


Fiberon™ PA6-GF25 é um filamento de PA6 (Nylon 6) reforçado com fibra de vidro. Este material apresenta excelentes propriedades térmicas e mecânicas sem comprometer a adesão entre camadas.
Anteriormente conhecido como PolyMide PA6-GF.
Densidade: 1,2 g/cm³
Extrusão direta (Direct Drive):



Não encontras o perfil para a tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
[Descarregar informação do produto]

500g- Rolo
Fiberon PA6-GF25- Grey
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
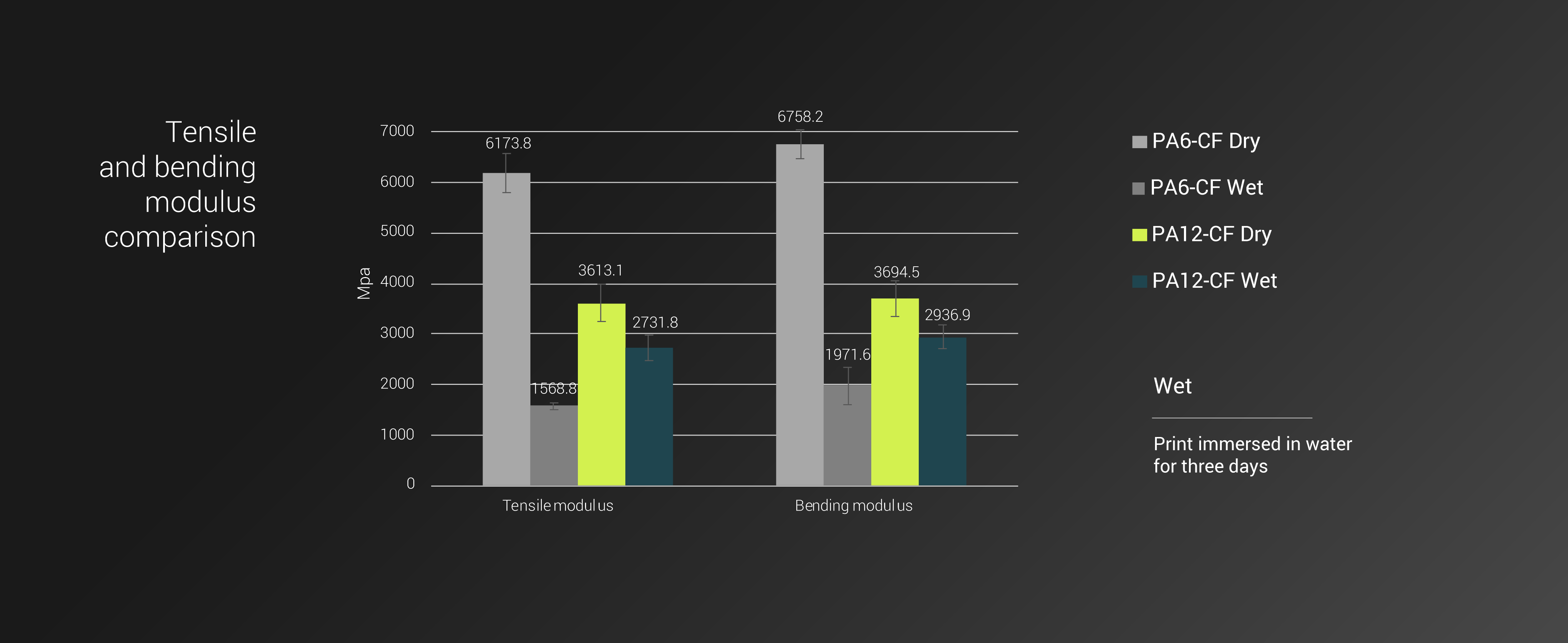
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
500g- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA612-CF15 é um filamento à base de copoli-imida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este material possui uma menor sensibilidade à humidade comparativamente aos materiais à base de PA6/66 e PA6, apresentando também melhores propriedades mecânicas do que os materiais à base de PA12. Além disso, o reforço com fibra de carbono e a tecnologia Warpfree™ melhoram significativamente a estabilidade dimensional das impressões realizadas com este filamento.
O Fiberon™ PA612-CF15 utiliza a mesma fórmula comprovada do PolyMide PA612-CF, embora o Fiberon™ PA612-CF15 possa imprimir num tom de preto ligeiramente mais escuro do que o seu antecessor.
Densidade: 1,03 g/cm³
Requisitos de Impressão
Temperatura do extrusor: 250˚C - 300˚C
Temperatura da mesa (build plate): 40˚C - 50˚C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: DESLIGADA
Extrusão direta (Direct Drive):
Distância de retração: 3 mm
Velocidade de retração: 40 mm/s
Extrusão indireta (Bowden):
Distância de retração: 6 mm
Velocidade de retração: 60 mm/s
Forno convencional: 100˚C durante 10h
PolyDryer™: Nível 3 durante 18h
100˚C durante 16h
Não encontra o perfil para a sua impressora? Junte-se ao nosso Discord e veja se a comunidade já criou um!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que as poliamidas (nylons) são higroscópicas. Podes acelerar este processo mantendo a peça num ambiente com humidade elevada ou submergindo-a em água durante 48 horas. Todos os nossos testes foram realizados com peças sujeitas a tratamento térmico a 100˚C durante 16 horas, e posteriormente submersas em água a 60˚C durante 48 horas. O teor médio de humidade das peças após este processo é de 2,57%.
Ao realizar o tratamento térmico num forno de convecção, a peça ficará seca. Portanto, se fizeres o condicionamento antes do tratamento térmico, terás de repetir o condicionamento depois. Recomendamos, assim, fazer o condicionamento por humidade apenas após o tratamento térmico.
Os nossos nylons incluem a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, é feito o tratamento térmico para garantir a resistência máxima da peça.
Sabe mais AQUI.
Sim! Redesenhámos as bordas das nossas bobinas, por isso todos os produtos Polymaker funcionam perfeitamente na AMS.
Ainda assim, deves ter atenção extra quando utilizares materiais abrasivos na AMS.
Infelizmente não disponibilizamos bobinas Fiberon™ de 1 kg. Isto deve-se ao risco acrescido de quebra do filamento de fibra de carbono e fibra de vidro quando armazenado em bobinas maiores.
Uma vez que estes filamentos são mais frágeis, utilizamos uma bobina com núcleo maior. Este núcleo maior significa que 1 kg de filamento não caberia numa bobina típica de 1 kg.
500g- Rolo
Fiberon PA612-CF15 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão



O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)

Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):

Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
3kg- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PA6-GF25 é um filamento de PA6 (Nylon 6) reforçado com fibra de vidro. Este material apresenta excelentes propriedades térmicas e mecânicas sem comprometer a adesão entre camadas.
Anteriormente conhecido como PolyMide PA6-GF.
Densidade: 1,2 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil para a tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
[Descarregar informação do produto]
3kg- Rolo
Fiberon PA6-GF25- Grey
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
3kg- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Panchroma™ Celestial é uma cor pastel deslumbrante com pó de brilho que cintila através da translucidez do material.
Densidade: 1,19 g/cm³
Requisitos de Impressão
Nenhum! Este material imprime na perfeição em qualquer impressora 3D de origem!
Apenas será recomendável imprimir mais devagar em impressoras de origem mais antigas.
É necessário utilizar um bico com diâmetro ≥ 0,4 mm.

Temperatura de Impressão: 190 ˚C – 230 ˚C
Temperatura da Mesa: 25 ˚C – 60 ˚C
Velocidade de Impressão: até 200 mm/s
Ventoinha: LIGADA
Extrusor Direct Drive:
– Distância de Retração: 1 mm
– Velocidade de Retração: 20 mm/s
Extrusor Bowden (Indirect Drive):
– Distância de Retração: 3 mm
– Velocidade de Retração: 40 mm/s
Configuração para Secagem: 55 ˚C durante 6 horas
(Apenas se o material tiver absorvido humidade)
Não encontras o perfil que procuras?
Junta-te ao nosso Discord super ativo, onde milhares de membros podem já ter criado o perfil que precisas!
Resposta curta: SIM.
Embora a gama de cores Panchroma™ Galaxy contenha purpurinas reais que podem aumentar o risco de entupimento num bico de 0,4 mm, o Panchroma™ Celestial utiliza um pó muito fino que cria o efeito cintilante.
Este pó não aumenta o risco de entupimento num bico de 0,4 mm e não é abrasivo.
Nota: Alguns utilizadores até imprimiram com sucesso com um bico de 0,2 mm!
Infelizmente, não temos dados que confirmem se este material é seguro para contacto com alimentos.
De momento, nenhum material de impressão 3D no mercado é certificado pela FDA como seguro para alimentos.
Isto porque, para ser considerado seguro, não basta o material — o próprio objeto impresso teria de ser certificado, tendo em conta a sua forma, o tipo de cama utilizada, o ambiente em que foi produzido, entre outros fatores.
Atualmente, não existe nenhuma certificação real da FDA para impressão 3D.
Sim!
Todas as bobinas Panchroma™ têm agora arestas reforçadas, garantindo uma rotação suave no sistema AMS.
De momento não.
Lamentamos, mas ainda não vendemos recargas deste material.
Infelizmente, não existe atualmente uma boa solução para reciclagem de PLA.
As bobinas de cartão são biodegradáveis, mas o próprio PLA ainda não tem um método de reciclagem eficaz disponível.
Panchroma™ é uma nova família de compostos poliméricos com base em PLA, desenvolvida para proporcionar o melhor equilíbrio entre qualidade estética e facilidade de impressão.
Cada formulação é ajustada especificamente para cada cor ou acabamento de superfície.
São materiais fiáveis e compatíveis com qualquer impressora FFF/FDM que utilize definições típicas de PLA.
Todos os produtos Panchroma™ são base PLA, exceto os que estão indicados como “experimentais”.
Sim! Este material mistura-se perfeitamente com todos os outros efeitos Panchroma™, exceto os que estão indicados como “experimentais”.
1kg - Rolo
Panchroma Celestial - Purple
1.75mm (+-0.05mm) - Espessura
190º a 230º - Temp. recomendada do Hotend
25º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
Panchroma™ Celestial é uma cor pastel deslumbrante com pó de brilho que cintila através da translucidez do material.
Densidade: 1,19 g/cm³
Requisitos de Impressão
Nenhum! Este material imprime na perfeição em qualquer impressora 3D de origem!
Apenas será recomendável imprimir mais devagar em impressoras de origem mais antigas.
É necessário utilizar um bico com diâmetro ≥ 0,4 mm.
Temperatura de Impressão: 190 ˚C – 230 ˚C
Temperatura da Mesa: 25 ˚C – 60 ˚C
Velocidade de Impressão: até 200 mm/s
Ventoinha: LIGADA
Extrusor Direct Drive:
– Distância de Retração: 1 mm
– Velocidade de Retração: 20 mm/s
Extrusor Bowden (Indirect Drive):
– Distância de Retração: 3 mm
– Velocidade de Retração: 40 mm/s
Configuração para Secagem: 55 ˚C durante 6 horas
(Apenas se o material tiver absorvido humidade)
Não encontras o perfil que procuras?
Junta-te ao nosso Discord super ativo, onde milhares de membros podem já ter criado o perfil que precisas!
Resposta curta: SIM.
Embora a gama de cores Panchroma™ Galaxy contenha purpurinas reais que podem aumentar o risco de entupimento num bico de 0,4 mm, o Panchroma™ Celestial utiliza um pó muito fino que cria o efeito cintilante.
Este pó não aumenta o risco de entupimento num bico de 0,4 mm e não é abrasivo.
