

24 Cores/Multi-material
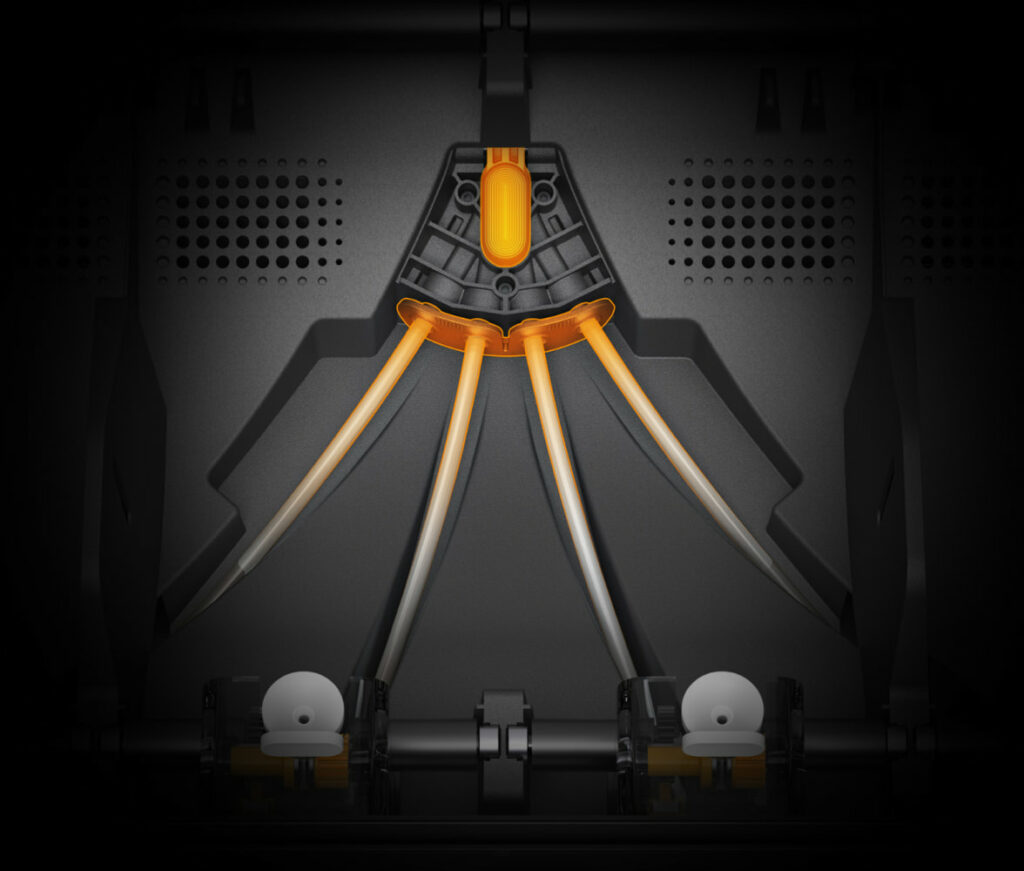
Ventilação Eletromagnética
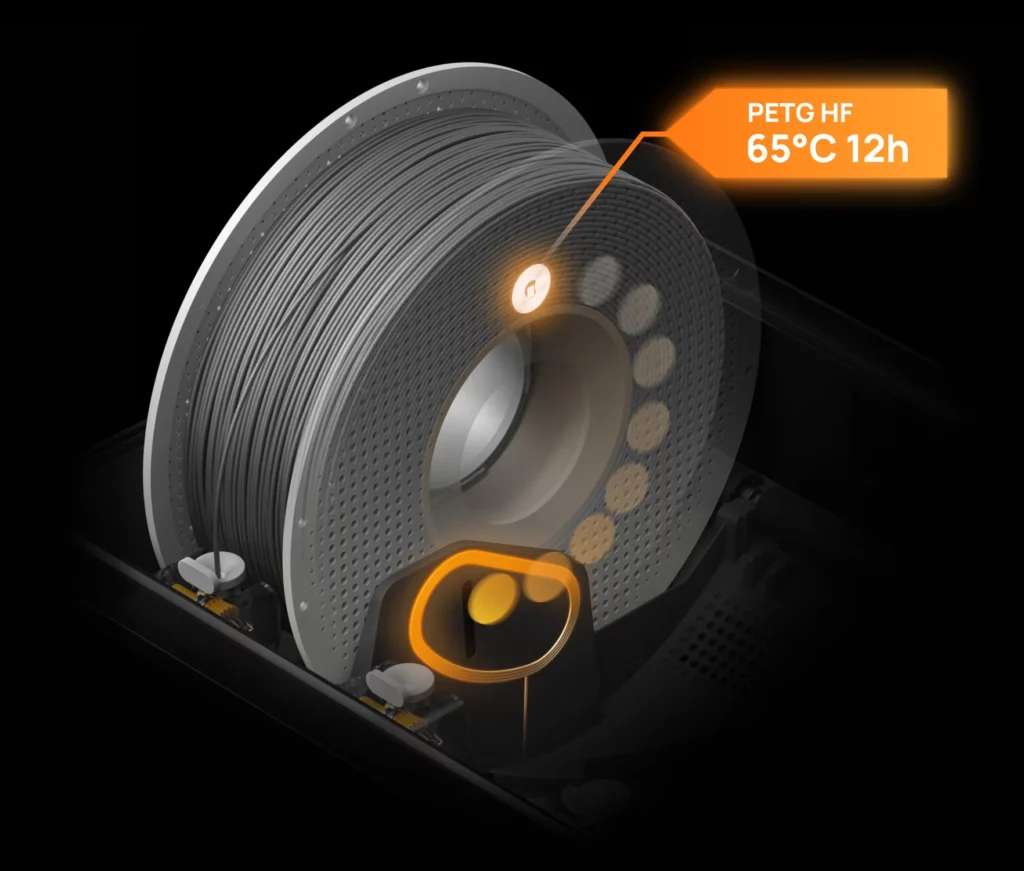
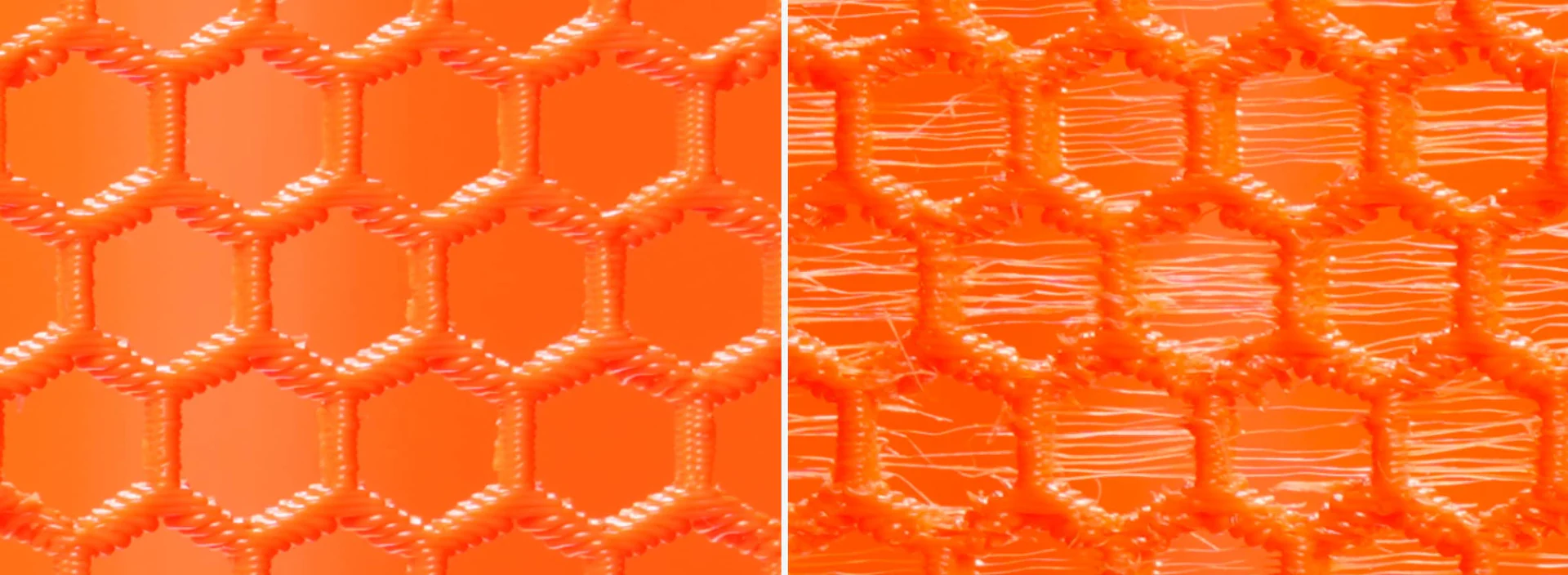
Secagem a 65°C
Motor sem escovas
Velocidade de alimentação 60% mais rápida
O AMS 2 Pro é compatível com impressoras das séries X1/P1 para impressão multi-material. A funcionalidade de secagem de filamento para essas impressoras de geração anterior será disponibilizada por meio de uma atualização OTA até o final de abril.
Bambu PETG Basic




| Item | Especificação |
|---|---|
| Corpo | |
| Dimensões | 372×280×226 mm³ |
| Peso Líquido | 2.5 kg |
| Material da Carcaça | ABS/PC |
| Impressão | |
| Filamento Suportado | PLA, PETG, ABS, ASA, PET, PA, PC, PVA (seco), BVOH (seco), PP, POM, HIPS, Bambu PLA-CF/PAHT-CF/PETG-CF (para AMS) |
| Filamento Não Suportado | TPE, TPU genérico, PVA (úmido), BVOH (úmido), Bambu PET-CF/TPU 95A, e outros filamentos que contenham fibra de carbono ou fibra de vidro |
| Diâmetro do Filamento | 1.75 mm |
| Dimensão do Suporte de Bobina | Largura: 50 mm-68 mm; Diâmetro: 197 mm-202 mm |
| Identificação RFID | Suportado |
| Temperatura Máxima | 65 °C |
| Secagem | |
| Filamento Suportado | PLA, PETG, Suporte para PLA/PETG, ABS*, ASA*, PET*, PA*, PC*, PVA*, BVOH*, PP, POM*, HIPS*, Bambu PLA-CF*/PAHT-CF*/PETG-CF* e TPU para AMS* |
| Descarga Ativa de Umidade | Suportado |
| Armazenamento Vedado | Suportado |
| Detecção e Manutenção de Temperatura e Umidade | Suportado. Temperatura e umidade em tempo real podem ser exibidas na tela, Bambu Studio e Bambu Handy. |
| Energia | |
| Entrada | 24 V 4 A |
Os filamentos marcados com * requerem uma temperatura de secagem mais alta. O AMS 2 Pro não consegue secá-los completamente. Se desejares um desempenho de secagem melhor para esses filamentos, recomendamos a compra de um AMS HT.

