FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.

Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Graphite - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão


FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Red - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Gray - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
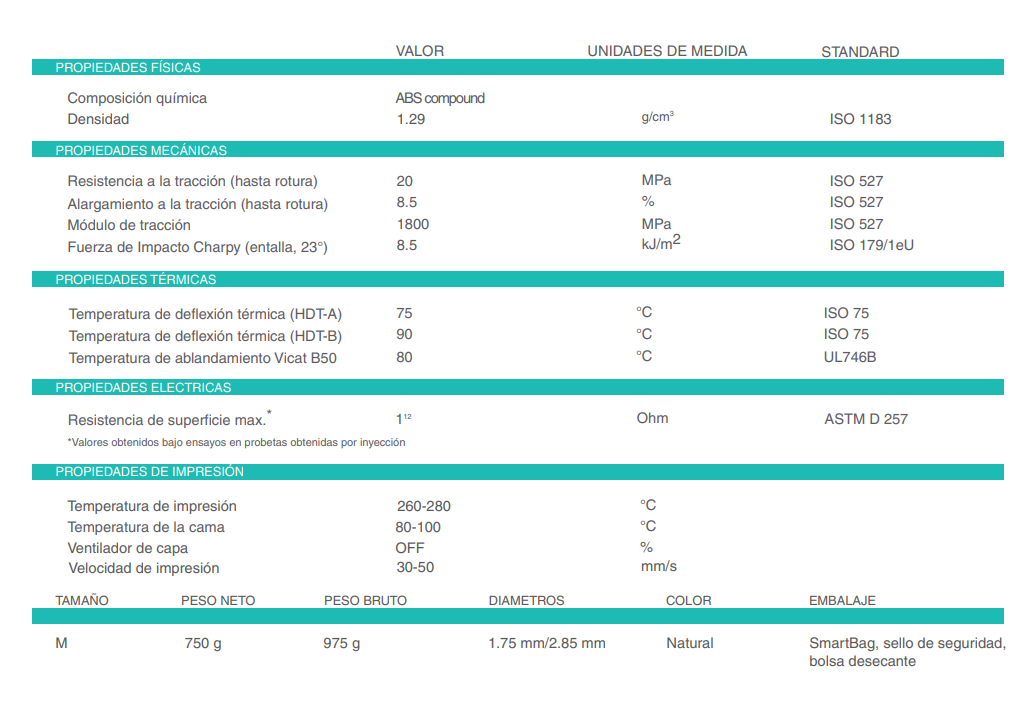
ABS: Acrilonitrilo butadieno estireno. É um dos termoplásticos mais utilizados na impressão 3D. Algumas das suas principais características é a resistência térmica e mecânica, é reciclável e fácil de pintar, possuindo múltiplas aplicações, como objetos domésticos, peças industriais e automóveis e muito mais É solúvel em acetona. Não é biodegradável e sofre com exposição a raios UV.
Exige uma cama aquecida entre os 80ºC e os 100ºC. Por curiosidade, as peças LEGO são feitas com ABS.
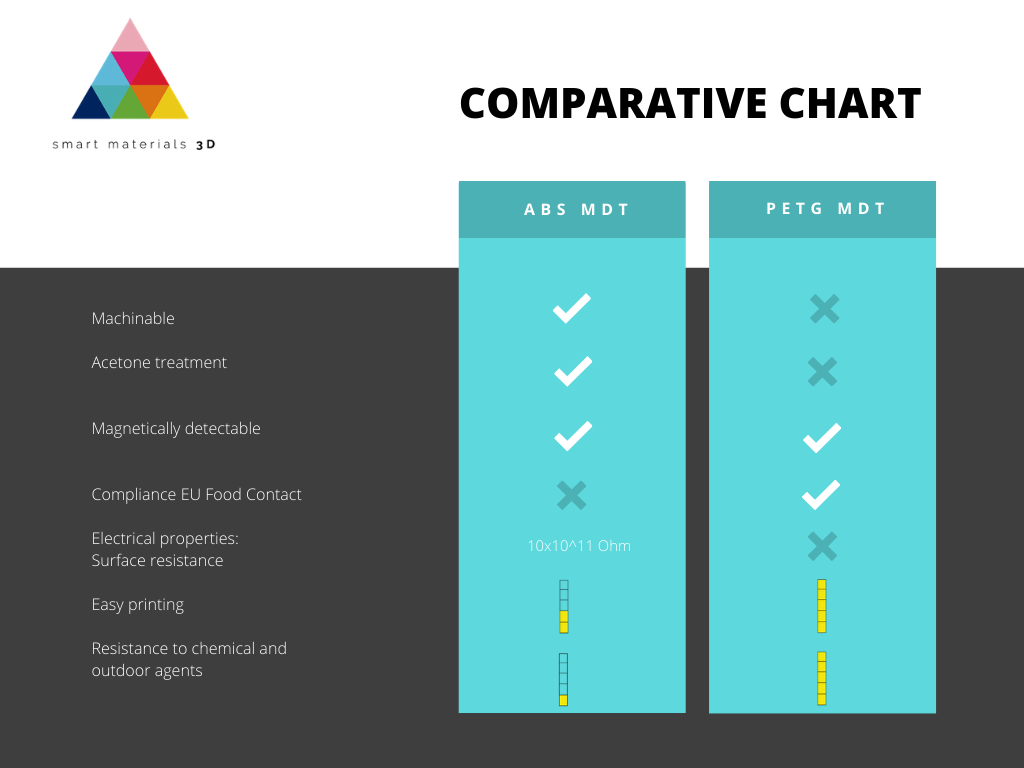
ABS MDT (termoplástico detetável magneticamente) é um filamento para impressão 3D criado para ser detetado por qualquer tipo de detetor magnético, mesmo quando o material está presente em partículas muito pequenas.
Esta propriedade torna este material especialmente adequado para a indústria alimentar, onde a ausência de contaminantes de qualquer origem é essencial. Também é indicado para fabricação de sensores, embalagens inteligentes, etc. Além disso, este filamento possui alta estabilidade dimensional. Material muito rígido, com resistência química à abrasão. Resistente à umidade, fungos e mofo.
Ao contrário dos filamentos existentes no mercado reforçados com pós ferromagnéticos, o MDT ABS é detetável por todos os detetores de metal disponíveis no mercado, tanto através de ímã permanente quanto com os mais modernos com bobinas balanceadas. A sua composição não requer o uso de fibras de aço ou pós metálicos, e não contém fibras de carbono, grafite ou negro de carvão.
Por esse motivo, o ABS Magneto Detectable não liberta poeira ou partículas durante a impressão que são difíceis de identificar e, portanto, dispersam-se na atmosfera de trabalho e contaminam o processo ou produtos acabados.
Recomendamos a limpeza do extrusor após impressão com este material.
Se desejar obter acabamentos superficiais extraordinários com ABS recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
750g - Rolo
ABS Magneto Detectable Natural - Cor
2.85mm - Espessura
270+- 10ºC - Temp. recomendada do Hotend
80º a 100ºC - Temp. recomendada da Heated bed
Muito Difícil - Facilidade de Impressão

