
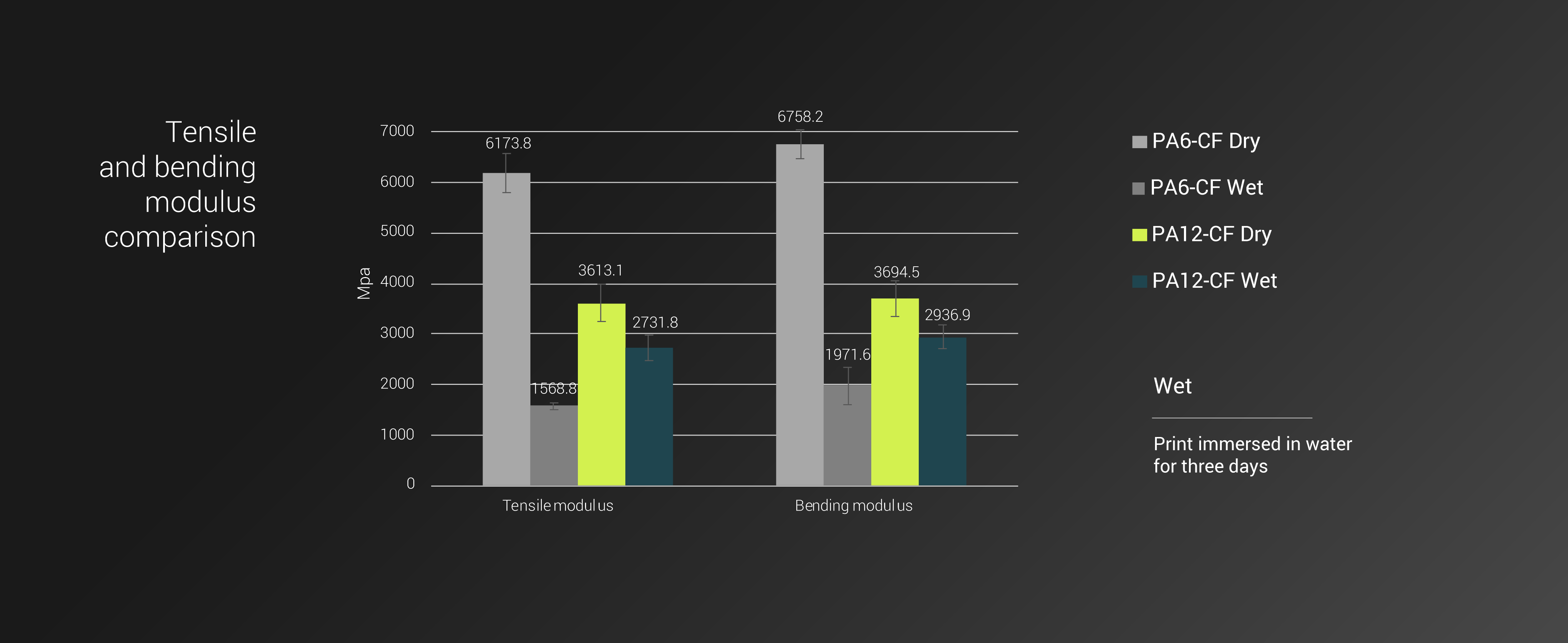
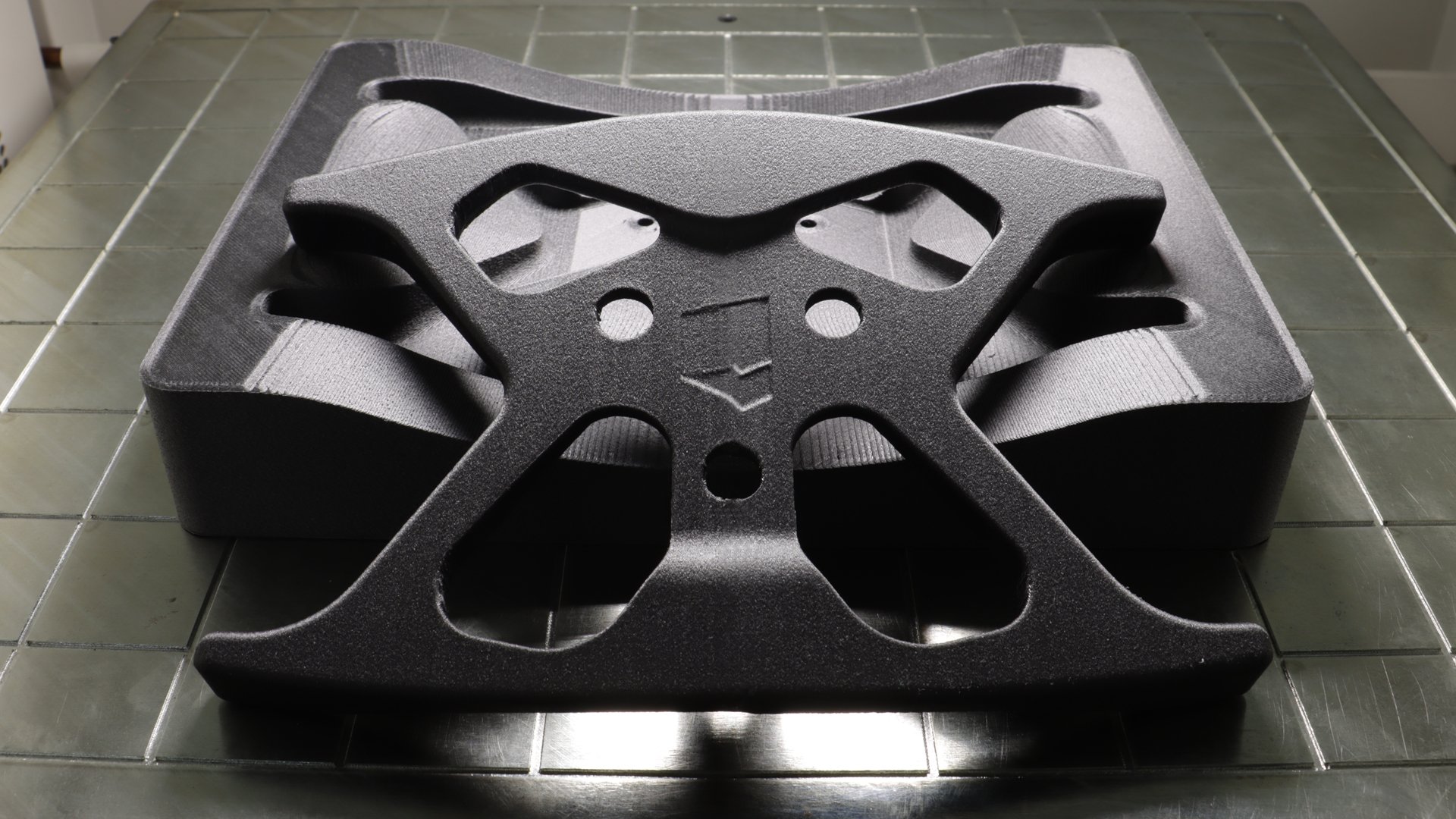
Fiberon™ PA12-CF10 é um filamento de copoliamida de cadeia longa reforçado com fibra de carbono. Graças à sua estrutura química, este produto possui uma sensibilidade reduzida à humidade comparativamente aos materiais baseados em PA6/66 e PA6, bem como melhores propriedades mecânicas em relação aos materiais à base de PA12 convencionais. Além disso, o reforço com fibra de carbono e a tecnologia Warp-free™ aumentam significativamente a estabilidade dimensional das peças impressas com este material.
O Fiberon™ PA12-CF10 utiliza a mesma fórmula comprovada do PolyMide PA12-CF, embora possa apresentar uma tonalidade de preto ligeiramente mais escura durante a impressão relativamente ao seu antecessor.
Densidade: 1,06 g/cm³
Extrusão direta (Direct Drive):
Não encontras o perfil da tua impressora? Junta-te ao nosso Discord e verifica se a comunidade já o criou!
Podes saber mais sobre o tratamento térmico (annealing) AQUI.
O condicionamento por humidade consiste em deixar a peça impressa absorver humidade. Este processo é inevitável, dado que as poliamidas (nylons) são materiais higroscópicos. No entanto, podes acelerar este processo mantendo as peças num ambiente com elevada humidade ou submergindo-as em água durante 48 horas. Todas as nossas amostras de teste foram submetidas a tratamento térmico a 100˚C durante 16 horas, e depois submersas em água a 60˚C durante 48 horas. O teor médio de humidade final das peças foi de 2,57%.
Quando realizas o tratamento térmico num forno de convecção, a peça acaba por secar. Assim, se fizeres o condicionamento antes do tratamento térmico, terás de repetir novamente o condicionamento depois. Por essa razão, recomendamos que realizes o condicionamento por humidade após o tratamento térmico.
