Apresentamos o novo Inovatefil TPU FC.
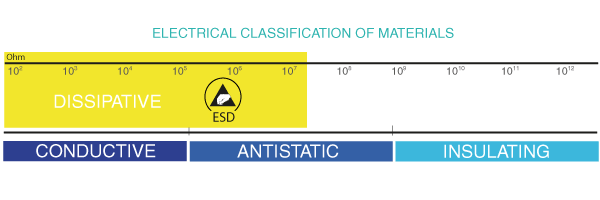
O novo flexível reforçado com filamento de fibra de carbono tem propriedades condutoras.
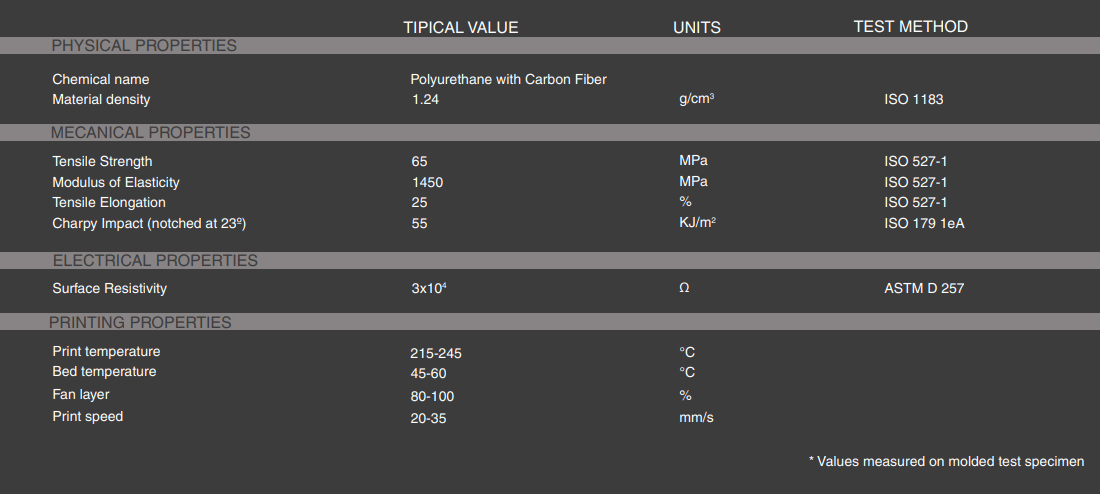
O acabamento das peças, feito com este filamento, tem uma superfície de acabamento preto mate (esta é a sua cor natural, uma vez que não contém aditivos de cor).
A dureza da superfície é Shore 90A.
Têm também grande resistência aos raios UV, o que a torna mais adequada para aplicações ao ar livre do que outros filamentos.


APLICAÇÕES
- Telecomunicações.
- Equipamento hospitalar.
- Malas e embalagens.
- Aeroespacial e automóvel.
- Estofos amortecedores.
- Cintos de condução, cintos de distribuição, tubos flexíveis e conectores.
INNOVATEFIL TPU FC CARBON FIBER CF , Termoplástico de elastómero reforçado com fibra de carbono. Com este filamento é possível imprimir objectos flexíveis, com uma elevada qualidade de impressão.
A incorporação de fibras de carbono oferece propriedades melhoradas, alta resistência à tracção, alta tolerância ao calor e maior resistência química em comparação com TPUs não reforçadas.
Além disso, a fibra de carbono confere-lhe condutividade eléctrica, tornando-a ideal para aplicações que requerem protecção contra descargas electrostáticas (ESD).
Recomendações para a utilização de fibra de carbono
A fibra de carbono torna o filamento muito abrasivo, por isso é necessário utilizar nozzles de aço endurecido ou similares, evitando assim o desgaste prematuro dos componentes.
Para obter um melhor acabamento e evitar problemas de impressão, é recomendável a utilização de nozzles de 0,6mm de diâmetro e uma altura da camada de impressão de 0,2 mm ou maior. Não seguir estas recomendações pode provocar problemas de entupimento do nozzle.
Manutenção do extrusor
Uma vez terminada a impressão, é necessário limpar o nozzle, eliminando o excesso de material para evitar obstruções e consequentes defeitos nas peças. Se forem utilizados vários materiais, recomenda-se ter um nozzle para cada material para evitar mistura.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
INNOVATEFIL TPU FC CARBON FIBER CF M Natural - Cor
1.75mm - Espessura
215ºC a 245ºC- Temp. recomendada do Hotend
0º a 60ºC - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão

O PLA+ é considerado um PLA relativamente mais fácil de imprimir, precisando de temperatura do nozzle relativamente mais baixa do que o PLA normal.
WOODJet é um composto de PLA+ e açucar de polpa de beterraba com aspecto de madeira.
Temperatura de impressão mais baixa 195 °C - óptimo para pontes e sobreposições de impressão, maior aderência de camadas e resistência ao impacto - ou seja, que o objecto impresso é mais flexível ao dobrar-se
O filamento é adequado para uso artístico, uma vez que as gravuras têm um efeito único de madeira.
Filamento PLA para impressão 3D da marca Filament PM, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade.
A marca Filament PM ficou conhecida por fabricar e fornecer os filamentos para a conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
O PLA é um termoplástico, classificado ainda como plástico de poliéster. Possui a mais alta capacidade de aquecimento e a menor condutividade térmica em relação a outros plásticos de poliéster.
Este material está ganhando cada vez mais popularidade devido à impressão 3D e à aplicação do nosso dia a dia, como por exemplo as novas tampas dos sumos da Compal .
O material é biodegradável e adequado para imprimir todo o tipo de objetos que necessitem de operar em temperaturas abaixo de 60 °C .

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido com diâmetro igual ou superior a 0.6mm.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
PRINTING SETUP
Nozzle: 210 °C
Heatbed: 60 °C
We recommend a nozzle of 0.6 mm and larger.
ADVANTAGES:
✅ lower printing temperature 195 °C
✅ higher viscosity
✅ suitable for printing large models
✅ better withstands insufficient cooling of the printer in a warm environment
✅ tempting wooden look
✅ better post-processing
DISADVANTAGES:
❌ brittle
❌ low-temperature resistance
❌ we recommend a nozzle of 0.6 mm
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
10m (Amostra) - Rolo
PLA+ WOODJet natur - Cor
1.75mm (+-0.05mm) - Espessura
195º a 210º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
A melhor maneira de trazer a beleza da natureza para a sua impressão 3D!
O PLA+ é considerado um PLA relativamente mais fácil de imprimir, precisando de temperatura do nozzle relativamente mais baixa do que o PLA normal.
WOODJet é um composto de PLA+ e açucar de polpa de beterraba com aspecto de madeira.
A nova e melhorada fórmula com aditivo de bambu cria uma ilusão perfeita de madeira e forma pormenores espantosos como se fossem feitos de materiais naturais. E a melhor parte? Com o novo WoodJet, não tem de se preocupar com o entupimento do bocal, pelo que pode ter a certeza de um resultado perfeito.
Mas isso não é tudo! O novo WoodJet é feito de material modificado PLA+ de alta qualidade que é amigo do ambiente, pelo que pode imprimir sem se preocupar com o ambiente. Além disso, decidimos deixar de utilizar resíduos de beterraba sacarina e optámos por uma alternativa muito mais sustentável.
O que é que isto significa para si? Terá um filamento de alta qualidade e amigo do ambiente que se adapta às suas necessidades e lhe permite criar detalhes perfeitos com efeitos naturais. Então, porquê esperar?
Temperatura de impressão mais baixa 195 °C - óptimo para pontes e sobreposições de impressão, maior aderência de camadas e resistência ao impacto - ou seja, que o objecto impresso é mais flexível ao dobrar-se
O filamento é adequado para uso artístico, uma vez que as gravuras têm um efeito único de madeira.
Filamento PLA para impressão 3D da marca Filament PM, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade.
A marca Filament PM ficou conhecida por fabricar e fornecer os filamentos para a conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
O PLA é um termoplástico, classificado ainda como plástico de poliéster. Possui a mais alta capacidade de aquecimento e a menor condutividade térmica em relação a outros plásticos de poliéster.
Este material está ganhando cada vez mais popularidade devido à impressão 3D e à aplicação do nosso dia a dia, como por exemplo as novas tampas dos sumos da Compal .
O material é biodegradável e adequado para imprimir todo o tipo de objetos que necessitem de operar em temperaturas abaixo de 60 °C .
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido com diâmetro igual ou superior a 0.8mm.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
PRINTING SETUP
Nozzle: 210 °C
Heatbed: 60 °C
We recommend a nozzle of 0.6 mm and larger.
ADVANTAGES:
✅ lower printing temperature 195 °C
✅ higher viscosity
✅ suitable for printing large models
✅ better withstands insufficient cooling of the printer in a warm environment
✅ tempting wooden look
✅ better post-processing
DISADVANTAGES:
❌ brittle
❌ low-temperature resistance
❌ we recommend a nozzle of 0.8 mm
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
500g - Rolo
PLA+ WOODJet natur - Cor
1.75mm (+-0.05mm) - Espessura
195º a 210º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
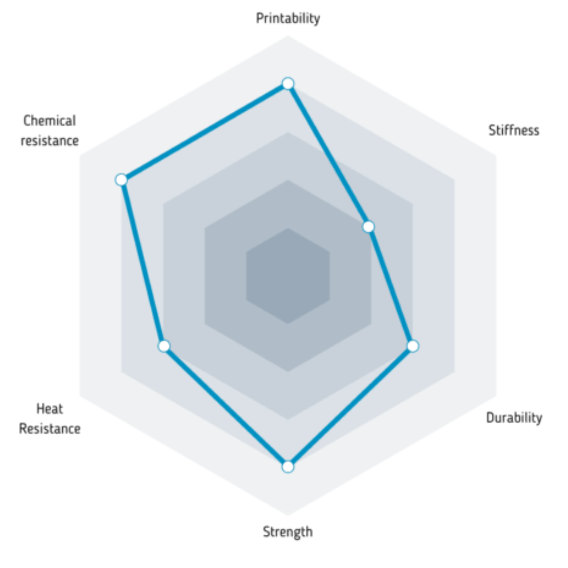
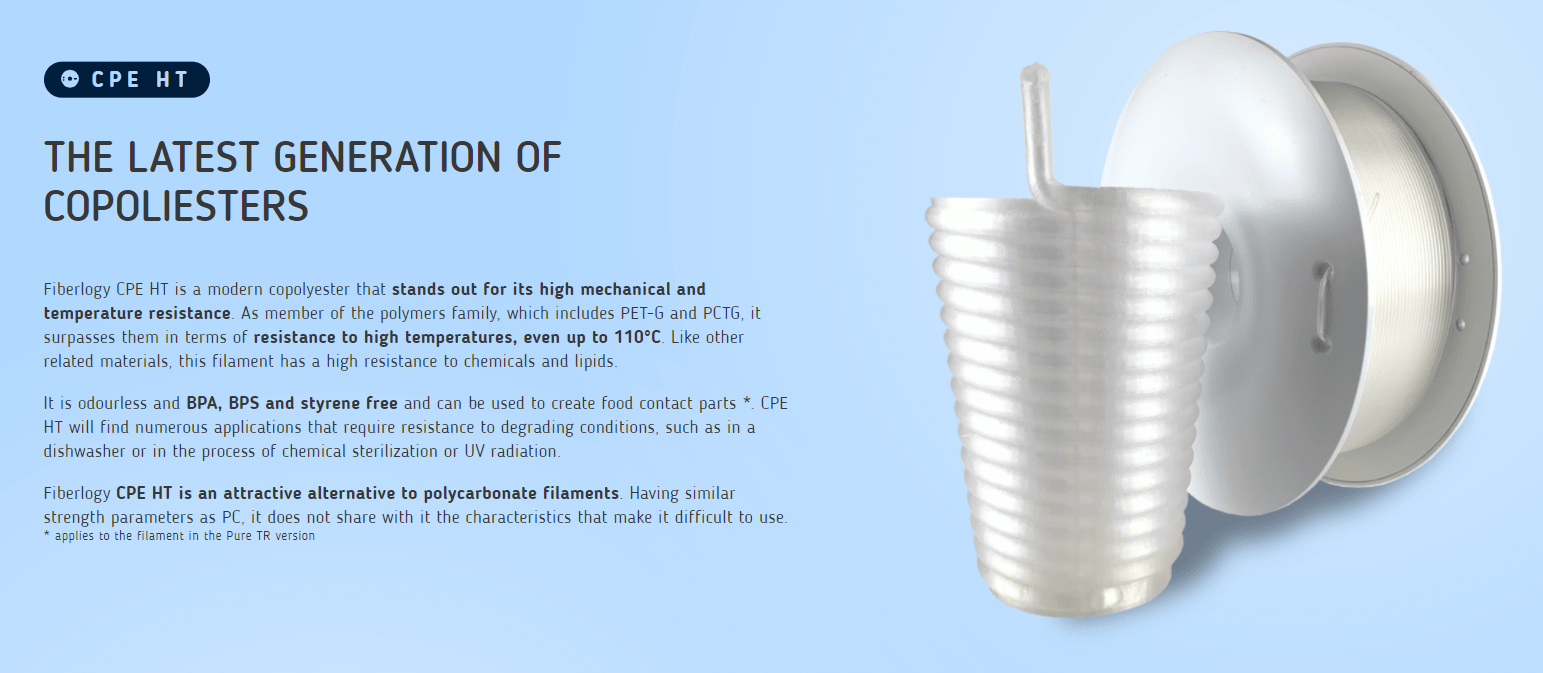
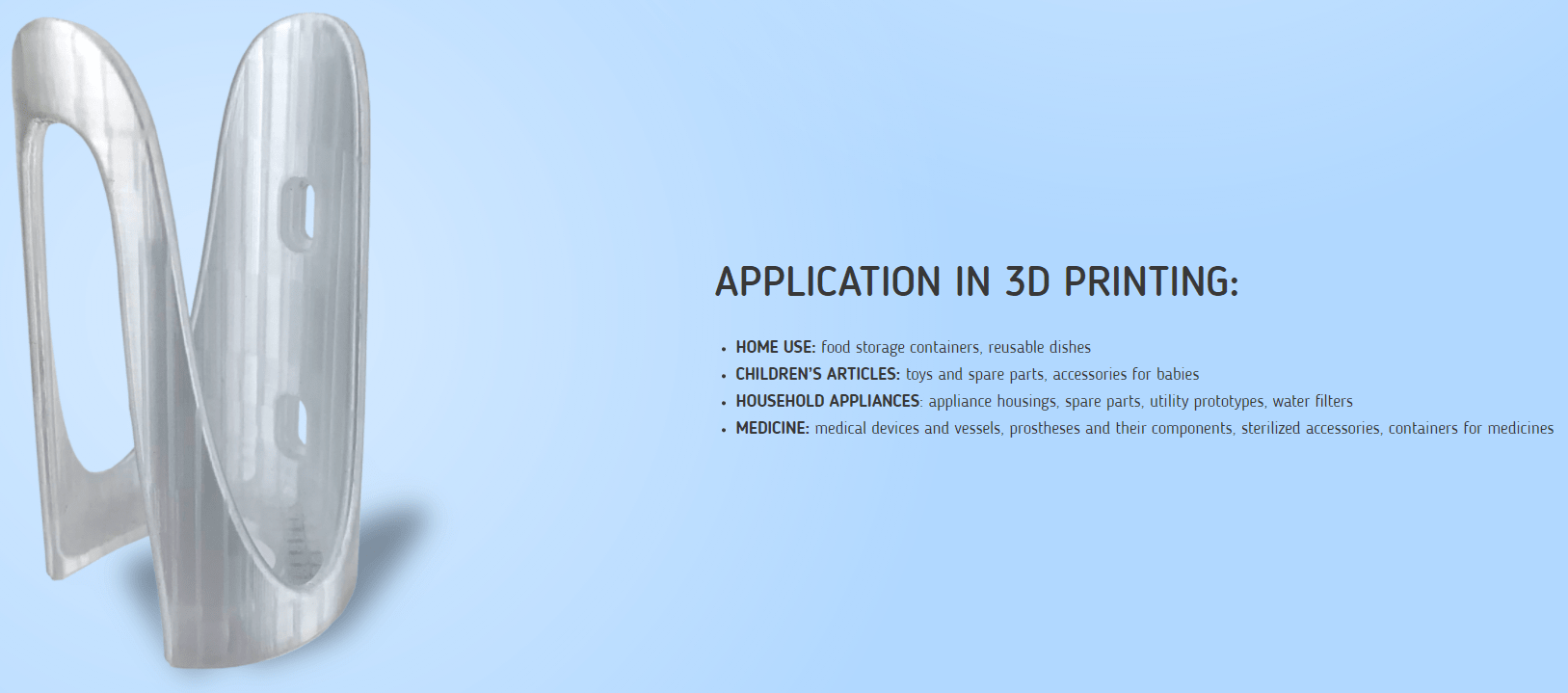
O CPE (co-polyesters) é um co-poliéster moderno que se destaca pela sua elevada resistência mecânica e à temperatura. Como membro da família dos polímeros, que inclui PETG e PCTG, ultrapassa-os em termos de resistência a altas temperaturas, mesmo até 110°C. Tal como outros materiais relacionados, este filamento tem uma elevada resistência a produtos químicos e lípidos.
Trata-se de um material muito forte e versátil com uma popularidade crescente na forma de filamentos para impressão FDM 3D.
Como material de impressão 3D, os CPE são altamente duráveis, criando impressões com alta resistência e grande detalhe. A sua aderência entre camadas é excelente com um mínimo de deformação e retracção. O CPE tem uma vasta gama de aplicações possíveis devido a ser aprovado pela FDA , sendo inodoro e isento de BPA, BPS e estireno e pode ser utilizado para criar peças em contacto com alimentos, para embalagens nas indústrias alimentar e médica.
CPE é ideal para numerosas aplicações que requerem resistência a condições degradantes, tais como numa máquina de lavar louça ou no processo de esterilização química ou radiação UV.
O CPE HT da marca Fiberlogy é uma alternativa atraente face aos filamentos de policarbonato (PC). Tendo parâmetros de resistência semelhantes aos do PC, não partilha com ele as características que dificultam a sua utilização.

UTILIZAÇÃO INICIAL: recipientes de armazenamento de alimentos, pratos reutilizáveis
ARTIGOS PARA CRIANÇAS: brinquedos e peças sobressalentes, acessórios para bebés
APLICAÇÕES DAS CASAS: caixas de aparelhos, peças sobressalentes, protótipos de utilidades, filtros de água
- Resistência à temperatura até 110°C
- Sem odor
- Sem BPA, BPS e sem Estireno
- Alta resistência mecânica
- Comparável ao PC
Download:
Technical Data Sheet
Material Safety Data Sheet
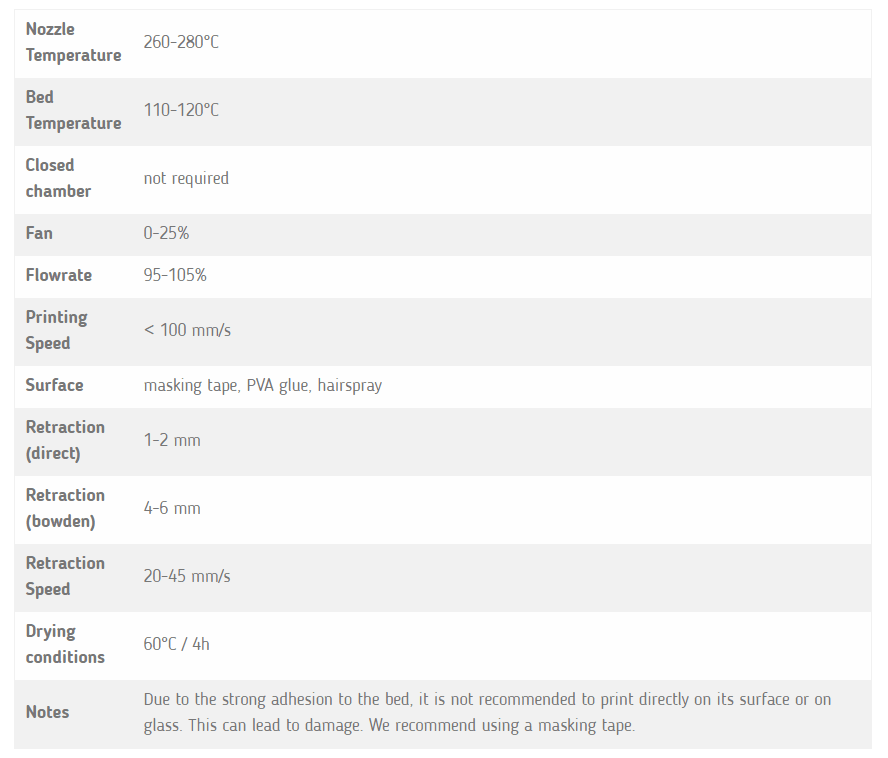
750g - Rolo
CPE HT Pure Transparent - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
260º a 280º - Temp. recomendada do Hotend
110º a 120º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
![]()
Ventoinha de alta qualidade produzida pela marca SUNON.
Compatível com a maioria dos equipamentos 24V.
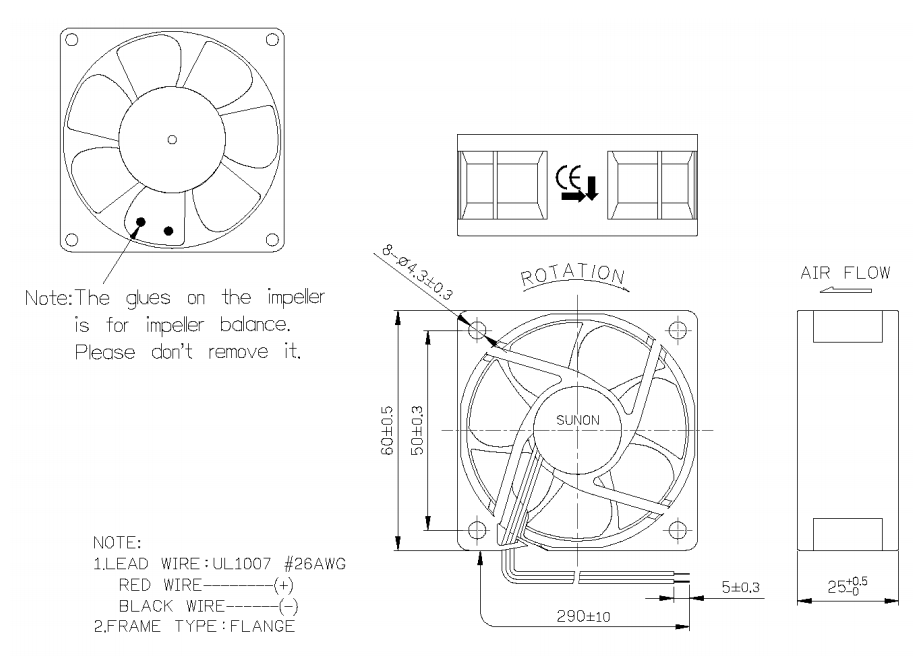
Caracteristicas:
EB40202S2-000U-999 - Modelo
- Tamanho: 60x60x25mm - Voltagem: 24VDC - Voltagem operacional: 8..27,6VDC - Corrente: 750mA - Consumo: 1,25W - Material do invólucro e ventoinha: termoplástico PBT - Classe de isolamento: E - Tipo de rolamento: slide bearing - Velocidade de rotação: 4500 (±15%) rpm - Fluxo de ar: 39,93m3/h - Nível de ruído: 27dBA - Ligação: fios (2x AWG26 300mm) - Classe de inflamabilidade: UL94V-0 - Peso: 57g
![]()
Ventoinha de alta qualidade produzida pela marca SUNON.
Compatível com a maioria dos equipamentos 12V.
