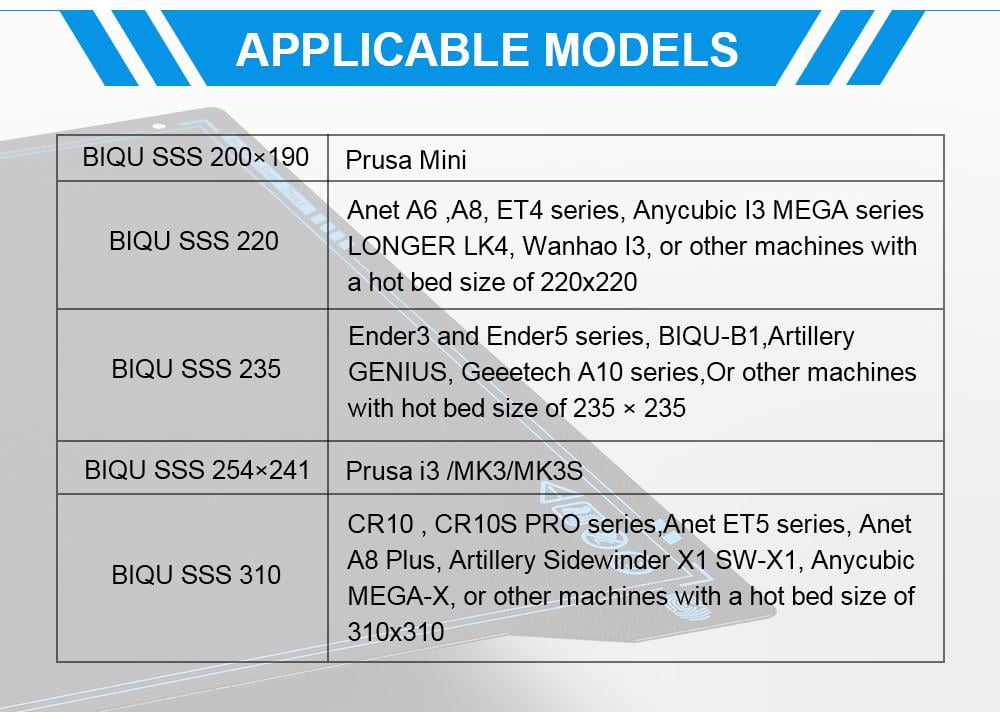
| BIQU SSS 200x190 | Prusa Mini | |
| BIQU SSS 220 |
Ender 3, Anet A6 , A8, ET4 series, Anycubic 13 MEGA series LONGER LK4, Wanhao 13, or other machines with a hot bed size of 220x220 |
|
| BIQU SSS 235 |
Ender3 V2 and Enders series, BIQU-81, Artillery, GENIUS, Geeetech A 10 series, Or other machines with hot bed size of 235 x 235 |
|
| BIQU SSS 254x 241 | Prusa i3 /MK3/MK3S | |
| BIQU SSS 310 |
CR10 , CR10S PRO series, Anet ET5 series, Anet A8 Plus, Artillery Sidewinder X1 SW-X1, Anycubic MEGA-X, or other machines with a hot bed size of 310x310 |
|