Os nossos nylons incorporam a tecnologia Warp-Free™. Para garantir o funcionamento ideal desta tecnologia, é fundamental que tanto a mesa como o ambiente estejam abaixo dos 50˚C durante a impressão. Posteriormente, realizamos o tratamento térmico para conferir a máxima resistência às peças.
Sim! Redesenhámos as extremidades das nossas bobinas, pelo que todos os produtos Polymaker agora funcionam perfeitamente com a AMS.
Ainda assim, deves ter especial cuidado ao utilizar materiais abrasivos na AMS.
Infelizmente não oferecemos bobinas Fiberon™ de 1 kg. Esta decisão está relacionada com a maior probabilidade de quebra dos filamentos com fibra de carbono e fibra de vidro quando enrolados em bobinas maiores.
Uma vez que os filamentos com fibra de carbono e vidro são mais frágeis, utilizamos bobinas com um núcleo maior. Este núcleo maior faz com que não seja possível acomodar 1 kg de filamento numa bobina convencional de 1 kg.
[Descarregar informação do produto]
3kg- Rolo
Fiberon PA12-CF10- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
40º a 50º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão


Fiberon™ PETG-rCF08 é um filamento de PETG reforçado com fibra de carbono reciclada.
Herdando o desempenho versátil do PETG, este material incorpora fibra de carbono reciclada para uma melhor textura superficial e propriedades mecânicas melhoradas.
Densidade: 1,3 g/cm³
Bobina de 0,5 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 190 ± 7 g
Bobina de 0,75 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 50,6 ± 2 mm
– Peso da bobina (vazia): 125 ± 7 g
Bobina de 1 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 140 ± 7 g
Bobina de 2 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 370 ± 18,5 g
Bobina de 3 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 425 ± 21,3 g
Bobina de 5 kg (plástico):
– Diâmetro interior do furo: 32 ± 1 mm
– Diâmetro da bobina: 300 ± 1 mm
– Largura da bobina: 160 ± 1 mm
– Peso da bobina (vazia): 819 ± 30 g
– Material da bobina: Polipropileno (PP)
Extrusor Direct Drive:
– Distância: 3 mm
– Velocidade: 40 mm/s
Extrusor Bowden (Indirect Drive):
– Distância: 6 mm
– Velocidade: 60 mm/s
Forno doméstico: 65 ˚C durante 3 horas
PolyDryer™: Nível 2 durante 6 horas
(Apenas se o material tiver absorvido humidade)
N/A (não aplicável)
Não encontras o perfil da tua impressora?
Entra no nosso Discord e verifica se a comunidade já criou um!


500g- Rolo
Fiberon PETG-rCF08 - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Fiberon™ PETG-rCF08 é um filamento de PETG reforçado com fibra de carbono reciclada.
Herdando o desempenho versátil do PETG, este material incorpora fibra de carbono reciclada para uma melhor textura superficial e propriedades mecânicas melhoradas.
Densidade: 1,3 g/cm³
Bobina de 0,5 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 190 ± 7 g
Bobina de 0,75 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 50,6 ± 2 mm
– Peso da bobina (vazia): 125 ± 7 g
Bobina de 1 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 200 ± 1 mm
– Largura da bobina: 65,6 ± 2 mm
– Peso da bobina (vazia): 140 ± 7 g
Bobina de 2 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 370 ± 18,5 g
Bobina de 3 kg (cartão):
– Diâmetro interior do furo: 55 ± 1 mm
– Diâmetro da bobina: 250 ± 1 mm
– Largura da bobina: 117,2 ± 2 mm
– Peso da bobina (vazia): 425 ± 21,3 g
Bobina de 5 kg (plástico):
– Diâmetro interior do furo: 32 ± 1 mm
– Diâmetro da bobina: 300 ± 1 mm
– Largura da bobina: 160 ± 1 mm
– Peso da bobina (vazia): 819 ± 30 g
– Material da bobina: Polipropileno (PP)
Extrusor Direct Drive:
– Distância: 3 mm
– Velocidade: 40 mm/s
Extrusor Bowden (Indirect Drive):
– Distância: 6 mm
– Velocidade: 60 mm/s
Forno doméstico: 65 ˚C durante 3 horas
PolyDryer™: Nível 2 durante 6 horas
(Apenas se o material tiver absorvido humidade)
N/A (não aplicável)
Não encontras o perfil da tua impressora?
Entra no nosso Discord e verifica se a comunidade já criou um!
3kg- Rolo
Fiberon PETG-rCF08 - Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
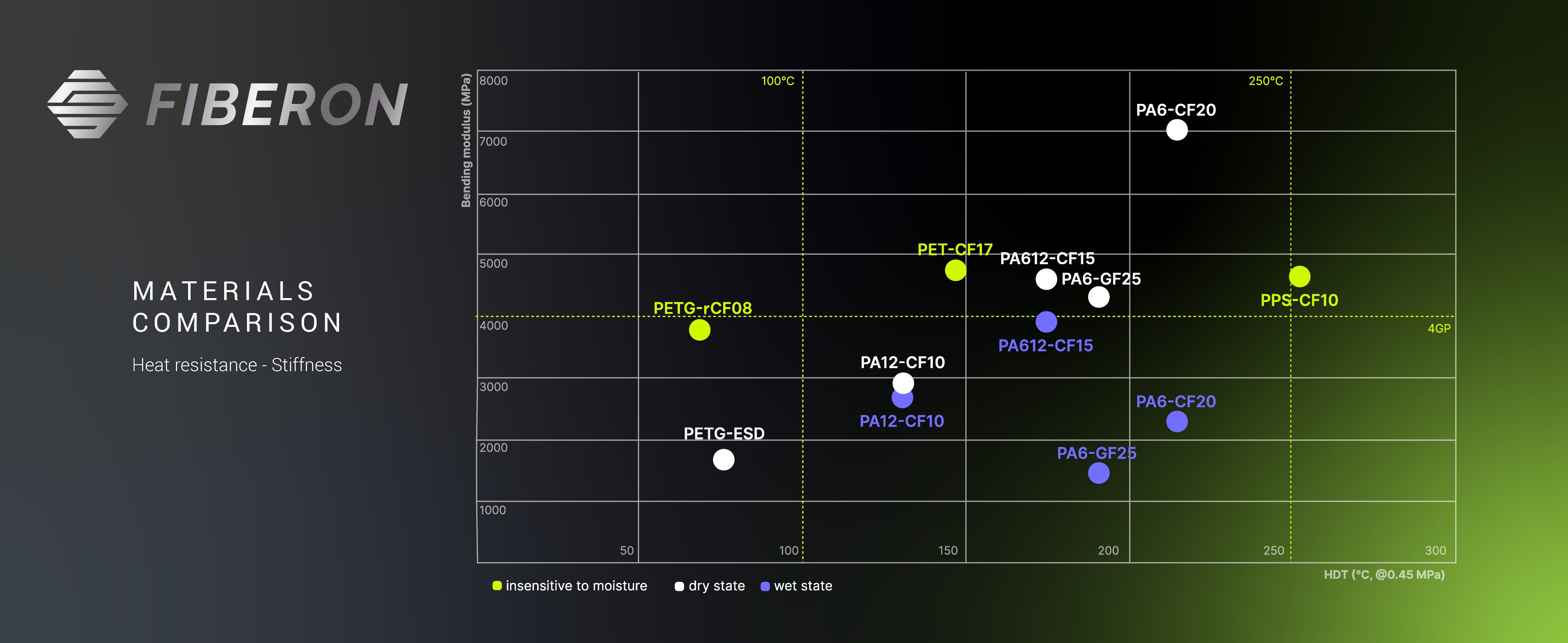
Filamentos Compósitos de Alto Desempenho
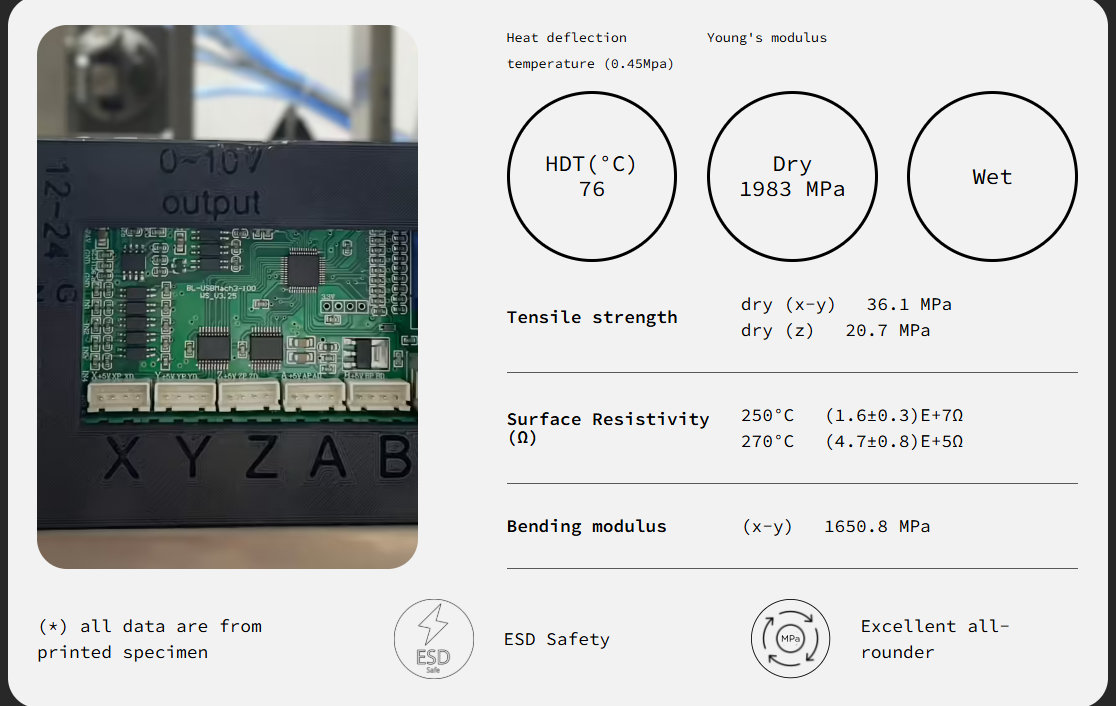
A combinação perfeita entre elevada resistência mecânica e dissipação eletrostática (ESD), garantindo a proteção fiável de componentes eletrónicos sensíveis sem comprometer o desempenho.

O Fiberon™ PETG-ESD combina dissipação eletrostática (ESD) com um PETG de resistência melhorada. Formulado com nanotubos de carbono, este material permite dissipar cargas eletrostáticas devido à sua baixa resistividade superficial.
Esta propriedade intrínseca proporciona proteção a componentes eletrónicos sensíveis, tornando-o ideal para processos de montagem eletrónica ou para a fabricação de invólucros eletrónicos impressos.
Descarregar um perfil de impressora
Temperatura de impressão: 250-290°C
Temperatura da mesa: 70-80°C
(*) Não é necessária câmara aquecida ou enclausuramento
É recomendado um bico de aço endurecido para evitar desgaste.


Polymaker & Amesos: Placas de Montagem para Bombas de Água em Drones Agrícolas
O PETG-ESD combina as propriedades do PETG com a capacidade de controlar descargas eletrostáticas (ESD), tornando-se um material ideal para aplicações que exigem proteção contra ESD. É amplamente utilizado em embalagens de componentes eletrónicos, fixações, gabaritos e ferramentas de montagem em ambientes sensíveis a descargas eletrostáticas.
Para assegurar a dissipação eletrostática (ESD) das peças impressas com Fiberon™ PETG-ESD, segue estas recomendações:
✔ Temperatura mínima de impressão: 250°C para manter as propriedades condutivas do material.
✔ Tipo de bico: Devido à presença de nanotubos de carbono, utiliza um bico de aço endurecido para evitar desgaste prematuro.
❌ Não é necessário recozer estes materiais antes da utilização.
✅ Secagem recomendada: Para obter um melhor desempenho na impressão, recomenda-se secar o filamento a 65°C durante 3 horas antes do uso. Isso ajuda a reduzir a absorção de humidade, melhorando a qualidade da impressão e a adesão entre camadas.
500g- Rolo
Fiberon PETG-ESD- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
Filamentos Compósitos de Alto Desempenho
A combinação perfeita entre elevada resistência mecânica e dissipação eletrostática (ESD), garantindo a proteção fiável de componentes eletrónicos sensíveis sem comprometer o desempenho.
O Fiberon™ PETG-ESD combina dissipação eletrostática (ESD) com um PETG de resistência melhorada. Formulado com nanotubos de carbono, este material permite dissipar cargas eletrostáticas devido à sua baixa resistividade superficial.
Esta propriedade intrínseca proporciona proteção a componentes eletrónicos sensíveis, tornando-o ideal para processos de montagem eletrónica ou para a fabricação de invólucros eletrónicos impressos.
Descarregar um perfil de impressora
Temperatura de impressão: 250-290°C
Temperatura da mesa: 70-80°C
(*) Não é necessária câmara aquecida ou enclausuramento
É recomendado um bico de aço endurecido para evitar desgaste.
Polymaker & Amesos: Placas de Montagem para Bombas de Água em Drones Agrícolas
O PETG-ESD combina as propriedades do PETG com a capacidade de controlar descargas eletrostáticas (ESD), tornando-se um material ideal para aplicações que exigem proteção contra ESD. É amplamente utilizado em embalagens de componentes eletrónicos, fixações, gabaritos e ferramentas de montagem em ambientes sensíveis a descargas eletrostáticas.
Para assegurar a dissipação eletrostática (ESD) das peças impressas com Fiberon™ PETG-ESD, segue estas recomendações:
✔ Temperatura mínima de impressão: 250°C para manter as propriedades condutivas do material.
✔ Tipo de bico: Devido à presença de nanotubos de carbono, utiliza um bico de aço endurecido para evitar desgaste prematuro.
❌ Não é necessário recozer estes materiais antes da utilização.
✅ Secagem recomendada: Para obter um melhor desempenho na impressão, recomenda-se secar o filamento a 65°C durante 3 horas antes do uso. Isso ajuda a reduzir a absorção de humidade, melhorando a qualidade da impressão e a adesão entre camadas.
3kg- Rolo
Fiberon PETG-ESD- Black
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
250º a 290º - Temp. recomendada do Hotend
70º a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão


Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!







Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!
Queres adicionar um toque único e sofisticado às tuas impressões 3D? As Bambu 3D Effect Plates são a solução perfeita para transferir texturas incríveis para os teus objetos impressos. Este conjunto inclui quatro texturas exclusivas: Diamond, Starry, Galaxy e Carbon Fiber. Se queres que as tuas impressões se destaquem, as Bambu 3D Effect Plates são a escolha ideal para desbloquear um mundo de possibilidades texturais!
A GammaMaster® Nozzle é fabricada com materiais avançados, incluindo cobre de alta condutividade térmica, garantindo um aquecimento rápido e eficiente para otimizar a impressão com filamentos abrasivos.
✅ Excelente condutividade térmica – maximiza a transferência de calor para fusão rápida do filamento
✅ Maior resistência a desgaste – ideal para filamentos abrasivos como fibra de carbono e filamentos metálicos
✅ Compatível com sistemas RepRap – instalação simples e versátil
📌 Antes de comprar, verifica abaixo se há alertas de produto relevantes.
A GammaMaster® Nozzle combina a resistência de um bico endurecido com a eficiência térmica de um bico de latão.



✅ Identificação fácil: tamanho do orifício gravado em três lados.
✅ Compatível com ferramentas de soquete métricas (6 mm) e padrão (1/4 in).
✅ Comprimento total:

🔗 [Descarregar Dimensões de Referência – GammaMaster Nozzle (RepRap)]
🔗 [Descarregar Ficheiro STEP – GammaMaster Nozzle (RepRap)]
🔗 [Descarregar Dimensões de Referência – GammaMaster Nozzle (AP3X)]
🔗 [Descarregar Ficheiro STEP – GammaMaster Nozzle (AP3X)]
X1, X1C, X1E
A GammaMaster® Nozzle é fabricada com materiais avançados, incluindo cobre de alta condutividade térmica, garantindo um aquecimento rápido e eficiente para otimizar a impressão com filamentos abrasivos.
✅ Excelente condutividade térmica – maximiza a transferência de calor para fusão rápida do filamento
✅ Maior resistência a desgaste – ideal para filamentos abrasivos como fibra de carbono e filamentos metálicos
✅ Compatível com sistemas RepRap – instalação simples e versátil
📌 Antes de comprar, verifica abaixo se há alertas de produto relevantes.
A GammaMaster® Nozzle combina a resistência de um bico endurecido com a eficiência térmica de um bico de latão.
✅ Identificação fácil: tamanho do orifício gravado em três lados.
✅ Compatível com ferramentas de soquete métricas (6 mm) e padrão (1/4 in).
✅ Comprimento total:
🔗 [Descarregar Dimensões de Referência – GammaMaster Nozzle (RepRap)]
🔗 [Descarregar Ficheiro STEP – GammaMaster Nozzle (RepRap)]
🔗 [Descarregar Dimensões de Referência – GammaMaster Nozzle (AP3X)]
🔗 [Descarregar Ficheiro STEP – GammaMaster Nozzle (AP3X)]
X1, X1C, X1E
































