
Fiberon™ PET-CF17 é um filamento de PET (polietileno tereftalato) reforçado com 17% de fibra de carbono. É a escolha preferida para impressão 3D de materiais compósitos de engenharia, oferecendo elevado módulo de elasticidade, resistência ao calor, insensibilidade à humidade e facilidade de impressão.
Densidade: 1,34 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:

Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Mais informações e dicas sobre recozimento disponíveis na aba de FAQ.
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já criou um!
Podes saber mais sobre o processo de recozimento AQUI.
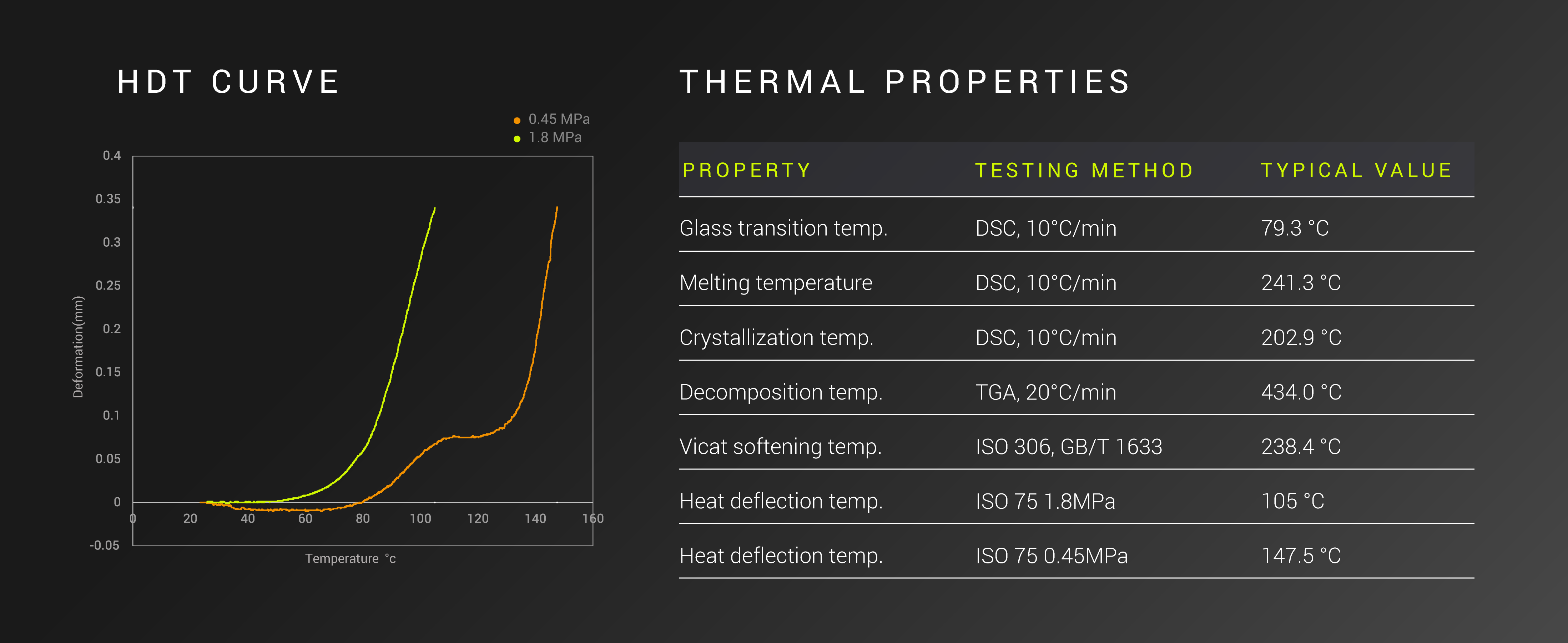
O recozimento melhora significativamente a resistência térmica do PET-CF17, elevando a temperatura de deflexão térmica (HDT) de cerca de 70 °C para mais de 100 °C.
Contudo, em termos de propriedades mecânicas, o recozimento aumenta sobretudo a rigidez (módulo) do material, sem melhorar a resistência ao impacto nem a adesão entre camadas. Ou seja, o material não se torna mais resistente após o recozimento.
Se a tua peça tiver secções muito finas, o recozimento a 120 °C pode causar deformações. Nestes casos, sugerimos três possíveis soluções:
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
No entanto, deves ter cuidado ao usar materiais abrasivos no AMS.
PET e PETG diferem na estrutura química, nas propriedades, na facilidade de impressão e nas aplicações:
É possível imprimir este material sem um secador de filamento, mas isso depende muito da humidade do ambiente onde estás.
Se vives num clima húmido, pode ser necessário usar um secador durante toda a impressão ou entre impressões.
Guarda sempre o filamento em ambiente seco.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se à maior probabilidade de o filamento de fibra de carbono ou fibra de vidro se partir na bobina, devido à sua maior fragilidade.
Para minimizar este risco, utilizamos uma bobina com núcleo maior — o que faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
500g- Rolo
Fiberon PET-CF17 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PET-CF17 é um filamento de PET (polietileno tereftalato) reforçado com 17% de fibra de carbono. É a escolha preferida para impressão 3D de materiais compósitos de engenharia, oferecendo elevado módulo de elasticidade, resistência ao calor, insensibilidade à humidade e facilidade de impressão.
Densidade: 1,34 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:
Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Mais informações e dicas sobre recozimento disponíveis na aba de FAQ.
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já criou um!
Podes saber mais sobre o processo de recozimento AQUI.
O recozimento melhora significativamente a resistência térmica do PET-CF17, elevando a temperatura de deflexão térmica (HDT) de cerca de 70 °C para mais de 100 °C.
Contudo, em termos de propriedades mecânicas, o recozimento aumenta sobretudo a rigidez (módulo) do material, sem melhorar a resistência ao impacto nem a adesão entre camadas. Ou seja, o material não se torna mais resistente após o recozimento.
Se a tua peça tiver secções muito finas, o recozimento a 120 °C pode causar deformações. Nestes casos, sugerimos três possíveis soluções:
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
No entanto, deves ter cuidado ao usar materiais abrasivos no AMS.
PET e PETG diferem na estrutura química, nas propriedades, na facilidade de impressão e nas aplicações:
É possível imprimir este material sem um secador de filamento, mas isso depende muito da humidade do ambiente onde estás.
Se vives num clima húmido, pode ser necessário usar um secador durante toda a impressão ou entre impressões.
Guarda sempre o filamento em ambiente seco.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se à maior probabilidade de o filamento de fibra de carbono ou fibra de vidro se partir na bobina, devido à sua maior fragilidade.
Para minimizar este risco, utilizamos uma bobina com núcleo maior — o que faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
3kg- Rolo
Fiberon PET-CF17 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

