Escolher a Evolt como sua fornecedora de impressoras 3D Bambu Lab é optar por qualidade, segurança e um atendimento especializado em Portugal. Confie na nossa experiência e no nosso compromisso com a excelência para todas as suas necessidades de impressão 3D.



Características do Produto
Impressão 3D Multi-material com Duplo Bico
Módulo Laser e de Corte 10W/40W Opcional
Volume de Impressão de 350320325 mm³
Calibração Óptica de Movimento com Resolução de 5μm
Extrusor Servo com Circuito Fechado
Bico a 350°C e Aquecimento Ativo da Câmara a 65°C
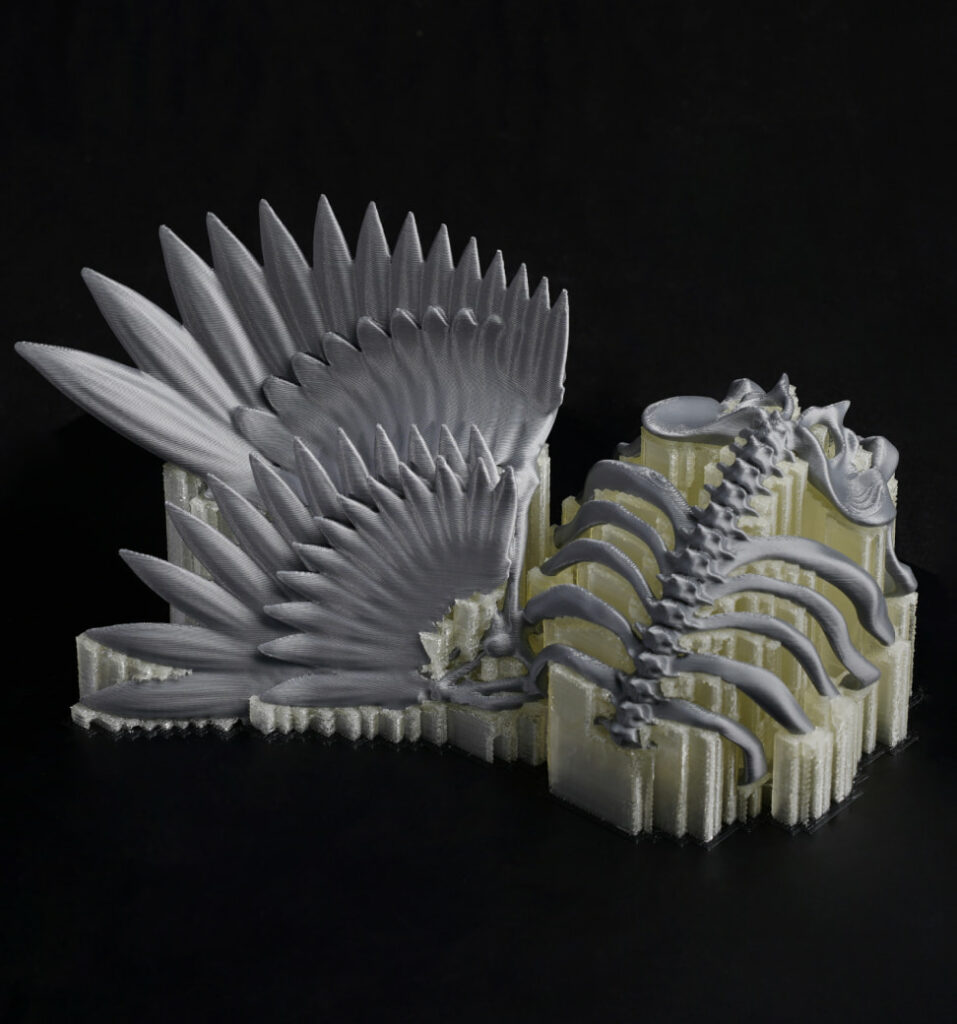
Combine materiais flexíveis e rígidos numa única impressão para criar estruturas interligadas impressionantes e designs inovadores, além da manufatura tradicional. A combinação de materiais de alto desempenho com materiais padrão reduz ainda mais os custos e aumenta a eficiência do material, utilizando materiais premium apenas onde necessário.

Imprimir com suporte deixa de ser um problema. Com a configuração de dupla-bocal da H2D, um bocal pode ser reservado para material de suporte dedicado, permitindo uma impressão segura e uma interface de suporte perfeita.
A impressão com dupla-bocal reduz os ciclos de purga nas impressões multicoloridas. Os algoritmos inteligentes da H2D otimizam o uso do filamento, maximizando a eficiência do sistema de dupla-bocal para economizar tempo e materiais.



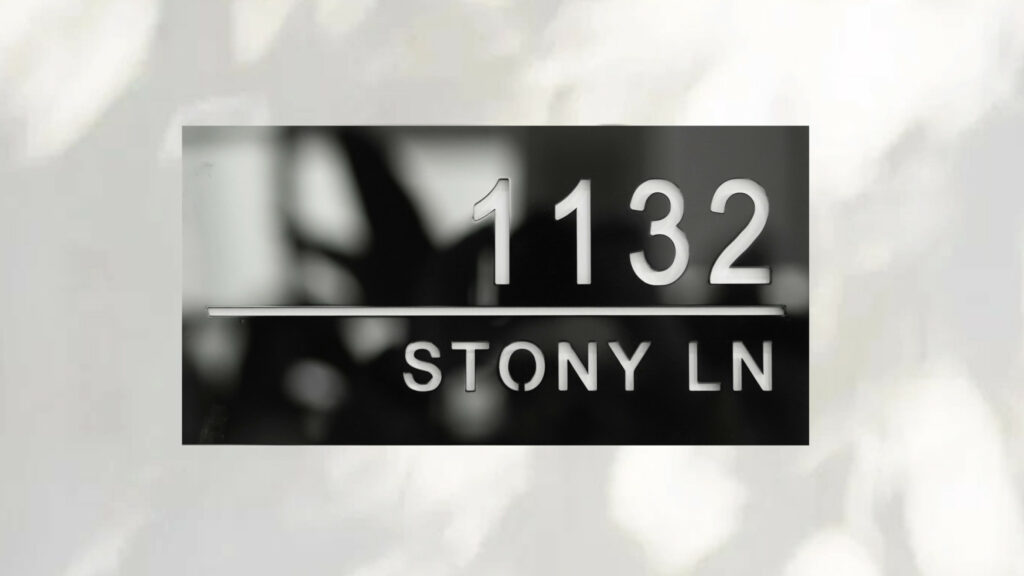





A câmara BirdsEye da H2D, combinada com algoritmos de visão computacional, oferece uma precisão de alinhamento superior até 0,3 mm. Este avançado sistema de alinhamento espacial permite posicionar o trajeto da ferramenta no local exato do material — verdadeiramente "o-que-vê-é-o-que-obtém."
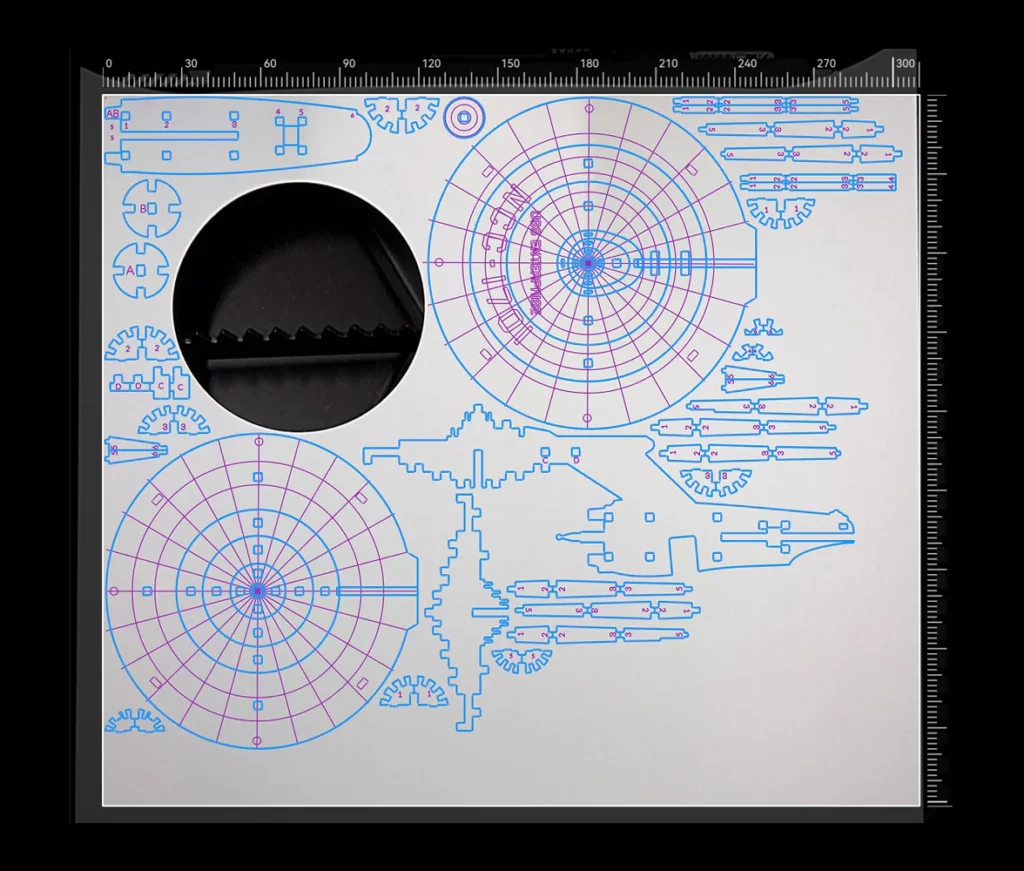
Tirando partido de imagens em tempo real da câmara BirdsEye, o Bambu Suite pode organizar automaticamente o seu projeto de acordo com a forma do material — por exemplo, uma peça de contraplacado que sobrou de um projeto anterior. Esta funcionalidade ajuda a aproveitar ao máximo cada material.



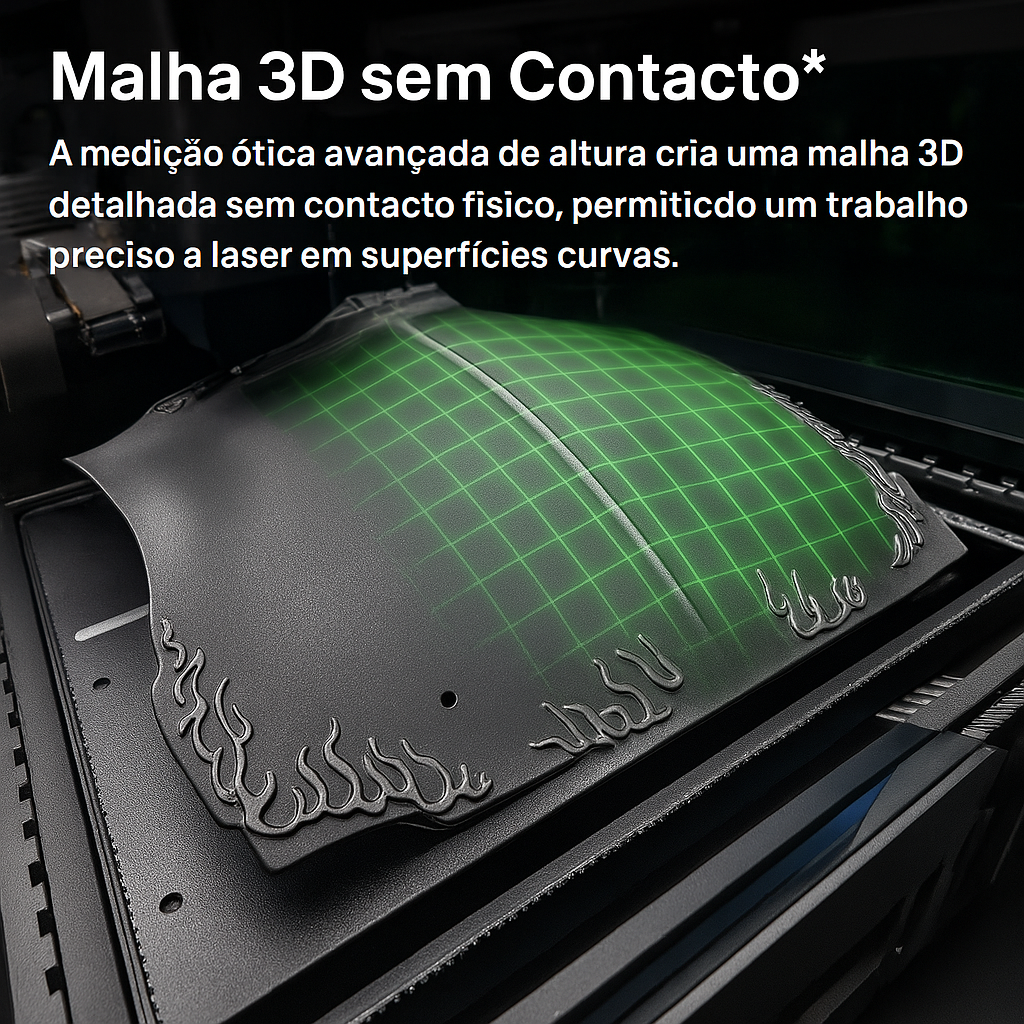
Uma placa de codificação por visão ultra precisa, combinada com medições ópticas de resolução de 5 µm para monitorizar e corrigir o movimento da cabeça de ferramenta, permite que o H2D atinja uma precisão de movimento consistente e fiável de 50 μm em toda a área de trabalho, independentemente da distância — uma ordem de grandeza superior ao seu antecessor. (*Codificador de Visão vendido separadamente)
Com um volume de impressão até 350 mm × 320 mm × 325 mm*, criar projetos de grande escala nunca foi tão fácil! Desde gravação a laser em objetos de grandes dimensões até à impressão de modelos de grande porte, a capacidade expandida dá-te o poder de dar vida até às ideias mais ambiciosas.

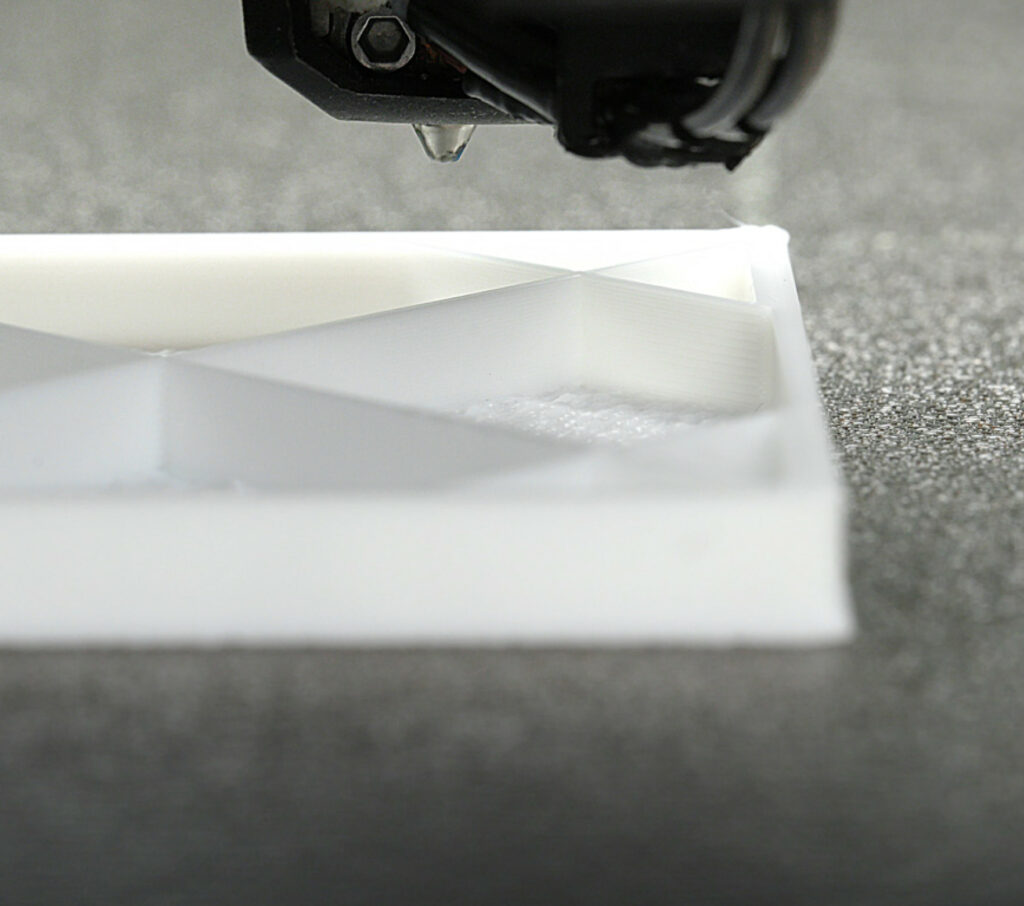
Equipado com aquecimento ativo da câmara até 65 °C e um hotend de alta temperatura que atinge os 350 °C, o H2D oferece um controlo preciso de temperatura em circuito fechado. Este sistema avançado elimina eficazmente a deformação e o empenamento em materiais de alto desempenho, garantindo uma adesão superior entre camadas e maximizando todo o seu potencial.
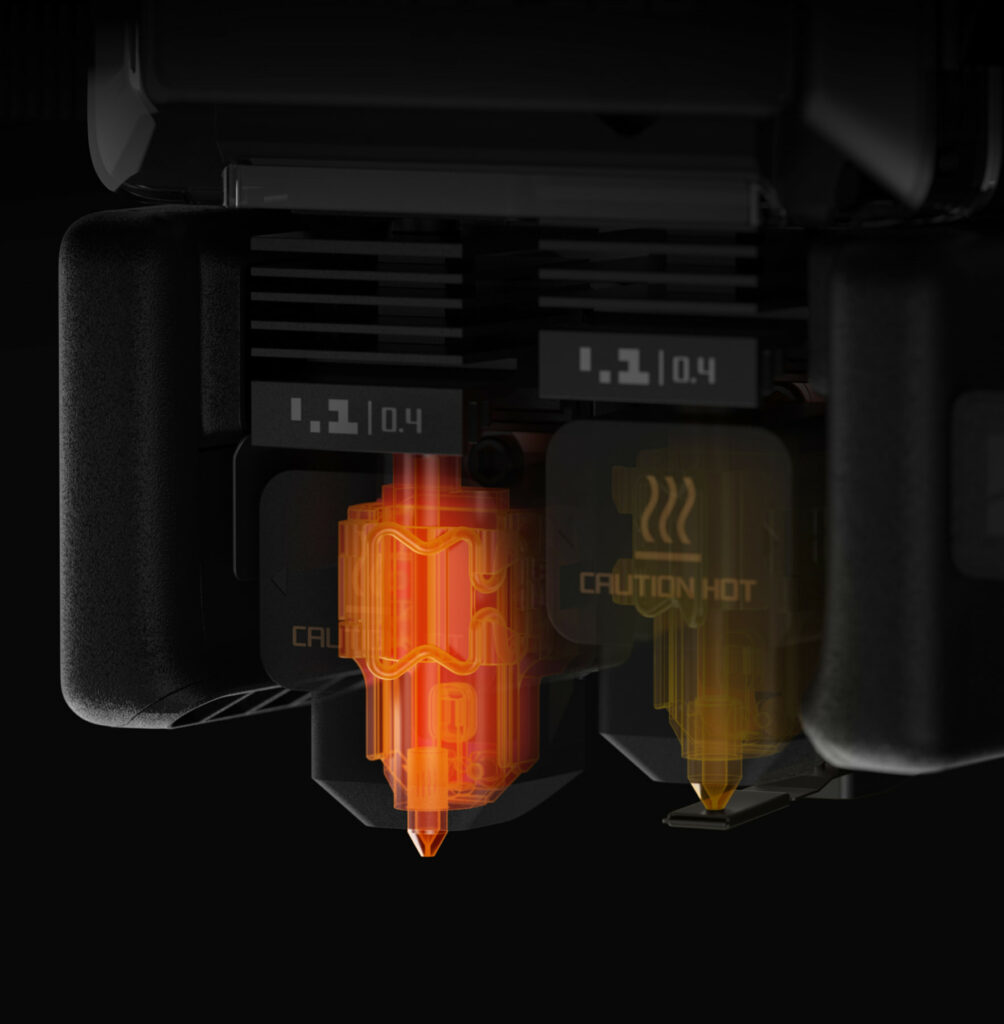
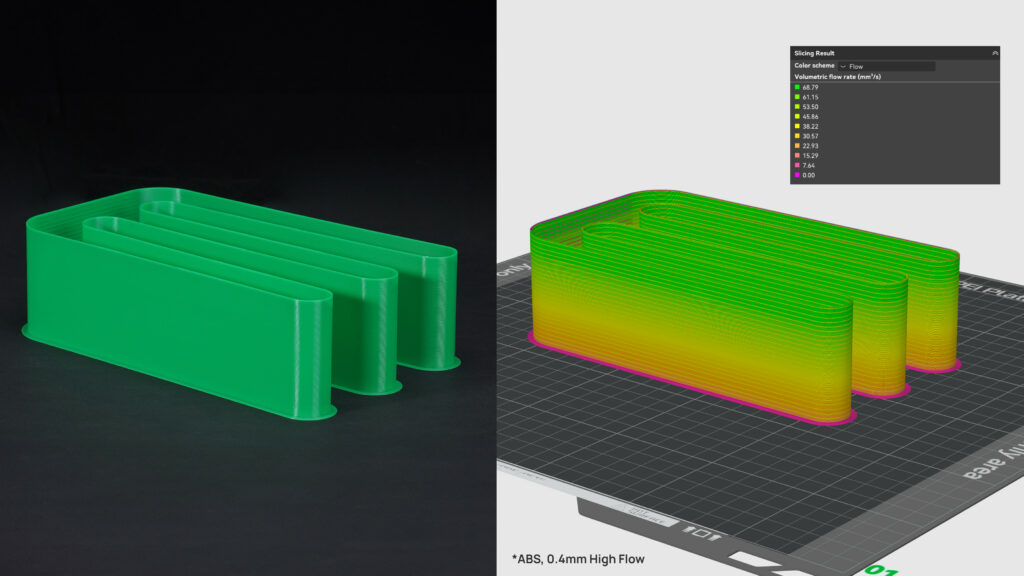
O hotend high-flow do H2D, desenvolvido especificamente para este fim, garante uma impressão fiável e em alta velocidade a 600 mm/s. Concebido para um desempenho consistente, elimina restrições de fluxo durante a impressão, permitindo uma impressão rápida e contínua, independentemente do tamanho ou complexidade do modelo.*
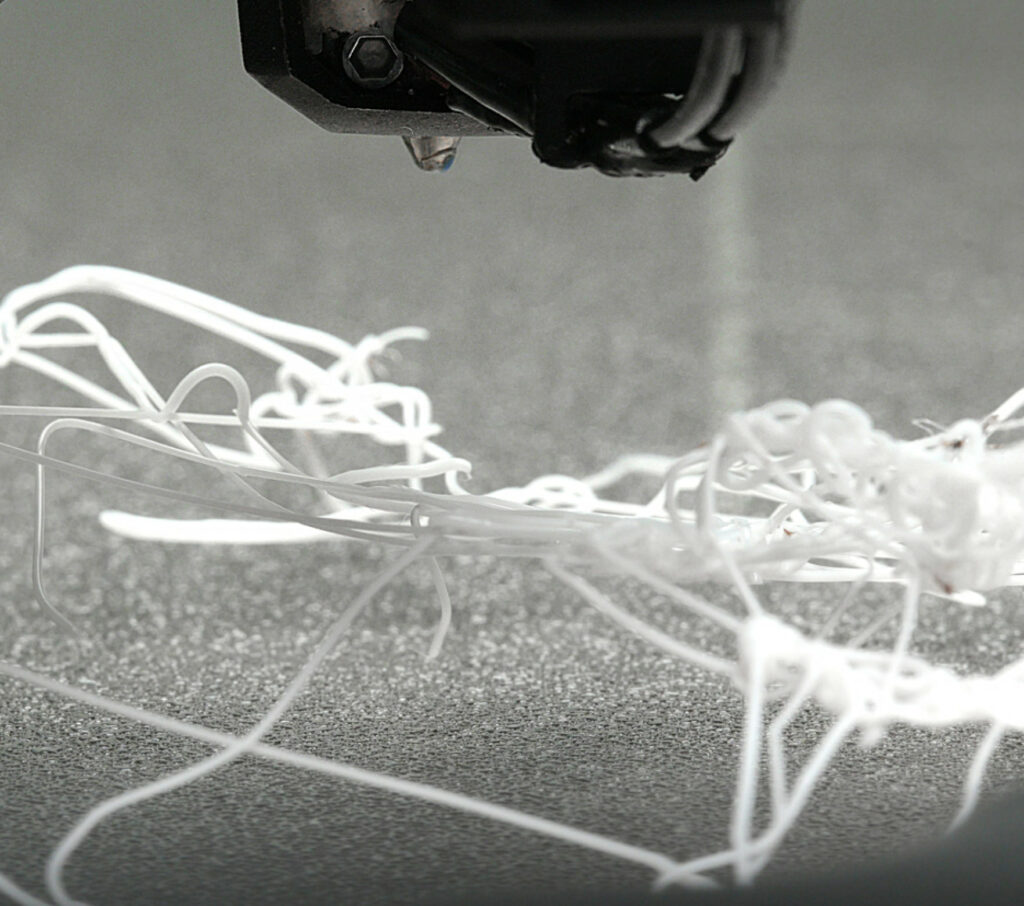
A arquitetura proprietária de servo PMSM da Bambu Lab estabelece um sistema inteligente de gestão da extrusão. Executa amostragem de binário/resistência e posição a 20 kHz para modular dinamicamente os vetores de binário eletromagnético. Este sistema estabiliza a extrusão e deteta automaticamente moagens e entupimentos do filamento.
O H2D conta com uma câmara no bico com lente macro suportada por inteligência artificial. Este sistema de monitorização inteligente acompanha continuamente os padrões de extrusão, detetando de imediato acumulação de material, desvios do filamento e falhas de extrusão.

Antes de cada ciclo de operação, o sistema de visão do H2D inicia uma lista de verificação pré-impressão completa:
Alinhamento Digital-Físico executa uma verificação automática de consistência entre as especificações de hardware detetadas e os parâmetros ativos do slicer.
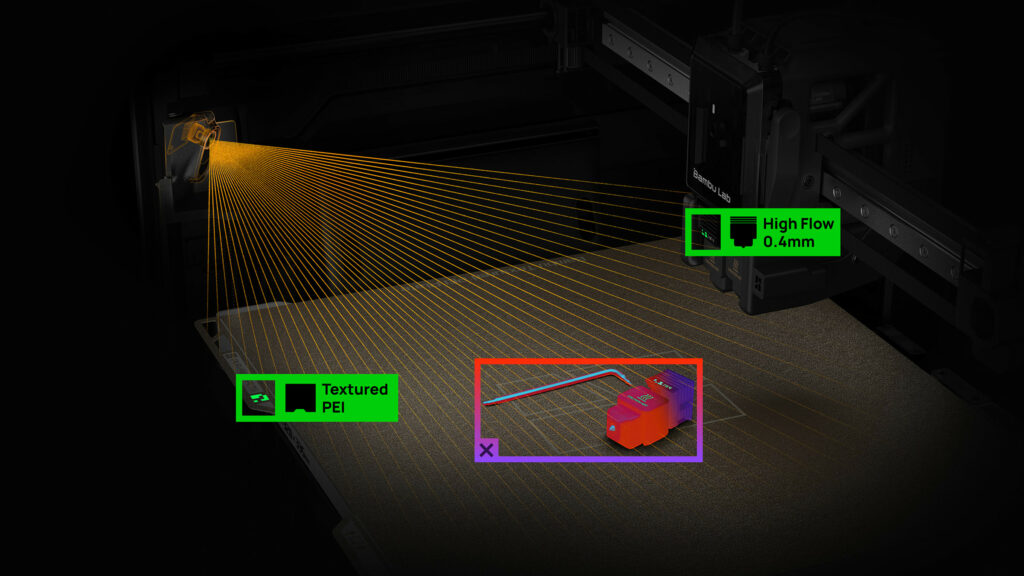
Ao contrário dos sistemas tradicionais com apenas um detetor de fim de filamento, o H2D dispõe de uma monitorização completa do fluxo de material. Ao longo do percurso do AMS até ao bico, 15 sensores estrategicamente posicionados formam uma rede inteligente que monitoriza continuamente cinco parâmetros essenciais: velocidade de alimentação, tensão, localização da ponta do filamento, ambiente térmico do extrusor e pressão dinâmica de extrusão. Isto estabelece um sistema de controlo do comportamento do filamento líder na indústria.

| Item | Especificação |
|---|---|
| Tecnologia de Impressão | Modelação por Deposição Fundida (FDM) |
| Corpo | |
| Volume de Impressão (L×P×A) | 325×320×325 mm³ (Bico Único), 300×320×325 mm³ (Dois Bicos), 350×320×325 mm³ (Total) |
| Chassis e Estrutura | Alumínio, Aço, Plástico e Vidro |
| Janelas de Segurança Laser | Incluídas na Edição Laser; H2D normal pode ser atualizado com Kit |
| Bomba de Assistência de Ar | Incluída na Edição Laser; H2D normal pode ser atualizado com Kit |
| Dimensões Físicas | |
| Dimensões | 492×514×626 mm³ (Embalagem: 620×620×755 mm³) |
| Peso Líquido | 31 kg (Peso bruto até 46.2 kg consoante o modelo) |
| Cabeça de Ferramenta | |
| Hotend | Todo em metal |
| Engrenagem do Extrusor | Aço endurecido |
| Bico | Aço endurecido |
| Temperatura Máx. do Bico | 350 °C |
| Diâmetro do Bico Incluído | 0,4 mm |
| Diâmetro de Bico Suportado | 0,2 mm, 0,4 mm, 0,6 mm, 0,8 mm |
| Diâmetro do Filamento | 1,75 mm |
| Motor do Extrusor | Motor síncrono de íman permanente de alta precisão da Bambu Lab |
| Base Aquecida | |
| Tipo de Superfície de Impressão | PEI Texturizado e PEI Liso |
| Temperatura Máx. da Base Aquecida | 120 °C |
| Velocidade | |
| Velocidade Máx. da Cabeça | 1000 mm/s |
| Aceleração Máx. da Cabeça | 20.000 mm/s² |
| Fluxo Máx. do Hotend (Standard) | 40 mm³/s (ABS Bambu Lab a 280 °C) |
| Fluxo Máx. do Hotend (High Flow Opcional) | 65 mm³/s (ABS Bambu Lab a 280 °C) |
| Controlo de Temperatura da Câmara | |
| Aquecimento Ativo da Câmara | Suportado |
| Temperatura Máxima | 65 °C |
| Purificação do Ar | |
| Pré-Filtro | G3 |
| Filtro HEPA | H12 |
| Filtro de Carvão Ativado | Carvão de Casca de Coco Granulado |
| Arrefecimento | |
| Ventoinhas (peças, hotend, câmara, etc.) | Controlo em circuito fechado |
| Tipos de Filamento Suportados | |
| Materiais Compatíveis | PLA, PETG, TPU, ABS, ASA, PA, PC, BVOH, reforçados com fibra de carbono/vidro e mais |
| Sensores | |
| Câmaras | Live View, Nozzle, Toolhead e BirdsEye (Laser Edition) |
| Outros Sensores | Sensor de Porta, Fim de Filamento, Enrolamento, Odómetro de Filamento, Recuperação de Energia |
| Requisitos Elétricos | |
| Voltagem | 100–120 V AC / 200–240 V AC, 50/60 Hz |
| Potência Máxima | 2200 W (220 V) / 1320 W (110 V) |
| Potência Média | 1050 W |
| Eletrónica | |
| Ecrã Tátil | 5" (720×1280) |
| Armazenamento | 8 GB EMMC e Porta USB |
| Interface | Ecrã tátil, app móvel, app PC |
| Unidade de Processamento Neural | 2 TOPS |
| Software | |
| Slicer e Software | Bambu Studio, Suite e Handy; suporta Super Slicer, PrusaSlicer e Cura* |
| Sistemas Operativos Suportados | MacOS, Windows |
| Wi-Fi | |
| Frequência | 2.4 GHz e 5 GHz (várias bandas) |
| Protocolo | IEEE 802.11 a/b/g/n |
| Módulo Laser 10W & 40W | |
| Tipo de Laser | Laser de semicondutor |
| Potência | 10 W ±1 W; 40 W ±2 W |
| Área de Gravação | 10W: 310×270 mm; 40W: 310×250 mm |
| Velocidade Máx. de Gravação | 10W: 400 mm/s; 40W: 1000 mm/s |
| Espessura Máx. de Corte | 10W: 5 mm; 40W: 15 mm |
| Classe de Segurança | Módulo: Classe 4; Geral: Classe 1 |
| Módulo de Corte | |
| Área de Corte | 300×285 mm |
| Área de Desenho | 300×255 mm |
| Tipo de Lâmina | 45°×0.35 mm |
| Espessura Máx. de Corte | 0,5 mm |
| Tipo de Imagem Suportado | Imagens Bitmap e Vetoriais |
| Materiais Suportados | Papel, vinil, cabedal e mais |
* Para garantir que a mesa aquecida atinge rapidamente a temperatura necessária, a impressora mantém a potência máxima durante no máximo 3 minutos.
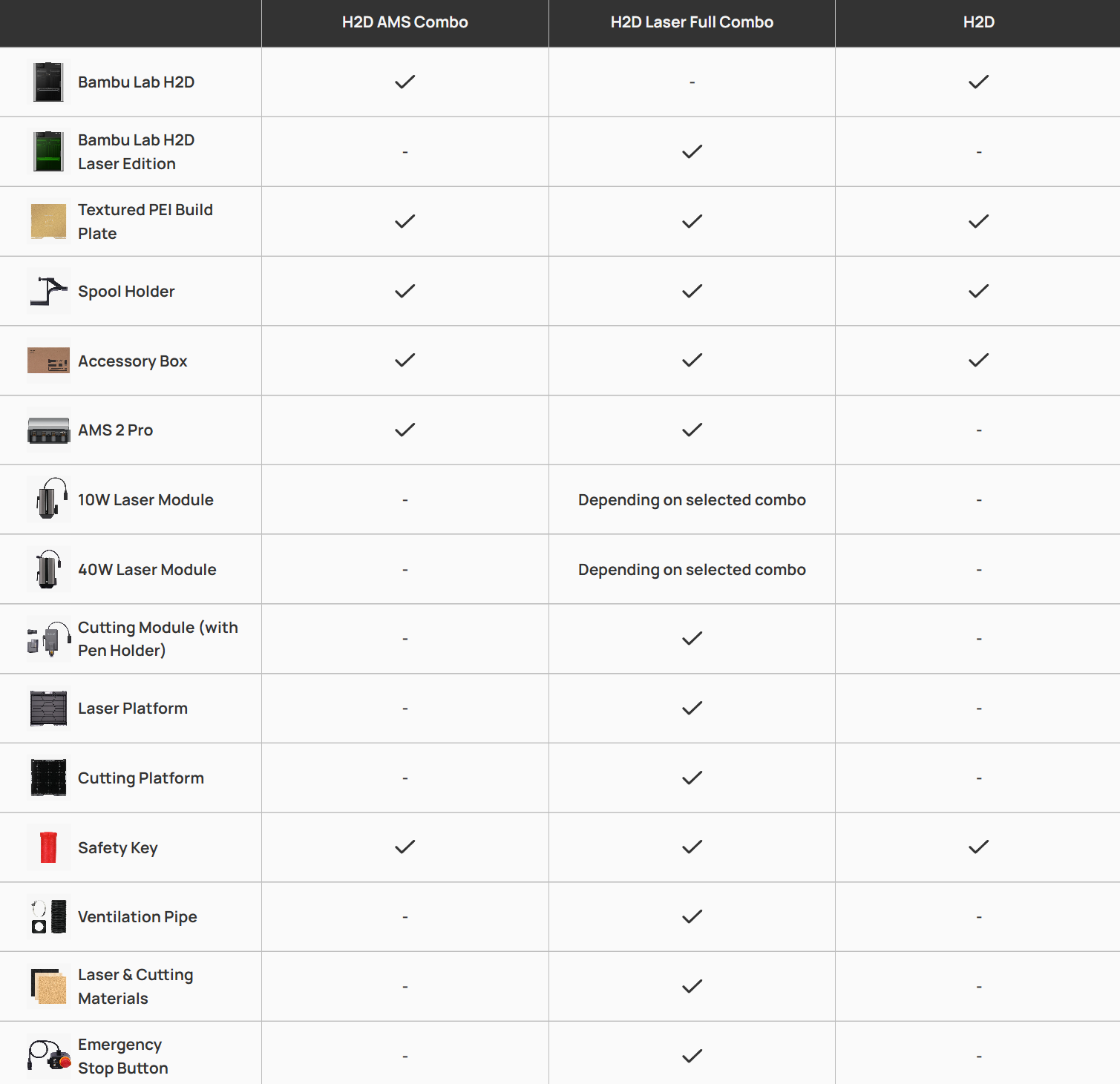
O H2D Laser Full Combo vem com uma bomba de ar integrada e um tubo de ar na parte de trás da impressora, além de estar pré-instalada com uma câmara BirdsEye. A porta frontal, as janelas laterais de proteção a laser, e a tampa superior foram todas projetadas com proteção a laser. A lista de embalagem inclui um módulo laser, um módulo de corte, um tubo de exaustão de fumaça e o seu adaptador, além de um botão de paragem de emergência.
Estamos a planear lançar um kit de atualização a laser para a versão não-laser do H2D. O kit de atualização está previsto para ser lançado em Junho e também fornecerá vídeos instrucionais de instalação para ajudar os utilizadores a completar a atualização de forma eficiente.
É importante notar que a bomba de ar do kit de atualização é uma bomba externa, que tem uma estrutura de instalação diferente da bomba de ar integrada no modelo completo. Ao usá-la, a bomba pode ser instalada externamente e conectada à impressora através de um tubo de ar.
Sim, os hotends esquerdo e direito têm estruturas e materiais idênticos e podem ser usados de forma intercambiável.
O H2D suporta um máximo de 4 unidades AMS 2 Pro e 8 unidades AMS HT conectadas simultaneamente, totalizando 12 unidades com 24 slots.
Como o H2D é uma impressora de dois hotends, e no cenário mais extremo, todas as unidades AMS podem ser conectadas a um hotend enquanto o outro hotend utiliza um suporte de bobina externo, ele pode suportar até 25 cores.
A primeira geração do AMS foi confirmada como totalmente compatível com plug-and-play e pode ser utilizada com o H2D para impressão em múltiplas cores, mas não suporta a função de secagem AMS.
Devido às diferenças fundamentais no mecanismo de alimentação e na estrutura de buffering, o H2D não é compatível com o AMS Lite.
As duas portas de 4 pinos na parte de trás estão reservadas para acessórios de expansão futuros. Por exemplo, para atualizar uma versão não-laser da impressora para uma versão laser, uma dessas portas pode ser usada para conectar uma bomba de ar externa.
Embora o hotend da série H2D seja semelhante ao hotend da série A1 em termos de estrutura, não são exatamente iguais.
Os hotends do H2D foram especificamente projetados para a impressora H2D, oferecendo uma compatibilidade otimizada. Por exemplo, eles suportam uma taxa de fluxo volumétrico máxima maior, menor risco de entupimento, calibração mais precisa do desfasamento do bico entre os hotends esquerdo e direito, e reconhecimento automático do tipo de hotend através da câmara ao vivo. Portanto, para garantir a melhor qualidade de impressão, é altamente recomendável não utilizar os hotends da série A1 na impressora H2D.
Assim, para garantir a melhor qualidade de impressão, recomendamos fortemente que não use os hotends A1 em impressoras H2D.
A compra de hotends H2D adicionais para uso em impressoras A1 é viável. No entanto, será necessário também utilizar a meia de silicone do hotend H2D.
Tanto o módulo laser de 10W quanto o módulo laser de 40W são lasers de luz azul que suportam o processamento de diversos materiais, incluindo madeira, borracha, chapas metálicas, couro, acrílico escuro e pedra. No entanto, devido a diferenças de potência e tamanho, existem as seguintes distinções:
Espessura Máxima de Corte (para Madeira Compensada de Basswood):
Velocidade Máxima de Gravação (para Madeira Compensada de Basswood):
Área Processável:
Módulo laser de 10W: Área máxima de processamento X310mm * Y270mm, altura máxima de processamento 280mm
Módulo laser de 40W: Área máxima de processamento X310mm * Y250mm, altura máxima de processamento 265mm
O pacote não inclui uma unidade flash USB padrão. No entanto, ainda é possível iniciar a impressão normalmente sem um USB, pois a impressora tem espaço de armazenamento integrado para executar os arquivos de impressão. No entanto, sem um USB inserido, as seguintes funções serão afetadas:
As funções de gravação e fotografia em time-lapse não podem ser ativadas;
Não será possível iniciar a impressão através da LAN;
Os arquivos de impressão não podem ser enviados para a máquina para armazenamento através do estúdio;
Arquivos de log não podem ser exportados.
Requisitos do USB: Protocolo USB 2.0 ou superior (a velocidade mínima de gravação real precisa ser superior a 10M/s), os formatos de arquivo suportados são FAT32 e exFAT. A impressora suporta apenas a montagem de um único USB, não podendo conectar múltiplos USBs através de um hub USB.
O hotend a ser utilizado para impressão já foi determinado quando o arquivo do modelo é cortado (sliced). Quanto aos modelos integrados, o hotend direito foi selecionado durante o processo de corte, por isso não é possível alterar o hotend utilizado para impressão diretamente na tela da impressora.
Quando cortas o arquivo no Bambu Studio e envias a tarefa de impressão, podes escolher livremente entre usar o hotend esquerdo ou o hotend direito. Para alguns filamentos, como TPU e PPS/PPA-CF, recomenda-se o uso de hotends específicos para impressão.
Para mais detalhes sobre a impressão com filamentos no H2D, consulta a wiki.
O H2D está equipado com um sistema de exaustão eficiente que remove eficazmente a fumaça e a poeira geradas pelas operações a laser, reduzindo significativamente a contaminação. Durante o desenvolvimento e testes, realizámos rigorosos ensaios para garantir que, com uma limpeza regular da máquina, o impacto da fumaça e da poeira no desempenho e na precisão é negligenciável.
Para instruções detalhadas de limpeza, consulta a wiki.
Due to the flexible nature of TPU filaments, there are some operational issues that can arise during feeding and printing. To facilitate TPU printing, we have created a dedicated Wiki guide. Simply follow the instructions in the Wiki to successfully print with TPU filaments: wiki
Devido ao fato de o processamento a laser envolver o uso de lasers de alta energia em materiais potencialmente inflamáveis, recomendamos fortemente que os utilizadores não deixem a máquina sem supervisão durante as operações a laser. Mantenha vigilância constante sobre o estado operacional da máquina e assegure-se de que não há materiais inflamáveis ou explosivos nas proximidades da impressora.
Para mais informações, consulte a wiki.
Para mais informações sobre o H2D, consulte a wiki oficial.
Garantia: 36 Meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:❌ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 48h
Assistência técnica prioritária: ❌
Consultoria/Assistência/Formação com profissionais de Impressão 3D:❌
Contacto direto de ajuda: ❌
Reparação remota ilimitada: ❌
Acesso exclusivo a preços de revenda na loja online: ❌
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação:❌
Assistência Móvel ao local:❌
Custos de deslocação para reparação no local: 1,10€/km
Garantia: 12 meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:❌ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 16h
Assistência técnica prioritária: ❌
Consultoria/Assistência/Formação com profissionais de Impressão 3D:❌
Contacto direto de ajuda: ❌
Reparação remota ilimitada: ❌
Acesso exclusivo a preços de revenda na loja online ❌
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação:❌
Assistência Móvel ao local:❌
Custos de deslocação para reparação no local: 1,10€/km
Garantia: 36 meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:✅ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 8h
Assistência técnica prioritária: ✅
Consultoria/Assistência/Formação com profissionais de Impressão 3D: 2h ✅
Contacto direto de ajuda: ✅
Reparação remota ilimitada: ✅
Acesso exclusivo a preços de revenda na loja online: ✅
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação: ✅
Assistência Móvel ao local: ✅
Custos de deslocação para reparação no local: 0,36€/km
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.

24 Cores / Materiais
Ligação em série até 4 AMS 2 Pro e 8 AMS HT, num total de 24 filamentos
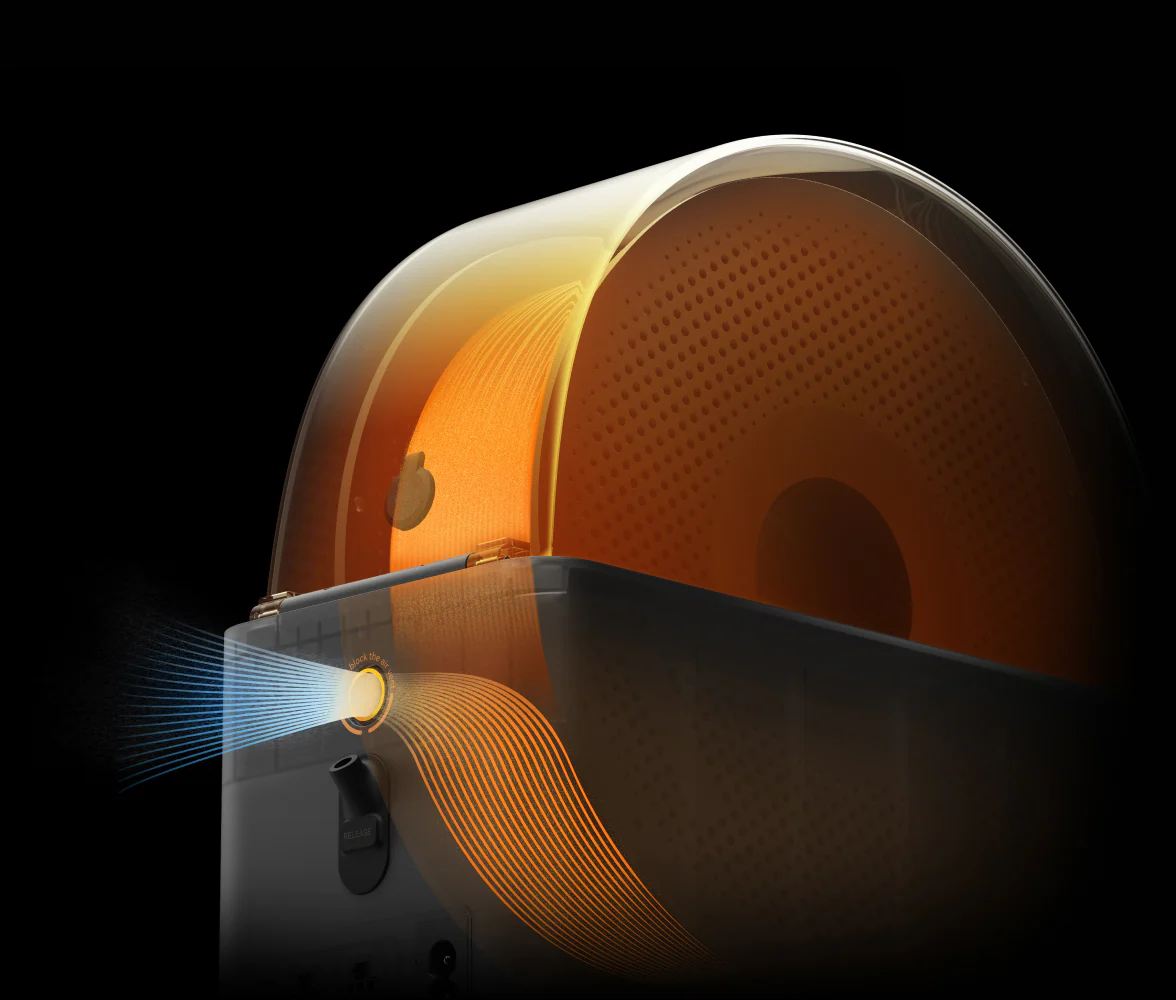
Ventilação Eletromagnética
Secagem rápida de filamento e armazenamento hermético
Temperatura de Secagem a 85 °C
Especialmente concebido para secagem de filamentos de alta performance
Motor Sem Escovas
Velocidade de alimentação 60% mais rápida
Ventilação Ativa com Secagem de Filamento a 85 °C
Armazenamento Hermético de Filamento
Impressão Multimaterial / até 24 Cores
Motor de Alimentação Servo Sem Escovas
Sincronização de Filamento via RFID
Compatibilidade com AMS HT para impressoras X1/P1 será adicionada através de atualização OTA até ao final de abril
Compatibilidade com AMS HT para impressoras A1/A1 mini será adicionada através de atualização OTA no 3.º trimestre de 2025


Bambu PET-CF




| Item | Especificação |
|---|---|
| Corpo | |
| Dimensões | 114×280×245 mm³ |
| Peso Líquido | 1.21 kg |
| Material da Estrutura | PC/PA |
| Classe de Retardante de Chama | UL 94 V-0 |
| Ecrã | Suporta visualização em tempo real de temperatura, humidade e duração restante de secagem. |
| Impressão | |
| Filamentos Suportados | PLA, PETG, ABS, ASA, PET, PA, PC, PVA (seco), BVOH (seco), PP, POM, HIPS, PLA-CF/PAHT-CF/PETG-CF da Bambu / Suporte para PLA/PETG e TPU para AMS. Saída de Desvio de Filamento: TPE, TPU genérico, PET-CF/TPU 95A da Bambu, e outros filamentos com fibras de carbono ou de vidro. |
| Filamentos Não Suportados | PVA (húmido), BVOH (húmido) |
| Diâmetro do Filamento | 1.75 mm |
| Dimensões da Bobina | Largura: 50 mm–68 mm Diâmetro: 197 mm–202 mm |
| Identificação RFID | Suportado |
| Odómetro de Filamento | Suportado |
| Secagem | |
| Temperatura Máxima | 85 °C |
| Filamentos Suportados | PLA, PETG, Suporte para PLA/PETG, ABS, ASA, PET, PA, PC, PVA, BVOH, PP, POM, HIPS, PLA-CF/PAHT-CF/PETG-CF da Bambu, e TPU para AMS |
| Descarga Activa de Humidade | Suportado |
| Modo de Secagem com Rotação | Suportado |
| Armazenamento Selado | Suportado |
| Deteção de Tampa Superior Aberta | Suportado |
| Deteção e Manutenção de Temperatura e Humidade | Suportado. A informação em tempo real pode ser exibida no ecrã, interface da impressora, app Bambu Studio e Bambu Handy. |
| Voltagem | DC: 24 V AC: 100 V–240 V~, 50 Hz/60 Hz |
| Potência Média | 150 W |

Bambu AMS HT, Dessecante, Tubo PTFE, Cabo Bambu Bus – 6 Pinos
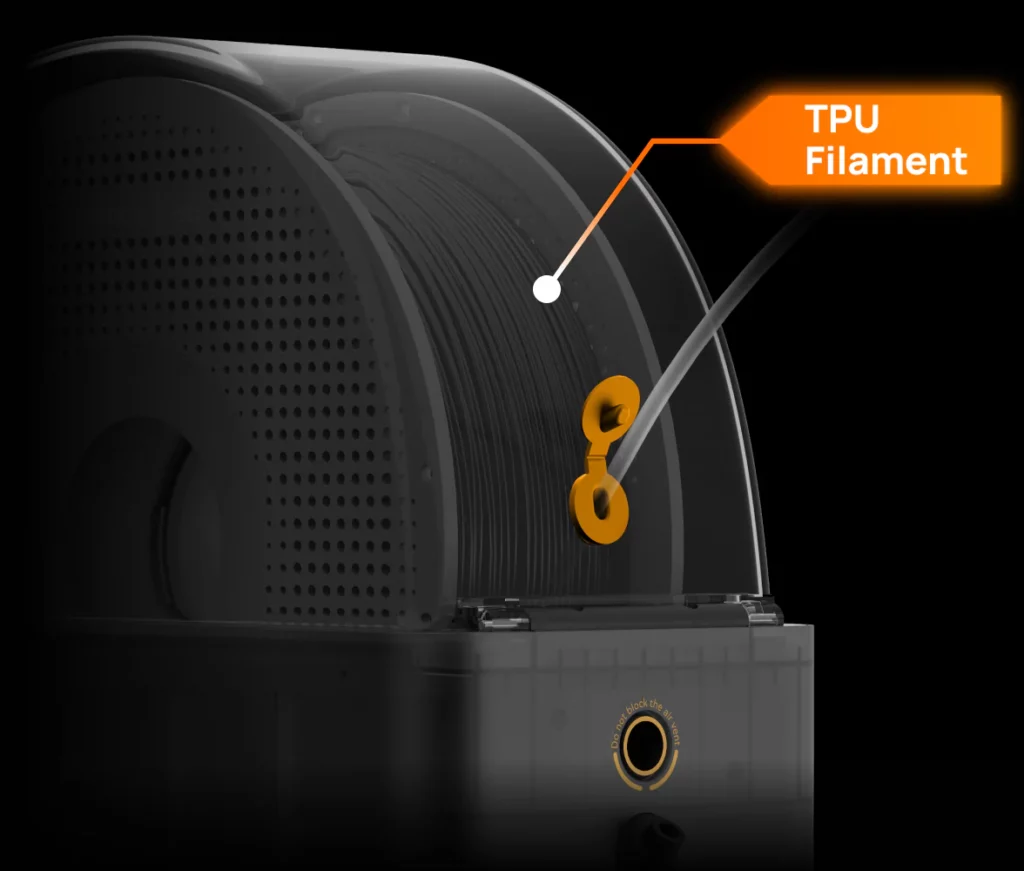
A porta na parte traseira da tampa superior é especificamente para filamento TPU. Devido à sua suavidade, o filamento TPU pode falhar facilmente quando se utiliza a função de alimentação automática do AMS 2 Pro. Ao utilizar TPU, insira-o no AMS HT e certifique-se de que a bandeja de material roda na direção correta. Introduza o tubo de material na porta de saída de TPU e empurre manualmente o filamento através do tubo de PTFE até que esteja totalmente carregado no extrusor.
Nota: Ao utilizar TPU, o AMS HT não pode utilizar a função de alimentação e retorno automáticos, mas pode ser usado como caixa de secagem para evitar a absorção de humidade pelo material.
A compatibilidade do AMS HT com as impressoras das séries X1 e P1 será adicionada através de uma atualização OTA até ao final de abril.
Se estiveres a ligar apenas um AMS HT a uma impressora da série X ou P, será necessário adquirir separadamente um buffer de filamento.
Se ligares várias unidades AMS HT, recomenda-se a compra de um AMS Hub.
A compatibilidade do AMS HT com as impressoras A1 e A1 mini será adicionada através de uma atualização OTA no 3.º trimestre de 2025.
Imprimir enquanto seca ainda não é suportado, incluindo todos os AMS associados ao trabalho de impressão em curso (por exemplo, os AMS atribuídos para reabastecimento automático). No entanto, é possível secar filamento nos AMS que não estejam atribuídos ao trabalho de impressão em curso.
As impressoras das séries X1 e P1 suportam até 4 ligações AMS HT em simultâneo.
As impressoras das séries H2D e X/P/A ligam-se ao AMS HT para utilizar a função de secagem. Cada AMS HT requer uma fonte de alimentação externa de 220 V para a secagem.
Não é suportada a alimentação elétrica a partir da impressora para essa função (o adaptador de corrente está incluído na embalagem do produto).
Ao utilizar a função de secagem do AMS HT, este deve estar ligado à impressora através de um cabo bus de 6 pinos para garantir que a impressora está ligada e configurada no modo de secagem de filamento.
O AMS HT não pode realizar a secagem de forma autónoma sem estar ligado à impressora.
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.
Escolher a Evolt como sua fornecedora de impressoras 3D Bambu Lab é optar por qualidade, segurança e um atendimento especializado em Portugal. Confie na nossa experiência e no nosso compromisso com a excelência para todas as suas necessidades de impressão 3D.
Características do Produto
Impressão 3D Multi-material com Duplo Bico
Módulo Laser e de Corte 10W/40W Opcional
Volume de Impressão de 350320325 mm³
Calibração Óptica de Movimento com Resolução de 5μm
Extrusor Servo com Circuito Fechado
Bico a 350°C e Aquecimento Ativo da Câmara a 65°C
Combine materiais flexíveis e rígidos numa única impressão para criar estruturas interligadas impressionantes e designs inovadores, além da manufatura tradicional. A combinação de materiais de alto desempenho com materiais padrão reduz ainda mais os custos e aumenta a eficiência do material, utilizando materiais premium apenas onde necessário.
Imprimir com suporte deixa de ser um problema. Com a configuração de dupla-bocal da H2D, um bocal pode ser reservado para material de suporte dedicado, permitindo uma impressão segura e uma interface de suporte perfeita.
A impressão com dupla-bocal reduz os ciclos de purga nas impressões multicoloridas. Os algoritmos inteligentes da H2D otimizam o uso do filamento, maximizando a eficiência do sistema de dupla-bocal para economizar tempo e materiais.
A câmara BirdsEye da H2D, combinada com algoritmos de visão computacional, oferece uma precisão de alinhamento superior até 0,3 mm. Este avançado sistema de alinhamento espacial permite posicionar o trajeto da ferramenta no local exato do material — verdadeiramente "o-que-vê-é-o-que-obtém."
Tirando partido de imagens em tempo real da câmara BirdsEye, o Bambu Suite pode organizar automaticamente o seu projeto de acordo com a forma do material — por exemplo, uma peça de contraplacado que sobrou de um projeto anterior. Esta funcionalidade ajuda a aproveitar ao máximo cada material.
Uma placa de codificação por visão ultra precisa, combinada com medições ópticas de resolução de 5 µm para monitorizar e corrigir o movimento da cabeça de ferramenta, permite que o H2D atinja uma precisão de movimento consistente e fiável de 50 μm em toda a área de trabalho, independentemente da distância — uma ordem de grandeza superior ao seu antecessor. (*Codificador de Visão vendido separadamente)
Com um volume de impressão até 350 mm × 320 mm × 325 mm*, criar projetos de grande escala nunca foi tão fácil! Desde gravação a laser em objetos de grandes dimensões até à impressão de modelos de grande porte, a capacidade expandida dá-te o poder de dar vida até às ideias mais ambiciosas.
Equipado com aquecimento ativo da câmara até 65 °C e um hotend de alta temperatura que atinge os 350 °C, o H2D oferece um controlo preciso de temperatura em circuito fechado. Este sistema avançado elimina eficazmente a deformação e o empenamento em materiais de alto desempenho, garantindo uma adesão superior entre camadas e maximizando todo o seu potencial.
O hotend high-flow do H2D, desenvolvido especificamente para este fim, garante uma impressão fiável e em alta velocidade a 600 mm/s. Concebido para um desempenho consistente, elimina restrições de fluxo durante a impressão, permitindo uma impressão rápida e contínua, independentemente do tamanho ou complexidade do modelo.*
A arquitetura proprietária de servo PMSM da Bambu Lab estabelece um sistema inteligente de gestão da extrusão. Executa amostragem de binário/resistência e posição a 20 kHz para modular dinamicamente os vetores de binário eletromagnético. Este sistema estabiliza a extrusão e deteta automaticamente moagens e entupimentos do filamento.
O H2D conta com uma câmara no bico com lente macro suportada por inteligência artificial. Este sistema de monitorização inteligente acompanha continuamente os padrões de extrusão, detetando de imediato acumulação de material, desvios do filamento e falhas de extrusão.
Antes de cada ciclo de operação, o sistema de visão do H2D inicia uma lista de verificação pré-impressão completa:
Alinhamento Digital-Físico executa uma verificação automática de consistência entre as especificações de hardware detetadas e os parâmetros ativos do slicer.
Ao contrário dos sistemas tradicionais com apenas um detetor de fim de filamento, o H2D dispõe de uma monitorização completa do fluxo de material. Ao longo do percurso do AMS até ao bico, 15 sensores estrategicamente posicionados formam uma rede inteligente que monitoriza continuamente cinco parâmetros essenciais: velocidade de alimentação, tensão, localização da ponta do filamento, ambiente térmico do extrusor e pressão dinâmica de extrusão. Isto estabelece um sistema de controlo do comportamento do filamento líder na indústria.
| Item | Especificação |
|---|---|
| Tecnologia de Impressão | Modelação por Deposição Fundida (FDM) |
| Corpo | |
| Volume de Impressão (L×P×A) | 325×320×325 mm³ (Bico Único), 300×320×325 mm³ (Dois Bicos), 350×320×325 mm³ (Total) |
| Chassis e Estrutura | Alumínio, Aço, Plástico e Vidro |
| Janelas de Segurança Laser | Incluídas na Edição Laser; H2D normal pode ser atualizado com Kit |
| Bomba de Assistência de Ar | Incluída na Edição Laser; H2D normal pode ser atualizado com Kit |
| Dimensões Físicas | |
| Dimensões | 492×514×626 mm³ (Embalagem: 620×620×755 mm³) |
| Peso Líquido | 31 kg (Peso bruto até 46.2 kg consoante o modelo) |
| Cabeça de Ferramenta | |
| Hotend | Todo em metal |
| Engrenagem do Extrusor | Aço endurecido |
| Bico | Aço endurecido |
| Temperatura Máx. do Bico | 350 °C |
| Diâmetro do Bico Incluído | 0,4 mm |
| Diâmetro de Bico Suportado | 0,2 mm, 0,4 mm, 0,6 mm, 0,8 mm |
| Diâmetro do Filamento | 1,75 mm |
| Motor do Extrusor | Motor síncrono de íman permanente de alta precisão da Bambu Lab |
| Base Aquecida | |
| Tipo de Superfície de Impressão | PEI Texturizado e PEI Liso |
| Temperatura Máx. da Base Aquecida | 120 °C |
| Velocidade | |
| Velocidade Máx. da Cabeça | 1000 mm/s |
| Aceleração Máx. da Cabeça | 20.000 mm/s² |
| Fluxo Máx. do Hotend (Standard) | 40 mm³/s (ABS Bambu Lab a 280 °C) |
| Fluxo Máx. do Hotend (High Flow Opcional) | 65 mm³/s (ABS Bambu Lab a 280 °C) |
| Controlo de Temperatura da Câmara | |
| Aquecimento Ativo da Câmara | Suportado |
| Temperatura Máxima | 65 °C |
| Purificação do Ar | |
| Pré-Filtro | G3 |
| Filtro HEPA | H12 |
| Filtro de Carvão Ativado | Carvão de Casca de Coco Granulado |
| Arrefecimento | |
| Ventoinhas (peças, hotend, câmara, etc.) | Controlo em circuito fechado |
| Tipos de Filamento Suportados | |
| Materiais Compatíveis | PLA, PETG, TPU, ABS, ASA, PA, PC, BVOH, reforçados com fibra de carbono/vidro e mais |
| Sensores | |
| Câmaras | Live View, Nozzle, Toolhead e BirdsEye (Laser Edition) |
| Outros Sensores | Sensor de Porta, Fim de Filamento, Enrolamento, Odómetro de Filamento, Recuperação de Energia |
| Requisitos Elétricos | |
| Voltagem | 100–120 V AC / 200–240 V AC, 50/60 Hz |
| Potência Máxima | 2200 W (220 V) / 1320 W (110 V) |
| Potência Média | 1050 W |
| Eletrónica | |
| Ecrã Tátil | 5" (720×1280) |
| Armazenamento | 8 GB EMMC e Porta USB |
| Interface | Ecrã tátil, app móvel, app PC |
| Unidade de Processamento Neural | 2 TOPS |
| Software | |
| Slicer e Software | Bambu Studio, Suite e Handy; suporta Super Slicer, PrusaSlicer e Cura* |
| Sistemas Operativos Suportados | MacOS, Windows |
| Wi-Fi | |
| Frequência | 2.4 GHz e 5 GHz (várias bandas) |
| Protocolo | IEEE 802.11 a/b/g/n |
| Módulo Laser 10W & 40W | |
| Tipo de Laser | Laser de semicondutor |
| Potência | 10 W ±1 W; 40 W ±2 W |
| Área de Gravação | 10W: 310×270 mm; 40W: 310×250 mm |
| Velocidade Máx. de Gravação | 10W: 400 mm/s; 40W: 1000 mm/s |
| Espessura Máx. de Corte | 10W: 5 mm; 40W: 15 mm |
| Classe de Segurança | Módulo: Classe 4; Geral: Classe 1 |
| Módulo de Corte | |
| Área de Corte | 300×285 mm |
| Área de Desenho | 300×255 mm |
| Tipo de Lâmina | 45°×0.35 mm |
| Espessura Máx. de Corte | 0,5 mm |
| Tipo de Imagem Suportado | Imagens Bitmap e Vetoriais |
| Materiais Suportados | Papel, vinil, cabedal e mais |
* Para garantir que a mesa aquecida atinge rapidamente a temperatura necessária, a impressora mantém a potência máxima durante no máximo 3 minutos.
O H2D Laser Full Combo vem com uma bomba de ar integrada e um tubo de ar na parte de trás da impressora, além de estar pré-instalada com uma câmara BirdsEye. A porta frontal, as janelas laterais de proteção a laser, e a tampa superior foram todas projetadas com proteção a laser. A lista de embalagem inclui um módulo laser, um módulo de corte, um tubo de exaustão de fumaça e o seu adaptador, além de um botão de paragem de emergência.
Estamos a planear lançar um kit de atualização a laser para a versão não-laser do H2D. O kit de atualização está previsto para ser lançado em Junho e também fornecerá vídeos instrucionais de instalação para ajudar os utilizadores a completar a atualização de forma eficiente.
É importante notar que a bomba de ar do kit de atualização é uma bomba externa, que tem uma estrutura de instalação diferente da bomba de ar integrada no modelo completo. Ao usá-la, a bomba pode ser instalada externamente e conectada à impressora através de um tubo de ar.
Sim, os hotends esquerdo e direito têm estruturas e materiais idênticos e podem ser usados de forma intercambiável.
O H2D suporta um máximo de 4 unidades AMS 2 Pro e 8 unidades AMS HT conectadas simultaneamente, totalizando 12 unidades com 24 slots.
Como o H2D é uma impressora de dois hotends, e no cenário mais extremo, todas as unidades AMS podem ser conectadas a um hotend enquanto o outro hotend utiliza um suporte de bobina externo, ele pode suportar até 25 cores.
A primeira geração do AMS foi confirmada como totalmente compatível com plug-and-play e pode ser utilizada com o H2D para impressão em múltiplas cores, mas não suporta a função de secagem AMS.
Devido às diferenças fundamentais no mecanismo de alimentação e na estrutura de buffering, o H2D não é compatível com o AMS Lite.
As duas portas de 4 pinos na parte de trás estão reservadas para acessórios de expansão futuros. Por exemplo, para atualizar uma versão não-laser da impressora para uma versão laser, uma dessas portas pode ser usada para conectar uma bomba de ar externa.
Embora o hotend da série H2D seja semelhante ao hotend da série A1 em termos de estrutura, não são exatamente iguais.
Os hotends do H2D foram especificamente projetados para a impressora H2D, oferecendo uma compatibilidade otimizada. Por exemplo, eles suportam uma taxa de fluxo volumétrico máxima maior, menor risco de entupimento, calibração mais precisa do desfasamento do bico entre os hotends esquerdo e direito, e reconhecimento automático do tipo de hotend através da câmara ao vivo. Portanto, para garantir a melhor qualidade de impressão, é altamente recomendável não utilizar os hotends da série A1 na impressora H2D.
Assim, para garantir a melhor qualidade de impressão, recomendamos fortemente que não use os hotends A1 em impressoras H2D.
A compra de hotends H2D adicionais para uso em impressoras A1 é viável. No entanto, será necessário também utilizar a meia de silicone do hotend H2D.
Tanto o módulo laser de 10W quanto o módulo laser de 40W são lasers de luz azul que suportam o processamento de diversos materiais, incluindo madeira, borracha, chapas metálicas, couro, acrílico escuro e pedra. No entanto, devido a diferenças de potência e tamanho, existem as seguintes distinções:
Espessura Máxima de Corte (para Madeira Compensada de Basswood):
Velocidade Máxima de Gravação (para Madeira Compensada de Basswood):
Área Processável:
Módulo laser de 10W: Área máxima de processamento X310mm * Y270mm, altura máxima de processamento 280mm
Módulo laser de 40W: Área máxima de processamento X310mm * Y250mm, altura máxima de processamento 265mm
O pacote não inclui uma unidade flash USB padrão. No entanto, ainda é possível iniciar a impressão normalmente sem um USB, pois a impressora tem espaço de armazenamento integrado para executar os arquivos de impressão. No entanto, sem um USB inserido, as seguintes funções serão afetadas:
As funções de gravação e fotografia em time-lapse não podem ser ativadas;
Não será possível iniciar a impressão através da LAN;
Os arquivos de impressão não podem ser enviados para a máquina para armazenamento através do estúdio;
Arquivos de log não podem ser exportados.
Requisitos do USB: Protocolo USB 2.0 ou superior (a velocidade mínima de gravação real precisa ser superior a 10M/s), os formatos de arquivo suportados são FAT32 e exFAT. A impressora suporta apenas a montagem de um único USB, não podendo conectar múltiplos USBs através de um hub USB.
O hotend a ser utilizado para impressão já foi determinado quando o arquivo do modelo é cortado (sliced). Quanto aos modelos integrados, o hotend direito foi selecionado durante o processo de corte, por isso não é possível alterar o hotend utilizado para impressão diretamente na tela da impressora.
Quando cortas o arquivo no Bambu Studio e envias a tarefa de impressão, podes escolher livremente entre usar o hotend esquerdo ou o hotend direito. Para alguns filamentos, como TPU e PPS/PPA-CF, recomenda-se o uso de hotends específicos para impressão.
Para mais detalhes sobre a impressão com filamentos no H2D, consulta a wiki.
O H2D está equipado com um sistema de exaustão eficiente que remove eficazmente a fumaça e a poeira geradas pelas operações a laser, reduzindo significativamente a contaminação. Durante o desenvolvimento e testes, realizámos rigorosos ensaios para garantir que, com uma limpeza regular da máquina, o impacto da fumaça e da poeira no desempenho e na precisão é negligenciável.
Para instruções detalhadas de limpeza, consulta a wiki.
Due to the flexible nature of TPU filaments, there are some operational issues that can arise during feeding and printing. To facilitate TPU printing, we have created a dedicated Wiki guide. Simply follow the instructions in the Wiki to successfully print with TPU filaments: wiki
Devido ao fato de o processamento a laser envolver o uso de lasers de alta energia em materiais potencialmente inflamáveis, recomendamos fortemente que os utilizadores não deixem a máquina sem supervisão durante as operações a laser. Mantenha vigilância constante sobre o estado operacional da máquina e assegure-se de que não há materiais inflamáveis ou explosivos nas proximidades da impressora.
Para mais informações, consulte a wiki.
Para mais informações sobre o H2D, consulte a wiki oficial.
Garantia: 36 Meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:❌ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 48h
Assistência técnica prioritária: ❌
Consultoria/Assistência/Formação com profissionais de Impressão 3D:❌
Contacto direto de ajuda: ❌
Reparação remota ilimitada: ❌
Acesso exclusivo a preços de revenda na loja online: ❌
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação:❌
Assistência Móvel ao local:❌
Custos de deslocação para reparação no local: 1,10€/km
Garantia: 12 meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:❌ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 16h
Assistência técnica prioritária: ❌
Consultoria/Assistência/Formação com profissionais de Impressão 3D:❌
Contacto direto de ajuda: ❌
Reparação remota ilimitada: ❌
Acesso exclusivo a preços de revenda na loja online ❌
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação:❌
Assistência Móvel ao local:❌
Custos de deslocação para reparação no local: 1,10€/km
Garantia: 36 meses * Aviso Importante de Leitura Obrigatória
Garantia com reparação física da Evolt:✅ * Aviso Importante de Leitura Obrigatória
Garantia com Diagnóstico remoto, com envio gratuito de peças para reparação:✅
Tempo de resposta a emails: 8h
Assistência técnica prioritária: ✅
Consultoria/Assistência/Formação com profissionais de Impressão 3D: 2h ✅
Contacto direto de ajuda: ✅
Reparação remota ilimitada: ✅
Acesso exclusivo a preços de revenda na loja online: ✅
Seguro Non-Stop Print: Substituição Imediata de Impressora durante o período de reparação: ✅
Assistência Móvel ao local: ✅
Custos de deslocação para reparação no local: 0,36€/km
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.
Formação de impressão 3D, desenho técnico, Assistência técnica e manutenção.
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.