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Another shout out to Thomas Sanladerer (toms3d.org) for the challenge to make an ugly color during his visit.
We ended up with some greens that weren't terrible and found it's very difficult to make an ugly color.
To be honest, Lulzbot's company green is not my favorite color, but it was a fun challenge to recreate this color.
I was inspired by the recent Mini 2 release shortly after ERRF.
Realizing I'd missed seeing Lulzbot at ERRF, I followed my inspiration to make For the Lulz Metallic Green HTPLA .
Who knew adding sparkles would totally change my impression of this color? In the light it shifts from lemon to lime covering all the versions I've seen of this color.
I find it shockingly beautiful and I hope you do to! Enjoy!!!

Print with the ease of standard PLA with standard hardware and temperatures, but make fun, mesmerizing prints that stand out. Celebrate good times by printing toys, treasures, and keepsakes. If you want to make a print more fun, just add some metallic pop! Our metallic finish contains no actual metal and has little risk of clogging or wearing your nozzle, and it won't make a glittery mess, but beware the printing is sure to be addictive! Metallic particles are relatively small but have some orientation effects, giving top/bottom surfaces more shine than sidewall, so have some fun playing with orientation to see how the result changes! We recommend 0.2 mm layers for the best result.
Like our other HTPLAs, Metallic HTPLA can be "Heat Treated" to increase crystallinity for "Higher Temperature" resistance compared to amorphous PLA, ABS, and co-polyesters like PETG! Glittler Flake HTPLA prints translucence, but turns opaque when heat treated (or crystallized). With a more crystalline structure, heat treated HTPLA parts can hold form to near melting, though temperatures where the material is practically useful vary greatly depending on geometry and load conditions! For this improved the performance, your prints should be baked in an oven until you see a change from translucent to opaque with reduced gloss. This visual change indicating the improved performance! We've seen the change take place in 5-10 minutes on thin walled parts but can take an hour or more. We've had good luck in a quality, at home convection oven at 110C (225F). Parts will get very "floppy" before becoming more firm, so please leave supports on your parts or support them and bake them on a flat, non-radiating surface (like glass, ceramic, or composite).
For this improved performance, your prints should be baked in an oven until you see a change from translucent pink to opaque pink with reduced gloss. This visual change indicates the improved performance! We've seen the change take place in 5-10 minutes on thin walled parts but can take an hour or more. We've had good luck in a quality, at home convection oven at 110C (225F). Parts will get very "floppy" before becoming more firm, so please leave supports on your parts or support them and bake them on a flat, non-radiating surface (like glass, ceramic, or composite).
