O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 Pistachio Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 UFO Blue Metallic - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 Mistake Blue Metallic - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 Flirty Plum - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 Flash Yellow Metallic - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 Caramel Brown Metallic - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 Ghost White- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Features:
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
CPE HG100 Natural - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 275º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
Nozzle produzido pela marca E3D V6.
Compatível com a maioria dos hotends:
Mosquito and Mosquito Magnum
Copperhead
E3D V4, V5 and V6 blocks
E3D Chimera and Kraken
RepRap M6
e Impressoras 3D:
MK3s
MK2.5/S
MK2/S
MINI
Escolher o material certo:
Nozzle X
O Nozzle X é o último nozzle de que a sua impressora 3D alguma vez precisará. Fabricados a partir de uma base de aço-ferramenta endurecido, são depois niquelados para manter a dureza a temperaturas elevadas, e têm um revestimento WS2 aplicado para proporcionar ao bico propriedades de aderência reduzidas. Classificado a uma temperatura máxima de 500°C, Nozzle X imprime todos os materiais imprimíveis*, desde PLA até PEEK cheio de fibra de carbono sem desgaste.
Latão
Os bicos de latão, com a geometria interna da assinatura E3D, têm propriedades térmicas óptimas para a impressão diária, proporcionando camadas suaves para aplicações padrão não abrasivas. Classificados a uma temperatura máxima de 300°C.
Aço Inoxidável
Os bicos de aço inoxidável são adequados para impressão de qualidade alimentar, ou aplicações em que o conteúdo de chumbo dos bicos de latão é inadequado. Classificados a uma temperatura máxima de 500°C.
Cobre laminado
Os nossos bicos de cobre chapeados únicos são adequados para aplicações a altas temperaturas e não-abrasivas. A niquelagem proporciona uma superfície de aderência reduzida, ideal para situações em que as temperaturas são demasiado quentes para uma meia de silicone. Classificado a uma temperatura máxima de 500°C.
Aço temperado
Os bicos de aço endurecido são bons bicos utilitários, adequados para filamentos abrasivos tais como enchimentos de madeira, enchimentos de brilho e enchimentos de metal. Até mesmo os filamentos brilhantes no escuro irão abrasar latão, pelo que os nossos bicos de aço endurecido são uma óptima opção, de baixo custo, quando não se pode esticar para um Nozzle X. Classificados a uma temperatura máxima de 500°C. Note que este nozzle não é adequado para imprimir filamentos abrasivos a temperaturas superiores a 350°C.
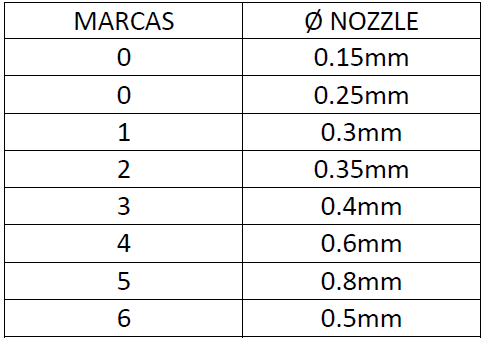
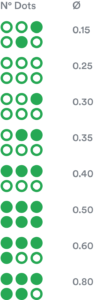
Os nozzle E3D são identificáveis com marcações nos planos da cabeça hexagonal, consulte a tabela abaixo para identificação:
O nozzle de latão é o material mais comum encontrado nas impressoras 3D.
Apesar de ser o nozzle mais económico, não significa que seja de prestação inferior aos nozzles produzidos de outros materiais.
O latão além de ser fácil de ser fabricado, é um excelente condutor térmico, possuindo melhores prestações que nozzles de outros materiais como os nozzles de inox.
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.

Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK

Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.5mm - Diâmetro
Recomendamos a leitura do artigo com informação à cerca do diâmetro dos nozzles
Para trocar este componente, recomendamos a leitura do manual.
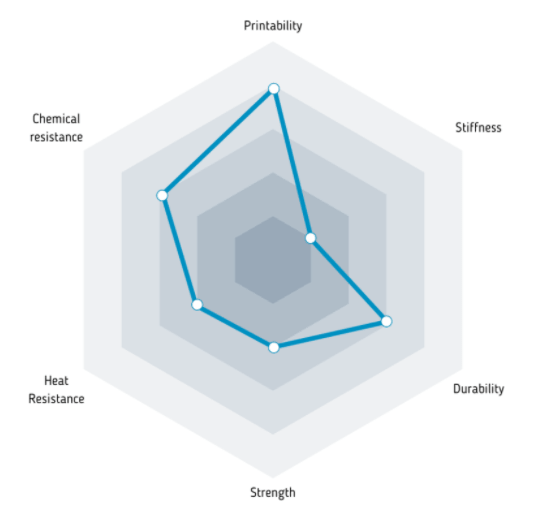
ASA , ou acrilato de estireno é um termoplástico que combina resistência mecânica, resistência UV e resistência à água.
Possui também alta estabilidade dimensional e excelente resistência química, tornando-a ideal para prototipagem, aplicações ao ar livre e indústria automóvel.
Forte resistência UV.
Adequada para uso exterior, aplicações de alto desgaste e resistência ao impacto.
