
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA.
Resulting 3D printed prototypes and end-use parts are characterized by exceptionally stability of form and potential use up to 155 deg C (310 deg F) when heat treated.
Adaptable to most PLA-compatible printers. Heated bed recommended for process ease, quality, and reliability, but not required.
Printer should allow 3rd party filament, parameter adjustment, and nozzle replacement.
Specialized machine adaptation and maintenance may be required for Proto-pasta materials particularly in continued use of abrasive materials.
Please consider all product details before purchase and use.


More about our release of Carbon Fiber HTPLA
Prop 65 Warning! May cause cancer or reproductive harm.
However, in an effort put this statement in perspective, consider our blog on this subject to better-understand actual risks.
RoHS compliant - does not contain Cadmium (Cd), Lead (Pb), Mercury (Hg), Hexavalent Chromium: (Cr VI), Polybrominated Biphenyls (PBB), Polybrominated Diphenyl Ethers (PBDE), Bis(2-Ethylhexyl) phthalate (DEHP), Benzyl butyl phthalate (BBP), Dibutyl phthalate (DBP), or Diisobutyl phthalate (DIBP)
Regarding food contact - though base resin may be safe for food contact, our process & additional ingredients may not be. Thus our materials are not certified for food contact even if the risk is low. Please consider additional coatings, treatments & testing before pursuing extended food contact or certification.
Regarding skin contact - Not a known skin irritant, however, avoid recommending prolonged skin exposure without further testing.
Some machines may require specific considerations for filament placement, path, adjustments, settings, or other preparation & maintenance.
Abrasive materials like Carbon Fiber and Metal Composites may cause premature wear of in line components such as bowden tubes, drive gears, nozzles, and other items in the filament travel path. Serviceable hardware including replaceable nozzles suggested. Wear resistant nozzles are recommended for extended use. Nozzles wear most quickly with flattening of the tip which affects nozzle diameter & distance to build plate. Inconsistent extrusion, inaccuracy & process instability. Extrusion width & first layer distance adjustments and/or replacement of nozzle. For more on nozzle replacement consider this blog demonstrating nozzle replacement & adjustments on a Prusa MK3. Reduce nozzle wear by minimizing over-extrusion & infill.
Product label suggest temperatures as a guideline based on typical nozzle set points. Appropriate settings can vary widely & in given good conditions, a wide range of temperatures can yield positive results. With relatively low print rates on hardware without hangups, HTPLA prints well at the low side of the recommended range. With high print rates on machines with hardware hangups, higher than labeled temperatures may be required for consistent extrusion. In some cases, oiling filament makes the difference between success & failure.
One specific problematic example is the Prusa MK3 which, by design, has a Prusa-specific heat break with an internal ledge that material can get caught on. To reduce need for nuance & risk of jamming, users should either replace the Prusa-specific heat break with a standard e3d v6 one, oil filament to help it slip past the Prusa-specific ledge, or print at an unusually high temperature. The trade off with high temperature as a solution is you should also match that with a high volume flow rate. Sounds great, right? It's okay except for the loss of detail when having to slow down for small part, fine feature, or high resolution printing.
Prusa MK3-specific, Carbon Fiber HTPLA process recommendations:
Volume flow = extrusion width x layer height x speed in mm.
For example, 0.5 mm extrusion width & 0.2 mm layer height for speed 20-90 mm/s.
Poorly cooled cold sides of all metal hotends can yield a similar result & benefit from similar fixes to the Prusa MK3. Aggressive layer fans not isolated from heat blocks and/or nozzles can make for a jammy combination as well. Finding the balance between enough cooling fan when printing fast & a high enough nozzle set-point can be challenging. More isolated hotends with PTFE liners can allow slower printing with lower set points for more detail with less aggressive layer fan settings. Also, insulating your heater block and/or nozzle with a sock can help avoid unwanted layer fan cooling. Rapid changes in speed or print rate should also be avoided whenever possible.
For more on the subject of printing, consider our getting started guide.
HTPLA is a semi-crystalline grade of PLA optimized for heat treating (also known as annealing or crystallizing) for higher temperature use. Without heat treating, "as printed" amorphous PLA loses significant stiffness (and the thus the ability to retain form) as the material approaches it's relatively low glass transition temperature. Heat treating creates a more crystalline molecular structure for maintaining stiffness to near melting, thus extending the useful range of HTPLA, but crystallization also creates shrinkage. HTPLA parts should be scaled in slicer to compensate for shrinkage when heat treating.