In our experience, good results were achieved using standard PLA parameters ranging from 195-225C nozzle with standard build surface preparation (blue tape, glue stick, or BuildTak). No heated bed required but up to 60C is okay. Beware, if the bed temperature is too high, your part base could actually heat treat while printing, increasing warping and decreasing adhesion. Some shrinkage will occur in the heat treating process, so dimension critical parts may need to be scaled appropriately (as much as 2.5% in our experience).
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
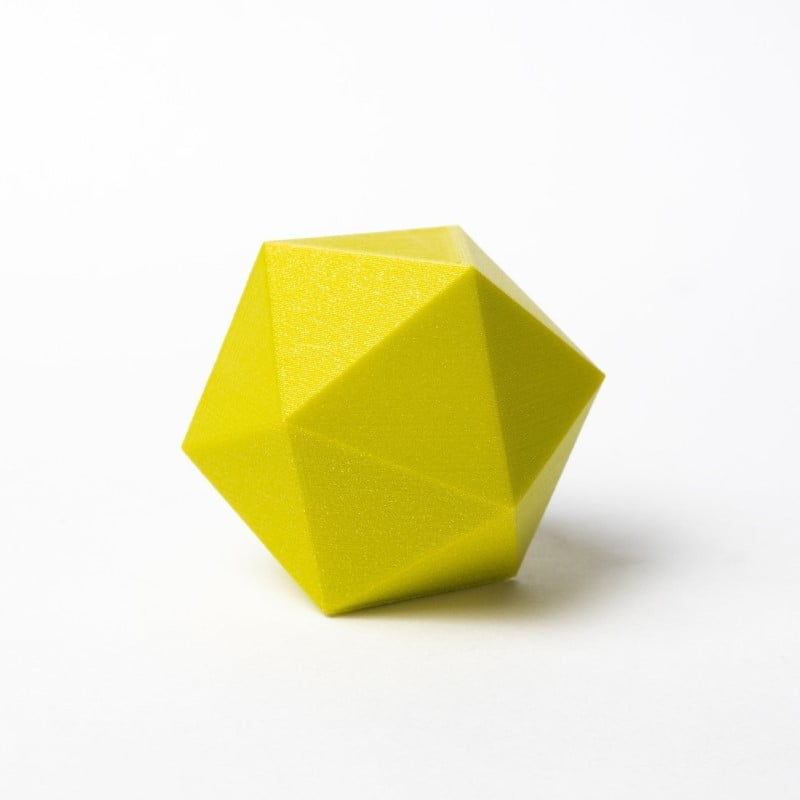
50g- Rolo
HTPLA For the Lulz Metallic Green HTPLA ( Community Inspired ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
INNOVATEFIL® PVA ULTRA é a nossa fórmula solúvel em água de primeira classe de PVA, com a adição de aditivos, conseguimos aumentar a qualidade de impressão a outro nível para imprimir objectos sem defeitos, estabilizar o material e melhorar o seu comportamento contra a degradação térmica, este filamento como suporte alarga a gama de compatibilidade do material, pode ser utilizado com PLA, ABS, PETG, PA, CPE, entre outros.
O nosso INNOVATEFIL® PVA ULTRA é adequado para qualquer impressora, porque funciona numa gama de temperaturas mais ampla, sendo imprimível a partir de 200ºC. Este filamento pode ser retirado mais rapidamente com água quente ou fria, não deixa vestígios na peça acabada e é menos poluente.
O PVA Ultra é um composto de PVA modificado para melhorar as suas propriedades durante a utilização na impressão 3D, melhorando-o significativamente em comparação com o PVA convencional e tornando-o compatível com uma vasta gama de materiais.
A incorporação de aditivos faz com que o material aumente a sua qualidade de impressão, eliminando os problemas de fiação ou gotejamento, conseguindo assim a impressão de peças sem defeitos.
Esta nova fórmula estabiliza o material, melhorando o seu comportamento contra a degradação térmica, eliminando assim os problemas de encravamento causados pelo tempo de espera durante o processo de impressão, a degradação do PVA pode fazer com que o material se cristalize e fique entupido.
Outra das suas vantagens é a melhor aderência à base e ao contrário do PVA, que só é compatível com o PVA, este novo material expande a gama de materiais com os quais pode ser utilizado, sendo compatível com PLA, ABS, PETG, PA, CPE, entre outros. outros.
O PVA Ultra tem a capacidade de ser impresso em qualquer impressora, uma vez que funciona numa maior gama de temperaturas, sendo imprimível a partir de 200ºC.
Quanto à sua dissolução, o material pode ser removido com água quente ou fria, sendo este ultra mais recomendado devido à sua maior velocidade, e também não deixa uma marca na peça acabada.
O filamento de PVA ULTRA é um material solúvel em água, pelo que é essencial para proteger o material num ambiente seco após a sua utilização.

