
Aviso: Os filamentos Refill são artigos consumíveis direcionados para utilizadores experientes e devem ser cuidadosamente manuseados. Não aceitamos a devolução deste tipo de artigos por razões de enrolamento, cruzamentos/nós ou humidade.
Refill - trata-se de um rolo de filamento sem bobina, compatível com a bobina reutilizável Bambu, em que qualquer utilizador pode imprimir a bobine.
Esta solução é mais ecológica e mais barata em comparação com os filamentos oferecidos com bobinas descartáveis.
RFID- É uma tecnologia que usa ondas de rádio para identificar e rastrear objetos com chips RFID. As bobinas Bambu Lab possuem etiquetas RFID que permitem uma gestão eficiente do stock e logística. As vantagens incluem maior eficiência, redução de erros, melhoria na tomada de decisão, maior visibilidade e possibilidade de integração com sistemas existentes.
Algumas vantagens adicionais do uso de RFID nas bobinas Bambu Lab são:
-Possibilidade de identificar rapidamente a localização das bobinas no stock ou em trânsito;
-Redução do tempo necessário para inventariar o stock;
-Redução de custos de mão-de-obra e tempo gasto em atividades manuais de registo e identificação de bobinas;
-Possibilidade de monitorizar o histórico de movimento das bobinas, o que pode ser útil para a gestão de qualidade e planeamento de produção;
-Melhoria na eficiência e segurança em processos de rastreabilidade de alimentos e produtos.
APLICAÇÃO:
A aplicação é a mesma que os filamentos 3D normais. A única diferença é que esta recarga não traz bobina.
Compatível com as bobinas Bambu Labs.
Filamentos PLA para impressão 3D, estilo Mate de alta qualidade, produzido pela Bambu Lab.
Empresa na vanguarda da impressão 3D com inúmeros acessórios, impressoras e filamentos que primam pela qualidade e inovação.
O PLA é um dos filamentos mais usados no mundo da impressão 3D. Devido à sua alta rigidez e força, e também a uma contracção térmica baixa, é ideal para imprimir peças com alta resolução, sejam elas pequenos objetos ou impressões longas. Para além de não ter cheiro, é feito com 80% de material biodegradável.
Devido, também, às suas elevadas propriedades mecânicas de impacto, flexão e tração, conseguem-se obter peças de grande resistência.
Utilizado frequentemente pela indústria pelo seu excelente rácio de qualidade/preço, é indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warping.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
PLA - Material
1kg - Rolo
Matte (Refill) - Nardo Gray
1.75mm (+-0.03mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
35º a 45º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
1.31 g/cm3 - Densidade (Norma D792)
Muito Fácil - Facilidade de Impressão
Aviso: Os filamentos Refill são artigos consumíveis direcionados para utilizadores experientes e devem ser cuidadosamente manuseados. Não aceitamos a devolução deste tipo de artigos por razões de enrolamento, cruzamentos/nós ou humidade.
Refill - trata-se de um rolo de filamento sem bobina, compatível com a bobina reutilizável Bambu, em que qualquer utilizador pode imprimir a bobine.
Esta solução é mais ecológica e mais barata em comparação com os filamentos oferecidos com bobinas descartáveis.
RFID- É uma tecnologia que usa ondas de rádio para identificar e rastrear objetos com chips RFID. As bobinas Bambu Lab possuem etiquetas RFID que permitem uma gestão eficiente do stock e logística. As vantagens incluem maior eficiência, redução de erros, melhoria na tomada de decisão, maior visibilidade e possibilidade de integração com sistemas existentes.
Algumas vantagens adicionais do uso de RFID nas bobinas Bambu Lab são:
-Possibilidade de identificar rapidamente a localização das bobinas no stock ou em trânsito;
-Redução do tempo necessário para inventariar o stock;
-Redução de custos de mão-de-obra e tempo gasto em atividades manuais de registo e identificação de bobinas;
-Possibilidade de monitorizar o histórico de movimento das bobinas, o que pode ser útil para a gestão de qualidade e planeamento de produção;
-Melhoria na eficiência e segurança em processos de rastreabilidade de alimentos e produtos.
APLICAÇÃO:
A aplicação é a mesma que os filamentos 3D normais. A única diferença é que esta recarga não traz bobina.
Compatível com as bobinas Bambu Labs.
Filamentos PLA para impressão 3D, estilo Mate de alta qualidade, produzido pela Bambu Lab.
Empresa na vanguarda da impressão 3D com inúmeros acessórios, impressoras e filamentos que primam pela qualidade e inovação.
O PLA é um dos filamentos mais usados no mundo da impressão 3D. Devido à sua alta rigidez e força, e também a uma contracção térmica baixa, é ideal para imprimir peças com alta resolução, sejam elas pequenos objetos ou impressões longas. Para além de não ter cheiro, é feito com 80% de material biodegradável.
Devido, também, às suas elevadas propriedades mecânicas de impacto, flexão e tração, conseguem-se obter peças de grande resistência.
Utilizado frequentemente pela indústria pelo seu excelente rácio de qualidade/preço, é indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warping.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
PLA - Material
1kg - Rolo
Matte - Sky Bluea
1.75mm (+-0.03mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
35º a 45º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
1.31 g/cm3 - Densidade (Norma D792)
Muito Fácil - Facilidade de Impressão
Aviso: Os filamentos Refill são artigos consumíveis direcionados para utilizadores experientes e devem ser cuidadosamente manuseados. Não aceitamos a devolução deste tipo de artigos por razões de enrolamento, cruzamentos/nós ou humidade.
Refill - trata-se de um rolo de filamento sem bobina, compatível com a bobina reutilizável Bambu, em que qualquer utilizador pode imprimir a bobine.
Esta solução é mais ecológica e mais barata em comparação com os filamentos oferecidos com bobinas descartáveis.
RFID- É uma tecnologia que usa ondas de rádio para identificar e rastrear objetos com chips RFID. As bobinas Bambu Lab possuem etiquetas RFID que permitem uma gestão eficiente do stock e logística. As vantagens incluem maior eficiência, redução de erros, melhoria na tomada de decisão, maior visibilidade e possibilidade de integração com sistemas existentes.
Algumas vantagens adicionais do uso de RFID nas bobinas Bambu Lab são:
-Possibilidade de identificar rapidamente a localização das bobinas no stock ou em trânsito;
-Redução do tempo necessário para inventariar o stock;
-Redução de custos de mão-de-obra e tempo gasto em atividades manuais de registo e identificação de bobinas;
-Possibilidade de monitorizar o histórico de movimento das bobinas, o que pode ser útil para a gestão de qualidade e planeamento de produção;
-Melhoria na eficiência e segurança em processos de rastreabilidade de alimentos e produtos.
APLICAÇÃO:
A aplicação é a mesma que os filamentos 3D normais. A única diferença é que esta recarga não traz bobina.
Compatível com as bobinas Bambu Labs.
Filamentos PLA para impressão 3D, estilo Mate de alta qualidade, produzido pela Bambu Lab.
Empresa na vanguarda da impressão 3D com inúmeros acessórios, impressoras e filamentos que primam pela qualidade e inovação.
O PLA é um dos filamentos mais usados no mundo da impressão 3D. Devido à sua alta rigidez e força, e também a uma contracção térmica baixa, é ideal para imprimir peças com alta resolução, sejam elas pequenos objetos ou impressões longas. Para além de não ter cheiro, é feito com 80% de material biodegradável.
Devido, também, às suas elevadas propriedades mecânicas de impacto, flexão e tração, conseguem-se obter peças de grande resistência.
Utilizado frequentemente pela indústria pelo seu excelente rácio de qualidade/preço, é indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warping.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
PLA - Material
1kg - Rolo
Matte (Refill) - Bone White
1.75mm (+-0.03mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
35º a 45º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
1.31 g/cm3 - Densidade (Norma D792)
Muito Fácil - Facilidade de Impressão

Filamentos PLA para impressão 3D, estilo Mate de alta qualidade, produzido pela Bambu Lab.
Empresa na vanguarda da impressão 3D com inúmeros acessórios, impressoras e filamentos que primam pela qualidade e inovação.
RFID- É uma tecnologia que usa ondas de rádio para identificar e rastrear objetos com chips RFID. As bobinas Bambu Lab possuem etiquetas RFID que permitem uma gestão eficiente do stock e logística. As vantagens incluem maior eficiência, redução de erros, melhoria na tomada de decisão, maior visibilidade e possibilidade de integração com sistemas existentes.
O PLA é um dos filamentos mais usados no mundo da impressão 3D. Devido à sua alta rigidez e força, e também a uma contracção térmica baixa, é ideal para imprimir peças com alta resolução, sejam elas pequenos objetos ou impressões longas. Para além de não ter cheiro, é feito com 80% de material biodegradável.
Devido, também, às suas elevadas propriedades mecânicas de impacto, flexão e tração, conseguem-se obter peças de grande resistência.
Utilizado frequentemente pela indústria pelo seu excelente rácio de qualidade/preço, é indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Neste caso, o filamento vem com bobina.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warping.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
PLA Matte - Material
1kg - Rolo
Matte (Refill) - Desert Tan
1.75mm (+-0.03mm) - Espessura
190º a 230º - Temp. recomendada do Hotend
35º a 45º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
1.31 g/cm3 - Densidade (Norma D792)
Muito Fácil - Facilidade de Impressão
Filamentos PLA para impressão 3D, estilo Mate de alta qualidade, produzido pela Bambu Lab.
Empresa na vanguarda da impressão 3D com inúmeros acessórios, impressoras e filamentos que primam pela qualidade e inovação.
RFID- É uma tecnologia que usa ondas de rádio para identificar e rastrear objetos com chips RFID. As bobinas Bambu Lab possuem etiquetas RFID que permitem uma gestão eficiente do stock e logística. As vantagens incluem maior eficiência, redução de erros, melhoria na tomada de decisão, maior visibilidade e possibilidade de integração com sistemas existentes.
O PLA é um dos filamentos mais usados no mundo da impressão 3D. Devido à sua alta rigidez e força, e também a uma contracção térmica baixa, é ideal para imprimir peças com alta resolução, sejam elas pequenos objetos ou impressões longas. Para além de não ter cheiro, é feito com 80% de material biodegradável.
Devido, também, às suas elevadas propriedades mecânicas de impacto, flexão e tração, conseguem-se obter peças de grande resistência.
Utilizado frequentemente pela indústria pelo seu excelente rácio de qualidade/preço, é indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Neste caso, o filamento vem com bobina.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warping.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
PLA Matte - Material
1kg - Rolo
Matte (Refill) - Caramel
1.75mm (+-0.03mm) - Espessura
190º a 230º - Temp. recomendada do Hotend
35º a 45º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
1.31 g/cm3 - Densidade (Norma D792)
Muito Fácil - Facilidade de Impressão
O filamento PP de fibra de vidro cria a possibilidade de impressão 3D com o segundo polímero mais utilizado no mundo - Polipropileno.
Devido à sua elevada resistência aos danos e à notável flexibilidade, bem como à resistência a substâncias químicas (ácidos, bases, água), encontrou muitas aplicações em vários domínios da indústria e no uso quotidiano.