Nota: Alguns utilizadores até imprimiram com sucesso com um bico de 0,2 mm!
Infelizmente, não temos dados que confirmem se este material é seguro para contacto com alimentos.
De momento, nenhum material de impressão 3D no mercado é certificado pela FDA como seguro para alimentos.
Isto porque, para ser considerado seguro, não basta o material — o próprio objeto impresso teria de ser certificado, tendo em conta a sua forma, o tipo de cama utilizada, o ambiente em que foi produzido, entre outros fatores.
Atualmente, não existe nenhuma certificação real da FDA para impressão 3D.
Sim!
Todas as bobinas Panchroma™ têm agora arestas reforçadas, garantindo uma rotação suave no sistema AMS.
De momento não.
Lamentamos, mas ainda não vendemos recargas deste material.
Infelizmente, não existe atualmente uma boa solução para reciclagem de PLA.
As bobinas de cartão são biodegradáveis, mas o próprio PLA ainda não tem um método de reciclagem eficaz disponível.
Panchroma™ é uma nova família de compostos poliméricos com base em PLA, desenvolvida para proporcionar o melhor equilíbrio entre qualidade estética e facilidade de impressão.
Cada formulação é ajustada especificamente para cada cor ou acabamento de superfície.
São materiais fiáveis e compatíveis com qualquer impressora FFF/FDM que utilize definições típicas de PLA.
Todos os produtos Panchroma™ são base PLA, exceto os que estão indicados como “experimentais”.
Sim! Este material mistura-se perfeitamente com todos os outros efeitos Panchroma™, exceto os que estão indicados como “experimentais”.
1kg - Rolo
Panchroma Celestial - Green
1.75mm (+-0.05mm) - Espessura
190º a 230º - Temp. recomendada do Hotend
25º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
Panchroma™ Celestial é uma cor pastel deslumbrante com pó de brilho que cintila através da translucidez do material.
Densidade: 1,19 g/cm³
Requisitos de Impressão
Nenhum! Este material imprime na perfeição em qualquer impressora 3D de origem!
Apenas será recomendável imprimir mais devagar em impressoras de origem mais antigas.
É necessário utilizar um bico com diâmetro ≥ 0,4 mm.
Temperatura de Impressão: 190 ˚C – 230 ˚C
Temperatura da Mesa: 25 ˚C – 60 ˚C
Velocidade de Impressão: até 200 mm/s
Ventoinha: LIGADA
Extrusor Direct Drive:
– Distância de Retração: 1 mm
– Velocidade de Retração: 20 mm/s
Extrusor Bowden (Indirect Drive):
– Distância de Retração: 3 mm
– Velocidade de Retração: 40 mm/s
Configuração para Secagem: 55 ˚C durante 6 horas
(Apenas se o material tiver absorvido humidade)
Não encontras o perfil que procuras?
Junta-te ao nosso Discord super ativo, onde milhares de membros podem já ter criado o perfil que precisas!
Resposta curta: SIM.
Embora a gama de cores Panchroma™ Galaxy contenha purpurinas reais que podem aumentar o risco de entupimento num bico de 0,4 mm, o Panchroma™ Celestial utiliza um pó muito fino que cria o efeito cintilante.
Este pó não aumenta o risco de entupimento num bico de 0,4 mm e não é abrasivo.
Nota: Alguns utilizadores até imprimiram com sucesso com um bico de 0,2 mm!
Infelizmente, não temos dados que confirmem se este material é seguro para contacto com alimentos.
De momento, nenhum material de impressão 3D no mercado é certificado pela FDA como seguro para alimentos.
Isto porque, para ser considerado seguro, não basta o material — o próprio objeto impresso teria de ser certificado, tendo em conta a sua forma, o tipo de cama utilizada, o ambiente em que foi produzido, entre outros fatores.
Atualmente, não existe nenhuma certificação real da FDA para impressão 3D.
Sim!
Todas as bobinas Panchroma™ têm agora arestas reforçadas, garantindo uma rotação suave no sistema AMS.
De momento não.
Lamentamos, mas ainda não vendemos recargas deste material.
Infelizmente, não existe atualmente uma boa solução para reciclagem de PLA.
As bobinas de cartão são biodegradáveis, mas o próprio PLA ainda não tem um método de reciclagem eficaz disponível.
Panchroma™ é uma nova família de compostos poliméricos com base em PLA, desenvolvida para proporcionar o melhor equilíbrio entre qualidade estética e facilidade de impressão.
Cada formulação é ajustada especificamente para cada cor ou acabamento de superfície.
São materiais fiáveis e compatíveis com qualquer impressora FFF/FDM que utilize definições típicas de PLA.
Todos os produtos Panchroma™ são base PLA, exceto os que estão indicados como “experimentais”.
Sim! Este material mistura-se perfeitamente com todos os outros efeitos Panchroma™, exceto os que estão indicados como “experimentais”.
1kg - Rolo
Panchroma Celestial - Blue
1.75mm (+-0.05mm) - Espessura
190º a 230º - Temp. recomendada do Hotend
25º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
O Panchroma™ Satin é um filamento de impressão 3D feito de bioplástico avançado, desenvolvido para ser a nova geração de PLA. Este material foi criado para oferecer:
✔ Facilidade de uso
✔ Alta qualidade de impressão
✔ Velocidade e fiabilidade
🔹 Anteriormente conhecido como PolyTerra™ PLA+.