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
750g - Rolo
Smartfil PVA ULTRA Natural - Cor
1.75mm - Espessura
200 a 240ºC - Temp. recomendada do Hotend
60º a 90ºC - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão
INNOVATEFIL® PVA ULTRA é a nossa fórmula solúvel em água de primeira classe de PVA, com a adição de aditivos, conseguimos aumentar a qualidade de impressão a outro nível para imprimir objectos sem defeitos, estabilizar o material e melhorar o seu comportamento contra a degradação térmica, este filamento como suporte alarga a gama de compatibilidade do material, pode ser utilizado com PLA, ABS, PETG, PA, CPE, entre outros.
O nosso INNOVATEFIL® PVA ULTRA é adequado para qualquer impressora, porque funciona numa gama de temperaturas mais ampla, sendo imprimível a partir de 200ºC. Este filamento pode ser retirado mais rapidamente com água quente ou fria, não deixa vestígios na peça acabada e é menos poluente.
O PVA Ultra é um composto de PVA modificado para melhorar as suas propriedades durante a utilização na impressão 3D, melhorando-o significativamente em comparação com o PVA convencional e tornando-o compatível com uma vasta gama de materiais.
A incorporação de aditivos faz com que o material aumente a sua qualidade de impressão, eliminando os problemas de fiação ou gotejamento, conseguindo assim a impressão de peças sem defeitos.
Esta nova fórmula estabiliza o material, melhorando o seu comportamento contra a degradação térmica, eliminando assim os problemas de encravamento causados pelo tempo de espera durante o processo de impressão, a degradação do PVA pode fazer com que o material se cristalize e fique entupido.
Outra das suas vantagens é a melhor aderência à base e ao contrário do PVA, que só é compatível com o PVA, este novo material expande a gama de materiais com os quais pode ser utilizado, sendo compatível com PLA, ABS, PETG, PA, CPE, entre outros. outros.
O PVA Ultra tem a capacidade de ser impresso em qualquer impressora, uma vez que funciona numa maior gama de temperaturas, sendo imprimível a partir de 200ºC.
Quanto à sua dissolução, o material pode ser removido com água quente ou fria, sendo este ultra mais recomendado devido à sua maior velocidade, e também não deixa uma marca na peça acabada.
O filamento de PVA ULTRA é um material solúvel em água, pelo que é essencial para proteger o material num ambiente seco após a sua utilização.
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
350g - Rolo
Smartfil PVA ULTRA Natural - Cor
1.75mm - Espessura
200 a 240ºC - Temp. recomendada do Hotend
60º a 90ºC - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão
Snapmaker 2.0 são impressoras 3D modulares 3-em-1 e permitem a impressão 3D, gravação/corte a laser e escultura CNC num único dispositivo. O Snapmaker 2.0 é mais inteligente, mais rápido, maior e mais potente do que nunca. É uma nova geração de impressoras 3D 3-em-1 que vem com tudo o que precisa
Em Outubro de 2021, o fabricante Snapmaker anunciou que o Snapmaker 2.0 tinha sido revisto. A versão mais recente corre sob o sufixo de nome "T". Predominantemente, a alteração consiste no facto de terem sido instalados outros motoristas de motor passo-a-passo mais silenciosos. A versão mais pequena do dispositivo (A150) não recebeu qualquer alteração à "versão T". A produção desta versão (A150) foi interrompida com este passo devido a uma procura demasiado baixa. Qualquer stock restante será, evidentemente, vendido, depois disso haverá apenas a versão A250T e A350T.
As impressoras 3D 3-em-1 modulares Snapmaker 2.0 são ideais para principiantes em fase de arranque, hobbyistas que preferem opções mais personalizadas, e engenheiros e designers que querem imprimir grandes objectos ou peças precisas com qualidade de impressão superior. Desde aplicações gerais a objectos com propriedades mecânicas específicas, tais como durabilidade, resistência e flexibilidade, a Snapmaker 2.0 permite imprimir quase todos os projectos criativos.
As impressoras 3D disponíveis comercialmente apenas criam impressões em 3D. A funcionalidade Snapmaker s pode ser rapidamente alterada com os módulos intercambiáveis, comparável à mudança da lente de uma câmara. O módulo laser facilita o trabalho com uma grande variedade de materiais. Uma variedade de materiais que se encontram na vida quotidiana podem ser gravados ou cortados a laser, incluindo papel, contraplacado, couro, acrílico, cartão, papel, tecido, e até mesmo alimentos como bolachas e cocos!
Pode até usar o Snapmaker 2.0 como router CNC para fazer objectos precisos 2.5D e 3D. Possui uma área de trabalho significativamente maior e velocidade de trabalho mais rápida do que o modelo original. O módulo de escultura CNC é ideal para esculpir ou cortar com precisão materiais duros. Com o Snapmaker 2.0, não será limitado por opções de materiais plásticos ou macios e poderá utilizar os seguintes materiais para os seus projectos criativos: Madeira dura, PCB, Acrílico, POM, folhas de fibra de carbono e muitos outros materiais.
Nota: Este item é um KIT de conjunto de impressora com caixa fechada, 3D 3-em-1.
Como revendedor europeu, não estamos autorizados a vender o dispositivo individualmente e devemos vender sempre com caixa fechada, devido às normas de segurança.
Cama de aquecimento: até 80°C
320 x 350 x 330 mm (impressão 3D)
320 x 350 mm (gravação/corte a laser)
320 x 350 x 275 mm (fresa CNC)
Impressão em 3D
Gravação e corte a laser
Fresa CNC
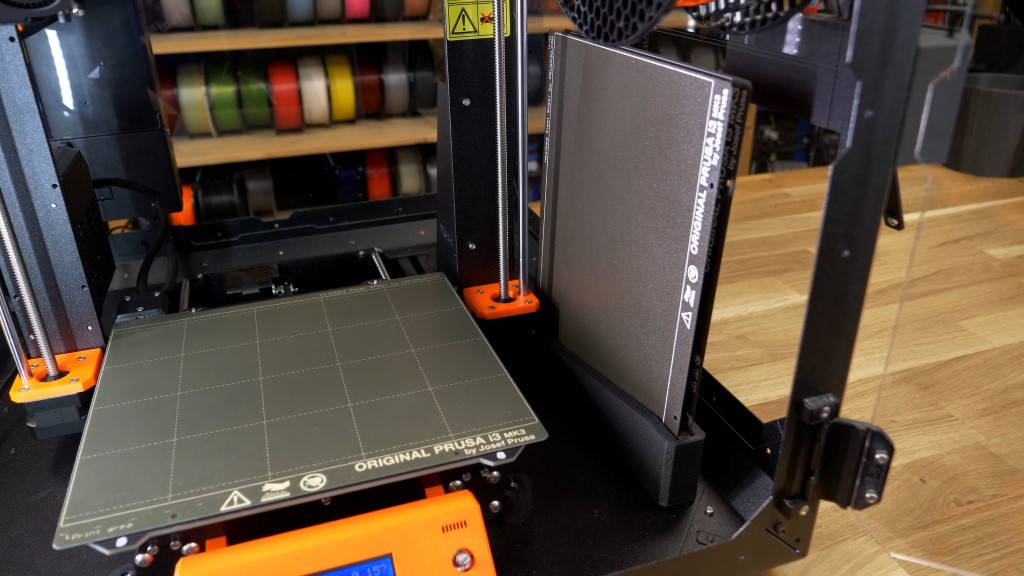
Apresentamos a Original Prusa Enclosure: Caixa Fechada Modular para a sua impressora 3D.
Provavelmente, a característica mais importante de uma boa caixa é o facto de ajudar a criar um ambiente estável para a sua impressora 3D. O aumento da temperatura dentro do espaço fechado é vital quando decide imprimir materiais avançados (ABS, PC CF, PP e outros) que são propensos a empenar. Além disso, alguns destes materiais podem produzir odores indesejados durante a impressão e a caixa ajuda a contê-los.
O nosso modelo também ajuda a reduzir o ruído proveniente da impressora 3D, protege a impressora contra correntes de ar e protege-a contra o pó.

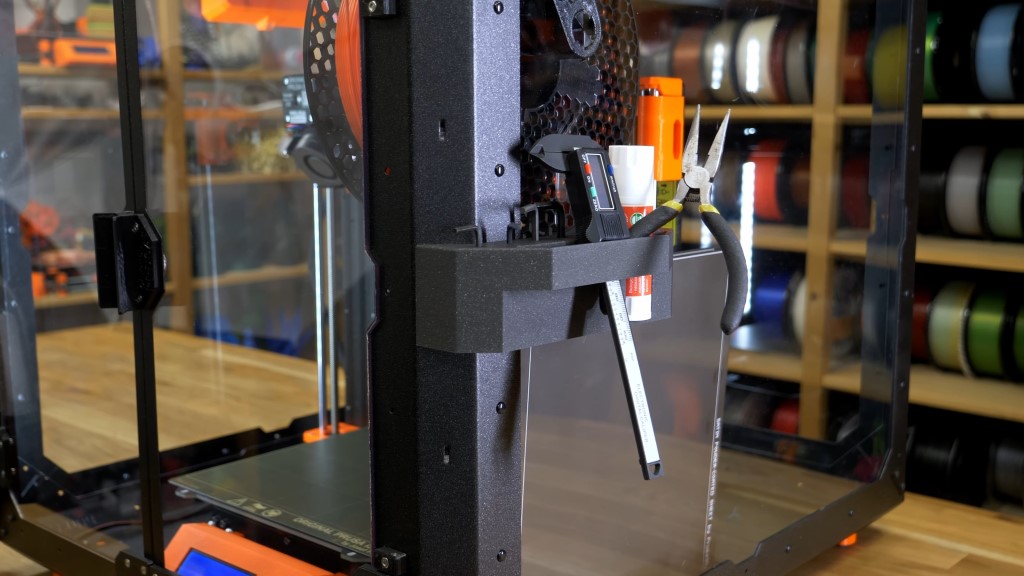
O nosso principal objectivo era construir uma caixa sólida e robusta, que marque todas as caixas mais populares, bem... caixas: perfis metálicos, painéis laterais transparentes, painéis superiores e inferiores metálicos, uma estrutura durável, empilhável e expansível com um design amigo da comunidade. Colocamos inúmeros pontos de montagem na estrutura, para que possa facilmente fixar-lhe vários suportes de ferramentas e outros acessórios úteis, mas pode, claro, ir mais avançado e brincar realmente com várias ideias e melhorias. Se não lhe apetecer gastar tempo com modificações, preparámos uma série de complementos prontos, para que possa configurar o armário na nossa loja virtual e equipá-lo com as coisas de que necessita sem qualquer arranjo.

Uma última coisa antes de chegar aos complementos: a câmara não é activamente aquecida. A temperatura no interior é elevada pelo calor proveniente do leito térmico MK3S+, que é perfeitamente adequado para a grande maioria dos materiais. Estamos a considerar um aquecedor adicional separado, contudo, não será concebido para empurrar as temperaturas demasiado altas (pode afectar a rigidez das partes plásticas da impressora). Será útil para situações em que se tenha a impressora e o invólucro num ambiente muito frio (por exemplo, uma garagem) e a impressora mostraria de outro modo erros de Mintemp.
Nas temperaturas ambientes habituais (20-22 °C), as temperaturas médias no interior do recinto podem atingir os seguintes valores:
33 °C ao imprimir PLA
36 °C ao imprimir PETG
38 °C ao imprimir ASA
39 °C ao imprimir PC BLEND
Lembre-se de que estes números são afectados pela temperatura ambiente e temperaturas de impressão circundantes. Também é importante notar que a impressão PLA a altas temperaturas pode levar a que o bico da impressora fique entupido. Se a temperatura ambiente for superior a 28 °C, recomenda-se imprimir o PLA com a porta da caixa aberta.

Uma característica bastante única entre as impressoras fechadas populares. Pode-se empilhar facilmente várias caixas umas sobre as outras e fixá-las usando parafusos. É uma óptima solução para as farms de impressão!


Máximo de unidades empilháveis: até 5 (com mais de 3 compartimentos, recomenda-se a ancoragem a uma parede)
O produto foi concebido para ser ainda mais alargado com peças impressas adicionais, electrónica, câmaras fotográficas e muito mais. Estamos a preparar uma série de acessórios impressos em 3D úteis, haverá uma colecção dedicada de impressões em Printables.com (em breve)



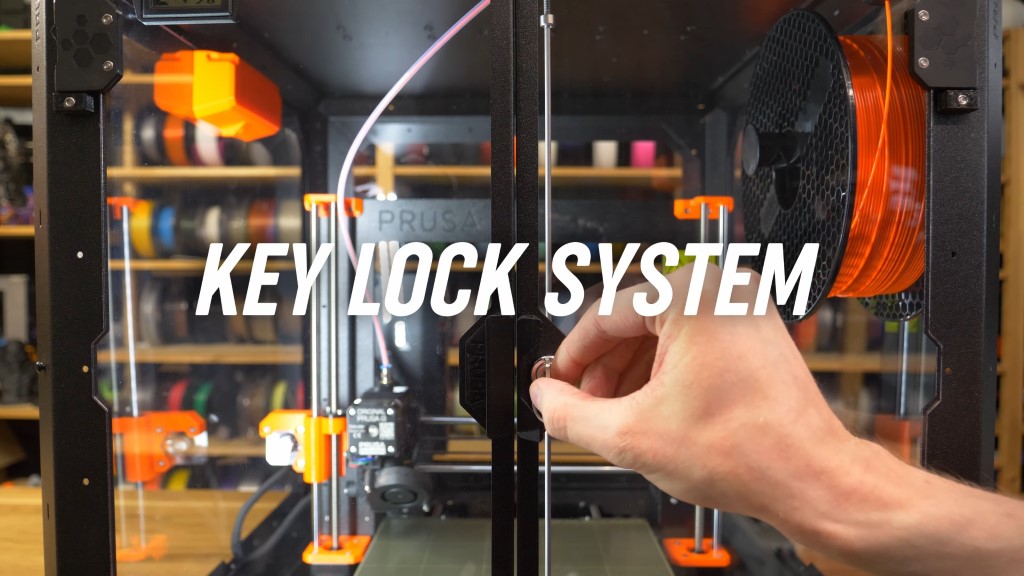
Perfeito não só para a sua casa, mas também para empresas, para industrias, para escolas, universidades, espaços coworking, e outros locais onde queira desactivar o acesso sem supervisão à sua impressora.




Sistema de supressão de fogo autónomo ao estilo de tubo. O sistema é fabricado na Europa e utiliza um meio extintor extremamente eficaz, limpo e seguro. O sistema funciona automaticamente e independentemente de qualquer fonte de alimentação, reagindo a altas temperaturas. As nossas impressoras 3D são conhecidas por serem extremamente fiáveis e seguras, pelo que não há riscos de incêndio. Acrescentamos este sistema principalmente devido aos requisitos de certas instituições (escolas, espaços de hackers, etc.) onde existe um requisito frequente de ter um sistema de supressão de incêndio.