A large range of temperatures & times can yield acceptable results. With translucent grades and thin wall parts like a single wall vase, you can see a visual change from transparent to opaque begin in as little as 3 minutes with a full transition to opaque in 7 minutes. Parts with more mass will take more time. What's important is the core temp and time to ensure a comprehensive change in material structure to crystalline throughout the part.
Here's a demonstration of measuring shrinkage, determining change, and applying compensation in printing. Here's additional demonstration of application of scale, heat treating, and validation of form.
Additional post processes might include sanding or painting. The addition of Carbon Fiber can lend well to ease of sanding and adhesion of coatings like paint, however, there are also additional safety considerations when generating dust through sanding and fumes through coating. Please seek safe practices with appropriate personal protective equipment (PPE) and ventilation.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

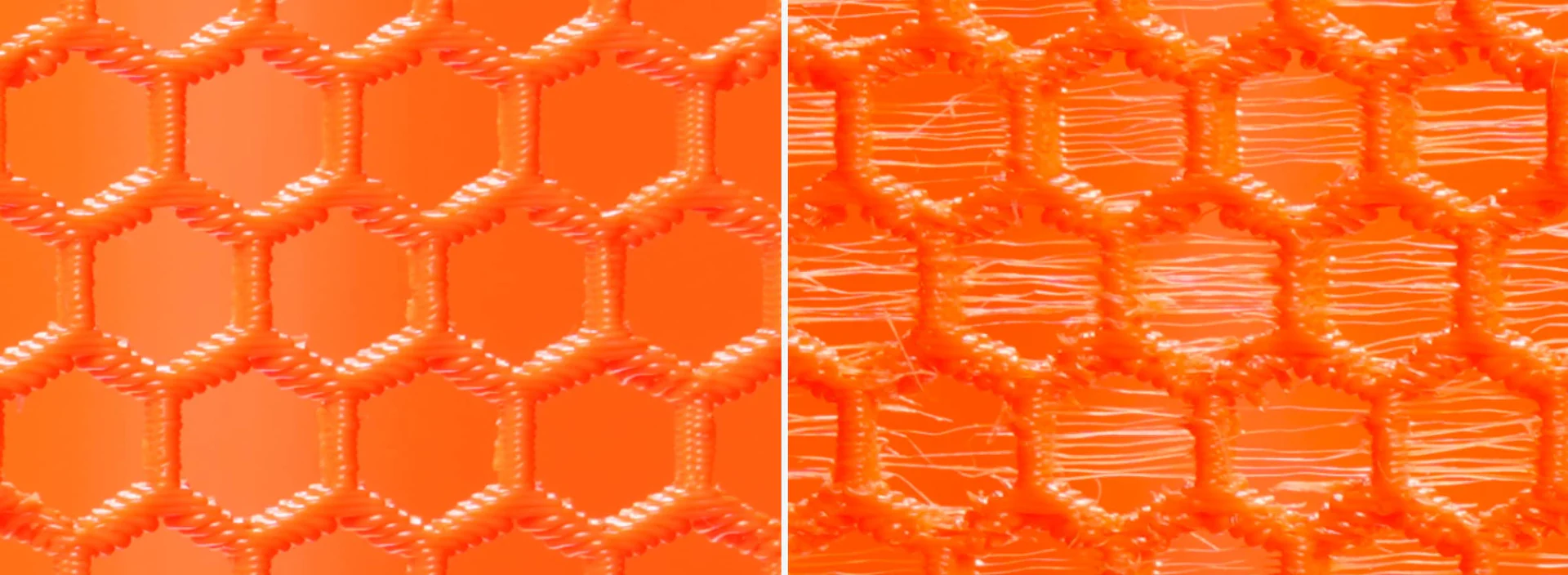
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Medium Gray ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
Our most popular exotic material, Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA.
Resulting 3D prints made with our Carbon Fiber HTPLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage.
The embedded carbon provides a beautiful light matte gray finish with a slight sheen, resulting in 3D prints with exceptional accuracy, finish, and performance!


Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA. Resulting 3D printed prototypes and end-use parts are characterized by exceptionally stability of form and potential use up to 155 deg C (310 deg F) when heat treated.
Adaptable to most PLA-compatible printers. Heated bed recommended for process ease, quality, and reliability, but not required. Printer should allow 3rd party filament, parameter adjustment, and nozzle replacement. Specialized machine adaptation and maintenance may be required for Proto-pasta materials particularly in continued use of abrasive materials.
Please consider all information below before purchase and use. More on getting started. More about our release of Carbon Fiber HTPLA.
Prop 65 Warning! May cause cancer or reproductive harm.
However, in an effort put this statement in perspective, consider our blog on this subject to better-understand actual risks.