Bambu AMS 2 Pr, Dessecante, Tubo PTFE, Cabo Bambu Bus - 6 Pinos
Quando o H2D é utilizado com um único AMS 2 Pro, todas as funções, incluindo alimentação automática e secagem, podem ser utilizadas sem a necessidade de um adaptador de alimentação externo.
Quando o H2D é utilizado com mais de um AMS 2 Pro, se algumas unidades do AMS 2 Pro forem usadas para impressão em múltiplas cores, enquanto outras são usadas para secagem de filamento, as unidades AMS 2 Pro usadas para secagem exigem um adaptador de alimentação externo. O adaptador de alimentação externo pode ser adquirido na loja oficial da Bambu Lab.
As impressoras das séries X1 e P1 são compatíveis com o AMS 2 Pro. Se for utilizado apenas a função de alimentação automática de filamento, são necessários apenas o cabo de barramento de 6 pinos, o cabo de barramento de 4 pinos e o Filament Buffer/AMS Hub, sem necessidade de adaptador de alimentação externo. No entanto, se for necessário usar a função de secagem, um adaptador de alimentação externo será necessário para o AMS 2 Pro.
Todos os acessórios podem ser adquiridos no kit de atualização da seção de acessórios do AMS 2 Pro.
O AMS 2 Pro é compatível com as impressoras das séries X1/P1 para impressão multi-material. A funcionalidade de secagem de filamento para essas máquinas de geração anterior será disponibilizada por meio de uma atualização OTA até o final de abril.
Sim, podes usar tanto o AMS quanto o AMS 2 Pro em uma única H2D.
Atualmente, a secagem não é suportada para unidades AMS 2 Pro/HT que estão ativamente envolvidas no processo de impressão, incluindo aquelas que podem ser usadas para refil automático durante o trabalho de impressão atual. A impressão enquanto seca ainda não é suportada.
O único cenário de "secagem enquanto imprime" atualmente suportado é: a impressora usa algumas das unidades AMS 2 Pro/HT conectadas ou um suporte de bobina externo para impressão, enquanto as unidades AMS 2 Pro/HT não envolvidas no trabalho de impressão atual podem ser usadas para secagem.
Se a impressora estiver alimentando ou imprimindo, e ao mesmo tempo fornecendo energia para 1 AMS 2 Pro para secagem, a potência de secagem será automaticamente reduzida, a fim de garantir que a potência de impressão tenha prioridade. Portanto, recomenda-se usar o adaptador de alimentação externo para obter os melhores resultados de secagem.
A impressora H2D suporta alimentar uma unidade AMS 2 Pro para secagem diretamente da impressora. Se precisar de secar filamento em várias unidades AMS 2 Pro simultaneamente, as unidades adicionais AMS 2 Pro exigem um fornecimento de energia através de um adaptador de alimentação (vendido separadamente).
Ao usar a função de secagem do AMS 2 Pro, o AMS 2 Pro deve estar conectado à impressora através de um cabo de barramento de 6 pinos para garantir que a impressora esteja ligada e configurada no modo de secagem de filamento.
O AMS 2 Pro não pode realizar secagem de forma independente sem uma conexão com a impressora.
AMS Buffer
Bus cable
AMS 2 Pro Switching Adapter (transformador opcional, necessário apenas para secar o filamento)
PTFE Tube Coupler (3 pcs) - Bambu Lab
Bambu PTFE Tube (3pcs 370mm*1+550mm*2)
AMS Hub
Bus cable
AMS 2 Pro Switching Adapter (transformador opcional, necessário apenas para secar o filamento)
PTFE Tube Coupler (3 pcs) - Bambu Lab
Bambu PTFE Tube (3pcs 370mm*1+550mm*2)
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.
Escolher a Evolt como sua fornecedora de impressoras 3D Bambu Lab é optar por qualidade, segurança e um atendimento especializado em Portugal. Confie na nossa experiência e no nosso compromisso com a excelência para todas as suas necessidades de impressão 3D.


Características do Produto
Impressão 3D Multi-material com Duplo Bico
Módulo Laser e de Corte 10W/40W Opcional
Volume de Impressão de 350320325 mm³
Calibração Óptica de Movimento com Resolução de 5μm
Extrusor Servo com Circuito Fechado
Bico a 350°C e Aquecimento Ativo da Câmara a 65°C
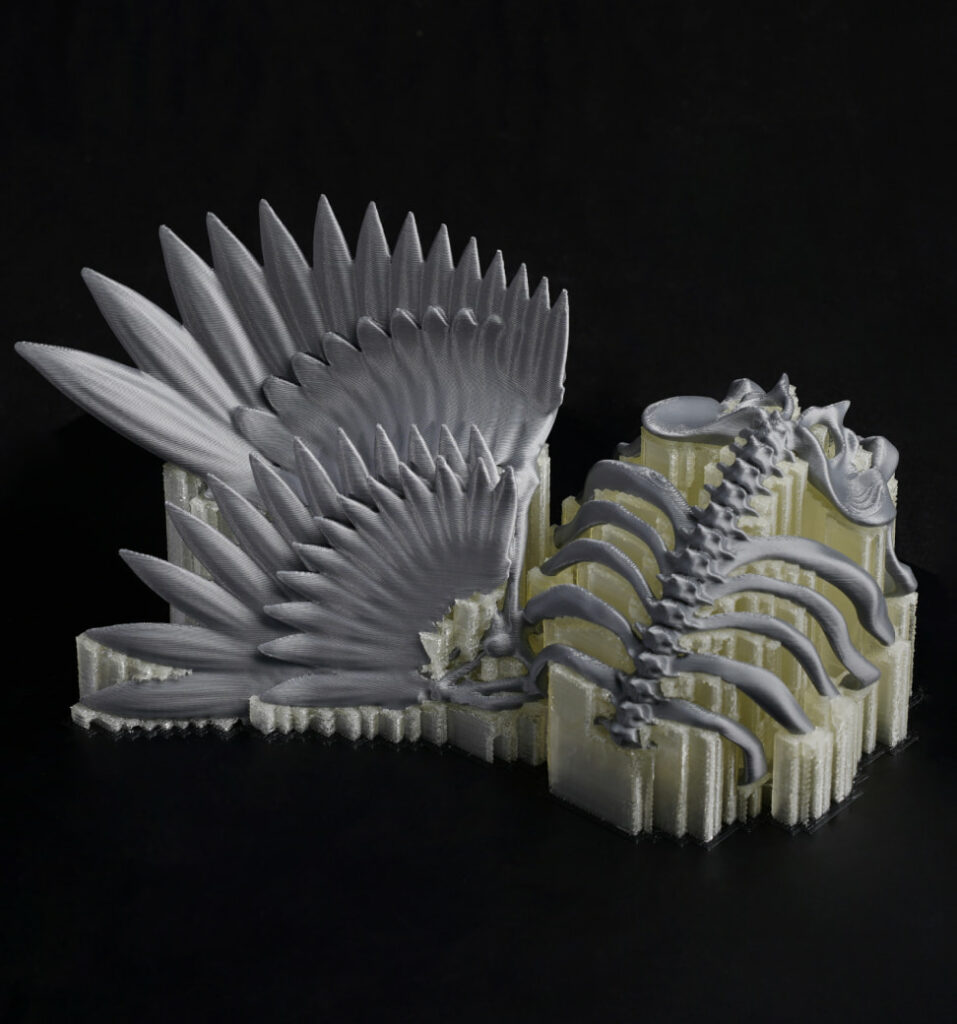
Combine materiais flexíveis e rígidos numa única impressão para criar estruturas interligadas impressionantes e designs inovadores, além da manufatura tradicional. A combinação de materiais de alto desempenho com materiais padrão reduz ainda mais os custos e aumenta a eficiência do material, utilizando materiais premium apenas onde necessário.

Imprimir com suporte deixa de ser um problema. Com a configuração de dupla-bocal da H2D, um bocal pode ser reservado para material de suporte dedicado, permitindo uma impressão segura e uma interface de suporte perfeita.
A impressão com dupla-bocal reduz os ciclos de purga nas impressões multicoloridas. Os algoritmos inteligentes da H2D otimizam o uso do filamento, maximizando a eficiência do sistema de dupla-bocal para economizar tempo e materiais.







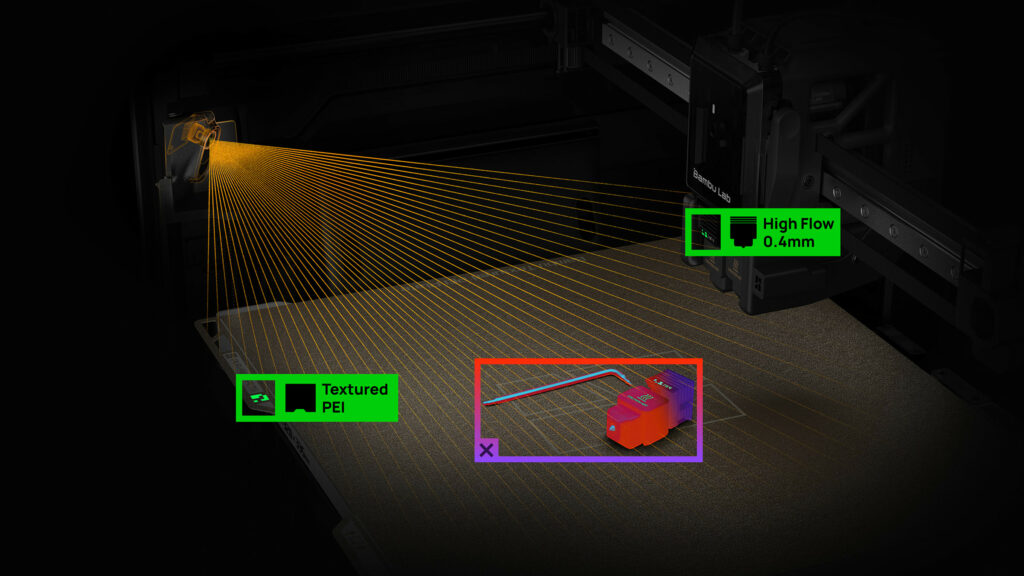
A câmara BirdsEye da H2D, combinada com algoritmos de visão computacional, oferece uma precisão de alinhamento superior até 0,3 mm. Este avançado sistema de alinhamento espacial permite posicionar o trajeto da ferramenta no local exato do material — verdadeiramente "o-que-vê-é-o-que-obtém."
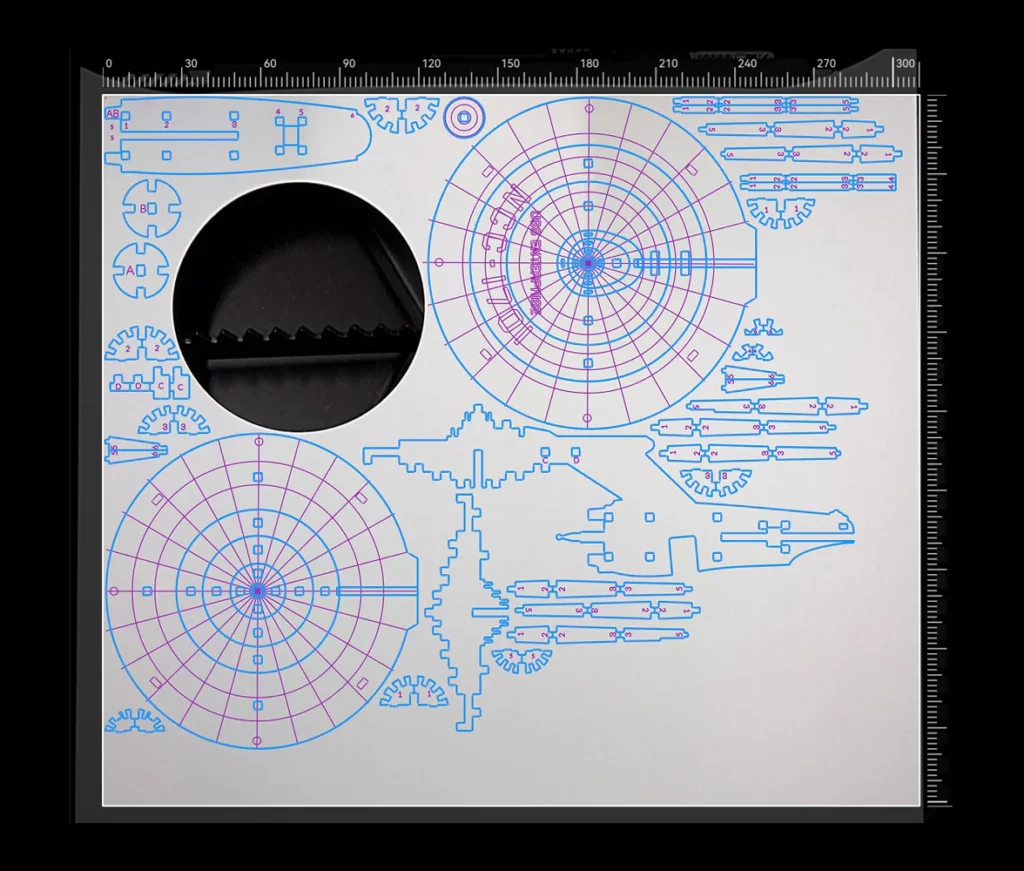
Tirando partido de imagens em tempo real da câmara BirdsEye, o Bambu Suite pode organizar automaticamente o seu projeto de acordo com a forma do material — por exemplo, uma peça de contraplacado que sobrou de um projeto anterior. Esta funcionalidade ajuda a aproveitar ao máximo cada material.



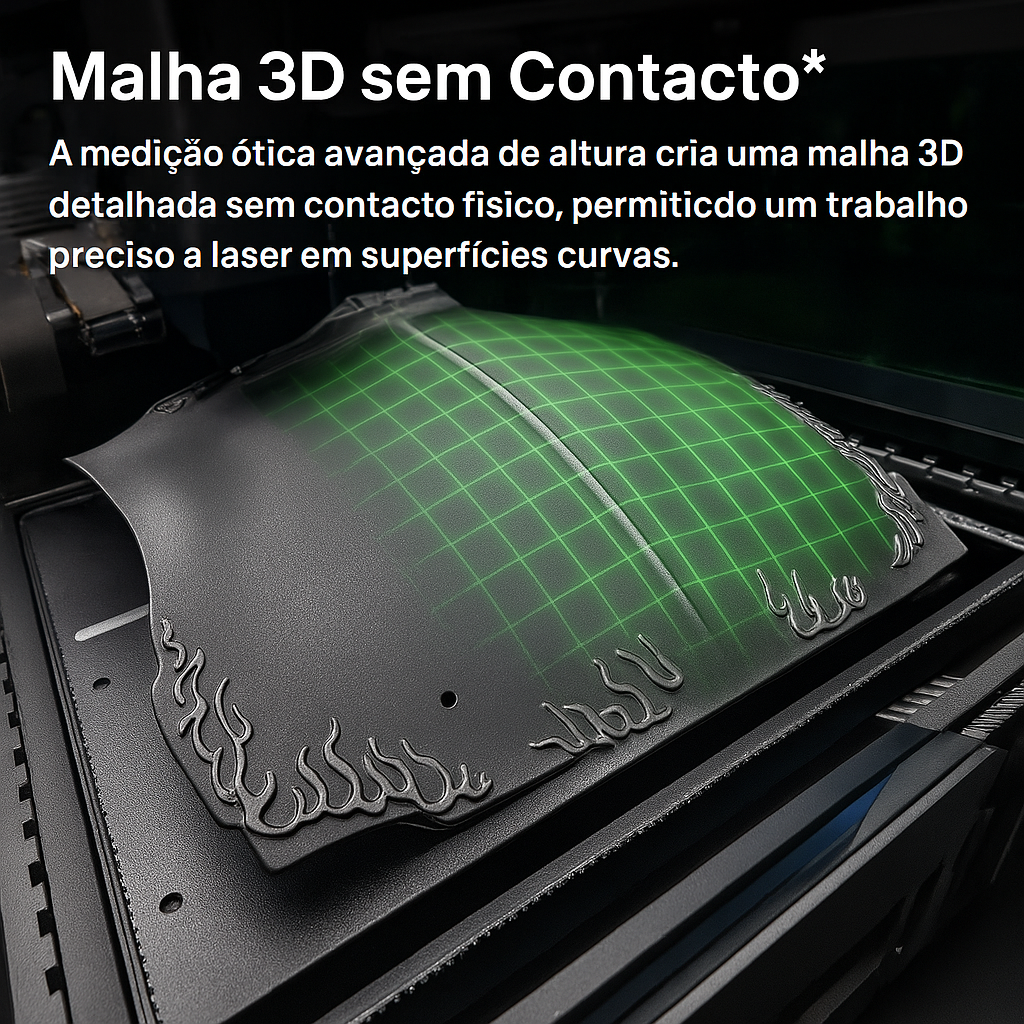
Uma placa de codificação por visão ultra precisa, combinada com medições ópticas de resolução de 5 µm para monitorizar e corrigir o movimento da cabeça de ferramenta, permite que o H2D atinja uma precisão de movimento consistente e fiável de 50 μm em toda a área de trabalho, independentemente da distância — uma ordem de grandeza superior ao seu antecessor. (*Codificador de Visão vendido separadamente)
Com um volume de impressão até 350 mm × 320 mm × 325 mm*, criar projetos de grande escala nunca foi tão fácil! Desde gravação a laser em objetos de grandes dimensões até à impressão de modelos de grande porte, a capacidade expandida dá-te o poder de dar vida até às ideias mais ambiciosas.

Equipado com aquecimento ativo da câmara até 65 °C e um hotend de alta temperatura que atinge os 350 °C, o H2D oferece um controlo preciso de temperatura em circuito fechado. Este sistema avançado elimina eficazmente a deformação e o empenamento em materiais de alto desempenho, garantindo uma adesão superior entre camadas e maximizando todo o seu potencial.
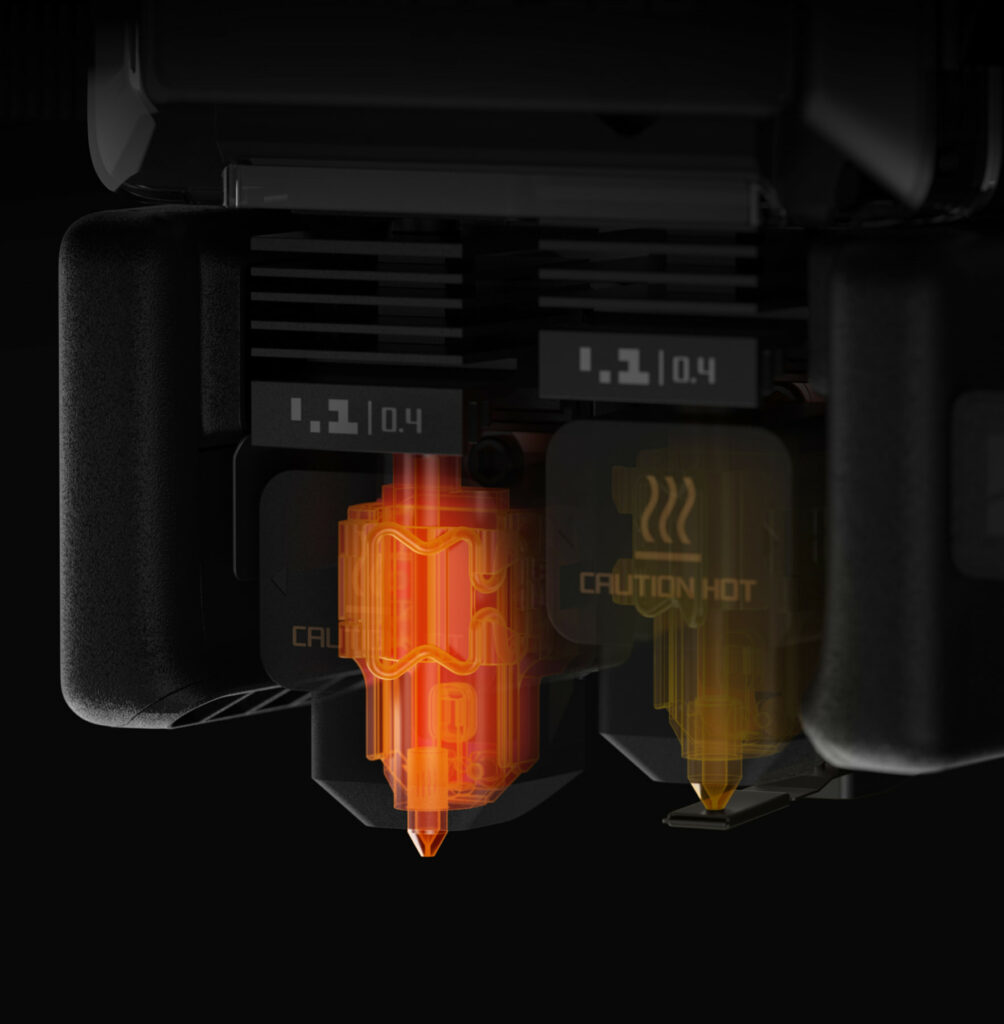
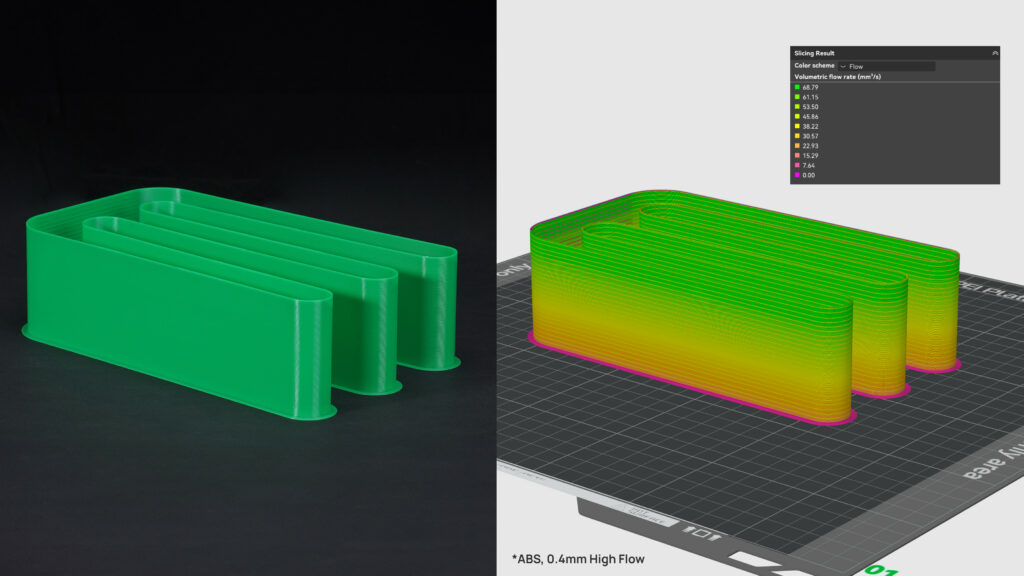
O hotend high-flow do H2D, desenvolvido especificamente para este fim, garante uma impressão fiável e em alta velocidade a 600 mm/s. Concebido para um desempenho consistente, elimina restrições de fluxo durante a impressão, permitindo uma impressão rápida e contínua, independentemente do tamanho ou complexidade do modelo.*
A arquitetura proprietária de servo PMSM da Bambu Lab estabelece um sistema inteligente de gestão da extrusão. Executa amostragem de binário/resistência e posição a 20 kHz para modular dinamicamente os vetores de binário eletromagnético. Este sistema estabiliza a extrusão e deteta automaticamente moagens e entupimentos do filamento.
O H2D conta com uma câmara no bico com lente macro suportada por inteligência artificial. Este sistema de monitorização inteligente acompanha continuamente os padrões de extrusão, detetando de imediato acumulação de material, desvios do filamento e falhas de extrusão.

Antes de cada ciclo de operação, o sistema de visão do H2D inicia uma lista de verificação pré-impressão completa:
Alinhamento Digital-Físico executa uma verificação automática de consistência entre as especificações de hardware detetadas e os parâmetros ativos do slicer.
Ao contrário dos sistemas tradicionais com apenas um detetor de fim de filamento, o H2D dispõe de uma monitorização completa do fluxo de material. Ao longo do percurso do AMS até ao bico, 15 sensores estrategicamente posicionados formam uma rede inteligente que monitoriza continuamente cinco parâmetros essenciais: velocidade de alimentação, tensão, localização da ponta do filamento, ambiente térmico do extrusor e pressão dinâmica de extrusão. Isto estabelece um sistema de controlo do comportamento do filamento líder na indústria.

| Item | Especificação |
|---|---|
| Tecnologia de Impressão | Modelação por Deposição Fundida (FDM) |
| Corpo | |
| Volume de Impressão (L×P×A) | 325×320×325 mm³ (Bico Único), 300×320×325 mm³ (Dois Bicos), 350×320×325 mm³ (Total) |
| Chassis e Estrutura | Alumínio, Aço, Plástico e Vidro |
| Janelas de Segurança Laser | Incluídas na Edição Laser; H2D normal pode ser atualizado com Kit |
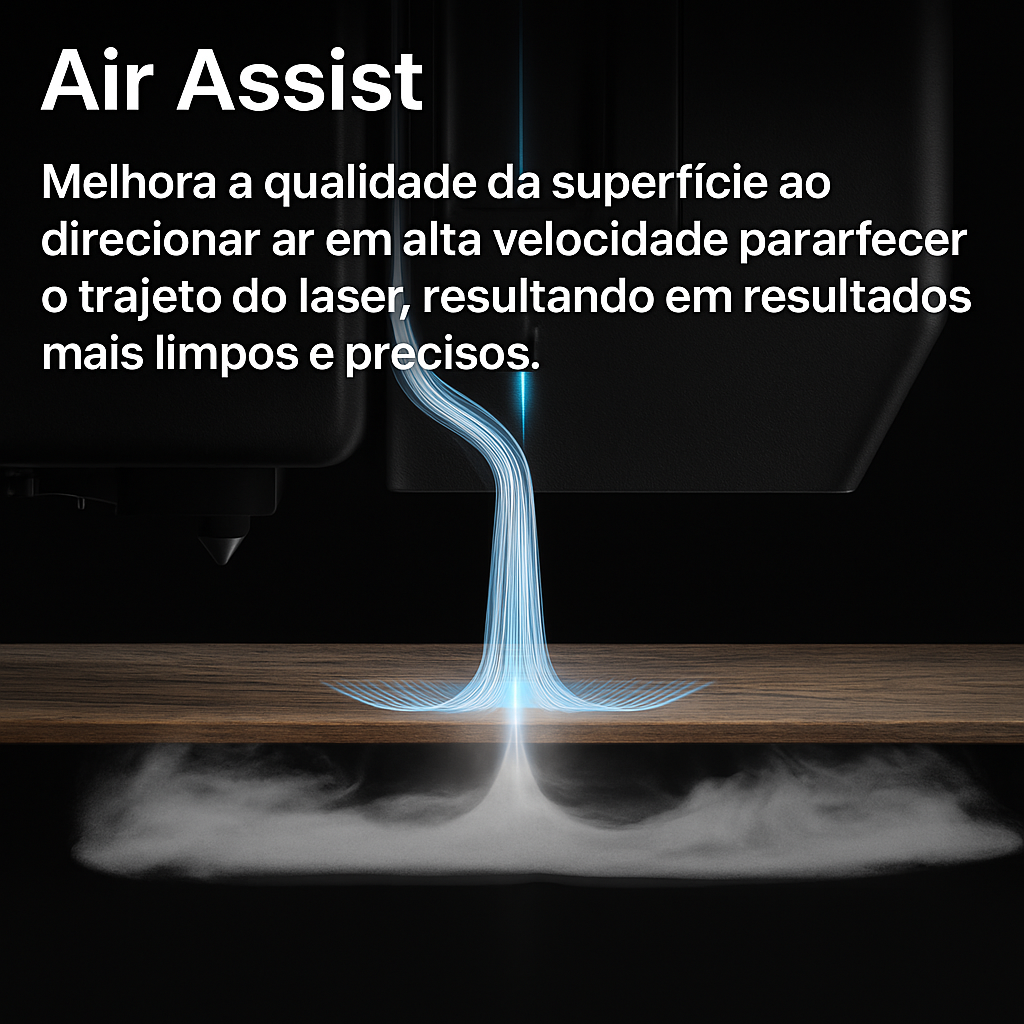
| Bomba de Assistência de Ar | Incluída na Edição Laser; H2D normal pode ser atualizado com Kit |
| Dimensões Físicas | |
| Dimensões | 492×514×626 mm³ (Embalagem: 620×620×755 mm³) |
| Peso Líquido | 31 kg (Peso bruto até 46.2 kg consoante o modelo) |
| Cabeça de Ferramenta | |
| Hotend | Todo em metal |
| Engrenagem do Extrusor | Aço endurecido |
| Bico | Aço endurecido |
| Temperatura Máx. do Bico | 350 °C |
| Diâmetro do Bico Incluído | 0,4 mm |
| Diâmetro de Bico Suportado | 0,2 mm, 0,4 mm, 0,6 mm, 0,8 mm |
| Diâmetro do Filamento | 1,75 mm |
| Motor do Extrusor | Motor síncrono de íman permanente de alta precisão da Bambu Lab |
| Base Aquecida | |
| Tipo de Superfície de Impressão | PEI Texturizado e PEI Liso |
| Temperatura Máx. da Base Aquecida | 120 °C |
| Velocidade | |
| Velocidade Máx. da Cabeça | 1000 mm/s |
| Aceleração Máx. da Cabeça | 20.000 mm/s² |
| Fluxo Máx. do Hotend (Standard) | 40 mm³/s (ABS Bambu Lab a 280 °C) |
| Fluxo Máx. do Hotend (High Flow Opcional) | 65 mm³/s (ABS Bambu Lab a 280 °C) |
| Controlo de Temperatura da Câmara | |
| Aquecimento Ativo da Câmara | Suportado |
| Temperatura Máxima | 65 °C |
| Purificação do Ar | |
| Pré-Filtro | G3 |
| Filtro HEPA | H12 |
| Filtro de Carvão Ativado | Carvão de Casca de Coco Granulado |
| Arrefecimento | |
| Ventoinhas (peças, hotend, câmara, etc.) | Controlo em circuito fechado |
| Tipos de Filamento Suportados | |
| Materiais Compatíveis | PLA, PETG, TPU, ABS, ASA, PA, PC, BVOH, reforçados com fibra de carbono/vidro e mais |
| Sensores | |
| Câmaras | Live View, Nozzle, Toolhead e BirdsEye (Laser Edition) |
| Outros Sensores | Sensor de Porta, Fim de Filamento, Enrolamento, Odómetro de Filamento, Recuperação de Energia |
| Requisitos Elétricos | |
| Voltagem | 100–120 V AC / 200–240 V AC, 50/60 Hz |
| Potência Máxima | 2200 W (220 V) / 1320 W (110 V) |
| Potência Média | 1050 W |
| Eletrónica | |
| Ecrã Tátil | 5" (720×1280) |
| Armazenamento | 8 GB EMMC e Porta USB |
| Interface | Ecrã tátil, app móvel, app PC |
| Unidade de Processamento Neural | 2 TOPS |
| Software | |
| Slicer e Software | Bambu Studio, Suite e Handy; suporta Super Slicer, PrusaSlicer e Cura* |
| Sistemas Operativos Suportados | MacOS, Windows |
| Wi-Fi | |
| Frequência | 2.4 GHz e 5 GHz (várias bandas) |
| Protocolo | IEEE 802.11 a/b/g/n |
| Módulo Laser 10W & 40W | |
| Tipo de Laser | Laser de semicondutor |
| Potência | 10 W ±1 W; 40 W ±2 W |
| Área de Gravação | 10W: 310×270 mm; 40W: 310×250 mm |
| Velocidade Máx. de Gravação | 10W: 400 mm/s; 40W: 1000 mm/s |
| Espessura Máx. de Corte | 10W: 5 mm; 40W: 15 mm |
| Classe de Segurança | Módulo: Classe 4; Geral: Classe 1 |
| Módulo de Corte | |
| Área de Corte | 300×285 mm |
| Área de Desenho | 300×255 mm |
| Tipo de Lâmina | 45°×0.35 mm |
| Espessura Máx. de Corte | 0,5 mm |
| Tipo de Imagem Suportado | Imagens Bitmap e Vetoriais |
| Materiais Suportados | Papel, vinil, cabedal e mais |
* Para garantir que a mesa aquecida atinge rapidamente a temperatura necessária, a impressora mantém a potência máxima durante no máximo 3 minutos.
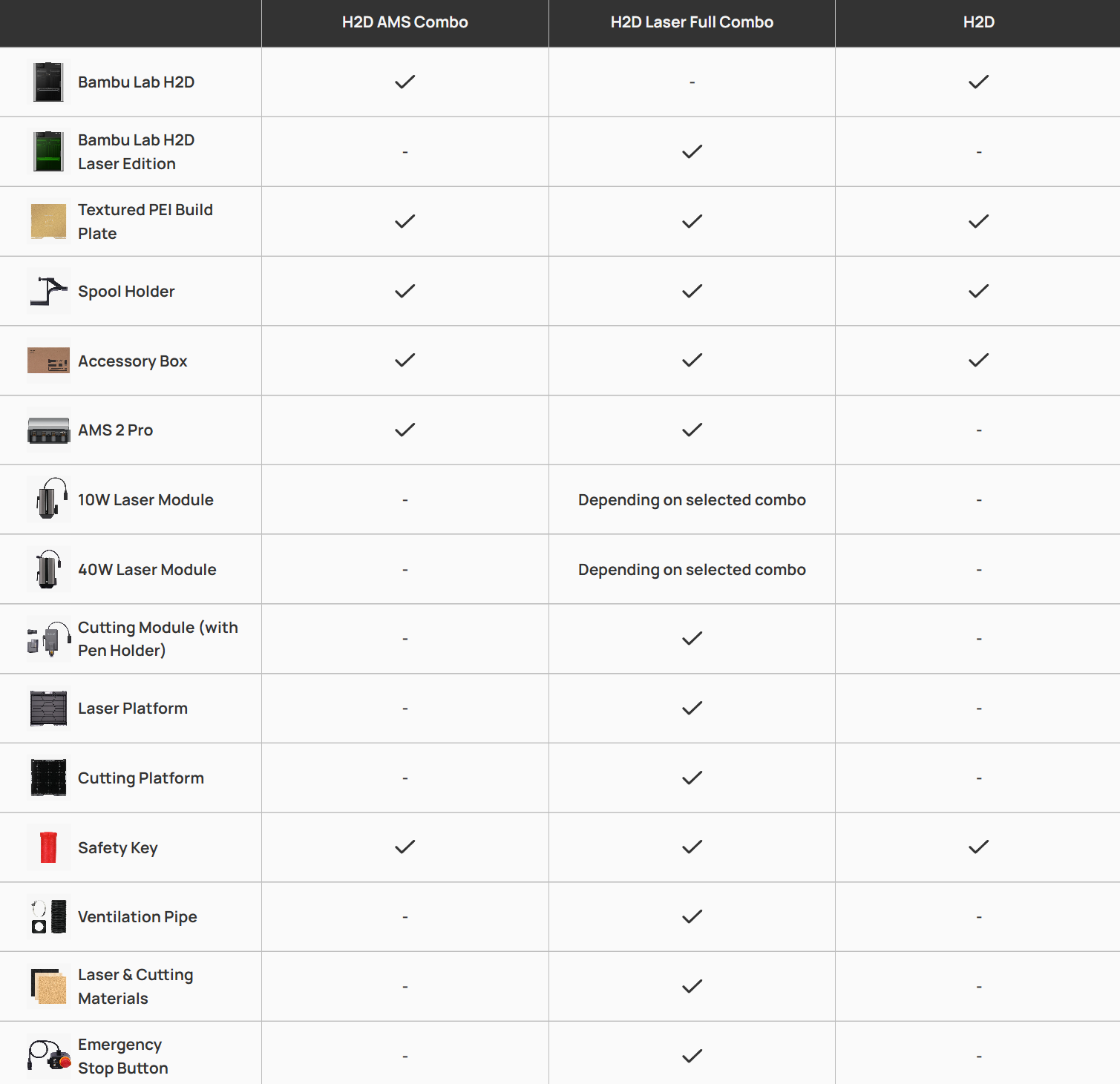
O H2D Laser Full Combo vem com uma bomba de ar integrada e um tubo de ar na parte de trás da impressora, além de estar pré-instalada com uma câmara BirdsEye. A porta frontal, as janelas laterais de proteção a laser, e a tampa superior foram todas projetadas com proteção a laser. A lista de embalagem inclui um módulo laser, um módulo de corte, um tubo de exaustão de fumaça e o seu adaptador, além de um botão de paragem de emergência.
Estamos a planear lançar um kit de atualização a laser para a versão não-laser do H2D. O kit de atualização está previsto para ser lançado em Junho e também fornecerá vídeos instrucionais de instalação para ajudar os utilizadores a completar a atualização de forma eficiente.
É importante notar que a bomba de ar do kit de atualização é uma bomba externa, que tem uma estrutura de instalação diferente da bomba de ar integrada no modelo completo. Ao usá-la, a bomba pode ser instalada externamente e conectada à impressora através de um tubo de ar.
Sim, os hotends esquerdo e direito têm estruturas e materiais idênticos e podem ser usados de forma intercambiável.
O H2D suporta um máximo de 4 unidades AMS 2 Pro e 8 unidades AMS HT conectadas simultaneamente, totalizando 12 unidades com 24 slots.
Como o H2D é uma impressora de dois hotends, e no cenário mais extremo, todas as unidades AMS podem ser conectadas a um hotend enquanto o outro hotend utiliza um suporte de bobina externo, ele pode suportar até 25 cores.
A primeira geração do AMS foi confirmada como totalmente compatível com plug-and-play e pode ser utilizada com o H2D para impressão em múltiplas cores, mas não suporta a função de secagem AMS.
Devido às diferenças fundamentais no mecanismo de alimentação e na estrutura de buffering, o H2D não é compatível com o AMS Lite.
As duas portas de 4 pinos na parte de trás estão reservadas para acessórios de expansão futuros. Por exemplo, para atualizar uma versão não-laser da impressora para uma versão laser, uma dessas portas pode ser usada para conectar uma bomba de ar externa.
Embora o hotend da série H2D seja semelhante ao hotend da série A1 em termos de estrutura, não são exatamente iguais.
Os hotends do H2D foram especificamente projetados para a impressora H2D, oferecendo uma compatibilidade otimizada. Por exemplo, eles suportam uma taxa de fluxo volumétrico máxima maior, menor risco de entupimento, calibração mais precisa do desfasamento do bico entre os hotends esquerdo e direito, e reconhecimento automático do tipo de hotend através da câmara ao vivo. Portanto, para garantir a melhor qualidade de impressão, é altamente recomendável não utilizar os hotends da série A1 na impressora H2D.
Assim, para garantir a melhor qualidade de impressão, recomendamos fortemente que não use os hotends A1 em impressoras H2D.
A compra de hotends H2D adicionais para uso em impressoras A1 é viável. No entanto, será necessário também utilizar a meia de silicone do hotend H2D.
Tanto o módulo laser de 10W quanto o módulo laser de 40W são lasers de luz azul que suportam o processamento de diversos materiais, incluindo madeira, borracha, chapas metálicas, couro, acrílico escuro e pedra. No entanto, devido a diferenças de potência e tamanho, existem as seguintes distinções:
Espessura Máxima de Corte (para Madeira Compensada de Basswood):
Velocidade Máxima de Gravação (para Madeira Compensada de Basswood):
Área Processável:
Módulo laser de 10W: Área máxima de processamento X310mm * Y270mm, altura máxima de processamento 280mm
Módulo laser de 40W: Área máxima de processamento X310mm * Y250mm, altura máxima de processamento 265mm
O pacote não inclui uma unidade flash USB padrão. No entanto, ainda é possível iniciar a impressão normalmente sem um USB, pois a impressora tem espaço de armazenamento integrado para executar os arquivos de impressão. No entanto, sem um USB inserido, as seguintes funções serão afetadas:
As funções de gravação e fotografia em time-lapse não podem ser ativadas;
Não será possível iniciar a impressão através da LAN;
Os arquivos de impressão não podem ser enviados para a máquina para armazenamento através do estúdio;
Arquivos de log não podem ser exportados.
Requisitos do USB: Protocolo USB 2.0 ou superior (a velocidade mínima de gravação real precisa ser superior a 10M/s), os formatos de arquivo suportados são FAT32 e exFAT. A impressora suporta apenas a montagem de um único USB, não podendo conectar múltiplos USBs através de um hub USB.
O hotend a ser utilizado para impressão já foi determinado quando o arquivo do modelo é cortado (sliced). Quanto aos modelos integrados, o hotend direito foi selecionado durante o processo de corte, por isso não é possível alterar o hotend utilizado para impressão diretamente na tela da impressora.
Quando cortas o arquivo no Bambu Studio e envias a tarefa de impressão, podes escolher livremente entre usar o hotend esquerdo ou o hotend direito. Para alguns filamentos, como TPU e PPS/PPA-CF, recomenda-se o uso de hotends específicos para impressão.
Para mais detalhes sobre a impressão com filamentos no H2D, consulta a wiki.
O H2D está equipado com um sistema de exaustão eficiente que remove eficazmente a fumaça e a poeira geradas pelas operações a laser, reduzindo significativamente a contaminação. Durante o desenvolvimento e testes, realizámos rigorosos ensaios para garantir que, com uma limpeza regular da máquina, o impacto da fumaça e da poeira no desempenho e na precisão é negligenciável.
Para instruções detalhadas de limpeza, consulta a wiki.
Due to the flexible nature of TPU filaments, there are some operational issues that can arise during feeding and printing. To facilitate TPU printing, we have created a dedicated Wiki guide. Simply follow the instructions in the Wiki to successfully print with TPU filaments: wiki
Devido ao fato de o processamento a laser envolver o uso de lasers de alta energia em materiais potencialmente inflamáveis, recomendamos fortemente que os utilizadores não deixem a máquina sem supervisão durante as operações a laser. Mantenha vigilância constante sobre o estado operacional da máquina e assegure-se de que não há materiais inflamáveis ou explosivos nas proximidades da impressora.
Para mais informações, consulte a wiki.
Para mais informações sobre o H2D, consulte a wiki oficial.
Garantia: 36 Meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:❌ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 48h
Assistência técnica prioritária: ❌
Consultoria/Assistência/Formação com profissionais de Impressão 3D:❌
Contacto direto de ajuda: ❌
Reparação remota ilimitada: ❌
Acesso exclusivo a preços de revenda na loja online: ❌
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação:❌
Assistência Móvel ao local:❌
Custos de deslocação para reparação no local: 1,10€/km
Garantia: 12 meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:❌ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 16h
Assistência técnica prioritária: ❌
Consultoria/Assistência/Formação com profissionais de Impressão 3D:❌
Contacto direto de ajuda: ❌
Reparação remota ilimitada: ❌
Acesso exclusivo a preços de revenda na loja online ❌
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação:❌
Assistência Móvel ao local:❌
Custos de deslocação para reparação no local: 1,10€/km
Garantia: 36 meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:✅ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 8h
Assistência técnica prioritária: ✅
Consultoria/Assistência/Formação com profissionais de Impressão 3D: 2h ✅
Contacto direto de ajuda: ✅
Reparação remota ilimitada: ✅
Acesso exclusivo a preços de revenda na loja online: ✅
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação: ✅
Assistência Móvel ao local: ✅
Custos de deslocação para reparação no local: 0,36€/km
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.

Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!







Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!
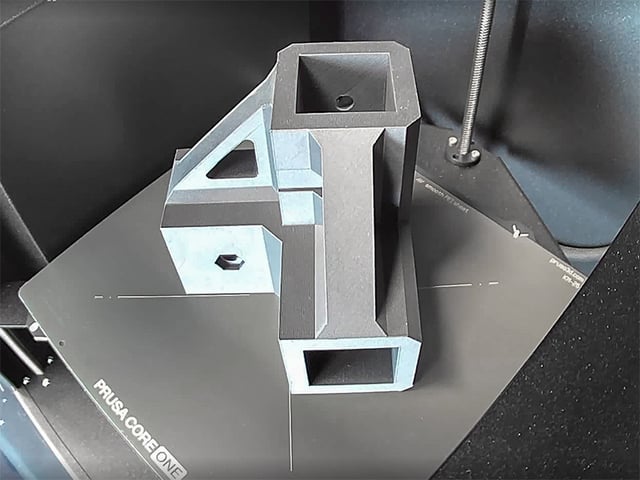
Seja um iniciante na impressão 3D ou um especialista experiente, a Prusa CORE One em KIT por montar, é a máquina versátil e fiável que responde a todas as necessidades.
Com uma câmara fechada e um design CoreXY, combina alta velocidade de impressão com qualidade máxima, num volume de impressão generoso de 250×220×270 mm.
Além disso, conta com diversas soluções de engenharia inteligentes, como um exoesqueleto totalmente em aço, garantindo rigidez e robustez máximas.
Graças ao software intuitivo e à impressão com um só clique, estará pronto para imprimir o seu primeiro modelo em poucos minutos. E com quase um milhão de modelos 3D disponíveis em Printables.com, nunca faltará algo incrível para imprimir! 🚀
A CORE One é uma verdadeira potência na impressão 3D, projetada segundo a tradição comprovada da Prusa Research.
Desenvolvida com a filosofia "feita para durar" e fabricada com materiais premium, a CORE One oferece uma fiabilidade excecional com manutenção mínima.
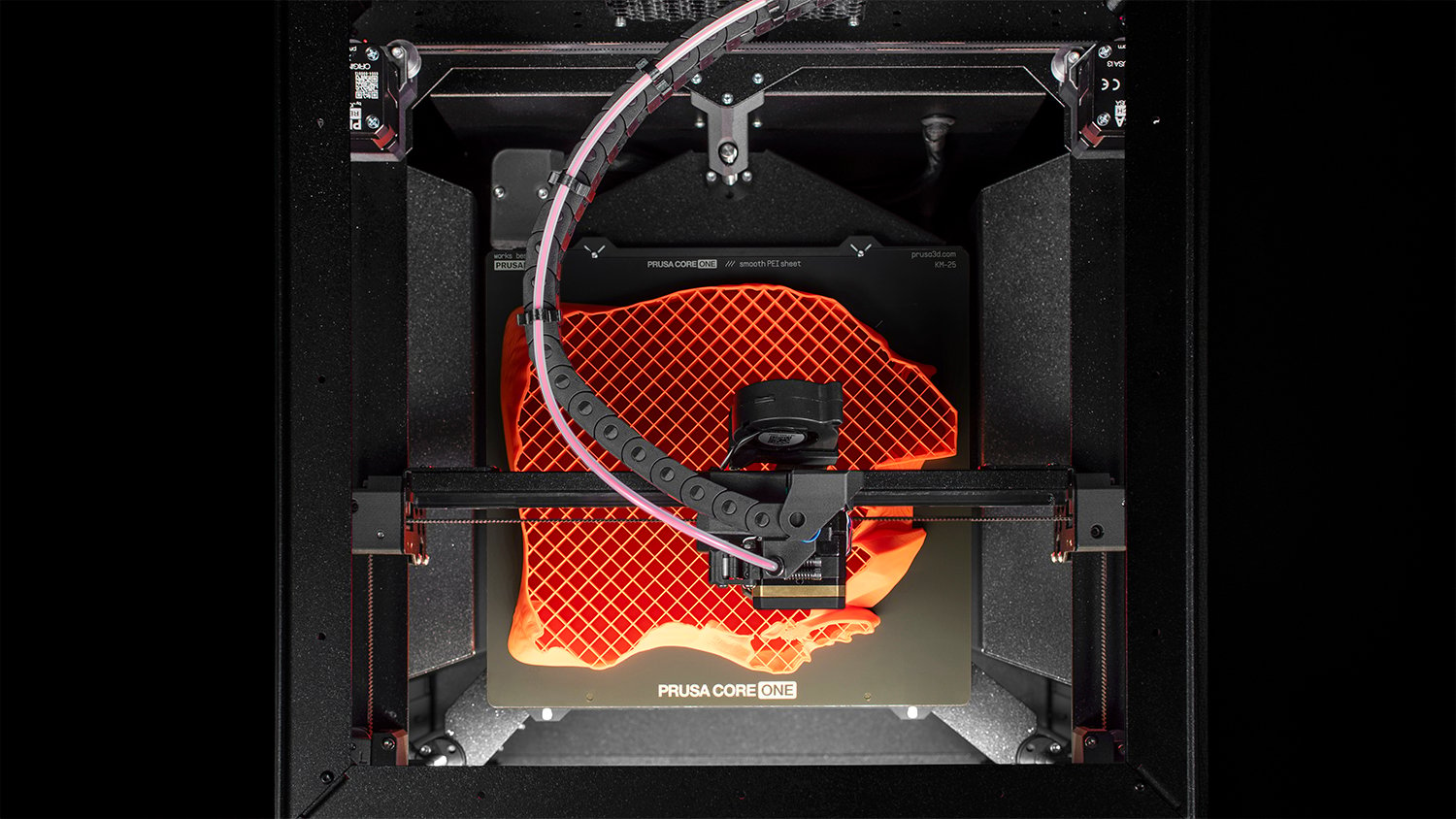
A sua câmara fechada, que pode atingir até 55 °C, conta com controlo ativo de temperatura, garantindo uma impressão de alta qualidade numa ampla gama de materiais – desde PLA e PETG (mesmo com a porta fechada) até materiais mais exigentes como ASA, PC e Nylon.

✔ Qualidade de impressão excecional graças ao Nextruder ⚙️
Com os nossos perfis de impressão otimizados internamente, focados na qualidade, pode ter a certeza de que os seus modelos terão dimensões precisas e corresponderão exatamente ao design original.
A CORE One tira partido do Nextruder melhorado, com arrefecimento a 360°, permitindo a impressão perfeita de salientes até 75°, reduzindo tempo e desperdício de material. 🚀🎨
A CORE One é rápida com qualquer filamento, não apenas com materiais especializados de “alta velocidade”.
✔ Imprima com qualquer PLA, PETG ou materiais avançados – sem limitações!
✔ Arquitetura CoreXY robusta, bocal de alto fluxo, Input Shaper e perfis otimizados de fábrica para 200+ filamentos.
✔ A impressora mais rápida da Prusa até agora, mantendo sempre qualidade impecável, sem sacrificar detalhes para ganhar tempo. 🚀🔥
✔ O ajuste perfeito para qualquer casa, local de trabalho ou farm de impressão!
A Prusa CORE One ocupa 50% menos espaço do que a MK4S dentro de uma câmara fechada, mas oferece um aumento de 30% no volume de impressão.
Na nossa farm de impressão com mais de 600 máquinas, a eficiência do espaço é essencial. Com o design compacto e otimizado da CORE One, conseguimos acomodar ainda mais impressoras no mesmo espaço e aumentar a produção! 🚀🖨️

✔ Imprima modelos funcionais duráveis com facilidade e sem warping!
A câmara fechada foi projetada para ser o mais compacta possível, com reentrâncias estrategicamente colocadas para minimizar o volume interno.
Isto permite que a temperatura interna atinja rapidamente até 55°C, possibilitando a impressão de materiais exigentes como:
✅ ASA
✅ ABS
✅ PC (Policarbonato)
✅ PA (Nylon)
✅ Outros materiais avançados
Além disso, o sistema de ventilação automático e o controlo ativo de temperatura garantem uma impressão perfeita de PLA, mesmo com a porta completamente fechada! 🚀🔥
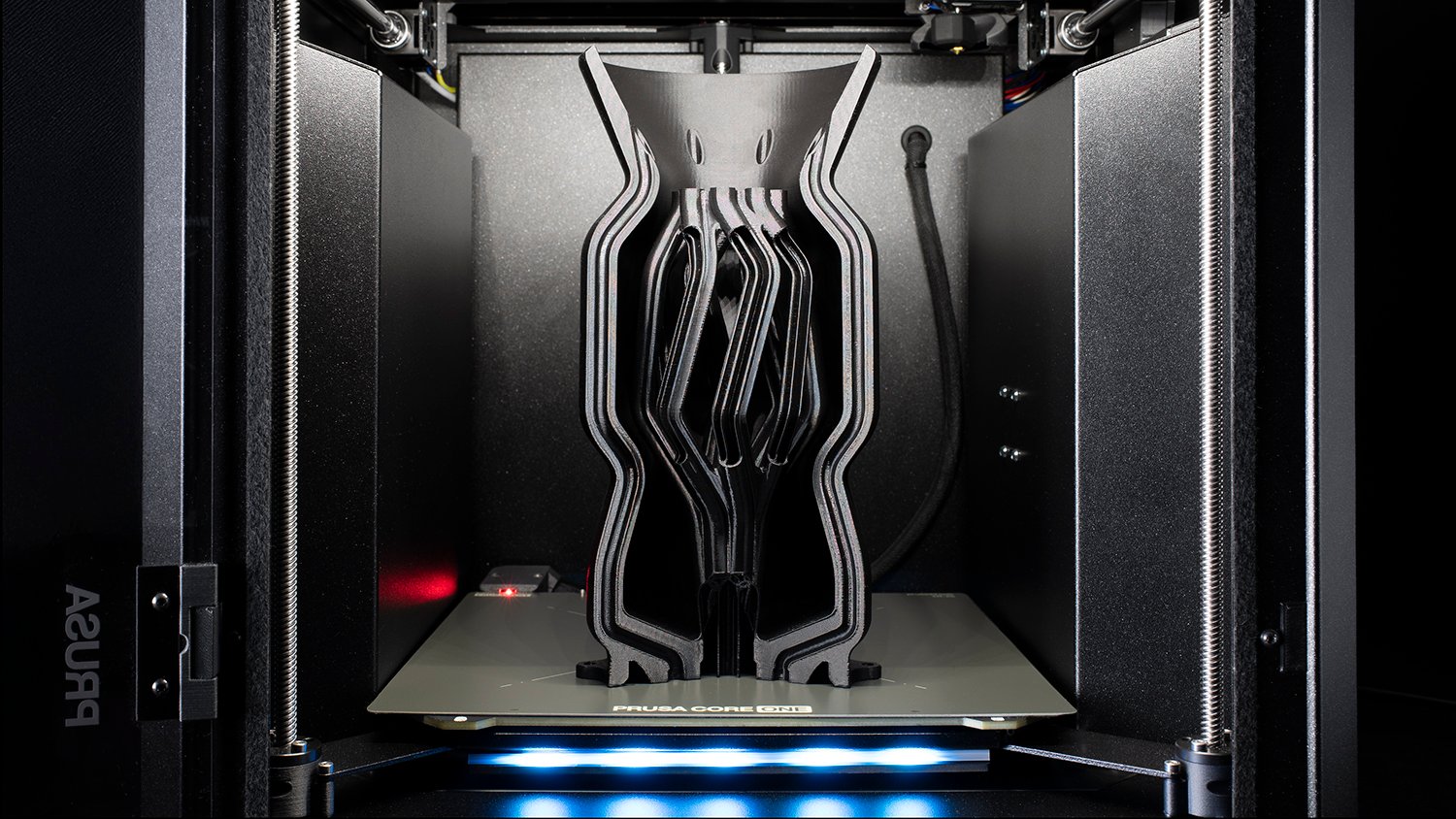
✔ Design que não só funciona perfeitamente, como também tem um aspeto premium!
A Prusa CORE One foi construída com um exoesqueleto totalmente em aço, onde a estrutura fechada não é apenas um complemento, mas sim uma parte essencial da impressora.
🔹 Máxima estabilidade e rigidez, garantindo impressões precisas e sem vibrações
🔹 Fácil manutenção – todas as peças podem ser desmontadas com uma simples chave de fendas
🔹 Disponibilidade de peças de substituição por vários anos – porque confiamos na longevidade dos nossos produtos
Uma impressora construída para durar e facilitar a manutenção, sem complicações! 🔧🚀
✔ Tudo o que precisa, num só ecossistema
Ao adquirir a Prusa CORE One, não está apenas a comprar uma impressora – está a ter acesso a uma experiência completa:
🔹 Biblioteca gratuita de modelos 3D com milhares de opções
🔹 Software intuitivo e fácil de usar para fatiamento e gestão de impressões
🔹 Gestão remota e app móvel nativa para controlo total da impressora
🔹 Materiais premium para garantir a melhor qualidade de impressão
Tudo pronto para uma experiência de impressão simples, eficiente e sem complicações!
Não precisa de ser designer para tirar partido da sua impressora 3D!
✔ Aceda a centenas de milhares de modelos 3D gratuitos com apenas um clique!
✔ Printables.com está em constante crescimento, oferecendo modelos incríveis criados por designers talentosos.
✔ Encontre acessórios oficiais para diversos produtos através do Printables Brands.
✔ Envie modelos diretamente do Printables.com para o PrusaSlicer com um único clique!
Descubra, imprima e crie sem limites! 🚀🎭
O PrusaSlicer é uma ferramenta open-source, completa e constantemente atualizada, projetada para oferecer a melhor experiência de impressão 3D.
✔ Perfis oficiais de impressoras e materiais – mais de 200 perfis testados internamente para garantir resultados perfeitos.
✔ Modo simples e avançado – ideal para iniciantes e profissionais.
✔ Perfis predefinidos otimizados – fatie a maioria dos modelos com um único clique.
✔ Baseado no Slic3r de Alessandro Ranellucci, mantendo a inovação e o compromisso com a comunidade.
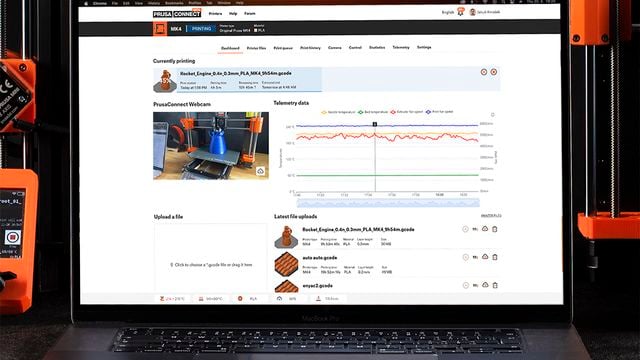
O Prusa Connect é o nosso software de gestão remota de impressão, desenvolvido internamente para tornar a sua experiência de impressão ainda mais simples e segura.
✔ Totalmente integrado com o PrusaSlicer – envie ficheiros para a CORE One com rapidez.
✔ Agendamento de tarefas – organize as suas impressões de forma eficiente.
✔ Monitorização remota – acompanhe o estado da sua impressora onde quer que esteja.
✔ Plataforma em constante evolução – novas funcionalidades são adicionadas regularmente.

A nova Prusa App oferece uma visão completa da sua impressora 3D a qualquer momento e em qualquer lugar.
✔ Interface simples e intuitiva – sem anúncios, pontos ou funcionalidades desnecessárias.
✔ Integração total com Printables – envie G-codes prontos diretamente para a impressora, sem necessidade de fatiamento extra!
✔ Monitorização e controlo remoto – acompanhe e gerencie suas impressões de forma conveniente.

Não estávamos satisfeitos com a qualidade dos filamentos disponíveis no mercado... então decidimos fabricar os nossos próprios!
✔ Precisão de fabrico de topo – garantimos tolerâncias rigorosas para impressões consistentes.
✔ Cores perfeitas e consistentes – cada bobina mantém uma uniformidade impecável.
✔ Ampla variedade de materiais – desde PLA a PCCF (Policarbonato com Fibra de Carbono).
✔ Perfis otimizados e testados internamente no PrusaSlicer, garantindo os melhores resultados possíveis.

A Prusa CORE One vem equipada com um porta LAN e um módulo Wi-Fi destacável (a configuração Wi-Fi pode ser feita com um simples toque NFC).
✔ Integração total com Prusa Connect e Prusa App – acompanhe e controle a sua impressora remotamente.
✔ Modo offline completo – a impressora pode ser utilizada sem necessidade de ligação à internet, sem qualquer limitação.
✔ Atualização fácil do firmware – pode ser feita diretamente a partir de uma pen USB, sem necessidade de ligação à rede.
✔ Compatível com a MMU3
A CORE One é totalmente compatível com a MMU3, o módulo de múltiplos materiais que permite a impressão rápida e eficiente com até cinco filamentos simultaneamente.
✅ Imprima objetos coloridos e complexos sem esforço
✅ Menos desperdício de filamento – utilize todo o material sem descartes desnecessários
✅ Mudança de filamento otimizada – tecnologia de retração inovadora
✅ Torre de limpeza compacta – todo o resíduo é depositado num único bloco organizado
Com a MMU3, pode dar vida às suas criações sem complicações e com máxima eficiência! 🚀🎨



✔ Projetada para Modders e Criativos
A Prusa CORE One foi desenvolvida para quem gosta de customizar e modificar as suas impressoras.
🔹 Sem peças coladas – tudo pode ser desmontado facilmente com um simples conjunto de chaves de fendas.
🔹 Espaço de sobra para mods e criatividade – crie suportes magnéticos, organizadores ou qualquer outra ideia para personalizar a sua impressora.
✔ O software e firmware são open-source, disponíveis no GitHub.com.
✔ Faça melhorias, crie novas funcionalidades e contribua para o desenvolvimento da impressora.
✔ A Prusa Research colabora frequentemente com a comunidade, então as suas ideias podem tornar-se funcionalidades oficiais!
Se não quiser mexer no código, pode sempre modificar as peças impressas da impressora – há infinitas possibilidades para personalizar a sua CORE One! 🚀✨

A CORE One pode ser ampliada com acessórios úteis para melhorar ainda mais a sua experiência de impressão.
✔ Câmara USB-C opcional 🎥 – monitorize as suas impressões remotamente com facilidade.
✔ Acelerómetro para calibração do Input Shaper 📊 – ajuste perfis de impressão em impressoras modificadas.
✔ GPIO Hackerboard 🖥️ – um acessório para entusiastas que permite controlar dispositivos externos através de comandos G-Code.
✔ Filtros, drybox e mais novidades a caminho! 🏗️ – estamos a preparar dois tipos diferentes de filtração, uma caixa de secagem de filamento e outras melhorias.
A CORE One pode ser equipada com uma câmara opcional de alta resolução para monitorização remota das impressões.
✔ Ligação via USB-C diretamente à motherboard
✔ Requer uma conexão Wi-Fi ativa para funcionamento 📡
✔ Monitorize as suas impressões de qualquer lugar 🌍
📢 Disponibilidade: A câmara está prevista para ser lançada ao mesmo tempo que a Prusa CORE One. Se encomendar a impressora antes da câmara estar disponível, poderá editar a sua encomenda e adicioná-la posteriormente! 🚀🎥