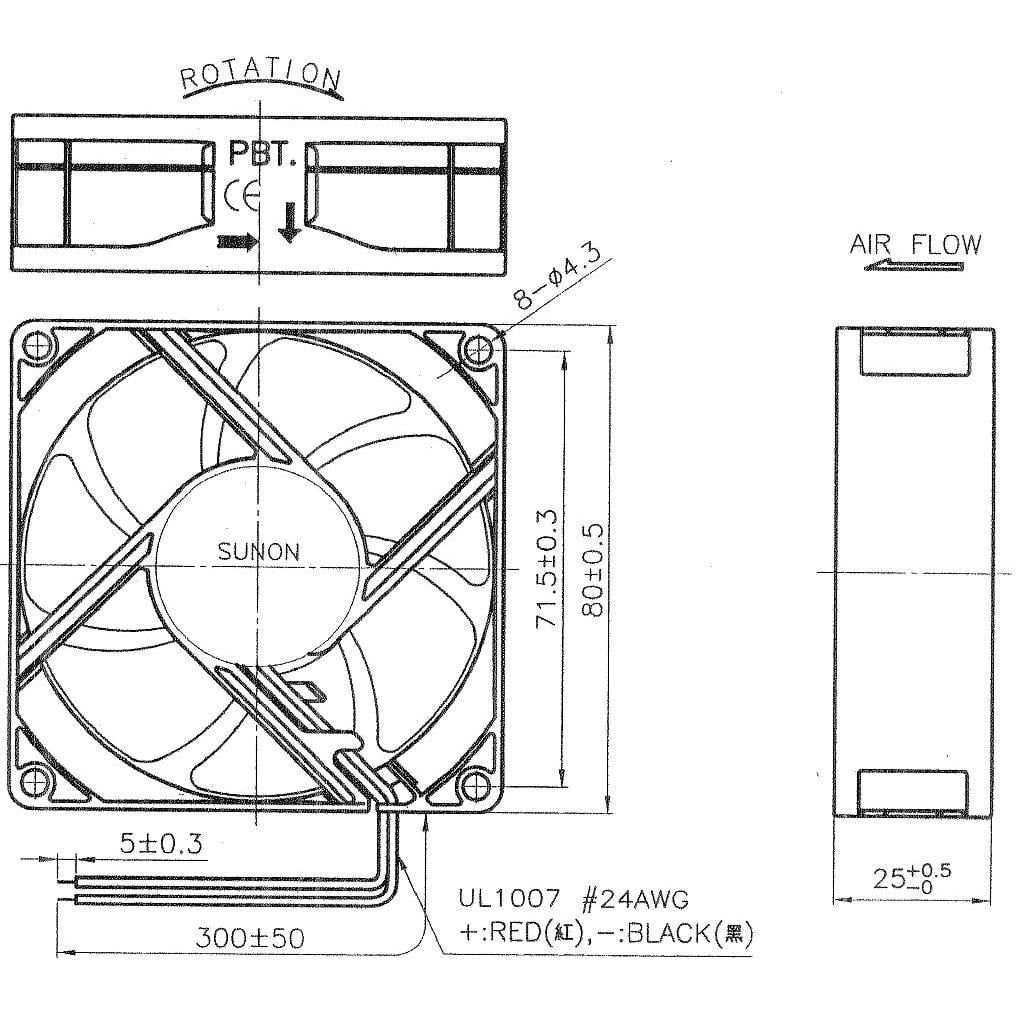
Caracteristicas:
EF80251S1-A99-A - Ventilador 12V 80x80x25mm 1.66W 2 Fios
Fabricante SUNON
Tipo de ventilador CC
Espécie de ventilador transversal
Tensão de alimentação 12V DC
Tamanho do ventilador 80x80x25mm
Consumo de potência 1.66W
Corrente nominal 0.12A
Eficiência dos ventiladores 69.29m3/h
Nível de barulho 33dBA
Espécie de rolamento deslizante
Velocidade giratória 3200 (±10%)rot./min
Peso 75g
Tolerância à potência e consumo da corrente ±15%
Resistência min. da isolação. 10MO
Material do rotor termoplasta
Material da carcaça termoplasta
Classe de isolamento A
Saídas 2 cabos
Temperatura de trabalho -10...70°C
Comprimentos do cabo 315mm
Propulsão do ventilador motor sem escovas DC
Classe de inflamabilidade UL94V-0
Pressão estática 4.57mm H2O
Funções adicionais Autorestart
Tensão de trabalho 4.5...13.8V
Tamanho do cabo 24AWG
Pode ser aplicado em metais como aço, laminados de poliésteres, madeira, fibras de vidro, PLA e diversos plasticos de Impressão 3D.
Para tapar poros, irregularidades, e riscos.
Produto de gama profissional, usada por reparadores e pintores profissionais de chaparia automóvel e tratamento de impressões 3D profissionais., sendo considerado um produto topo de gama, desenvolvido pela marca alemã Berner.
Com a aplicação do betume multifuncional, poderás nivelar áreas irregulares e buracos, onde poderás lixar e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Recomendamos começar com uma lixa de grão mais grossa e ir aplicando spray primário, reduzindo o tamanho do grão da lixa até ficar polido ao gosto.
Poderás encontrar lixas com diferentes dimensões de grão no seguinte link:
Lixas de água com diferentes grãos
Não é adequado para superfícies de zinco, alumínio e termoplástico.
A superfície tem de estar limpa, seca, sem gordura e lixada.
Dosagem: Betume com mistura máxima de 2 a 3% de endurecedor.
Polimento com lixa em betume:
Primeiro polimento com lixa P 80 - P 120.
Segundo polimento com lixa: P 120 - P 240.
Polimento com lixa em betume de acabamento:
Primeiro polimento com lixa: P 120 - P 180.
Segundo polimento com lixa: P 180 - P 240.
| Base | Poliester |
| Cor | Bege |
| Conteúdo | 1.8 kg |
| Recipiente | Lata |
| Tempo de secagem | 20 - 30 min |
| Densidade | 1,59 g/cm³ |
| Temperatura de aplicação, desde | 5 °C |
| Durabilidade após mistura | 4-5 |
| Viscosidade, desde | 20,5 |
Recomendamos a aplicar o spray de alto enchimento em peças de impressão 3D como por exemplo oPLA, consegue tapar os poros e as layers, conseguindo ficar com uma superfície polida e brilhante após polimento com lixas e a aplicação de tinta.