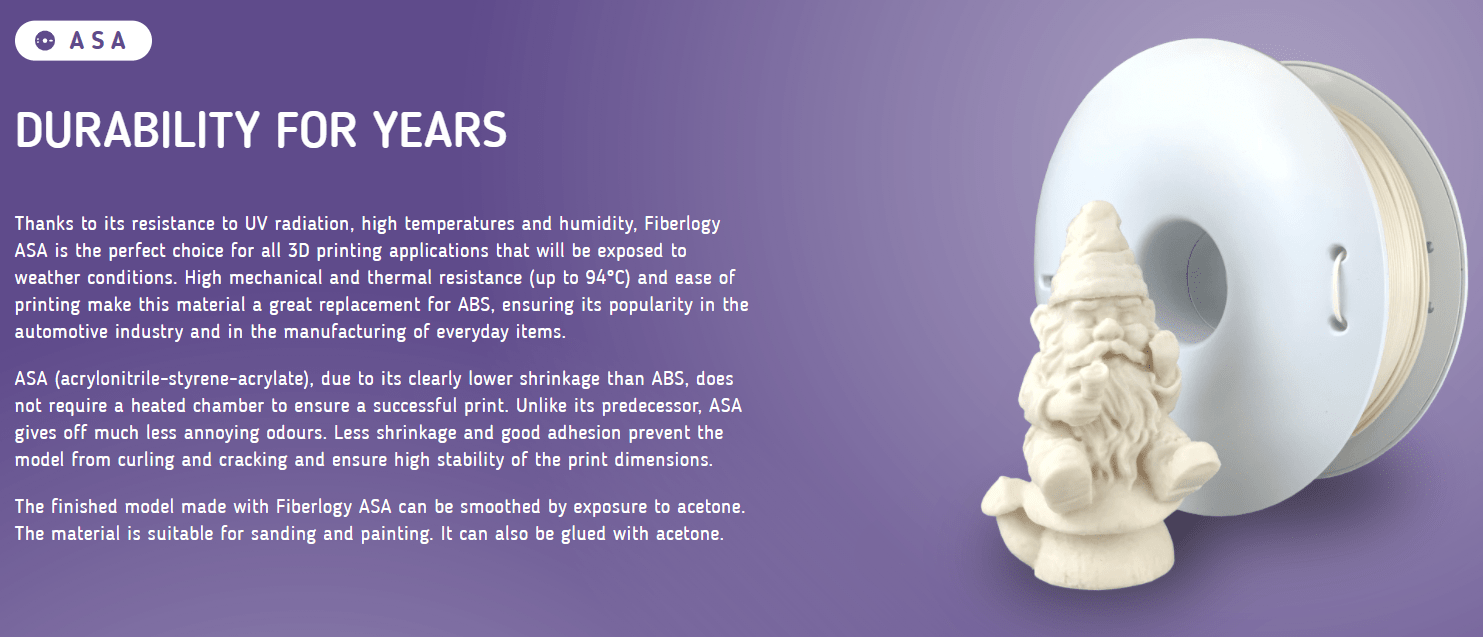
Graças à sua resistência à radiação UV, altas temperaturas e humidade, o ASA é a escolha perfeita para todas as aplicações de impressão 3D que serão expostas às condições climáticas.
A alta resistência mecânica e térmica (até 94 ° C) e a facilidade de impressão fazem deste material um ótimo substituto do ABS, garantindo sua popularidade na indústria automotiva e na produção de itens do quotidiano.
O ASA (acrilonitrila-estireno-acrilato), devido à sua contração claramente mais baixa que o ABS, não requer uma câmara aquecida para garantir uma impressão bem-sucedida.
Ao contrário do seu antecessor, o ASA exala muito menos odores irritantes. Menos encolhimento e boa aderência evitando que o modelo se enrole e rache e garantem alta estabilidade das dimensões da impressão.
O modelo acabado fabricado com Fiberlogy ASA pode ser suavizado com uma breve exposição à acetona.
O material é adequado para lixar e pintar. Também pode ser colado com acetona.
O ASA tem a vantagem de poder ser dissolúvel em Acetona, conseguindo dar uma acabamento sem que se notem as camadas, após um banho ou vaporização.
Aplicações:
Automotiva: peças para carros e motas, acessórios, substituições
Desporto: guardas, acessórios e suportes, peças suplentes
Casa e Jardim: decorações, equipamentos, ferramentas, utensílios do dia-a-dia
Electónica: housings para sensores e micro-controladores
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 100ºC para o material ABS , consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
750g - Rolo
ASA Black - Cor
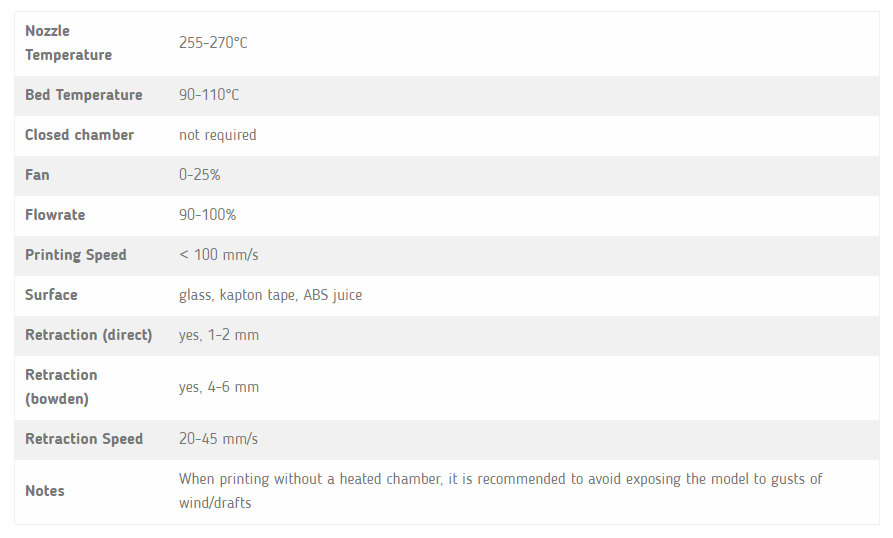
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão