
Assistência Técnica em Portugal com serviço de manutenção/reparação em Aveiro e envio de peças em 24h.
Impressora 3D Original Prusa I3 MK3s+ KIT
Original Prusa i3 MK3s+, das impressoras mais famosas do mercado, largamente utilizada em todo o mundo. Impressora repleta de sensores e automatismos.
Opção da impressora de cor Laranja ou Negra.
Opção de plataforma removível com textura ou sem textura.
ATENÇÃO: Modelo em KIT, no qual o utilizador é responsável pela sua montagem. Caso danifique algum componente durante a mesma, poderá inviabilizar a garantia do equipamento.
Cada KIT necessita de aproximadamente 8h a 10h de montagem.
Todos os KIT´s são fornecidos de fábrica com apenas 1 ano de garantia para Empresas.
Caso pretenda 2 anos de garantia, recomendamos as opte por um modelo mais profissional, já montado e com formação de como operar incluída:
Características:
- Montagem demorada(8 a 10h)
- Auto leveling automático
- Recuperação de impressão caso falhe a corrente elétrica
- Plataforma magnética flexível para fácil remoção das peças
- Rápido aquecimento
- Trinamic Drivers para impressão silenciosa
- Crash detection. Recupera a impressão no caso de colisão
- Área de impressão: 210 * 210* 250mm
- Conexão com cartão SD OFFLINE
- Fonte de alimentação comutável 110V / 240V
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
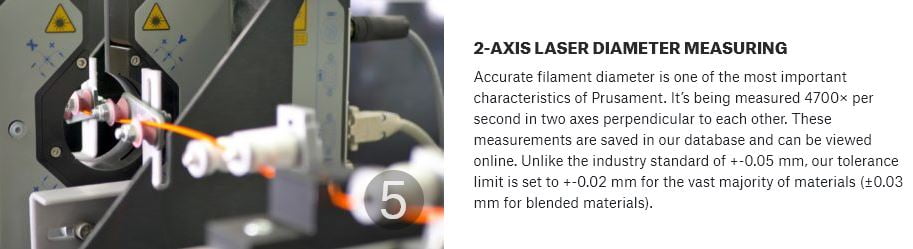
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!

O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
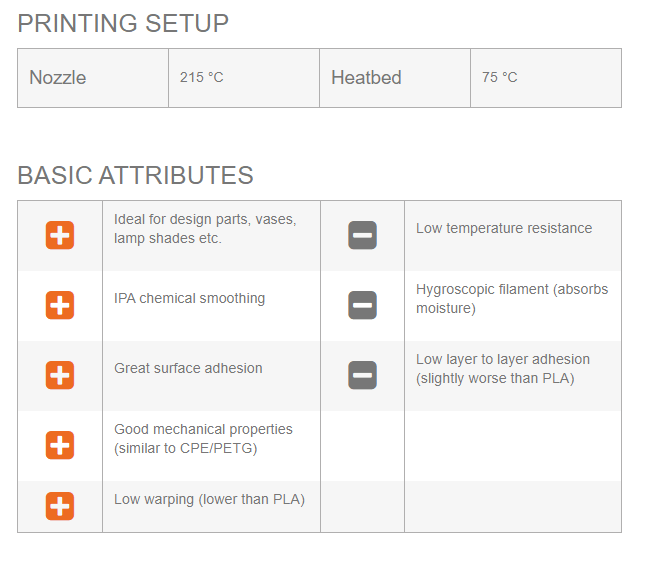
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Prusa Orange Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
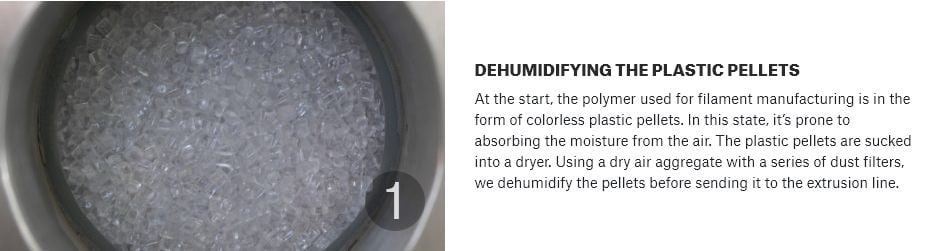

Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Dark Blue Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Light Yellow Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Bright Green Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Natural Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
Este é um conjunto de 6 amostras de filamento de PVB de Prusament.
Cada amostra representa uma cor - Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparent.
O peso de cada amostra é de 25 g.
Para facilitar a impressão com as amostras de 25 g, recomendamos a utilização deste suporte de amostras especial (link) que pode ser montado utilizando duas peças impressas em 3D usando uma bobine vazia de Prusament .
Também preparámos para si um conjunto de modelos de teste (link) !
6x25 g - Rolo
Prusament Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparentt - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Smoky Black Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Filamento PETG para impressão 3D da marca Filament PM, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade.
A marca Filament PM ficou conhecida por fabricar e fornecer os filamentos para a conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
10m (Amostra) - Rolo
Orange 2018 (Laranja Prusa) - Cor
1.75mm (+-0.05mm) - Espessura
220º a 250º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Fácil - Facilidade de Impressão
Ver esta publicação no Instagram
Ver esta publicação no Instagram
Este produto é o tubo de PTFE de substituição do hotend. É APENAS compatível com a Prusa MINI/+ original.
Incluído:
Características:
Para trocar este componente, recomendamos a leitura do manual.
