Bege - Cor
1.8kg - Conteúdo
Betume + endurecedor + espátula - Fornecimento
Muito Fácil - Facilidade de utilização
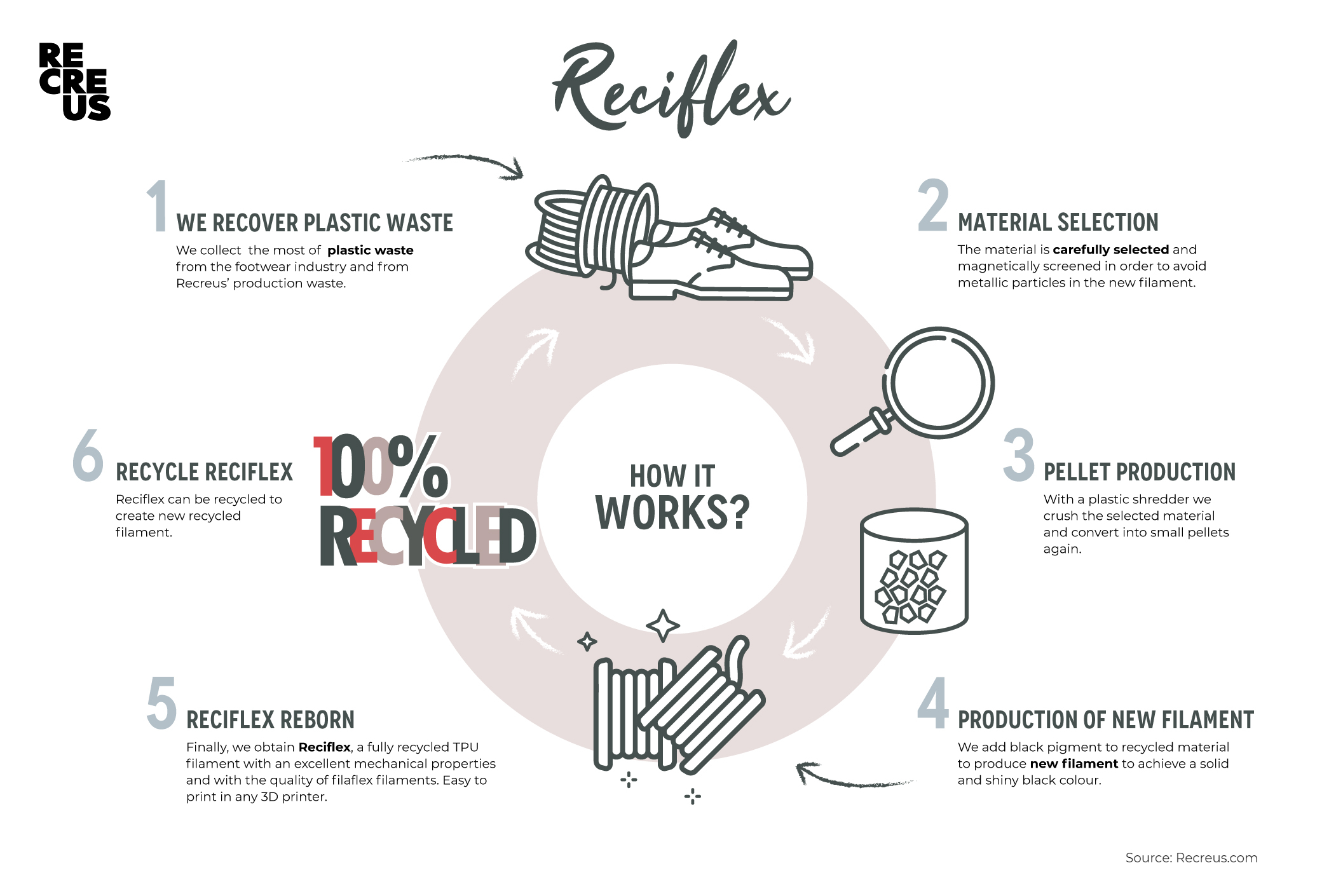
Reciflex é o novo filamento TPU flexível, 100% de origem reciclada, tanto de resíduos da indústria do calçado como da produção interna da Recreus.
O material é cuidadosamente seleccionado e peneirado magneticamente para a sua produção, a fim de evitar resíduos metálicos e assim garantir o seu correcto funcionamento durante a impressão.
A sua dureza varia entre 96A e 98A SHORE 'A', devido às variações atribuíveis à sua origem como material reciclado, praticamente imperceptível nas peças impressas.
Apesar de ser um material reciclado, tem excelentes propriedades mecânicas e boa resistência aos solventes, surpreendente pela sua qualidade.
Além disso, é fácil de imprimir e compatível com 100% das impressoras existentes no mercado.
Só está disponível na cor preta, porque quando todas as cores recicladas são misturadas, finalmente o pigmento preto é adicionado para homogeneizar e obter uma cor preta sólida e brilhante final.
Como começar com a Filaflex?
Em primeiro lugar, recomendamos este artigo sobre como imprimir com materiais flexíveis escritos por Steve Wood da Gyrobot..

Aplicações:
Reciflex é um material adequado para o fabrico de peças com requisitos mecânicos exigentes. É ideal para a produção:
- Peças que exijam resistência a solventes.
- Capas protectoras para GoPro, telemóveis
- Protecção para drones.
- Rodas para carros e robots controlados por rádio.
750g - Rolo
TPU - Material
96 a 98A - Dureza
Black - Cor
1.75mm - Espessura
220º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed
15 mm/s a 70mm/s (começar sempre pela velocidade mais lenta) - Velocidade recomendada de impressão 3D
Recomendamos a desligar as retracções do extrusor e apertar ao mínimo a mola de aperto do filamento.
Fácil a Moderado - Facilidade de Impressão
Filaflex 70A, 'Ultra-Soft', é um filamento elástico TPE (elastómero termoplástico) à base de poliuretano, cujas propriedades o tornam comparável ao silicone.
Tem uma dureza de costa de 70A, atingindo até 900% de extensão para quebrar.
A sua principal vantagem é que depois de esticar, volta à sua forma original sem deformar ou quebrar.
Filaflex 70A não é adequado para os hotends de metal.
Os filamentos da gama Filaflex caracterizam-se pela sua grande aderência à mesa de impressão, pelo que não necessitam de mesa quente, fita azul, fita kapton, verniz ou qualquer outro adesivo spray. Além disso, são inodoros e resistentes aos solventes, acetona e combustível. A sua impressão requer directrizes diferentes das dos filamentos rígidos. Para tal, a impressora 3D deve ser configurada de forma apropriada.
Como começar com a Filaflex?
Em primeiro lugar, recomendamos este artigo sobre como imprimir com materiais flexíveis escritos por Steve Wood da Gyrobot..

Aplicações:
O Filaflex 70A não é tóxico e pode entrar em contacto com a pele, mas não está aprovado para uso médico ou alimentar. Pode ser usado para criar:
– Palmilhas:palmilhas ortostáticas.
– Próteses e modelos de órgãos: braços e mãos protésicos, órgãos para simulação de operações cirúrgicas, etc.
– Objetos e peças flexíveis para fabrico e indústria automóvel: rolhas, juntas, pneus, pegas, etc.
– Peças têxteis e acessórios: vestuário têxtil, tecidos, impressões em peças de vestuário, sacos, brincos, etc.
– Calçado: solas, sapatos, sandálias, chinelos, etc.
3kg - Rolo
TPE - Material
70A - Dureza
White - Cor
1.75mm - Espessura
215º a 235º - Temp. recomendada do Hotend
0º a 40º - Temp. recomendada da Heated bed
15 mm/s a 40mm/s (começar sempre pela velocidade mais lenta) - Velocidade recomendada de impressão 3D
Recomendamos a desligar as retracções do extrusor e apertar ao mínimo a mola de aperto do filamento.
Difícil - Facilidade de Impressão
Filaflex 70A, 'Ultra-Soft', é um filamento elástico TPE (elastómero termoplástico) à base de poliuretano, cujas propriedades o tornam comparável ao silicone.
Tem uma dureza de costa de 70A, atingindo até 900% de extensão para quebrar.
A sua principal vantagem é que depois de esticar, volta à sua forma original sem deformar ou quebrar.
Filaflex 70A não é adequado para os hotends de metal.
Os filamentos da gama Filaflex caracterizam-se pela sua grande aderência à mesa de impressão, pelo que não necessitam de mesa quente, fita azul, fita kapton, verniz ou qualquer outro adesivo spray. Além disso, são inodoros e resistentes aos solventes, acetona e combustível. A sua impressão requer directrizes diferentes das dos filamentos rígidos. Para tal, a impressora 3D deve ser configurada de forma apropriada.
Como começar com a Filaflex?
Em primeiro lugar, recomendamos este artigo sobre como imprimir com materiais flexíveis escritos por Steve Wood da Gyrobot..
Aplicações:
O Filaflex 70A não é tóxico e pode entrar em contacto com a pele, mas não está aprovado para uso médico ou alimentar. Pode ser usado para criar:
– Palmilhas:palmilhas ortostáticas.
– Próteses e modelos de órgãos: braços e mãos protésicos, órgãos para simulação de operações cirúrgicas, etc.
– Objetos e peças flexíveis para fabrico e indústria automóvel: rolhas, juntas, pneus, pegas, etc.
– Peças têxteis e acessórios: vestuário têxtil, tecidos, impressões em peças de vestuário, sacos, brincos, etc.
– Calçado: solas, sapatos, sandálias, chinelos, etc.
3kg - Rolo
TPE - Material
70A - Dureza
Clear - Cor
1.75mm - Espessura
215º a 235º - Temp. recomendada do Hotend
0º a 40º - Temp. recomendada da Heated bed
15 mm/s a 40mm/s (começar sempre pela velocidade mais lenta) - Velocidade recomendada de impressão 3D
Recomendamos a desligar as retracções do extrusor e apertar ao mínimo a mola de aperto do filamento.
Difícil - Facilidade de Impressão

































{kind=link}