Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.

A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:






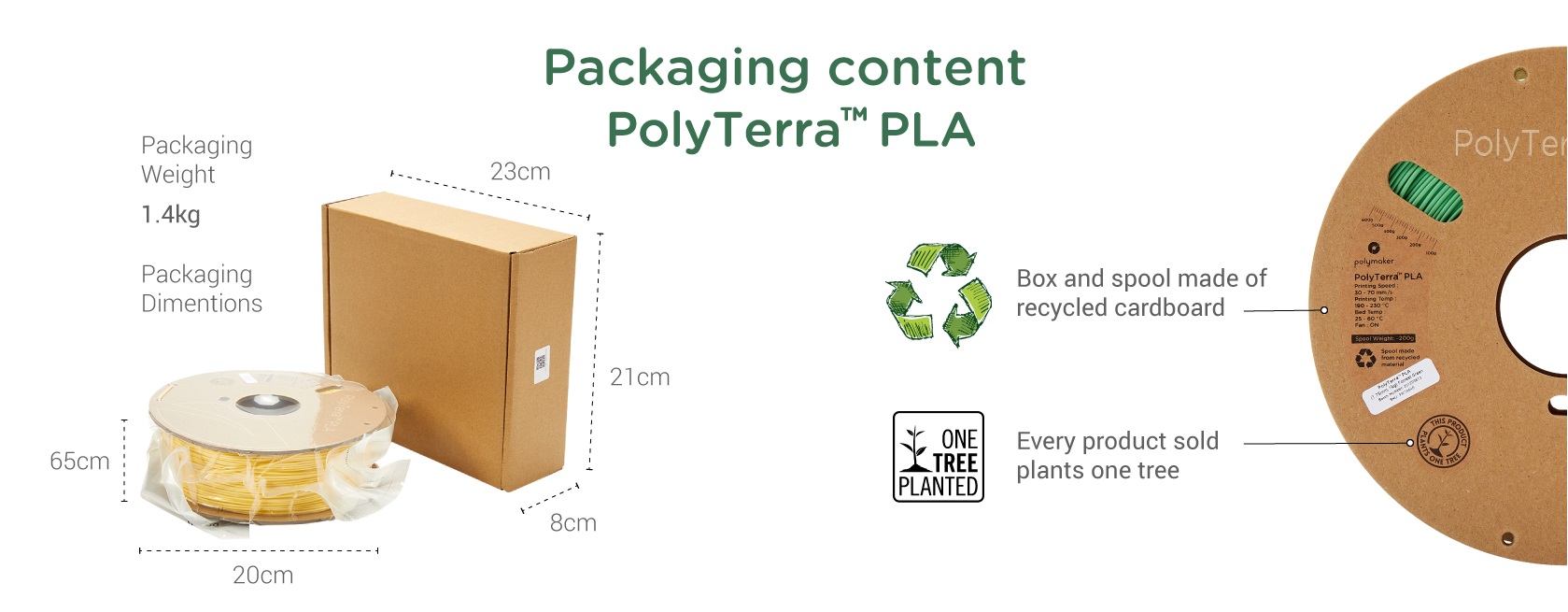
PolyTerra™️ O PLA é um filamento de impressão 3D de base bioplástica concebido desde o início para criar a próxima geração de PLA, proporcionando facilidade de utilização, qualidade de impressão, velocidade e fiabilidade. É um produto sustentável de origem natural e para cada bobina produzida é plantada uma árvore para restituir à terra.
O Polymaker PolyTerra PLA Filament é um material de impressão 3D acessível e também de alta qualidade, gerando superfícies mate nos seus resultados de impressão. O PolyTerra PLA Filament vem com uma bobina de cartão reciclado.

Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker



O que é PLA?
PLA ou Ácido Poliláctico é uma gama de bioplásticos únicos que são ambos biobásicos e biodegradáveis. O ácido poliláctico, vulgarmente conhecido como PLA, é um dos materiais populares utilizados na impressão 3D de secretária.
É o filamento por defeito de escolha para a maioria das impressoras 3D baseadas em extrusão porque pode ser impresso a um baixo temperatura e não necessita de uma cama aquecida.
O PLA é um excelente primeiro material a ser utilizado uma vez que está a aprender sobre a impressão 3D porque é fácil de imprimir, muito barata, e cria peças que podem ser utilizadas para uma grande variedade de aplicações.
É também uma dos filamentos mais amigos do ambiente no mercado actual.
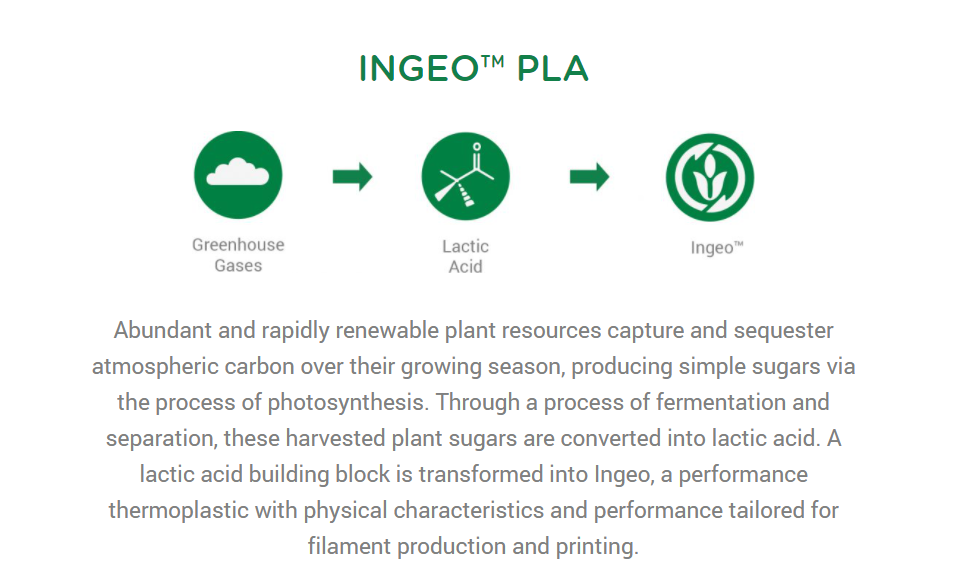
Derivados de culturas como o milho e a cana-de-açúcar, o PLA é renovável e o mais importante biodegradável. Como bónus, isto também permite ao plástico emitir um aroma doce durante a impressão.
Redução da pegada de carbono
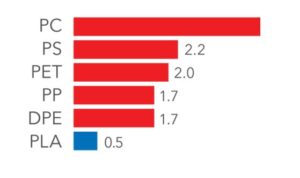
O bioplástico PLA permite produtos a serem produzidos com um elevado conteúdo biobaseado e uma pegada de carbono reduzida.
O PLA é produzido a partir de matérias-primas renováveis como a cana-de-açúcar, milho, beterraba sacarina e mandioca.
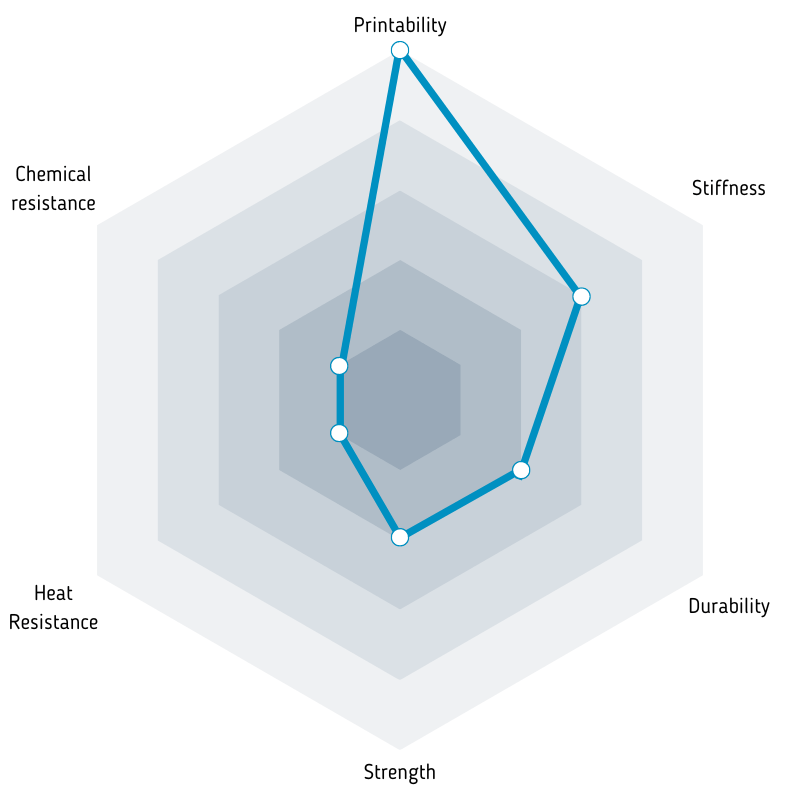
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA Polyterra Sapphire Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.
A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:
PolyTerra™️ O PLA é um filamento de impressão 3D de base bioplástica concebido desde o início para criar a próxima geração de PLA, proporcionando facilidade de utilização, qualidade de impressão, velocidade e fiabilidade. É um produto sustentável de origem natural e para cada bobina produzida é plantada uma árvore para restituir à terra.
O Polymaker PolyTerra PLA Filament é um material de impressão 3D acessível e também de alta qualidade, gerando superfícies mate nos seus resultados de impressão. O PolyTerra PLA Filament vem com uma bobina de cartão reciclado.
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
O que é PLA?
PLA ou Ácido Poliláctico é uma gama de bioplásticos únicos que são ambos biobásicos e biodegradáveis. O ácido poliláctico, vulgarmente conhecido como PLA, é um dos materiais populares utilizados na impressão 3D de secretária.
É o filamento por defeito de escolha para a maioria das impressoras 3D baseadas em extrusão porque pode ser impresso a um baixo temperatura e não necessita de uma cama aquecida.
O PLA é um excelente primeiro material a ser utilizado uma vez que está a aprender sobre a impressão 3D porque é fácil de imprimir, muito barata, e cria peças que podem ser utilizadas para uma grande variedade de aplicações.
É também uma dos filamentos mais amigos do ambiente no mercado actual.
Derivados de culturas como o milho e a cana-de-açúcar, o PLA é renovável e o mais importante biodegradável. Como bónus, isto também permite ao plástico emitir um aroma doce durante a impressão.
Redução da pegada de carbono
O bioplástico PLA permite produtos a serem produzidos com um elevado conteúdo biobaseado e uma pegada de carbono reduzida.
O PLA é produzido a partir de matérias-primas renováveis como a cana-de-açúcar, milho, beterraba sacarina e mandioca.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA Polyterra Savannah Yellow - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.
A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:
PolyTerra™️ O PLA é um filamento de impressão 3D de base bioplástica concebido desde o início para criar a próxima geração de PLA, proporcionando facilidade de utilização, qualidade de impressão, velocidade e fiabilidade. É um produto sustentável de origem natural e para cada bobina produzida é plantada uma árvore para restituir à terra.
O Polymaker PolyTerra PLA Filament é um material de impressão 3D acessível e também de alta qualidade, gerando superfícies mate nos seus resultados de impressão. O PolyTerra PLA Filament vem com uma bobina de cartão reciclado.
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
O que é PLA?
PLA ou Ácido Poliláctico é uma gama de bioplásticos únicos que são ambos biobásicos e biodegradáveis. O ácido poliláctico, vulgarmente conhecido como PLA, é um dos materiais populares utilizados na impressão 3D de secretária.
É o filamento por defeito de escolha para a maioria das impressoras 3D baseadas em extrusão porque pode ser impresso a um baixo temperatura e não necessita de uma cama aquecida.
O PLA é um excelente primeiro material a ser utilizado uma vez que está a aprender sobre a impressão 3D porque é fácil de imprimir, muito barata, e cria peças que podem ser utilizadas para uma grande variedade de aplicações.
É também uma dos filamentos mais amigos do ambiente no mercado actual.
Derivados de culturas como o milho e a cana-de-açúcar, o PLA é renovável e o mais importante biodegradável. Como bónus, isto também permite ao plástico emitir um aroma doce durante a impressão.
Redução da pegada de carbono
O bioplástico PLA permite produtos a serem produzidos com um elevado conteúdo biobaseado e uma pegada de carbono reduzida.
O PLA é produzido a partir de matérias-primas renováveis como a cana-de-açúcar, milho, beterraba sacarina e mandioca.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
1kg- Rolo
PLA Polyterra Sunrise Orange - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
190º a 230º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.

Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão


FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Red - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Pure TR- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Gray - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Graphite - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
