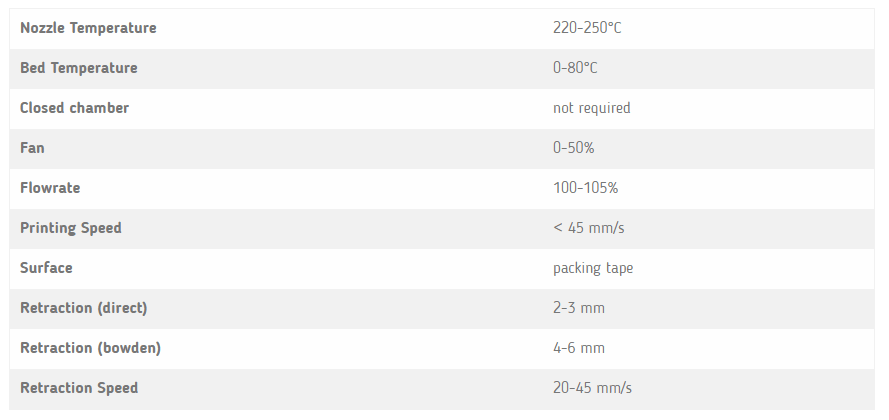
O PP pode ser impressa com quase qualquer impressora 3D sem a necessidade de uma câmara fechada.
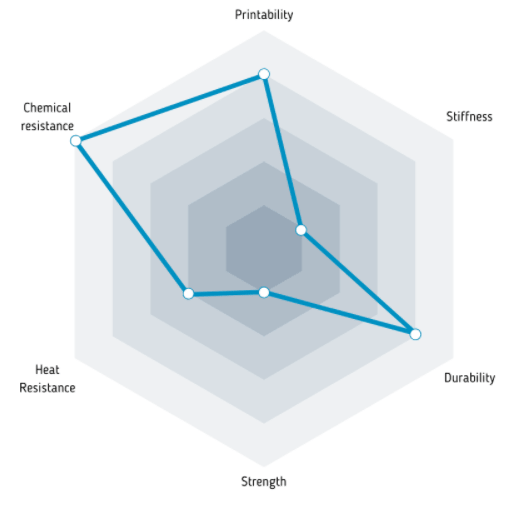
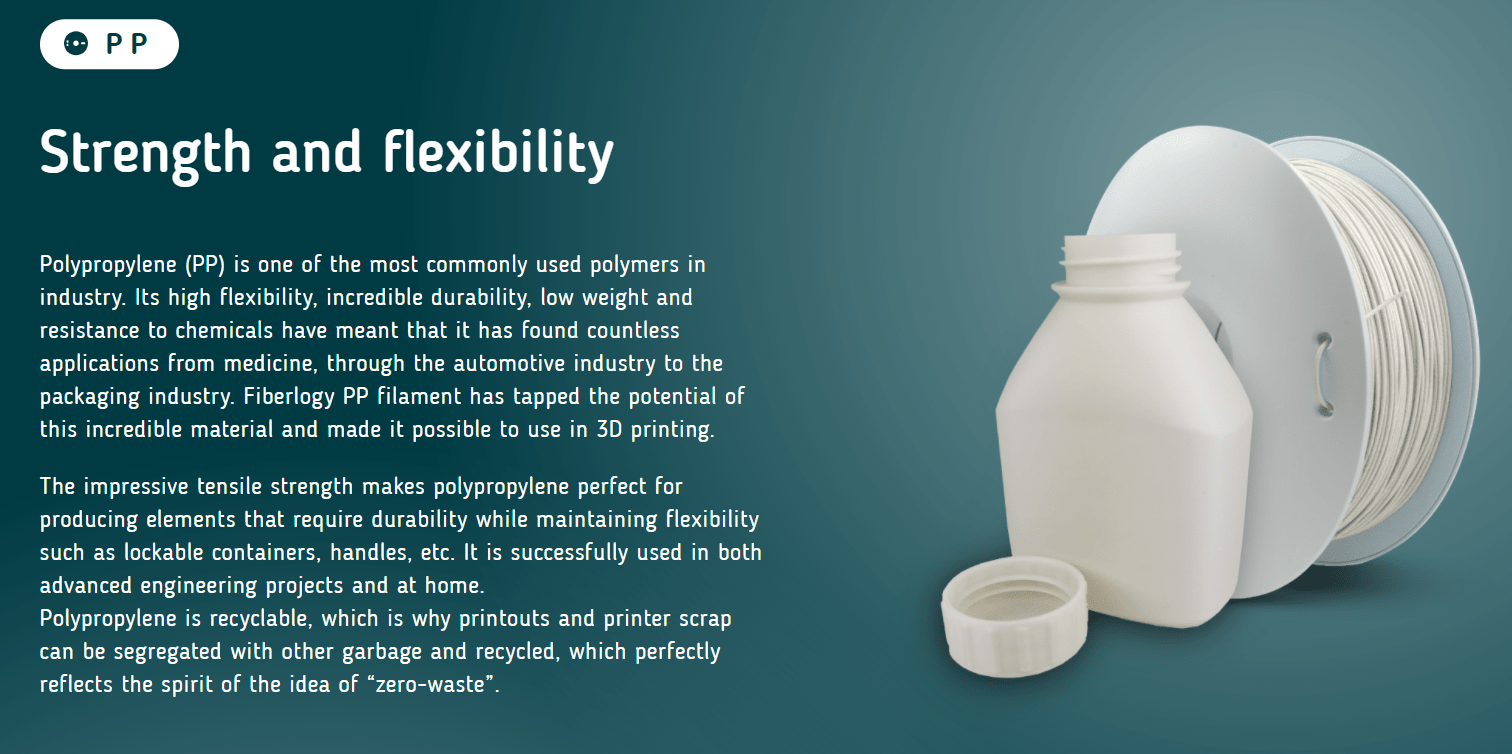
O polipropileno (PP) é um dos polímeros mais utilizados na indústria. A sua elevada flexibilidade, durabilidade incrível, baixo peso e resistência aos produtos químicos fizeram com que encontrasse inúmeras aplicações da medicina, passando pela indústria automóvel para a indústria de embalagens. O filamento PP de fibra de vidro aproveitou o potencial deste material incrível e tornou possível a utilização na impressão 3D.
A impressionante resistência à tração torna o polipropileno perfeito para produzir elementos que requerem durabilidade, mantendo a flexibilidade, tais como recipientes bloqueáveis, pegas, etc.
É utilizado com sucesso em projetos de engenharia avançada e em casa.
O polipropileno é reciclável, razão pela qual as impressões e a sucata da impressora podem ser segregadas com outros lixos e reciclados, o que reflete perfeitamente o espírito da ideia de "desperdício zero".