O Bambu PET-CF é uma mistura de PET resistente e fibra de carbono. A fibra de carbono melhora a dureza e a resistência mecânica, ao mesmo tempo que ajuda a manter a baixa deformação e a contração do PET normal. O Bambu PET-CF tem uma excelente resistência a altas temperaturas e um aspeto de brilho suave. A sua excelente resistência, resistência ao calor, estabilidade dimensional e baixa absorção de humidade fazem do Bambu PET-CF a escolha ideal para estruturas de suporte de carga ou impressões utilizadas em ambientes húmidos e com temperaturas elevadas.
Em condições de absorção de água saturada, a resistência e a rigidez do PET-CF têm pequenas perdas, o que o torna adequado para impressões utilizadas em ambientes de humidade elevada.
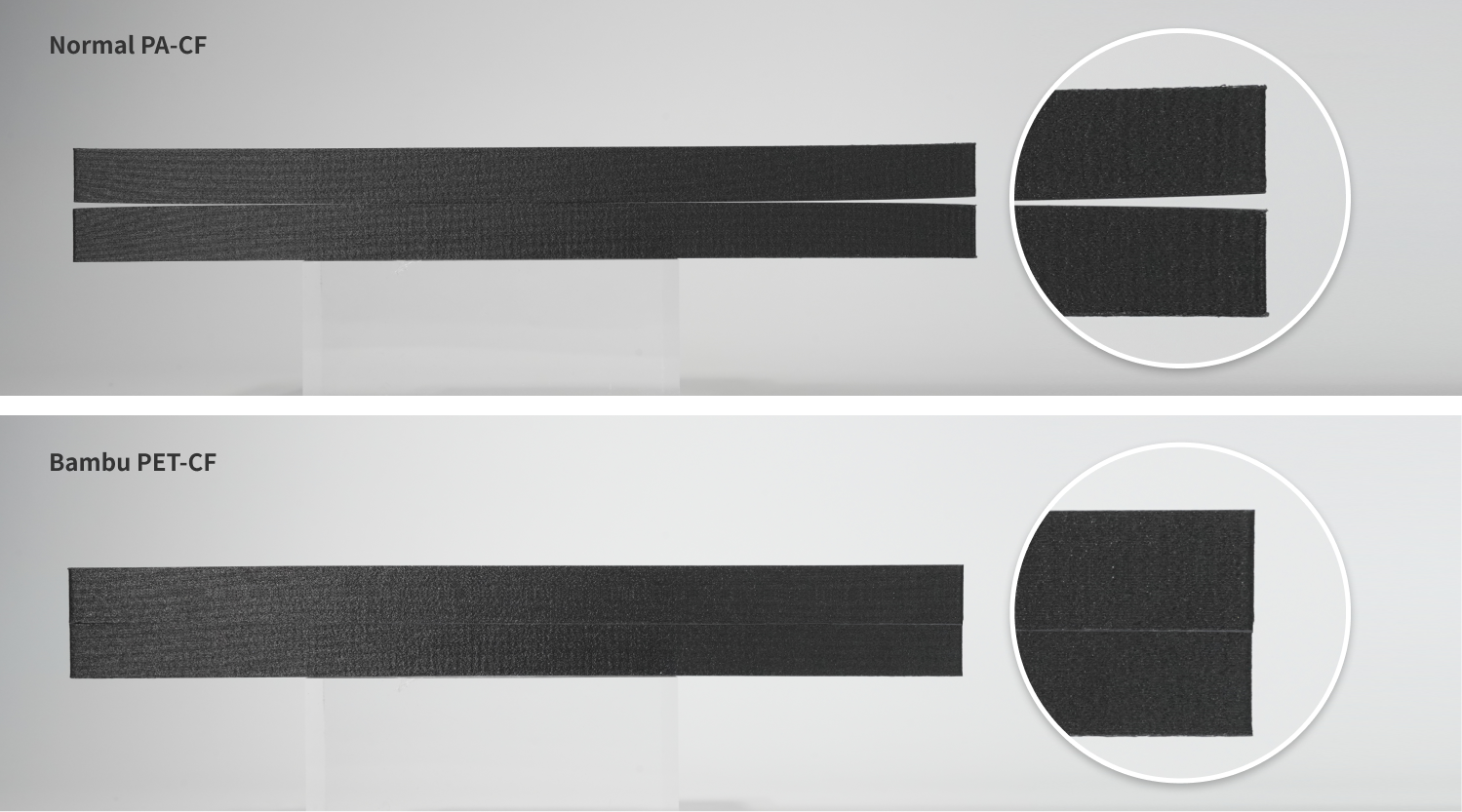
Normal PA-CF
Loading Weight: 1 kg

Bambu PET-CF
Loading Weight: 1 kg

Os modelos de ensaio têm um vão de 220 mm e uma espessura de 3 mm no estado sem carga.
Devido à resistência à fluência e à deformação do PET-CF, as impressões podem alcançar uma excelente precisão de correspondência.

Tamanho do espécime (C*L*A): 95*10*4 mm³
Condições de ensaio: Os espécimes foram colocados numa estufa a 70 °C e 150 °C, respetivamente, durante 0,5 horas.

| Recomendado | Não Recomendado | |
| Build Plate | Engineering Plate, High Temperature Plate or Textured PEI Plate | Cool Plate |
| Hotend | Hardened Steel Nozzle(0.4 / 0.6 / 0.8 mm) | Stainless Steel Nozzle (0.2 / 0.4 mm) |
| Glue | Glue Stick | Bambu Liquid Glue |
A principal diferença entre o PET-CF e o PETG-CF reside no seu material de base. O PETG-CF é um material reforçado fabricado através da adição de fibra de carbono ao tereftalato de polietileno modificado com glicol (PETG), enquanto o PET-CF é o tereftalato de polietileno (PET). A principal diferença é que o "G" em PETG significa glicol. O PETG é uma versão do PET modificada com glicol que contém pequenas quantidades de glicol como co-monómero. A adição de glicol ao PETG reduz a sua cristalinidade e torna-o mais transparente. No entanto, também reduz a sua resistência e rigidez.
O PETG-CF é um material de base versátil, adequado para a impressão de artigos do quotidiano, como peças dobradas, dobradas e móveis, devido à sua excelente resistência e facilidade de impressão. Em contrapartida, o PET-CF contém uma maior quantidade de fibra de carbono e é significativamente mais forte e resistente à temperatura do que o PETG-CF. O PET-CF é um material de engenharia de nível profissional, adequado para utilização em ambientes mais complexos e exigentes.
Devido à sua estabilidade dimensional e menor taxa de absorção de água, o PET-CF é uma melhor escolha do que o nylon para imprimir peças funcionais utilizadas em ambientes de elevada humidade. Além disso, a sua resistência a altas temperaturas e a sua baixa deformação tornam-na adequada para a impressão de peças de montagem mecânica, tais como acessórios e dispositivos automóveis.
| PET-CF | PAHT-CF | |
| Composição | PET, carbon fiber | PA 12 and other long-chain PA, carbon fiber |
| Compatibilidade Hotend | Hardened Steel 0.6 (recommended), 0.4, 0.8 mm | |
| Compatibilidade Build Plate | Engineering Plate, High Temperature Plate, Textured PEI Plate | |
| Cola | Glue Stick / Liquid Glue | Glue Stick |
| Compatibilidade AMS | NO | Yes |
| Velocidade Impressão | < 100 mm/s | < 100 mm/s |
| Dureza (Impact Strength - XY) | 36.0 kJ/m² | 57.5 kJ/m² |
| Força (Bending Strength - XY) | 149 MPa | 140 MPa |
| Rigidez (Bending Modulus - XY) | 5080 MPa | 4120 MPa |
| Adesão Camadas (Impact Strength - Z) | 4.5 kJ/m² | 13.3 kJ/m² |
| Resitente ao Calor (HDT, 0.45 MPa) | 205 °C | 194 °C |
| Taxa de absorção de água saturada / % (25 °C,55% RH) | 0.37 | 0.88 |

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar potênciador de aderência na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
1000g- Rolo
PET-CF Bambu Lab Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
260º a 290º - Temp. recomendada do Hotend
80º a 100º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
O Bambu PET-CF é uma mistura de PET resistente e fibra de carbono. A fibra de carbono melhora a dureza e a resistência mecânica, ao mesmo tempo que ajuda a manter a baixa deformação e a contração do PET normal. O Bambu PET-CF tem uma excelente resistência a altas temperaturas e um aspeto de brilho suave. A sua excelente resistência, resistência ao calor, estabilidade dimensional e baixa absorção de humidade fazem do Bambu PET-CF a escolha ideal para estruturas de suporte de carga ou impressões utilizadas em ambientes húmidos e com temperaturas elevadas.
Em condições de absorção de água saturada, a resistência e a rigidez do PET-CF têm pequenas perdas, o que o torna adequado para impressões utilizadas em ambientes de humidade elevada.
Normal PA-CF
Loading Weight: 1 kg
Bambu PET-CF
Loading Weight: 1 kg
Os modelos de ensaio têm um vão de 220 mm e uma espessura de 3 mm no estado sem carga.
Devido à resistência à fluência e à deformação do PET-CF, as impressões podem alcançar uma excelente precisão de correspondência.
Tamanho do espécime (C*L*A): 95*10*4 mm³
Condições de ensaio: Os espécimes foram colocados numa estufa a 70 °C e 150 °C, respetivamente, durante 0,5 horas.
| Recomendado | Não Recomendado | |
| Build Plate | Engineering Plate, High Temperature Plate or Textured PEI Plate | Cool Plate |
| Hotend | Hardened Steel Nozzle(0.4 / 0.6 / 0.8 mm) | Stainless Steel Nozzle (0.2 / 0.4 mm) |
| Glue | Glue Stick | Bambu Liquid Glue |
A principal diferença entre o PET-CF e o PETG-CF reside no seu material de base. O PETG-CF é um material reforçado fabricado através da adição de fibra de carbono ao tereftalato de polietileno modificado com glicol (PETG), enquanto o PET-CF é o tereftalato de polietileno (PET). A principal diferença é que o "G" em PETG significa glicol. O PETG é uma versão do PET modificada com glicol que contém pequenas quantidades de glicol como co-monómero. A adição de glicol ao PETG reduz a sua cristalinidade e torna-o mais transparente. No entanto, também reduz a sua resistência e rigidez.
O PETG-CF é um material de base versátil, adequado para a impressão de artigos do quotidiano, como peças dobradas, dobradas e móveis, devido à sua excelente resistência e facilidade de impressão. Em contrapartida, o PET-CF contém uma maior quantidade de fibra de carbono e é significativamente mais forte e resistente à temperatura do que o PETG-CF. O PET-CF é um material de engenharia de nível profissional, adequado para utilização em ambientes mais complexos e exigentes.
Devido à sua estabilidade dimensional e menor taxa de absorção de água, o PET-CF é uma melhor escolha do que o nylon para imprimir peças funcionais utilizadas em ambientes de elevada humidade. Além disso, a sua resistência a altas temperaturas e a sua baixa deformação tornam-na adequada para a impressão de peças de montagem mecânica, tais como acessórios e dispositivos automóveis.
| PET-CF | PAHT-CF | |
| Composição | PET, carbon fiber | PA 12 and other long-chain PA, carbon fiber |
| Compatibilidade Hotend | Hardened Steel 0.6 (recommended), 0.4, 0.8 mm | |
| Compatibilidade Build Plate | Engineering Plate, High Temperature Plate, Textured PEI Plate | |
| Cola | Glue Stick / Liquid Glue | Glue Stick |
| Compatibilidade AMS | NO | Yes |
| Velocidade Impressão | < 100 mm/s | < 100 mm/s |
| Dureza (Impact Strength - XY) | 36.0 kJ/m² | 57.5 kJ/m² |
| Força (Bending Strength - XY) | 149 MPa | 140 MPa |
| Rigidez (Bending Modulus - XY) | 5080 MPa | 4120 MPa |
| Adesão Camadas (Impact Strength - Z) | 4.5 kJ/m² | 13.3 kJ/m² |
| Resitente ao Calor (HDT, 0.45 MPa) | 205 °C | 194 °C |
| Taxa de absorção de água saturada / % (25 °C,55% RH) | 0.37 | 0.88 |
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar potênciador de aderência na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
1000g- Rolo
PET-CF Bambu Lab Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
260º a 290º - Temp. recomendada do Hotend
80º a 100º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão

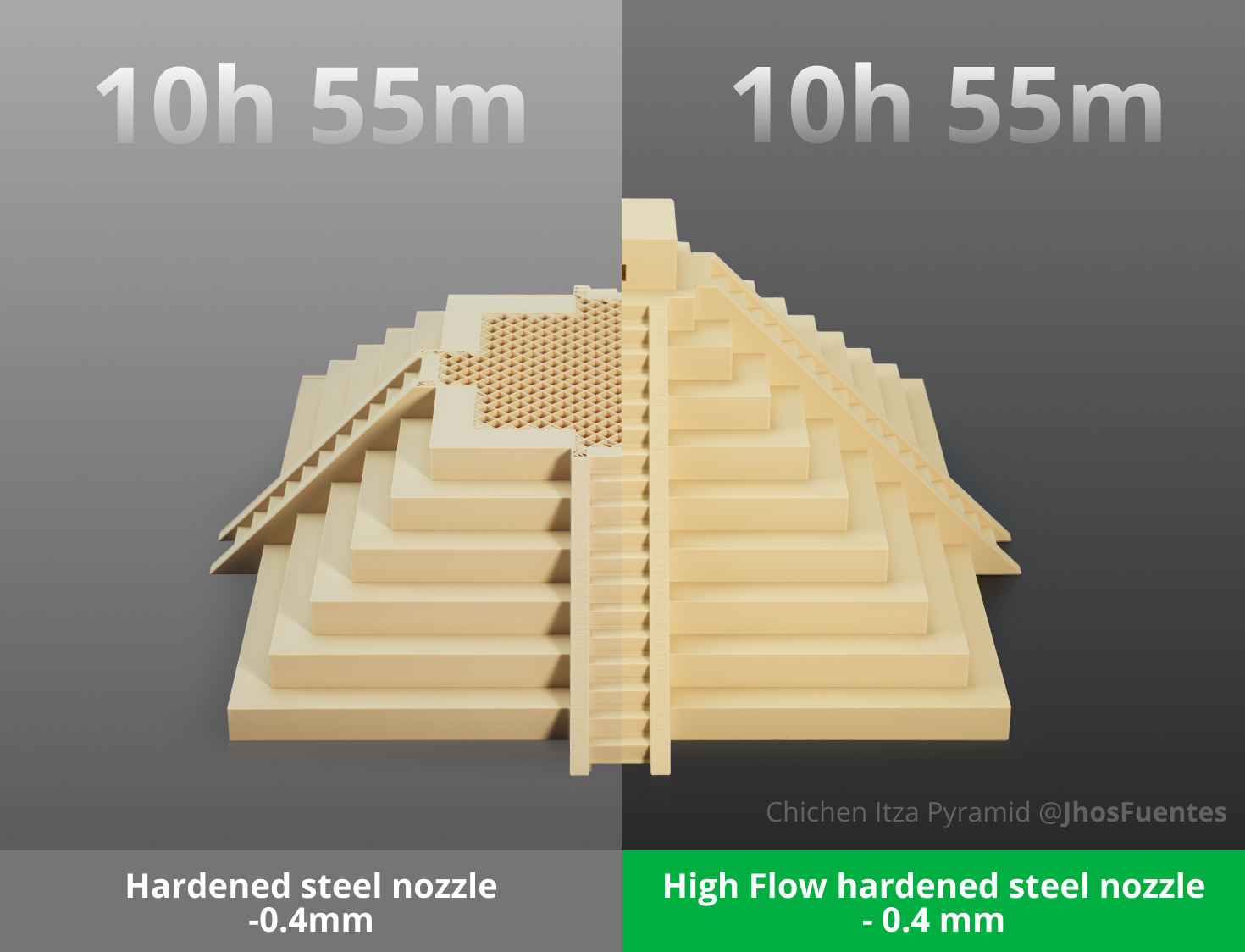
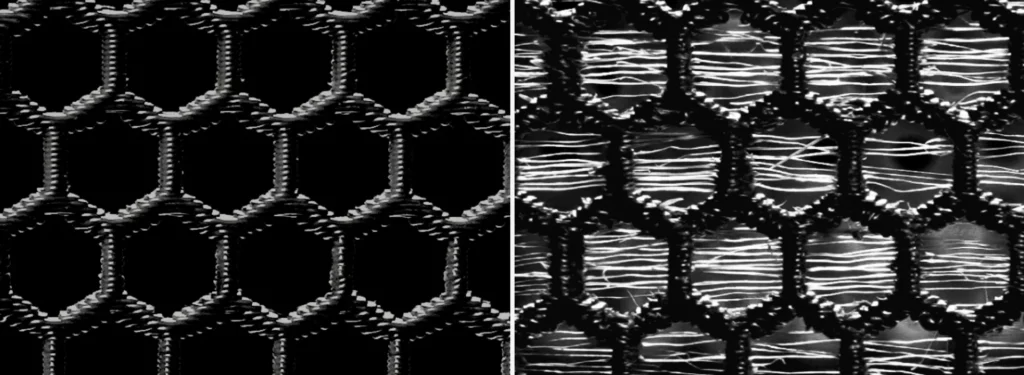
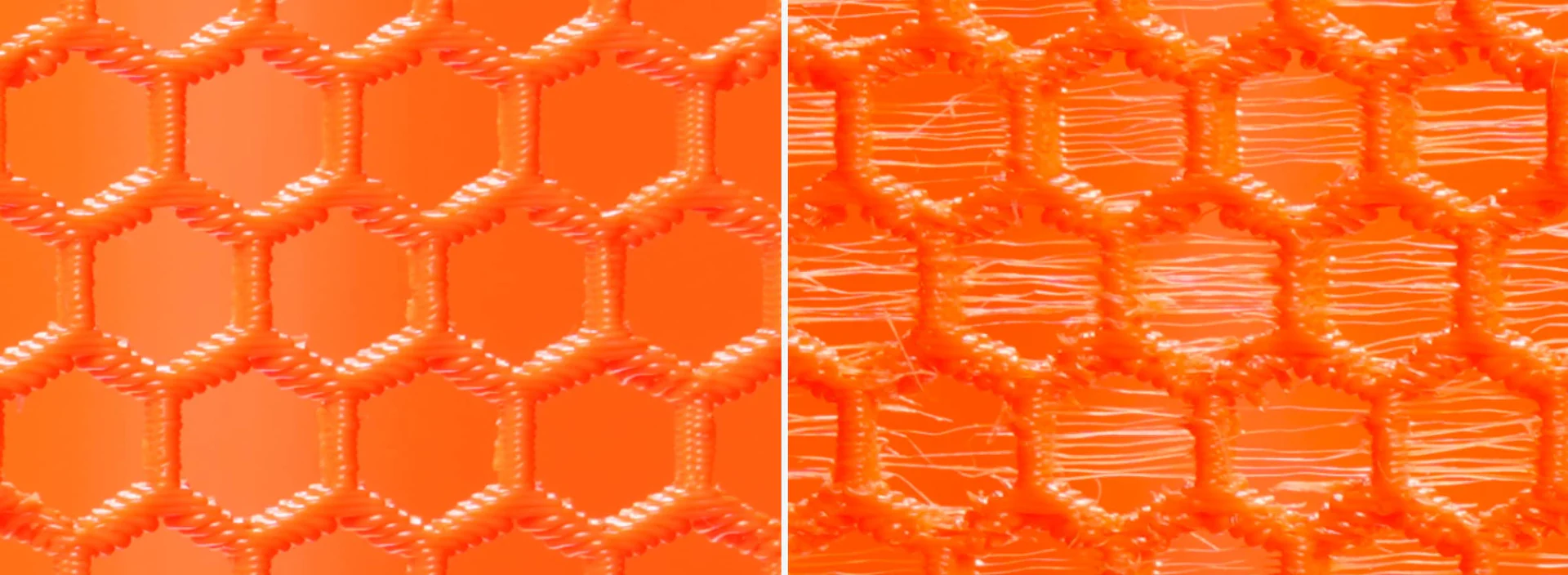
Diga adeus à subextrusão, superfícies rugosas e perda de detalhe. Ao contrário dos bicos de alto fluxo convencionais, o bico High Flow da Bambu garante uma extrusão elevada mas consistente, assegurando arestas definidas, texturas impecáveis e superfícies ultra suaves — sempre.
Faça o upgrade agora e imprima mais rápido, sem comprometer a qualidade!