Especialmente útil quando se imprimem materiais como o ASA e outros materiais que produzem um número crescente de partículas ultra-finas e fumos durante a impressão. A versão base tem um interruptor manual de ligar/desligar, no entanto, também será compatível com a electrónica "Smart Box" (mais informações abaixo), um dos futuros add-ons, que trará funcionalidade automatizada. Note-se que os invólucros com o sistema de filtração têm prazos de entrega prolongados!
Para o explicar um pouco mais: Estudos demonstraram que a maioria dos materiais de impressão em 3D normalmente utilizados deveriam ser seguros, mas queríamos dar um passo em frente. A nossa quinta com mais de 600 impressoras tem vindo a testar o seu próprio sistema de filtragem de ar há já algum tempo. Quando começámos a desenhar o recinto, quisemos fornecer-lhe uma solução semelhante. Menos partículas e menos odor no ar são sempre melhores. O nosso primeiro pensamento foi utilizar soluções industriais prontas, mas o seu preço era demasiado elevado.
Em vez disso, estabelecemos uma parceria com uma empresa especializada em filtros de ar. Combinando um filtro HEPA altamente eficiente (eficiência de 99,9%) com grânulos de carbono activo, pretendemos livrar-nos tanto das partículas como do cheiro. Actualmente, os testes estão a ser verificados por um laboratório independente de uma universidade local. Entretanto, os nossos criadores estão a optimizar ainda mais o desenho e a trabalhar para melhorar o fluxo de ar no interior do recinto.
Ao pesquisar a filtragem do ar, descobrimos que não existe actualmente qualquer certificação ou normas para a impressão em 3D. Uma vez terminado o desenvolvimento, partilharemos os nossos conhecimentos com a comunidade e esperamos inspirar outros a juntarem-se a nós nesta iniciativa.

Uma fechadura mecânica padrão que cabe na porta do recinto, para que possa manter a sua impressora trancada longe das mãos curiosas. Perfeito não só para a sua casa, mas também para escolas, universidades, espaços de hacker, e outros locais onde queira desactivar o acesso sem supervisão à sua impressora.
Por defeito, há espaço suficiente no interior da caixa(e os cabos da PSU são suficientemente longos) para a manutenção da impressora. No entanto, se planeia tirar a impressora da caixa frequentemente, pode instalar um conector de libertação rápida nos cabos da PSU - por exemplo, se estiver a executar uma exploração de impressão e precisar de mudar as suas impressoras.

Com a versão actual da caixa, a faixa LED iluminará o interior da caixa. Mais tarde, juntamente com o suplemento Smart Box, esta faixa de LED tornar-se-á programável.
Estamos também a preparar uma série de add-ons gratuitos! Encontrará todos os modelos em Printables.com. Depois, poderá descarregar os ficheiros STL e imprimi-los! 🙂

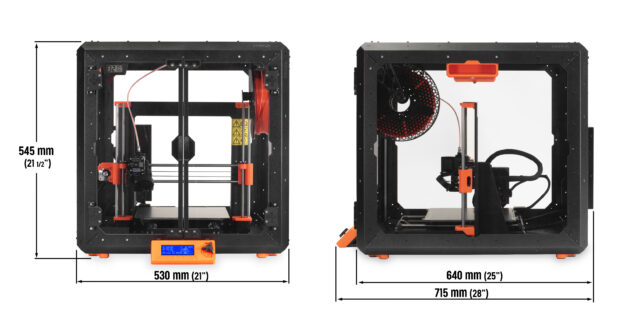
Dimensões com o LCD montado no exterior: 530 mm (l) × 545 mm (h) × 715 mm (d)
Dimensões com o LCD interior: 530 mm (l) × 545 mm (h) × 640 mm (d) É necessário pelo menos 250 mm em frente do recinto para que as portas se abram completamente
Tipo de invólucro: Passivo, aquecimento fornecido apenas pela cama térmica da impressora 3D
Peso: 10,6 kg (23,4 lbs)
Máximo de unidades empilháveis: até 5 (com mais de 3 compartimentos, recomenda-se a ancoragem a uma parede)
O pacote básico contém: Todos os componentes necessários para construir a estrutura (partes da estrutura, painéis laterais transparentes, painéis superiores e inferiores, material de montagem, suporte da estrutura da impressora), sensor de temperatura, e documentação. Manípulos e acessórios opcionais impressos em 3D, vistos em algumas fotos, não estão incluídos no pacote.