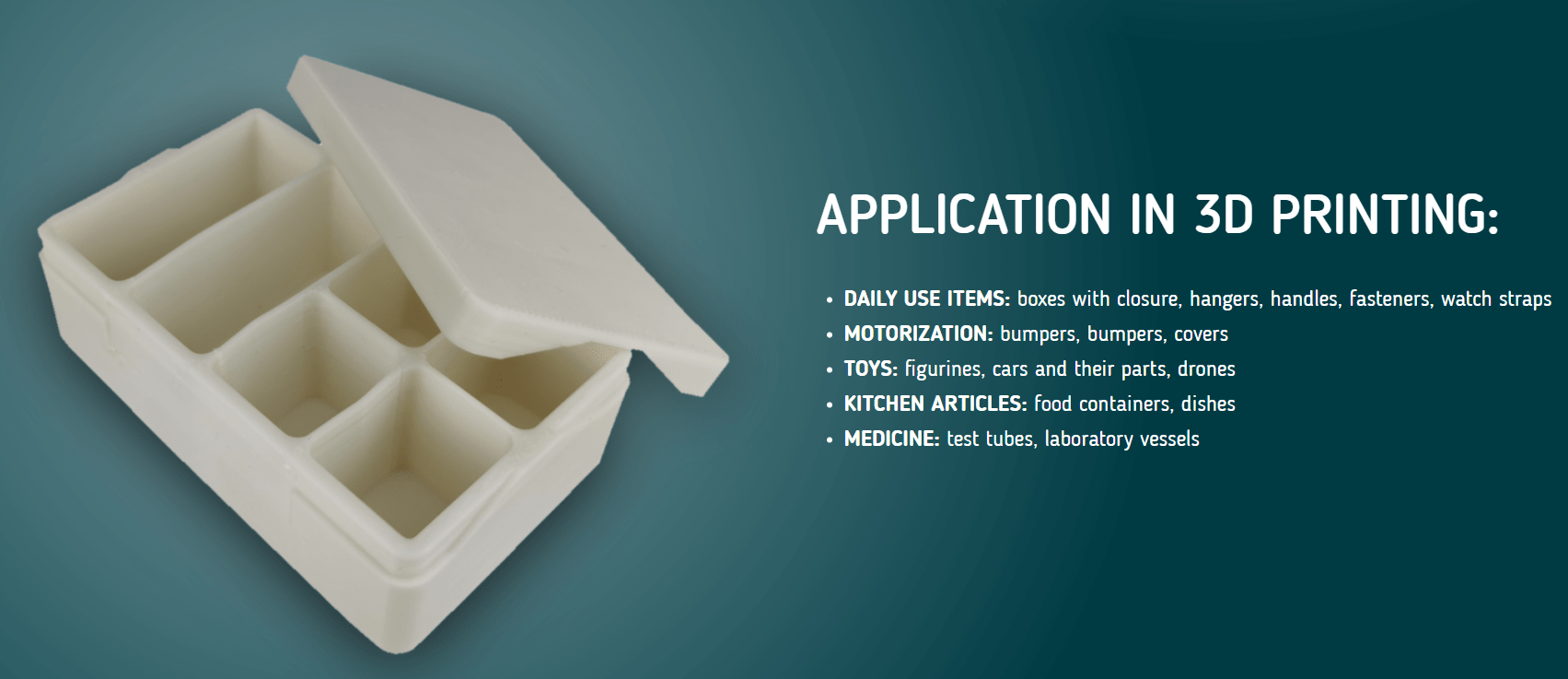
APLICAÇÃO EM IMPRESSÃO 3D:
ARTIGOS DE USO DIÁRIO: caixas com fecho, cabides, pegas, fixadores, correias de relógio
MOTORIZAÇÃO: para-choques, para-choques, capas
BRINQUEDOS: estatuetas, carros e suas partes, drones
ARTIGOS DE COZINHA: recipientes de alimentos, pratos
MEDICINA: tubos de ensaio, vasos laboratoriais
Propriedades:
não tóxico e inodoro
alta resistência aos produtos químicos
resistência a danos mecânicos
adesão muito boa entre as camadas de impressão
adequado para o contacto com os alimentos
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PP.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
PP - Skin Tone 2
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
220º a 250º - Temp. recomendada do Hotend
0º a 80º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PP)
Difícil - Facilidade de Impressão
O filamento PP de fibra de vidro cria a possibilidade de impressão 3D com o segundo polímero mais utilizado no mundo - Polipropileno.
Devido à sua elevada resistência aos danos e à notável flexibilidade, bem como à resistência a substâncias químicas (ácidos, bases, água), encontrou muitas aplicações em vários domínios da indústria e no uso quotidiano.
O PP pode ser impressa com quase qualquer impressora 3D sem a necessidade de uma câmara fechada.
O polipropileno (PP) é um dos polímeros mais utilizados na indústria. A sua elevada flexibilidade, durabilidade incrível, baixo peso e resistência aos produtos químicos fizeram com que encontrasse inúmeras aplicações da medicina, passando pela indústria automóvel para a indústria de embalagens. O filamento PP de fibra de vidro aproveitou o potencial deste material incrível e tornou possível a utilização na impressão 3D.
A impressionante resistência à tração torna o polipropileno perfeito para produzir elementos que requerem durabilidade, mantendo a flexibilidade, tais como recipientes bloqueáveis, pegas, etc.
É utilizado com sucesso em projetos de engenharia avançada e em casa.
O polipropileno é reciclável, razão pela qual as impressões e a sucata da impressora podem ser segregadas com outros lixos e reciclados, o que reflete perfeitamente o espírito da ideia de "desperdício zero".
APLICAÇÃO EM IMPRESSÃO 3D:
ARTIGOS DE USO DIÁRIO: caixas com fecho, cabides, pegas, fixadores, correias de relógio
MOTORIZAÇÃO: para-choques, para-choques, capas
BRINQUEDOS: estatuetas, carros e suas partes, drones
ARTIGOS DE COZINHA: recipientes de alimentos, pratos
MEDICINA: tubos de ensaio, vasos laboratoriais
Propriedades:
não tóxico e inodoro
alta resistência aos produtos químicos
resistência a danos mecânicos
adesão muito boa entre as camadas de impressão
adequado para o contacto com os alimentos
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PP.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
PP - Skin Tone 1
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
220º a 250º - Temp. recomendada do Hotend
0º a 80º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PP)
Difícil - Facilidade de Impressão
O filamento PP de fibra de vidro cria a possibilidade de impressão 3D com o segundo polímero mais utilizado no mundo - Polipropileno.
Devido à sua elevada resistência aos danos e à notável flexibilidade, bem como à resistência a substâncias químicas (ácidos, bases, água), encontrou muitas aplicações em vários domínios da indústria e no uso quotidiano.
O PP pode ser impressa com quase qualquer impressora 3D sem a necessidade de uma câmara fechada.
O polipropileno (PP) é um dos polímeros mais utilizados na indústria. A sua elevada flexibilidade, durabilidade incrível, baixo peso e resistência aos produtos químicos fizeram com que encontrasse inúmeras aplicações da medicina, passando pela indústria automóvel para a indústria de embalagens. O filamento PP de fibra de vidro aproveitou o potencial deste material incrível e tornou possível a utilização na impressão 3D.
A impressionante resistência à tração torna o polipropileno perfeito para produzir elementos que requerem durabilidade, mantendo a flexibilidade, tais como recipientes bloqueáveis, pegas, etc.
É utilizado com sucesso em projetos de engenharia avançada e em casa.
O polipropileno é reciclável, razão pela qual as impressões e a sucata da impressora podem ser segregadas com outros lixos e reciclados, o que reflete perfeitamente o espírito da ideia de "desperdício zero".
APLICAÇÃO EM IMPRESSÃO 3D:
ARTIGOS DE USO DIÁRIO: caixas com fecho, cabides, pegas, fixadores, correias de relógio
MOTORIZAÇÃO: para-choques, para-choques, capas
BRINQUEDOS: estatuetas, carros e suas partes, drones
ARTIGOS DE COZINHA: recipientes de alimentos, pratos
MEDICINA: tubos de ensaio, vasos laboratoriais
Propriedades:
não tóxico e inodoro
alta resistência aos produtos químicos
resistência a danos mecânicos
adesão muito boa entre as camadas de impressão
adequado para o contacto com os alimentos
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PP.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
PP - Skin Tone 3
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
220º a 250º - Temp. recomendada do Hotend
0º a 80º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PP)
Difícil - Facilidade de Impressão
![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
O PET-G destaca-se pela sua resistência à temperatura e propriedades mecânicas (dureza, flexibilidade, resistência ao impacto).
O nosso filamento PETG (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PETG é politereftalato de etileno, com um modificador (modificado com glicol), o que torna a estrutura química mais transparente, menos frágil e mais fácil de imprimir.
O nosso PETG, melhora sobre o ABS por ser resistente e mais fácil de imprimir com a peculiaridade de derreter a uma temperatura mais elevada.
Em relação ao PLA, é mais resistente em temperatura e propriedades físicas, sendo a sua impressão mais complexa.
O PETG tem muito boas propriedades mecânicas.
Tem mais elasticidade, é mais resistente ao impacto, tem mais aderência entre camadas e é mais resistente à temperatura em comparação com a PLA.
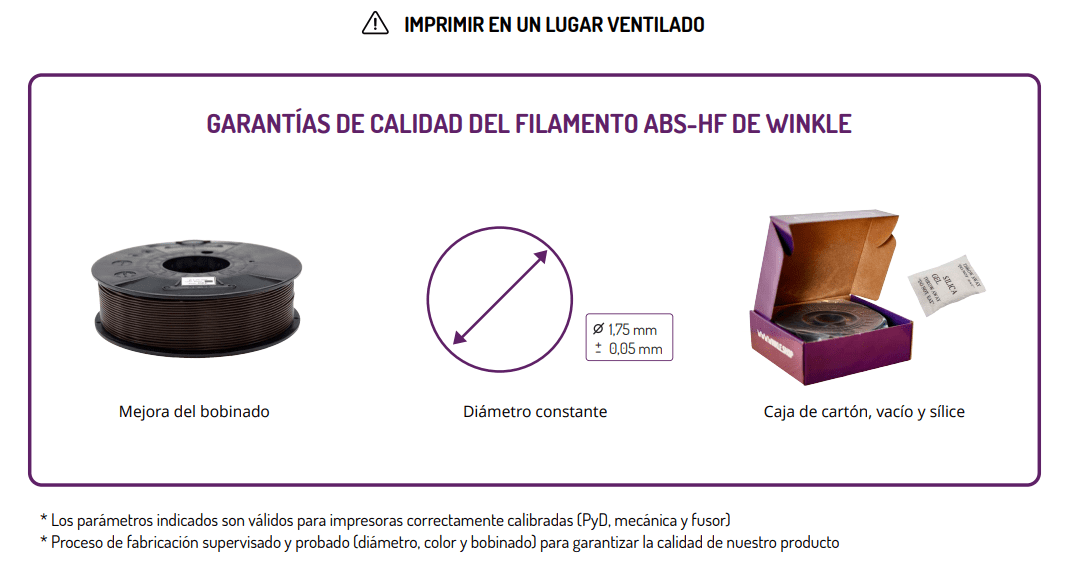
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em toda a bobinagem, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas/químicas/estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PETG um material perfeito e acessível para os seus projectos que requerem um salto de qualidade em relação aos PLA convencionais.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK

Download:
Technical Data Sheet
300g- Rolo
PETG - Verde Pinho
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
220º a 240º - Temp. recomendada do Hotend
60º a 80º - Temp. recomendada da Heated bed (60ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
![]()
WINKLE é uma empresa Espanhola de ultima geração, localizada em Salamanca. Dedica-se à produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca WINKLE.
O PET-G destaca-se pela sua resistência à temperatura e propriedades mecânicas (dureza, flexibilidade, resistência ao impacto).
O nosso filamento PETG (1,75mm ou 2,85mm) é um filamento fabricado em Espanha para impressoras 3D com tecnologia FFF/FDM.
O PETG é politereftalato de etileno, com um modificador (modificado com glicol), o que torna a estrutura química mais transparente, menos frágil e mais fácil de imprimir.
O nosso PETG, melhora sobre o ABS por ser resistente e mais fácil de imprimir com a peculiaridade de derreter a uma temperatura mais elevada.
Em relação ao PLA, é mais resistente em temperatura e propriedades físicas, sendo a sua impressão mais complexa.
O PETG tem muito boas propriedades mecânicas.
Tem mais elasticidade, é mais resistente ao impacto, tem mais aderência entre camadas e é mais resistente à temperatura em comparação com a PLA.
Graças ao nosso controlo de qualidade exaustivo, garantimos um diâmetro constante em toda a bobinagem, algo que fará com que as suas impressões tenham muito mais qualidade, evitando encravamentos na sua máquina.
Do mesmo modo, o nosso processo garante a ausência de impurezas químicas que poderiam modificar as propriedades físicas/químicas/estéticas do nosso produto.
A fim de preservar as propriedades do nosso produto, este é enviado num saco selado para o proteger da humidade e dos raios UV.
Isto faz do PETG um material perfeito e acessível para os seus projectos que requerem um salto de qualidade em relação aos PLA convencionais.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
300g- Rolo
PETG - Azul Royal
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
220º a 240º - Temp. recomendada do Hotend
60º a 80º - Temp. recomendada da Heated bed (60ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
