✅ Extrusor Direto (Direct Drive):
✅ Extrusor Bowden (Indirect Drive):
❌ Não! É exatamente o mesmo material, apenas com um novo nome de família de produtos.
⚠ Não há dados que comprovem que este material seja seguro para alimentos.
✅ Sim! Todas as bobinas Panchroma™ agora possuem bordas reforçadas, garantindo um bom desempenho no AMS.
❌ Não. De momento, não vendemos recargas deste material.
⚠ Não há uma solução eficiente para reciclar PLA neste momento.
✅ No entanto, as bobinas de cartão são biodegradáveis.
Panchroma™ é uma nova linha de polímeros desenvolvidos com compostos à base de PLA.
✅ Sim! O Panchroma™ Satin pode ser combinado com todos os outros efeitos Panchroma™, exceto os "experimentais".
✅ Nenhum! Funciona bem em qualquer impressora 3D padrão.
⚠ Impressoras mais antigas ou padrão – Recomenda-se imprimir a uma velocidade mais baixa para melhores resultados.
1kg - Rolo
Panchroma Satin - Black
1.75mm (+-0.05mm) - Espessura
190º a 230º - Temp. recomendada do Hotend
25º a 60º - Temp. recomendada da Heated bed
Muito Fácil - Facilidade de Impressão
