O módulo GPIO é um acessório opcional projetado para utilizadores avançados que tenham conhecimentos básicos de programação e soldadura.
✔ Permite controlar e receber sinais de dispositivos externos através de pinos GPIO e comandos G-Code
✔ Possibilidades ilimitadas – controle LEDs, acione câmaras DSLR remotamente 📸, e muito mais
✔ Expanda a funcionalidade da sua CORE One e personalize a sua experiência de impressão
🔧 Se gosta de experimentar e inovar, este módulo é para si! 🚀
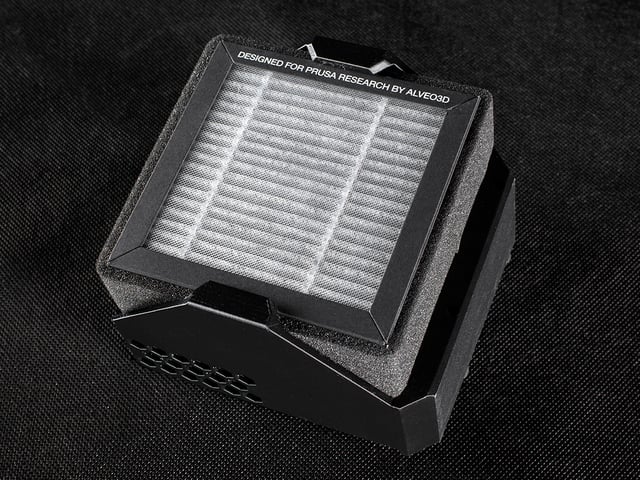
Estudos indicam que a maioria dos materiais de impressão 3D é segura, mas decidimos elevar a proteção a outro nível.
✔ Filtragem eficaz para materiais que geram partículas ultrafinas e fumos, como ASA
✔ Menos partículas e menos odor no ar para um ambiente de impressão mais seguro
✔ Acessório opcional para quem deseja uma solução avançada de filtragem
📢 Disponibilidade: O Sistema de Filtragem Avançado será lançado ao mesmo tempo que a Prusa CORE One. Se encomendar a impressora antes, poderá editar a sua encomenda e adicioná-lo assim que estiver disponível! 🚀✨
✔ Compatibilidade Total com Versões Anteriores
Ao comprar a CORE One, está a investir numa plataforma em constante evolução, e não numa máquina que precisará de substituir dentro de um ou dois anos.
🔹 Impressoras Prusa são conhecidas pela sua fiabilidade, durabilidade e longa vida útil
🔹 Suporte contínuo com atualizações regulares de firmware e hardware, expandindo as capacidades da impressora mesmo anos após o lançamento
🔹 Quando um novo modelo é lançado, disponibilizamos kits de atualização para que possa modernizar a sua máquina sem precisar de comprar uma nova
✔ Se já possui uma MK4/S, pode reutilizar vários acessórios, como:
🔹 Folhas de impressão
🔹 Bocais
🔹 Hotends
A CORE One partilha muitas peças testadas e comprovadas da MK4S, e por isso oferecemos um kit de conversão prático, permitindo uma transição suave e económica para a nova geração de impressão 3D.

A Prusament Resin Flex Gingiva Mask é uma resina de alta qualidade desenvolvida para a impressão de máscaras gengivais flexíveis. Oferece uma flexibilidade semelhante à gengiva e uma cor de aspeto natural, além de tempos de exposição excecionalmente curtos, alta resolução, baixa contração, baixa viscosidade e aderência perfeita à plataforma, garantindo um desempenho de impressão elevado e fiável.
Estas propriedades fazem desta resina a escolha ideal para modelos dentários ou a impressão de modelos anatómicos de tecidos moles.

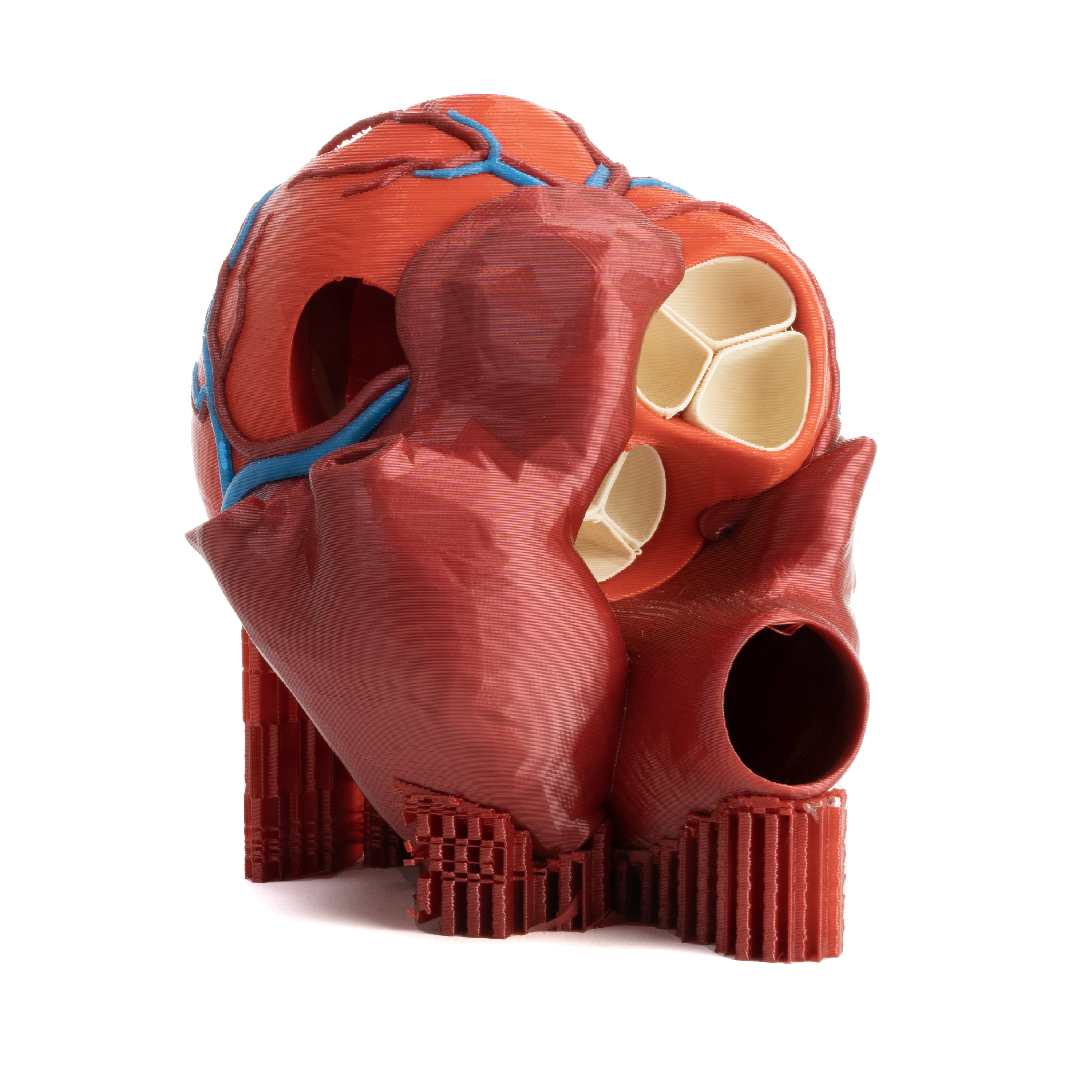
A resina imita as propriedades visuais e mecânicas dos tecidos moles, como órgãos, pele e tendões. Graças ao seu fácil processamento, baixa viscosidade e odor reduzido, é ideal para a impressão de modelos educativos e ferramentas para prática e planeamento cirúrgico.

A resina imita as propriedades visuais e mecânicas dos tecidos moles, como órgãos, pele e tendões. Graças ao seu fácil processamento, baixa viscosidade e odor reduzido, é ideal para a impressão de modelos educativos e ferramentas para prática e planeamento cirúrgico.

Ao misturar a Prusament Resin Flex Gingiva Mask com a Prusament Resin Flex Anatomic Red, os utilizadores podem ajustar o tom de rosa para replicar com maior precisão a cor de órgãos específicos. Esta técnica melhora a precisão e o realismo de modelos médicos e ferramentas educativas, sendo essencial para uma representação anatómica mais fiel.
Embora a Prusament Resin seja totalmente compatível com impressoras MSLA de terceiros, foi especialmente desenvolvida para a Original Prusa Medical One e a SL1S SPEED, garantindo os melhores resultados no menor tempo possível de impressão!
Graças ao ecrã monocromático, à potente fonte de luz UV e ao rápido mecanismo de inclinação, é possível imprimir com um tempo de exposição por camada tão curto quanto 3 segundos.
Antes de começar a utilizar a Prusament Resin, não se esqueça de ler a Ficha de Dados de Segurança do Material (MSDS) disponível em prusament.com. Aqui estão algumas dicas essenciais para facilitar o seu trabalho com resina. 😉
Se quiser saber mais sobre as características da Prusament Resin, visite a secção de resinas em prusament.com. Acreditamos que a nossa resina o ajudará a criar impressões incríveis e mal podemos esperar para ver as suas grandes ideias! 🚀
Safety Data Sheet 490KB
Technical Data Sheet 3MB
A Prusament Resin Flex Anatomic Red é uma resina de alta qualidade desenvolvida para a impressão de modelos de tecidos moles flexíveis. Oferece flexibilidade e uma cor de aspeto natural, tempos de exposição excecionalmente curtos, alta resolução, baixa contração, baixa viscosidade e uma excelente aderência à plataforma, garantindo um desempenho de impressão elevado e fiável. Estas características tornam-na a escolha ideal para a impressão de modelos anatómicos destinados à educação, prática cirúrgica e ferramentas de planeamento.
A resina imita as propriedades visuais e mecânicas dos tecidos moles, como órgãos, pele e tendões. Graças ao seu fácil processamento, baixa viscosidade e odor reduzido, é ideal para a impressão de modelos educativos e ferramentas para prática e planeamento cirúrgico.

A resina imita as propriedades visuais e mecânicas da gengiva, sendo, por isso, adequada para a impressão de máscaras gengivais e modelos de gengivas na área da odontologia. Este produto pode ser utilizado em conjunto com a Prusament Resin Model para a modelação de tecidos duros.
Ao misturar a Prusament Resin Flex Gingiva Mask com a Prusament Resin Flex Anatomic Red, os utilizadores podem ajustar o tom de rosa para replicar com maior precisão a cor de órgãos específicos. Esta técnica melhora a precisão e o realismo de modelos médicos e ferramentas educativas, sendo essencial para uma representação anatómica mais fiel.
Embora a Prusament Resin seja totalmente compatível com impressoras MSLA de terceiros, foi especialmente desenvolvida para a Original Prusa Medical One e a SL1S SPEED, garantindo os melhores resultados no menor tempo possível de impressão!
Graças ao ecrã monocromático, à potente fonte de luz UV e ao rápido mecanismo de inclinação, é possível imprimir com um tempo de exposição por camada tão curto quanto 3 segundos.
Antes de começar a utilizar a Prusament Resin, não se esqueça de ler a Ficha de Dados de Segurança do Material (MSDS) disponível em prusament.com. Aqui estão algumas dicas essenciais para facilitar o seu trabalho com resina. 😉
Se quiser saber mais sobre as características da Prusament Resin, visite a secção de resinas em prusament.com. Acreditamos que a nossa resina o ajudará a criar impressões incríveis e mal podemos esperar para ver as suas grandes ideias! 🚀
Safety Data Sheet 490KB
Technical Data Sheet 3MB
Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!
Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!
Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!
