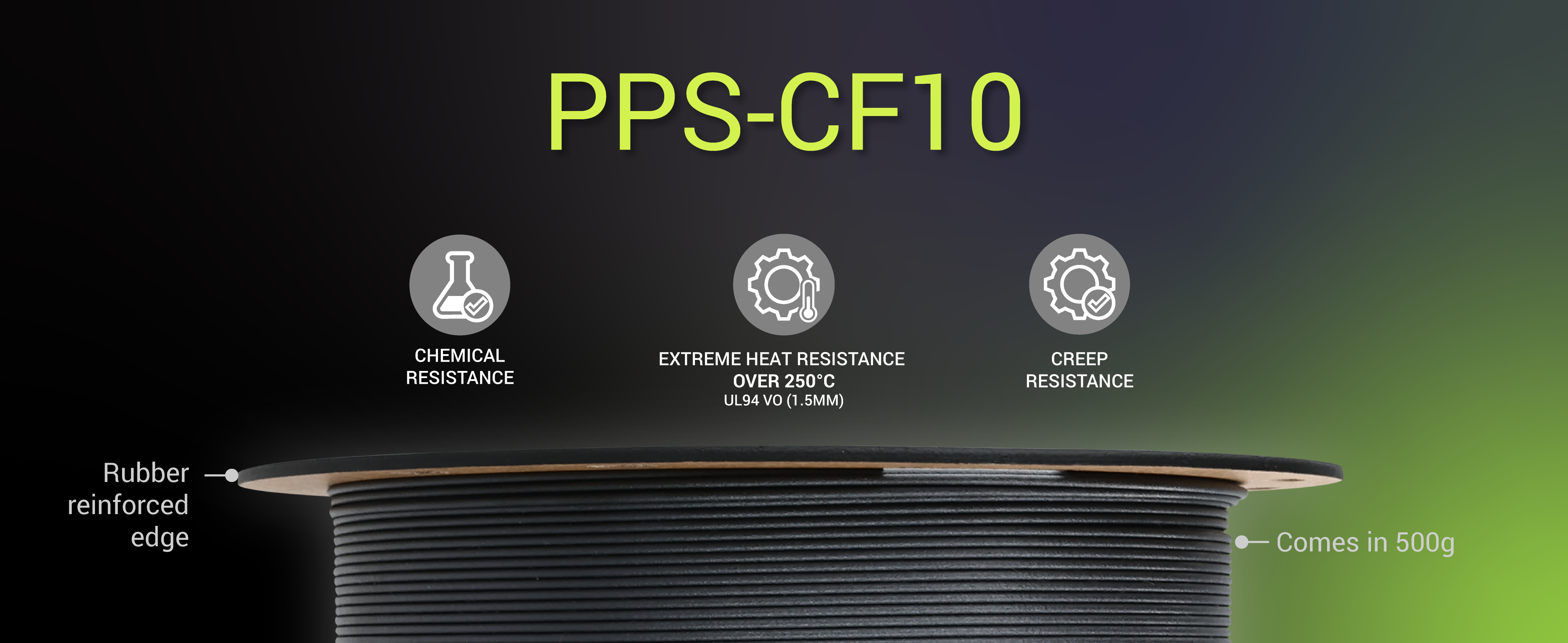
Fiberon™ PPS-CF10 é um filamento de PPS (Polifenileno Sulfeto) reforçado com 10% de fibra de carbono, que apresenta uma deformação mínima durante a impressão, elevada resistência mecânica, excelente resistência ao calor e aos químicos, e dispensa o uso de câmara aquecida.
Com excecional retardância à chama (V0) e insensibilidade à humidade, foi especificamente desenvolvido para profissionais que operam em condições extremas.
Densidade: 1,29 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:

Aqui está a tradução para português de Portugal:
Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Sim – recomendamos vivamente o uso de um hotend que atinja pelo menos 310 °C.
É possível imprimir a 300 °C, mas será necessário imprimir muito lentamente, e corres o risco de ter má adesão entre camadas.
Sim – PPS-CF é naturalmente frágil na bobina e pode partir-se com facilidade.
Recomendamos garantir um caminho limpo e direto até ao extrusor, evitando curvas apertadas e torções.
Podes saber mais sobre o processo de recozimento AQUI.
Embora as bobinas rolem corretamente no AMS, o PPS-CF é muito frágil na bobina.
Se o filamento for sujeito a curvas ou torções apertadas dentro do AMS, pode partir-se facilmente.
Por isso, não recomendamos o uso com AMS – o ideal é ter um caminho direto até à impressora.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se ao maior risco de rutura dos filamentos com fibra de carbono ou fibra de vidro, que são mais frágeis.
Estes filamentos são enrolados em bobinas com um núcleo maior, para reduzir o stress no material.
No entanto, isso faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
500g- Rolo
Fiberon PPS-CF10 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
310º a 350º - Temp. recomendada do Hotend
80º a 90º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

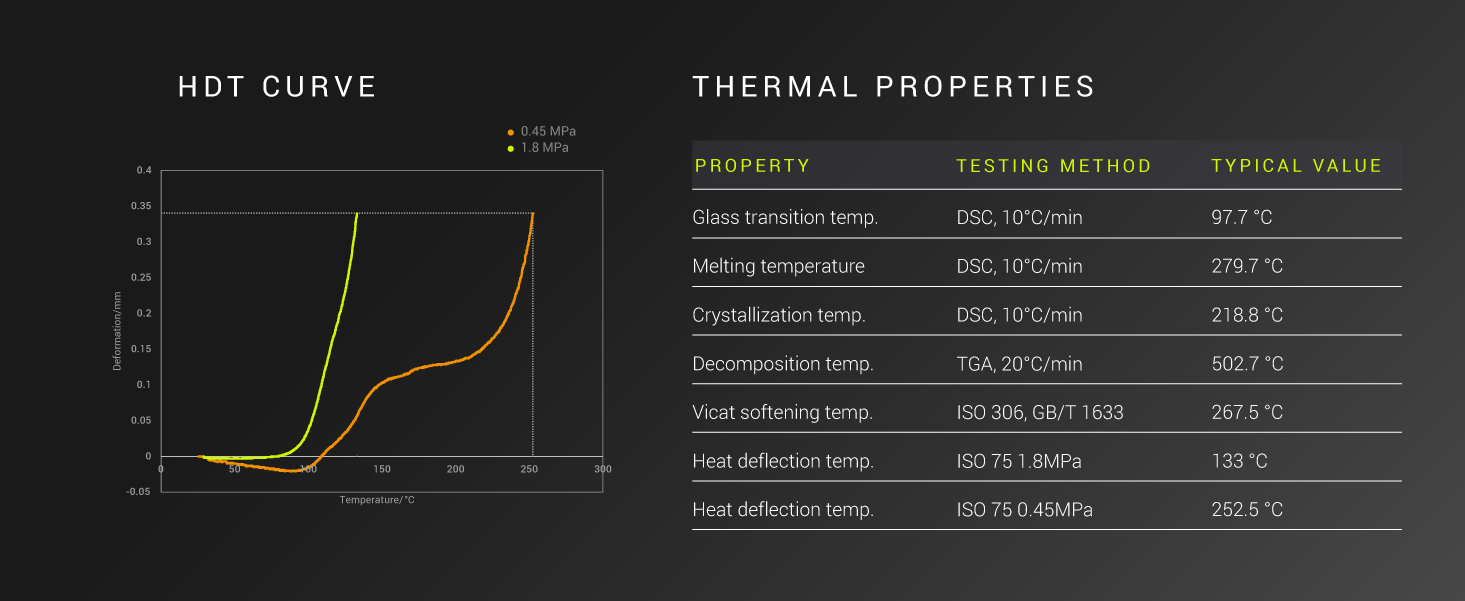
Fiberon™ PET-CF17 é um filamento de PET (polietileno tereftalato) reforçado com 17% de fibra de carbono. É a escolha preferida para impressão 3D de materiais compósitos de engenharia, oferecendo elevado módulo de elasticidade, resistência ao calor, insensibilidade à humidade e facilidade de impressão.
Densidade: 1,34 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:

Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Mais informações e dicas sobre recozimento disponíveis na aba de FAQ.
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já criou um!
Podes saber mais sobre o processo de recozimento AQUI.
O recozimento melhora significativamente a resistência térmica do PET-CF17, elevando a temperatura de deflexão térmica (HDT) de cerca de 70 °C para mais de 100 °C.
Contudo, em termos de propriedades mecânicas, o recozimento aumenta sobretudo a rigidez (módulo) do material, sem melhorar a resistência ao impacto nem a adesão entre camadas. Ou seja, o material não se torna mais resistente após o recozimento.
Se a tua peça tiver secções muito finas, o recozimento a 120 °C pode causar deformações. Nestes casos, sugerimos três possíveis soluções:
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
No entanto, deves ter cuidado ao usar materiais abrasivos no AMS.
PET e PETG diferem na estrutura química, nas propriedades, na facilidade de impressão e nas aplicações:
É possível imprimir este material sem um secador de filamento, mas isso depende muito da humidade do ambiente onde estás.
Se vives num clima húmido, pode ser necessário usar um secador durante toda a impressão ou entre impressões.
Guarda sempre o filamento em ambiente seco.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se à maior probabilidade de o filamento de fibra de carbono ou fibra de vidro se partir na bobina, devido à sua maior fragilidade.
Para minimizar este risco, utilizamos uma bobina com núcleo maior — o que faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
500g- Rolo
Fiberon PET-CF17 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão



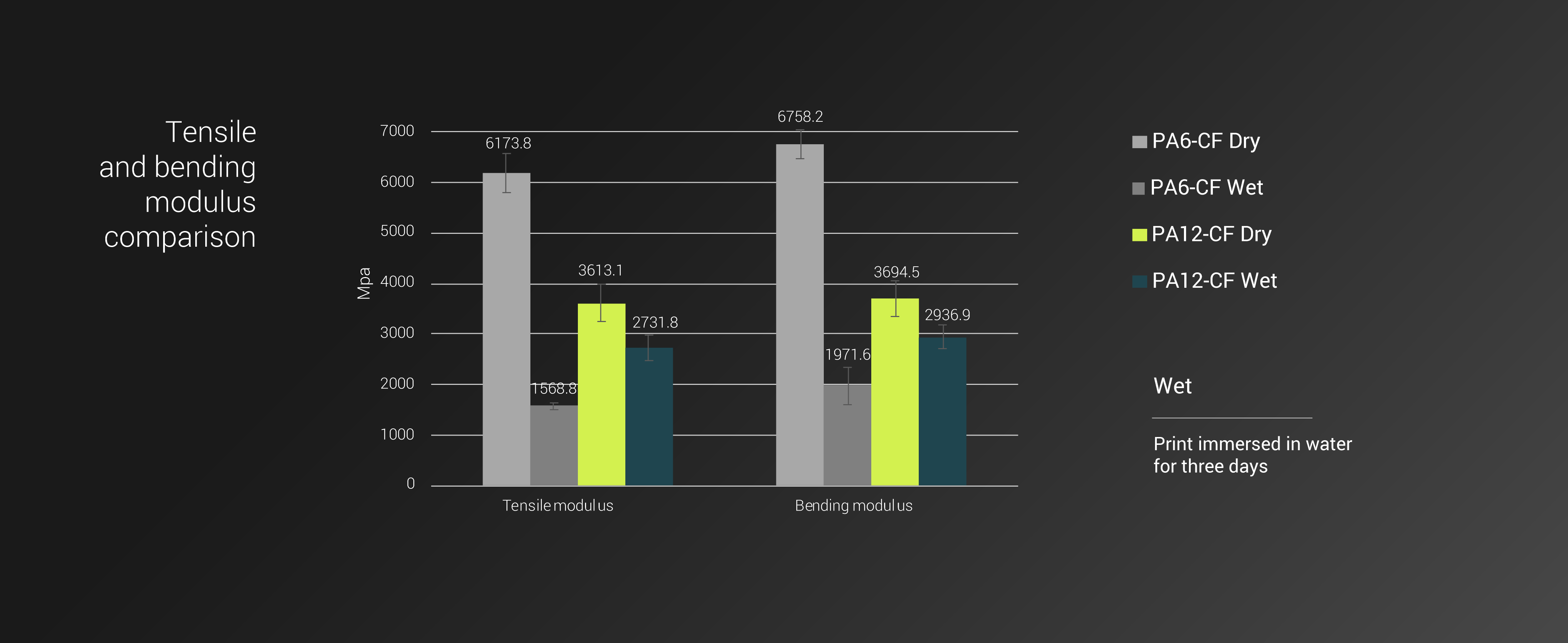
O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)

Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):

Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
500g- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

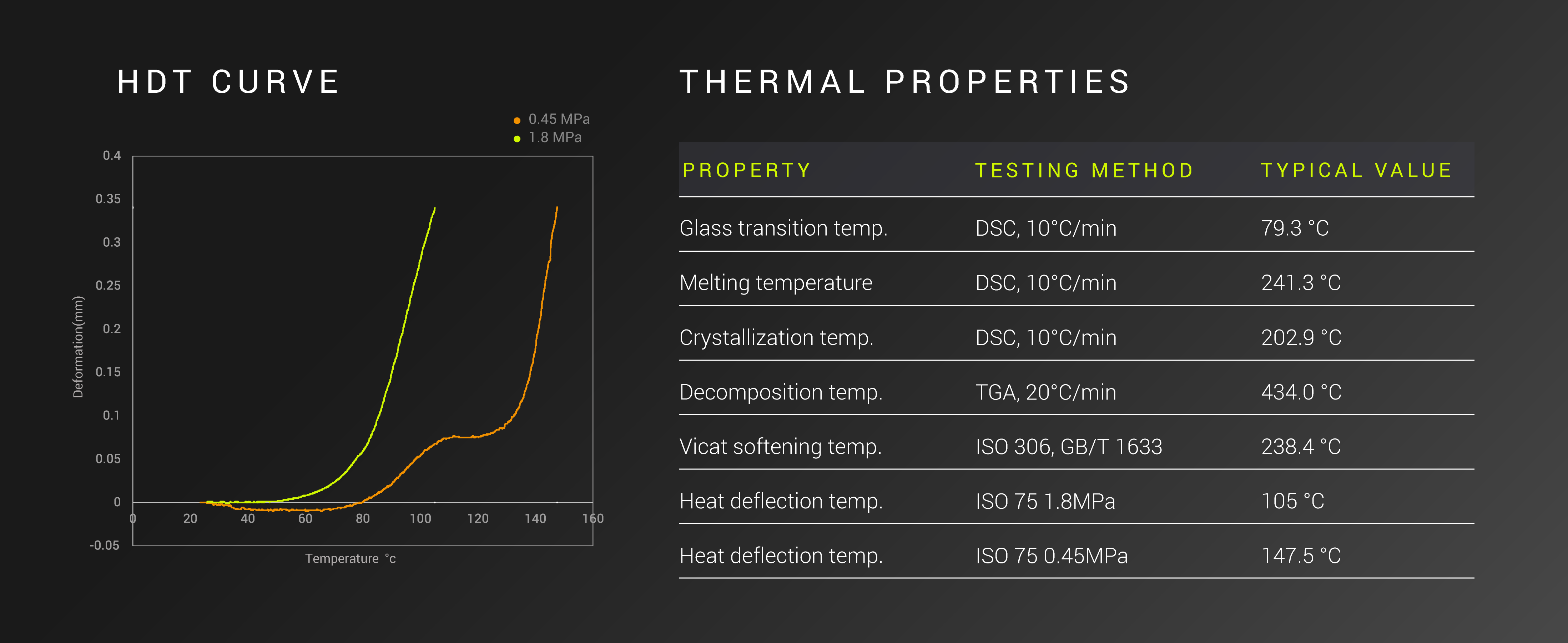
Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
500g- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

Fiberon™ PA612-CF15 é um filamento à base de copoli-imida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este material possui uma menor sensibilidade à humidade comparativamente aos materiais à base de PA6/66 e PA6, apresentando também melhores propriedades mecânicas do que os materiais à base de PA12. Além disso, o reforço com fibra de carbono e a tecnologia Warpfree™ melhoram significativamente a estabilidade dimensional das impressões realizadas com este filamento.
O Fiberon™ PA612-CF15 utiliza a mesma fórmula comprovada do PolyMide PA612-CF, embora o Fiberon™ PA612-CF15 possa imprimir num tom de preto ligeiramente mais escuro do que o seu antecessor.
Densidade: 1,03 g/cm³
Requisitos de Impressão
Temperatura do extrusor: 250˚C - 300˚C
Temperatura da mesa (build plate): 40˚C - 50˚C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: DESLIGADA
Extrusão direta (Direct Drive):
Distância de retração: 3 mm
Velocidade de retração: 40 mm/s
Extrusão indireta (Bowden):
Distância de retração: 6 mm
Velocidade de retração: 60 mm/s
Forno convencional: 100˚C durante 10h
PolyDryer™: Nível 3 durante 18h
100˚C durante 16h
Não encontra o perfil para a sua impressora? Junte-se ao nosso Discord e veja se a comunidade já criou um!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que as poliamidas (nylons) são higroscópicas. Podes acelerar este processo mantendo a peça num ambiente com humidade elevada ou submergindo-a em água durante 48 horas. Todos os nossos testes foram realizados com peças sujeitas a tratamento térmico a 100˚C durante 16 horas, e posteriormente submersas em água a 60˚C durante 48 horas. O teor médio de humidade das peças após este processo é de 2,57%.
Ao realizar o tratamento térmico num forno de convecção, a peça ficará seca. Portanto, se fizeres o condicionamento antes do tratamento térmico, terás de repetir o condicionamento depois. Recomendamos, assim, fazer o condicionamento por humidade apenas após o tratamento térmico.
Os nossos nylons incluem a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, é feito o tratamento térmico para garantir a resistência máxima da peça.
Sabe mais AQUI.
Sim! Redesenhámos as bordas das nossas bobinas, por isso todos os produtos Polymaker funcionam perfeitamente na AMS.
Ainda assim, deves ter atenção extra quando utilizares materiais abrasivos na AMS.
Infelizmente não disponibilizamos bobinas Fiberon™ de 1 kg. Isto deve-se ao risco acrescido de quebra do filamento de fibra de carbono e fibra de vidro quando armazenado em bobinas maiores.
Uma vez que estes filamentos são mais frágeis, utilizamos uma bobina com núcleo maior. Este núcleo maior significa que 1 kg de filamento não caberia numa bobina típica de 1 kg.
500g- Rolo
Fiberon PA612-CF15 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PET-CF17 é um filamento de PET (polietileno tereftalato) reforçado com 17% de fibra de carbono. É a escolha preferida para impressão 3D de materiais compósitos de engenharia, oferecendo elevado módulo de elasticidade, resistência ao calor, insensibilidade à humidade e facilidade de impressão.
Densidade: 1,34 g/cm³
Bobina de cartão 0,5 kg:
Bobina de cartão 0,75 kg:
Bobina de cartão 1 kg:
Bobina de cartão 2 kg:
Bobina de cartão 3 kg:
Bobina de plástico 5 kg:
Extrusor direto:
Extrusor Bowden (indireto):
(Apenas se o material tiver absorvido humidade)
Mais informações e dicas sobre recozimento disponíveis na aba de FAQ.
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já criou um!
Podes saber mais sobre o processo de recozimento AQUI.
O recozimento melhora significativamente a resistência térmica do PET-CF17, elevando a temperatura de deflexão térmica (HDT) de cerca de 70 °C para mais de 100 °C.
Contudo, em termos de propriedades mecânicas, o recozimento aumenta sobretudo a rigidez (módulo) do material, sem melhorar a resistência ao impacto nem a adesão entre camadas. Ou seja, o material não se torna mais resistente após o recozimento.
Se a tua peça tiver secções muito finas, o recozimento a 120 °C pode causar deformações. Nestes casos, sugerimos três possíveis soluções:
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
No entanto, deves ter cuidado ao usar materiais abrasivos no AMS.
PET e PETG diferem na estrutura química, nas propriedades, na facilidade de impressão e nas aplicações:
É possível imprimir este material sem um secador de filamento, mas isso depende muito da humidade do ambiente onde estás.
Se vives num clima húmido, pode ser necessário usar um secador durante toda a impressão ou entre impressões.
Guarda sempre o filamento em ambiente seco.
Infelizmente, não oferecemos bobinas de 1 kg do Fiberon™.
Isto deve-se à maior probabilidade de o filamento de fibra de carbono ou fibra de vidro se partir na bobina, devido à sua maior fragilidade.
Para minimizar este risco, utilizamos uma bobina com núcleo maior — o que faz com que 1 kg de filamento não caiba numa bobina tradicional de 1 kg.
3kg- Rolo
Fiberon PET-CF17 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
O Fiberon™ PA6-CF20 é um filamento de PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona melhorias significativas na rigidez, resistência mecânica e resistência térmica, com uma excelente adesão entre camadas.
O Fiberon™ PA6-CF20 utiliza a mesma fórmula comprovada do PolyMide PA6-CF, embora o Fiberon™ PA6-CF20 possa apresentar uma cor preta ligeiramente mais escura do que a sua versão anterior.
Densidade: 1,17 g/cm³
Requisitos de impressão
Temperatura de impressão: 280 °C – 300 °C
Temperatura da mesa de impressão: 40 °C – 50 °C
Temperatura da câmara: Temperatura ambiente
Velocidade de impressão: até 300 mm/s
Ventoinha de arrefecimento: Desligada (OFF)
Extrusor Direto:
Extrusor Bowden (indireto):
Configurações recomendadas para secagem:
Configurações para tratamento térmico (Annealing):
Perfis de impressão disponíveis para:
Não encontra o seu perfil? Junte-se ao nosso Discord e veja se a comunidade já o criou!
Descarregar informações do produto
Podes saber mais sobre o processo de recozimento AQUI.
O condicionamento de humidade refere-se ao processo de permitir que a peça impressa absorva humidade. Isto é inevitável, uma vez que os nylons são higroscópicos (absorvem humidade do ar). No entanto, é possível acelerar este processo mantendo a peça num ambiente de elevada humidade ou submergindo-a em água durante 48 horas.
Nos nossos testes, todas as amostras foram recozidas a 100 °C durante 16 horas e, em seguida, submersas em água a 60 °C durante 48 horas. O teor médio de humidade das amostras foi de 2,57%.
Quando realizas o recozimento num forno de convecção, a peça será desidratada. Por isso, se fizeres o condicionamento de humidade antes do recozimento, terás de o repetir depois.
Recomendamos que faças o condicionamento de humidade após o recozimento.
Os nossos nylons vêm com a tecnologia Warp-Free™. Para que esta tecnologia funcione corretamente, é essencial que tanto a temperatura da mesa de impressão como a temperatura ambiente estejam abaixo dos 50 °C.
Após a impressão, a peça é recozida para alcançar a sua resistência total.
Sim! Redesenhámos as extremidades das nossas bobinas para que todos os produtos Polymaker funcionem perfeitamente com o AMS.
Dito isto, deves ter cuidado ao utilizar materiais abrasivos no AMS.
Infelizmente, não oferecemos o Fiberon™ em bobinas de 1 kg. Isto deve-se ao risco acrescido de rutura do filamento de fibra de carbono ou de vidro na bobina.
Como estes filamentos são mais frágeis, enrolamo-los em bobinas com um núcleo maior. Esse núcleo maior não permite que 1 kg de filamento caiba numa bobina de 1 kg tradicional.
3kg- Rolo
Fiberon PA6-CF20 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
