*O Bico Bambu High Flow é compatível com a Série A1, mas não melhora a velocidade volumétrica. Ou seja, o bico High Flow tem o mesmo desempenho que um bico standard na Série A1.
| Filamento | 0.2 mm Aço Inox | 0.4 mm Aço Endurecido | 0.6 mm Aço Endurecido | 0.8 mm Aço Endurecido | 0.4 mm Alto Fluxo Aço Endurecido |
|---|---|---|---|---|---|
| PLA Basic | ✓ | ✓ | ✓ | ✓ | ✓ |
| PLA Matte | ✓ | ✓ | ✓ | ✓ | ✓ |
| PLA Basic Gradient | ✓ | ✓ | ✓ | ✓ | ✓ |
| PLA Silk+ | ✓ | ✓ | ✓(Não recomendado) | ✓(Não recomendado) | ✓ |
| PLA Silk Dual Color | ✓ | ✓ | ✓(Não recomendado) | ✓(Não recomendado) | ✓ |
| PLA Silk | ✓ | ✓ | ✓(Não recomendado) | ✓(Não recomendado) | ✓ |
| PLA Metal | ✓ | ✓ | ✓ | ✓ | ✓ |
| PLA Marble | ✓(Não recomendado) | ✓ | ✓ | ✓ | ✓ |
| PLA Sparkle | ✓(Não recomendado) | ✓ | ✓ | ✓ | ✓ |
| PLA Wood | ✓(Não recomendado) | ✓ | ✓ | ✓ | ✓ |
| PLA Galaxy | ✓(Não recomendado) | ✓ | ✓ | ✓ | ✓ |
| PLA Glow | ✗ | ✓ | ✓ | ✓ | ✓ |
| PLA-CF | ✗ | ✓ | ✓ | ✓ | ✓ |
| PLA Aero | ✗ | ✓ | ✓(Não recomendado) | ✓(Não recomendado) | ✓ |
| PETG HF | ✓ | ✓ | ✓ | ✓ | ✓ |
| PETG Translucent | ✓(Não recomendado) | ✓ | ✓ | ✓ | ✓ |
| PETG-CF | ✗ | ✓ | ✓ | ✓ | ✓ |
| ABS | ✓ | ✓ | ✓ | ✓ | ✓ |
| ABS-GF | ✗ | ✓ | ✓ | ✓ | ✓ |
| ASA | ✓ | ✓ | ✓ | ✓ | ✓ |
| ASA Aero | ✗ | ✓ | ✓(Não recomendado) | ✓(Não recomendado) | ✓ |
| ASA-CF | ✗ | ✓ | ✓ | ✓ | ✓ |
| PC | ✓ | ✓ | ✓ | ✓ | ✓ |
| PC FR | ✓ | ✓ | ✓ | ✓ | ✓ |
| TPU para AMS | ✗ | ✓ | ✓ | ✓ | ✓ |
| TPU 95A HF | ✗ | ✓ | ✓ | ✓ | ✗ |
| TPU 85A | ✗ | ✗ | ✓ | ✓ | ✗ |
| TPU 90A | ✗ | ✓ | ✓ | ✓ | ✗ |
| PAHT-CF | ✗ | ✓ | ✓ | ✓ | ✓ |
| PET-CF | ✗ | ✓ | ✓ | ✓ | ✓(Apenas Hotend Esquerdo) |
| PA6-CF | ✗ | ✓ | ✓ | ✓ | ✓ |
| PPA-CF | ✗ | ✓ | ✓ | ✓ | ✓(Apenas Hotend Esquerdo) |
| PPS-CF | ✗ | ✓ | ✓ | ✓ | ✓(Apenas Hotend Esquerdo) |
| Suporte para ABS | ✗ | ✓ | ✓ | ✓ | ✓ |
| Suporte para PLA/PETG | ✓ | ✓ | ✓ | ✓ | ✓ |
| Suporte para PA/PET | ✗ | ✓ | ✓ | ✓ | ✓ |
| Suporte para PLA (Nova Versão) | ✓ | ✓ | ✓ | ✓ | ✓ |
| PVA | ✓ | ✓ | ✓ | ✓ | ✓ |
| PA6-GF | ✗ | ✓ | ✓ | ✓ | ✓ |
[Nota]
Filamentos com fibra de carbono, fibra de vidro, metal ou outras partículas inorgânicas têm maior probabilidade de entupir um bico de 0,2 mm.
Para filamentos com fibra de carbono ou fibra de vidro, é altamente recomendável utilizar um bico de aço endurecido de 0,6 mm, de forma a minimizar o risco de entupimento e desgaste.
O Bambu PLA-CF e o Bambu PETG-CF foram amplamente testados e demonstraram ter um risco reduzido de entupimento quando impressos com um bico de aço endurecido de 0,4 mm, mantendo uma elevada qualidade de impressão.
Saiba mais sobre a compatibilidade de filamentos na Bambu Lab Wiki.
Design de Bico de Troca Rápida
*Certifique-se de que o hotend arrefeceu antes de trocar o bico e evite tocar no bloco térmico (parte inferior do hotend) para prevenir qualquer risco de queimaduras.
*Saiba mais sobre a substituição do hotend na Bambu Lab Wiki.

Especificações do Produto
| Temp. Máx. de Impressão | 350 ºC | Comprimento | 49,2 mm |
| Peso da Embalagem | 0,028 kg | Tamanho da Embalagem | 60×60×30 mm |

24 Cores / Materiais
Ligação em série até 4 AMS 2 Pro e 8 AMS HT, num total de 24 filamentos
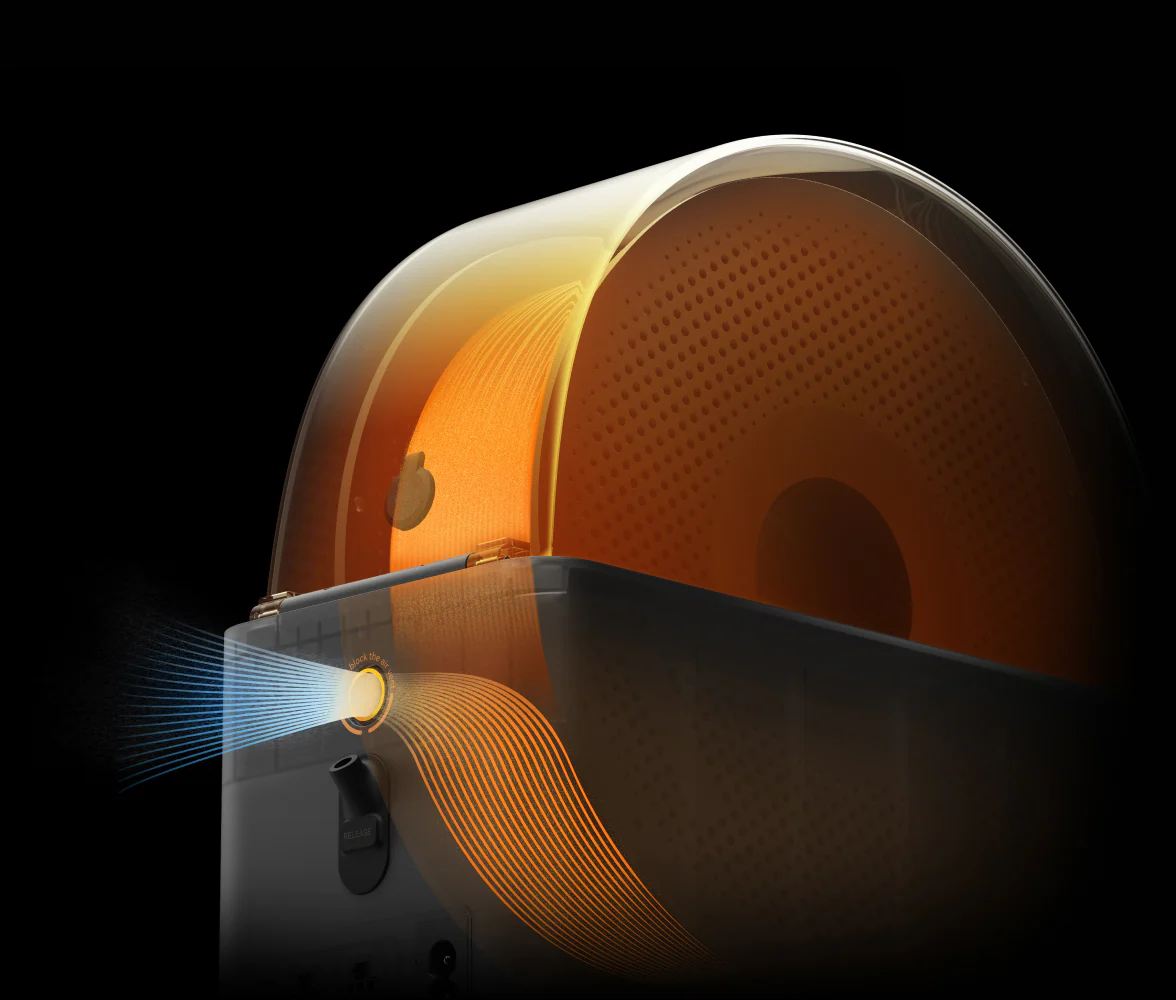
Ventilação Eletromagnética
Secagem rápida de filamento e armazenamento hermético
Temperatura de Secagem a 85 °C
Especialmente concebido para secagem de filamentos de alta performance
Motor Sem Escovas
Velocidade de alimentação 60% mais rápida
Ventilação Ativa com Secagem de Filamento a 85 °C
Armazenamento Hermético de Filamento
Impressão Multimaterial / até 24 Cores
Motor de Alimentação Servo Sem Escovas
Sincronização de Filamento via RFID
Compatibilidade com AMS HT para impressoras X1/P1 será adicionada através de atualização OTA até ao final de abril
Compatibilidade com AMS HT para impressoras A1/A1 mini será adicionada através de atualização OTA no 3.º trimestre de 2025


Bambu PET-CF




| Item | Especificação |
|---|---|
| Corpo | |
| Dimensões | 114×280×245 mm³ |
| Peso Líquido | 1.21 kg |
| Material da Estrutura | PC/PA |
| Classe de Retardante de Chama | UL 94 V-0 |
| Ecrã | Suporta visualização em tempo real de temperatura, humidade e duração restante de secagem. |
| Impressão | |
| Filamentos Suportados | PLA, PETG, ABS, ASA, PET, PA, PC, PVA (seco), BVOH (seco), PP, POM, HIPS, PLA-CF/PAHT-CF/PETG-CF da Bambu / Suporte para PLA/PETG e TPU para AMS. Saída de Desvio de Filamento: TPE, TPU genérico, PET-CF/TPU 95A da Bambu, e outros filamentos com fibras de carbono ou de vidro. |
| Filamentos Não Suportados | PVA (húmido), BVOH (húmido) |
| Diâmetro do Filamento | 1.75 mm |
| Dimensões da Bobina | Largura: 50 mm–68 mm Diâmetro: 197 mm–202 mm |
| Identificação RFID | Suportado |
| Odómetro de Filamento | Suportado |
| Secagem | |
| Temperatura Máxima | 85 °C |
| Filamentos Suportados | PLA, PETG, Suporte para PLA/PETG, ABS, ASA, PET, PA, PC, PVA, BVOH, PP, POM, HIPS, PLA-CF/PAHT-CF/PETG-CF da Bambu, e TPU para AMS |
| Descarga Activa de Humidade | Suportado |
| Modo de Secagem com Rotação | Suportado |
| Armazenamento Selado | Suportado |
| Deteção de Tampa Superior Aberta | Suportado |
| Deteção e Manutenção de Temperatura e Humidade | Suportado. A informação em tempo real pode ser exibida no ecrã, interface da impressora, app Bambu Studio e Bambu Handy. |
| Voltagem | DC: 24 V AC: 100 V–240 V~, 50 Hz/60 Hz |
| Potência Média | 150 W |

Bambu AMS HT, Dessecante, Tubo PTFE, Cabo Bambu Bus – 6 Pinos
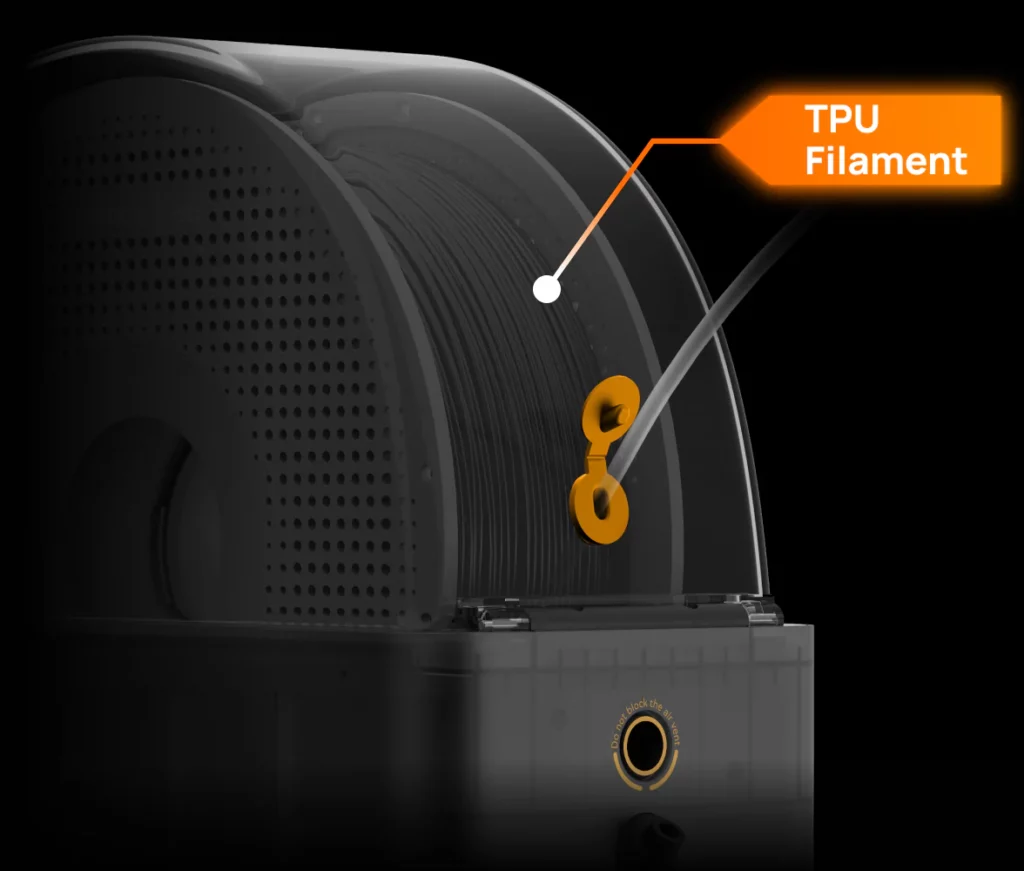
A porta na parte traseira da tampa superior é especificamente para filamento TPU. Devido à sua suavidade, o filamento TPU pode falhar facilmente quando se utiliza a função de alimentação automática do AMS 2 Pro. Ao utilizar TPU, insira-o no AMS HT e certifique-se de que a bandeja de material roda na direção correta. Introduza o tubo de material na porta de saída de TPU e empurre manualmente o filamento através do tubo de PTFE até que esteja totalmente carregado no extrusor.
Nota: Ao utilizar TPU, o AMS HT não pode utilizar a função de alimentação e retorno automáticos, mas pode ser usado como caixa de secagem para evitar a absorção de humidade pelo material.
A compatibilidade do AMS HT com as impressoras das séries X1 e P1 será adicionada através de uma atualização OTA até ao final de abril.
Se estiveres a ligar apenas um AMS HT a uma impressora da série X ou P, será necessário adquirir separadamente um buffer de filamento.
Se ligares várias unidades AMS HT, recomenda-se a compra de um AMS Hub.
A compatibilidade do AMS HT com as impressoras A1 e A1 mini será adicionada através de uma atualização OTA no 3.º trimestre de 2025.
Imprimir enquanto seca ainda não é suportado, incluindo todos os AMS associados ao trabalho de impressão em curso (por exemplo, os AMS atribuídos para reabastecimento automático). No entanto, é possível secar filamento nos AMS que não estejam atribuídos ao trabalho de impressão em curso.
As impressoras das séries X1 e P1 suportam até 4 ligações AMS HT em simultâneo.
As impressoras das séries H2D e X/P/A ligam-se ao AMS HT para utilizar a função de secagem. Cada AMS HT requer uma fonte de alimentação externa de 220 V para a secagem.
Não é suportada a alimentação elétrica a partir da impressora para essa função (o adaptador de corrente está incluído na embalagem do produto).
Ao utilizar a função de secagem do AMS HT, este deve estar ligado à impressora através de um cabo bus de 6 pinos para garantir que a impressora está ligada e configurada no modo de secagem de filamento.
O AMS HT não pode realizar a secagem de forma autónoma sem estar ligado à impressora.
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.

24 Cores/Multi-material
Ventilação Eletromagnética
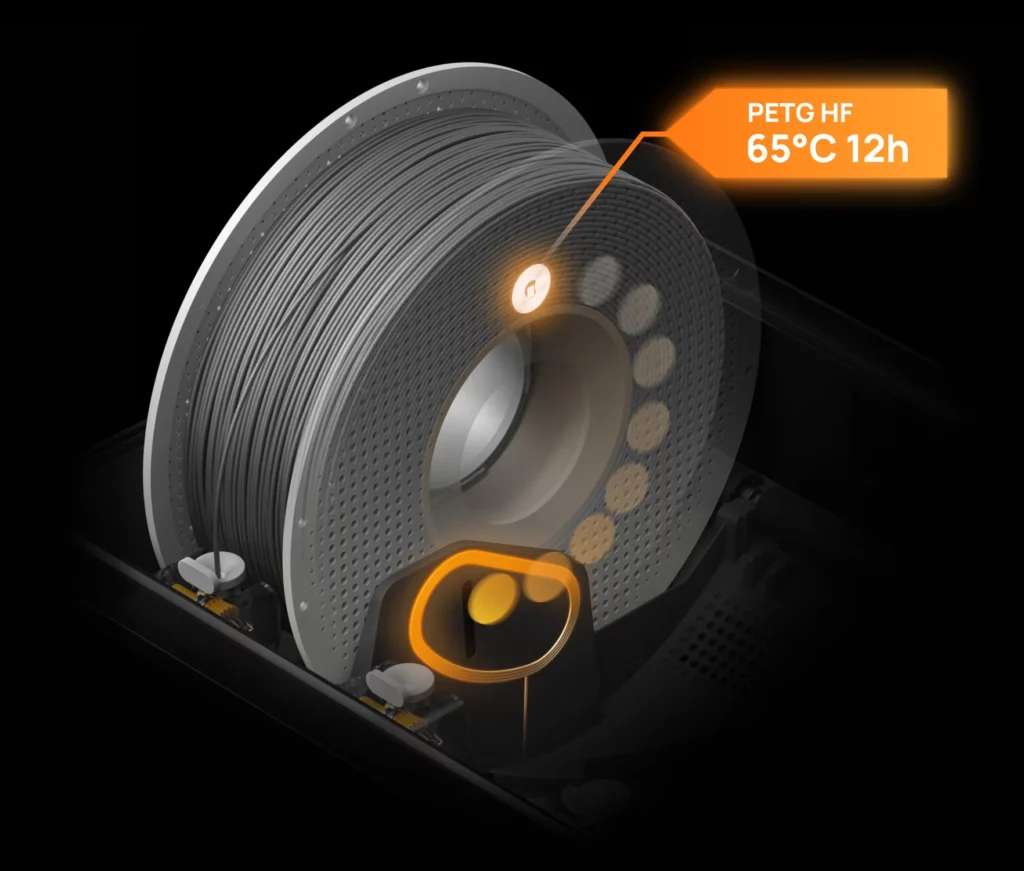
Secagem a 65°C
Motor sem escovas
Velocidade de alimentação 60% mais rápida
O AMS 2 Pro é compatível com impressoras das séries X1/P1 para impressão multi-material. A funcionalidade de secagem de filamento para essas impressoras de geração anterior será disponibilizada por meio de uma atualização OTA até o final de abril.
Bambu PETG Basic




| Item | Especificação |
|---|---|
| Corpo | |
| Dimensões | 372×280×226 mm³ |
| Peso Líquido | 2.5 kg |
| Material da Carcaça | ABS/PC |
| Impressão | |
| Filamento Suportado | PLA, PETG, ABS, ASA, PET, PA, PC, PVA (seco), BVOH (seco), PP, POM, HIPS, Bambu PLA-CF/PAHT-CF/PETG-CF (para AMS) |
| Filamento Não Suportado | TPE, TPU genérico, PVA (úmido), BVOH (úmido), Bambu PET-CF/TPU 95A, e outros filamentos que contenham fibra de carbono ou fibra de vidro |
| Diâmetro do Filamento | 1.75 mm |
| Dimensão do Suporte de Bobina | Largura: 50 mm-68 mm; Diâmetro: 197 mm-202 mm |
| Identificação RFID | Suportado |
| Temperatura Máxima | 65 °C |
| Secagem | |
| Filamento Suportado | PLA, PETG, Suporte para PLA/PETG, ABS*, ASA*, PET*, PA*, PC*, PVA*, BVOH*, PP, POM*, HIPS*, Bambu PLA-CF*/PAHT-CF*/PETG-CF* e TPU para AMS* |
| Descarga Ativa de Umidade | Suportado |
| Armazenamento Vedado | Suportado |
| Detecção e Manutenção de Temperatura e Umidade | Suportado. Temperatura e umidade em tempo real podem ser exibidas na tela, Bambu Studio e Bambu Handy. |
| Energia | |
| Entrada | 24 V 4 A |
Os filamentos marcados com * requerem uma temperatura de secagem mais alta. O AMS 2 Pro não consegue secá-los completamente. Se desejares um desempenho de secagem melhor para esses filamentos, recomendamos a compra de um AMS HT.

Bambu AMS 2 Pr, Dessecante, Tubo PTFE, Cabo Bambu Bus - 6 Pinos
Quando o H2D é utilizado com um único AMS 2 Pro, todas as funções, incluindo alimentação automática e secagem, podem ser utilizadas sem a necessidade de um adaptador de alimentação externo.
Quando o H2D é utilizado com mais de um AMS 2 Pro, se algumas unidades do AMS 2 Pro forem usadas para impressão em múltiplas cores, enquanto outras são usadas para secagem de filamento, as unidades AMS 2 Pro usadas para secagem exigem um adaptador de alimentação externo. O adaptador de alimentação externo pode ser adquirido na loja oficial da Bambu Lab.
As impressoras das séries X1 e P1 são compatíveis com o AMS 2 Pro. Se for utilizado apenas a função de alimentação automática de filamento, são necessários apenas o cabo de barramento de 6 pinos, o cabo de barramento de 4 pinos e o Filament Buffer/AMS Hub, sem necessidade de adaptador de alimentação externo. No entanto, se for necessário usar a função de secagem, um adaptador de alimentação externo será necessário para o AMS 2 Pro.
Todos os acessórios podem ser adquiridos no kit de atualização da seção de acessórios do AMS 2 Pro.
O AMS 2 Pro é compatível com as impressoras das séries X1/P1 para impressão multi-material. A funcionalidade de secagem de filamento para essas máquinas de geração anterior será disponibilizada por meio de uma atualização OTA até o final de abril.
Sim, podes usar tanto o AMS quanto o AMS 2 Pro em uma única H2D.
Atualmente, a secagem não é suportada para unidades AMS 2 Pro/HT que estão ativamente envolvidas no processo de impressão, incluindo aquelas que podem ser usadas para refil automático durante o trabalho de impressão atual. A impressão enquanto seca ainda não é suportada.
O único cenário de "secagem enquanto imprime" atualmente suportado é: a impressora usa algumas das unidades AMS 2 Pro/HT conectadas ou um suporte de bobina externo para impressão, enquanto as unidades AMS 2 Pro/HT não envolvidas no trabalho de impressão atual podem ser usadas para secagem.
Se a impressora estiver alimentando ou imprimindo, e ao mesmo tempo fornecendo energia para 1 AMS 2 Pro para secagem, a potência de secagem será automaticamente reduzida, a fim de garantir que a potência de impressão tenha prioridade. Portanto, recomenda-se usar o adaptador de alimentação externo para obter os melhores resultados de secagem.
A impressora H2D suporta alimentar uma unidade AMS 2 Pro para secagem diretamente da impressora. Se precisar de secar filamento em várias unidades AMS 2 Pro simultaneamente, as unidades adicionais AMS 2 Pro exigem um fornecimento de energia através de um adaptador de alimentação (vendido separadamente).
Ao usar a função de secagem do AMS 2 Pro, o AMS 2 Pro deve estar conectado à impressora através de um cabo de barramento de 6 pinos para garantir que a impressora esteja ligada e configurada no modo de secagem de filamento.
O AMS 2 Pro não pode realizar secagem de forma independente sem uma conexão com a impressora.
AMS Buffer
Bus cable
AMS 2 Pro Switching Adapter (transformador opcional, necessário apenas para secar o filamento)
PTFE Tube Coupler (3 pcs) - Bambu Lab
Bambu PTFE Tube (3pcs 370mm*1+550mm*2)
AMS Hub
Bus cable
AMS 2 Pro Switching Adapter (transformador opcional, necessário apenas para secar o filamento)
PTFE Tube Coupler (3 pcs) - Bambu Lab
Bambu PTFE Tube (3pcs 370mm*1+550mm*2)
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.
O suporte definitivo, compatível com filamentos PLA e PETG. Remoção fácil e sem necessidade de ferramentas, preservando a superfície impecável do teu objeto impresso.

O Suporte PLA/PETG foi especialmente formulado para minimizar a fusão com PLA e PETG, graças às diferenças de polaridade. Esta característica única garante uma remoção descomplicada da interface de suporte, reduzindo o risco de danos ao teu objeto impresso.
O Suporte PLA/PETG oferece uma qualidade de superfície consistentemente suave na área de contacto, garantindo suporte ideal para detalhes intrincados. Com espaçamento zero na interface superior e distância Z, o nosso material de suporte proporciona precisão e fiabilidade, permitindo-te imprimir até os designs mais complexos com facilidade.

O Suporte PLA/PETG é totalmente compatível com uma ampla gama de filamentos PLA e PETG. Desfruta de flexibilidade e versatilidade ao criar impressões detalhadas, independentemente do material escolhido.

Descobre mais sobre a comparação de diferentes filamentos emBambu Filament Guide >>
| Support for PLA/PETG | Support for PLA | Support for ABS | Support for PA/PET | PVA |
|---|---|---|---|---|
| Nature | White & Black | White | Green | Clear |
| All Size / Material | All Size / Material | Hardened Steel Nozzle 0.4 mm / 0.6 mm / 0.8 mm Stainless Steel Nozzle 0.4 mm |
Hardened Steel Nozzle 0.4 mm / 0.6 mm (Recommended) / 0.8 mm |
All Size / Material |
| 190 - 220 °C | 220 - 230 °C | 240 - 270 °C | 280 - 300 °C | 220 - 250 °C |
| 35 - 60 °C | 35 - 45 °C | 80 - 100 °C | 80 - 100 °C | 35 - 45 °C |
| < 100 mm/s | < 200 mm/s | < 100 mm/s | < 100 mm/s | < 200 mm/s |
| Water-insoluble | Water-insoluble | Water-insoluble, limonene-dissolvable | Water-insoluble | Water-dissolvable |
| Optional | Optional | Optional | Required | Required |
| Optional | Optional | Optional | Required | Required |
| PLA, PETG | PLA | ABS | PAHT-CF, PA6-CF, PA6-GF, PET-CF | PLA, PETG |

Todos os parâmetros de impressão estão integrados no RFID, que pode ser lido através do nosso AMS (Sistema Automático de Materiais).
Carrega e imprime! Esquece os passos de configuração demorados.

| Definições de Impressão Recomendadas | Propriedades Físicas | Propriedades Mecânicas |
|---|---|---|
| Definições de secagem (Forno de Secagem): 75 °C, 8 h | Densidade: 1.28 g/cm³ | Resistência à Tração: N/A |
| Imprimir e manter a humidade do contentor: < 20% HR (Selado, com dessecante) | Temperatura de Amolecimento Vicat: N/A | Taxa de Alongamento na Ruptura: N/A |
| Temperatura do Bico: 190 - 220 °C | Temperatura de Deflexão Térmica: N/A | Módulo de Flexão: N/A |
| Temperatura da Mesa (com cola): 35 - 60 °C | Temperatura de Fusão: 185 °C |
• Recomendado apenas para uso com filamento PLA ou PETG. Seleciona "Support for PLA/PETG" nas definições de "Interface de Suporte/Raft" no teu slicer.
• Ao utilizares suportes em árvore, evita usar filamento de suporte para a base de "Support/Raft".
• Armazena o filamento num local seco e seca-o a 75°C durante 8 horas se estiver quebradiço ou exposto à humidade (consulta o guia de secagem de filamentos na WIKI: Instruções de secagem de filamentos).
• Para mais definições relacionadas com suportes, consulta a página: Support na WIKI.

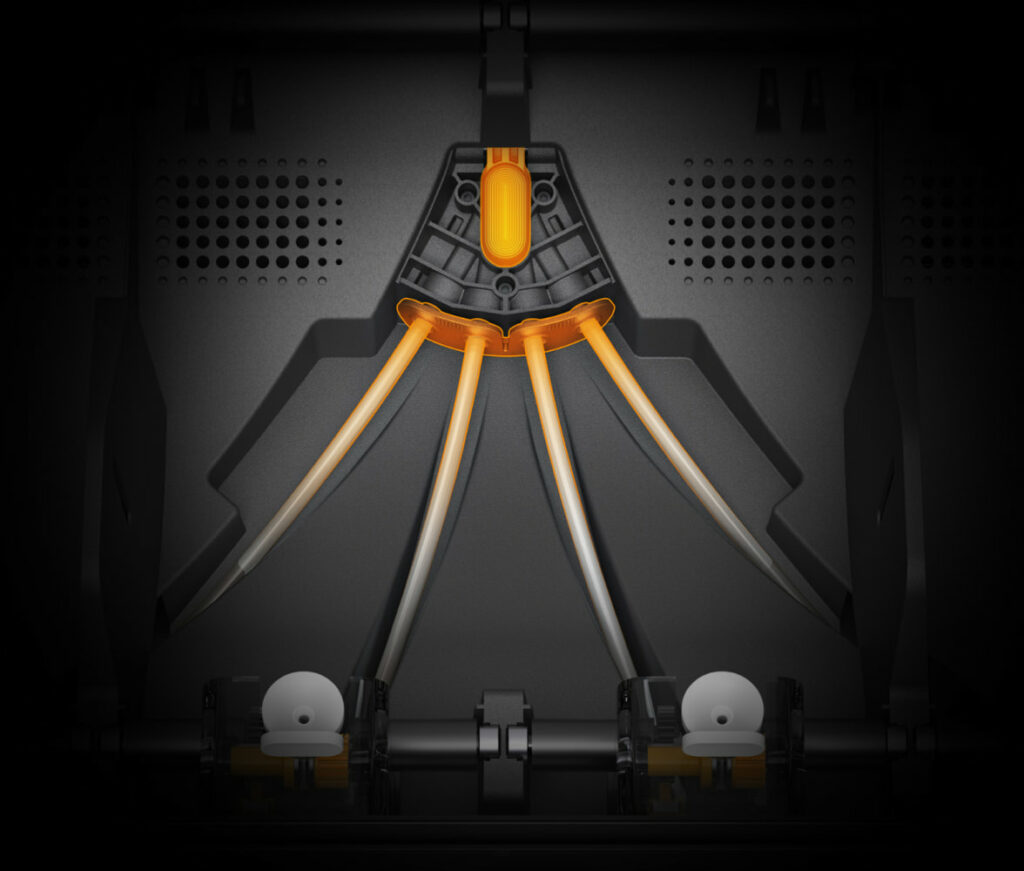
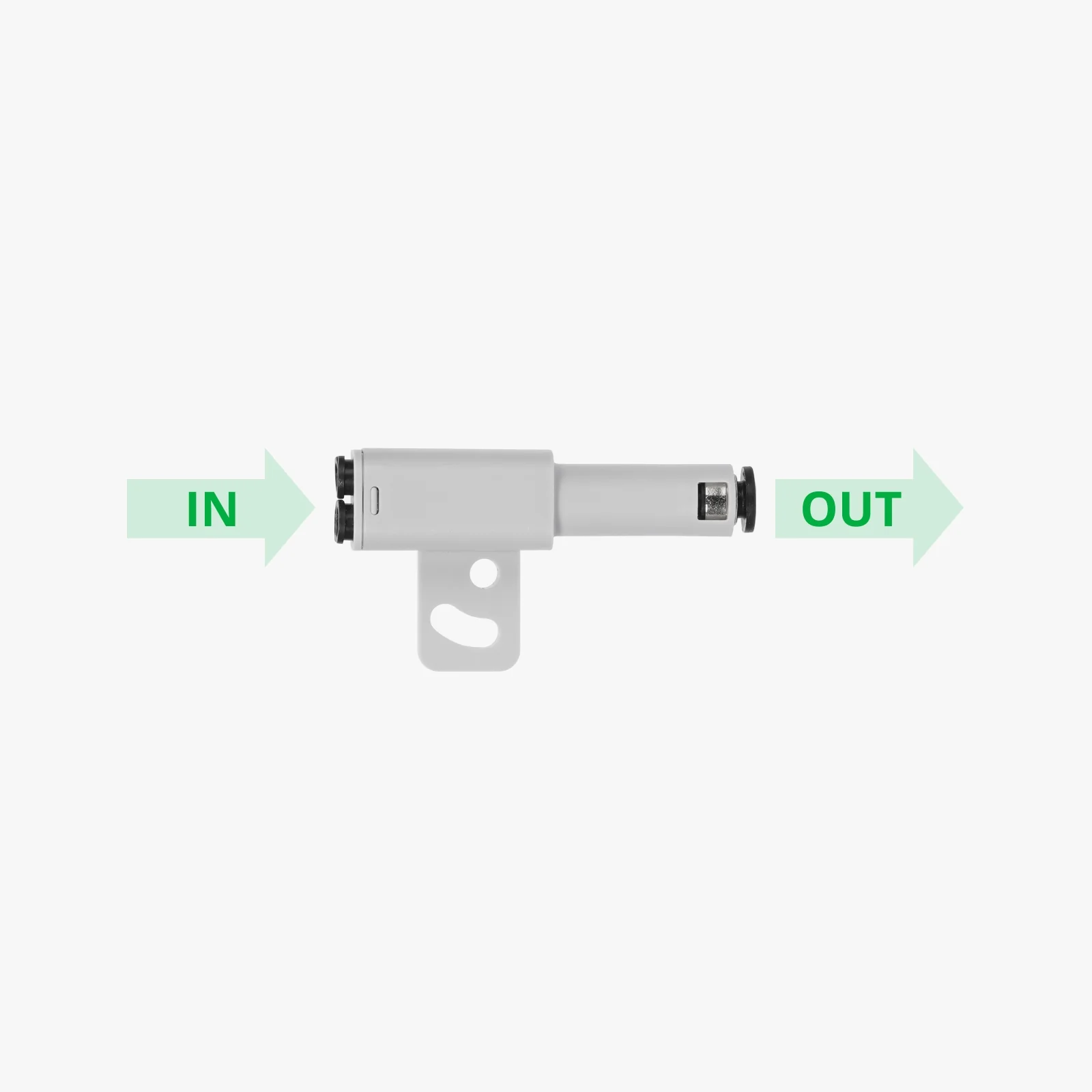
Adaptador PTFE Bambu 4-em-1
O Adaptador PTFE Bambu 4-em-1 é utilizado para conectar o tubo de PTFE. Em comparação com o conector original, este adaptador 4-em-1 permite ligar até 4 módulos de alimentação à impressora simultaneamente (até 7 filamentos diferentes: 1 AMS e outros 3 filamentos).
Este adaptador facilita a ligação da impressora ao AMS e permite o uso de outros filamentos incompatíveis com o AMS, como o TPU 95A, o Bambu PET-CF e filamentos de outras marcas que contêm fibra de carbono ou fibra de vidro.
Para saber mais sobre a substituição do Adaptador PTFE Bambu 4-em-1, consulte a Wiki da Bambu Lab.
Compatível com as séries X1 e P1.
O Adaptador PTFE Bambu 4-em-1 foi desenhado para utilização numa direção clara, conforme ilustrado na figura abaixo.
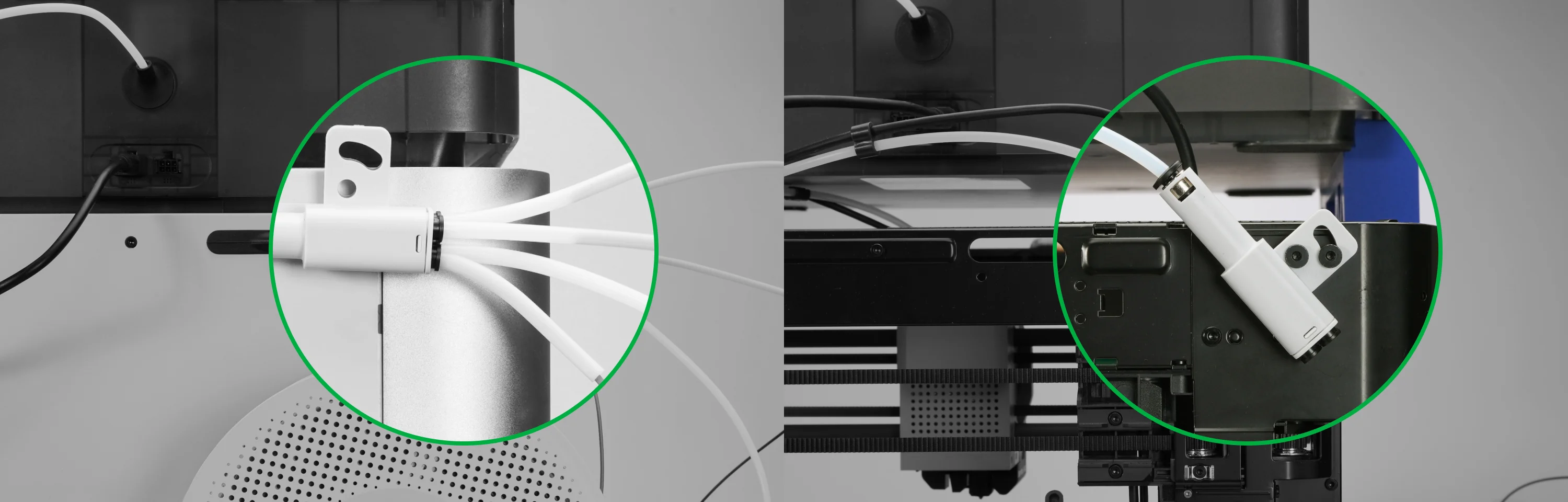
É importante notar que inverter as conexões pode causar bloqueio dos filamentos. Por isso, é essencial garantir que a direção de instalação esteja correta.
O Bambu PPA-CF, um nylon reforçado com fibras de alta qualidade, oferece uma impressão de qualidade industrial com reprodução precisa de 1:1. Reconhecido pelas suas propriedades mecânicas excecionais e desempenho fiável em ambientes húmidos ou de altas temperaturas, o Bambu PPA-CF é ideal para aplicações de engenharia, desde protótipos mecânicos a componentes automotivos. Além disso, a sua ampla compatibilidade com impressoras estabelece um novo padrão para filamentos de engenharia profissionais. Experimente o poder do Bambu PPA-CF e dê vida aos seus designs!




O Bambu PPA-CF destaca-se pela sua resistência térmica incomparável, capaz de suportar exposição prolongada a temperaturas de até 227°C sem comprometer a sua integridade estrutural ou desempenho.
Este filamento mantém-se fiável e robusto em ambientes extremos, tornando-o ideal para peças industriais, mecânicas ou automotivas que necessitam de tolerar temperaturas ultra-elevadas.

| Filament Type | PLA Basic | PETG HF | ABS | ASA | PC | PA6-CF | PAHT-CF | PET-CF | PPA-CF |
|---|---|---|---|---|---|---|---|---|---|
| Heat Deflection Temperature / °C (0.45 MPa) | 57 °C | 69 °C | 87 °C | 100 °C | 117 °C | 186 °C | 194 °C | 205 °C | 227 °C |
O Bambu PPA-CF é compatível com as impressoras P1S, X1C e X1E, sendo necessário apenas um compartimento fechado e um bico de aço endurecido.
Este filamento é mais fácil de usar do que se possa imaginar, proporcionando uma impressão suave a temperaturas de bico entre 280°C e 310°C. Expanda as suas possibilidades com o Bambu PPA-CF.
Saiba mais sobre a comparação de diferentes filamentos no Guia de Filamentos Bambu >>


