RoHS compliant - does not contain Cadmium (Cd), Lead (Pb), Mercury (Hg), Hexavalent Chromium: (Cr VI), Polybrominated Biphenyls (PBB), Polybrominated Diphenyl Ethers (PBDE), Bis(2-Ethylhexyl) phthalate (DEHP), Benzyl butyl phthalate (BBP), Dibutyl phthalate (DBP), or Diisobutyl phthalate (DIBP)
Regarding food contact - though base resin may be safe for food contact, our process & additional ingredients may not be. Thus our materials are not certified for food contact even if the risk is low. Please consider additional coatings, treatments & testing before pursuing extended food contact or certification.
Regarding skin contact - Not a known skin irritant, however, avoid recommending prolonged skin exposure without further testing.
Some machines may require specific considerations for filament placement, path, adjustments, settings, or other preparation & maintenance.
Abrasive materials like Carbon Fiber and Metal Composites may cause premature wear of in line components such as bowden tubes, drive gears, nozzles, and other items in the filament travel path. Serviceable hardware including replaceable nozzles suggested. Wear resistant nozzles are recommended for extended use. Nozzles wear most quickly with flattening of the tip which affects nozzle diameter & distance to build plate. Inconsistent extrusion, inaccuracy & process instability. Extrusion width & first layer distance adjustments and/or replacement of nozzle. For more on nozzle replacement consider this blog demonstrating nozzle replacement & adjustments on a Prusa MK3. Reduce nozzle wear by minimizing over-extrusion & infill.
Product label suggest temperatures as a guideline based on typical nozzle set points. Appropriate settings can vary widely & in given good conditions, a wide range of temperatures can yield positive results. With relatively low print rates on hardware without hangups, HTPLA prints well at the low side of the recommended range. With high print rates on machines with hardware hangups, higher than labeled temperatures may be required for consistent extrusion. In some cases, oiling filament makes the difference between success & failure.
One specific problematic example is the Prusa MK3 which, by design, has a Prusa-specific heat break with an internal ledge that material can get caught on. To reduce need for nuance & risk of jamming, users should either replace the Prusa-specific heat break with a standard e3d v6 one, oil filament to help it slip past the Prusa-specific ledge, or print at an unusually high temperature. The trade off with high temperature as a solution is you should also match that with a high volume flow rate. Sounds great, right? It's okay except for the loss of detail when having to slow down for small part, fine feature, or high resolution printing.
Prusa MK3-specific, Carbon Fiber HTPLA process recommendations:
Volume flow = extrusion width x layer height x speed in mm.
For example, 0.5 mm extrusion width & 0.2 mm layer height for speed 20-90 mm/s.
Poorly cooled cold sides of all metal hotends can yield a similar result & benefit from similar fixes to the Prusa MK3. Aggressive layer fans not isolated from heat blocks and/or nozzles can make for a jammy combination as well. Finding the balance between enough cooling fan when printing fast & a high enough nozzle set-point can be challenging. More isolated hotends with PTFE liners can allow slower printing with lower set points for more detail with less aggressive layer fan settings. Also, insulating your heater block and/or nozzle with a sock can help avoid unwanted layer fan cooling. Rapid changes in speed or print rate should also be avoided whenever possible.
For more on the subject of printing, consider our getting started guide.
HTPLA is a semi-crystalline grade of PLA optimized for heat treating (also known as annealing or crystallizing) for higher temperature use. Without heat treating, "as printed" amorphous PLA loses significant stiffness (and the thus the ability to retain form) as the material approaches it's relatively low glass transition temperature. Heat treating creates a more crystalline molecular structure for maintaining stiffness to near melting, thus extending the useful range of HTPLA, but crystallization also creates shrinkage. HTPLA parts should be scaled in slicer to compensate for shrinkage when heat treating.
A large range of temperatures & times can yield acceptable results. With translucent grades and thin wall parts like a single wall vase, you can see a visual change from transparent to opaque begin in as little as 3 minutes with a full transition to opaque in 7 minutes. Parts with more mass will take more time. What's important is the core temp and time to ensure a comprehensive change in material structure to crystalline throughout the part.
Here's a demonstration of measuring shrinkage, determining change, and applying compensation in printing. Here's additional demonstration of application of scale, heat treating, and validation of form.
Additional post processes might include sanding or painting. The addition of Carbon Fiber can lend well to ease of sanding and adhesion of coatings like paint, however, there are also additional safety considerations when generating dust through sanding and fumes through coating. Please seek safe practices with appropriate personal protective equipment (PPE) and ventilation.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Light Gray ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
Our most popular exotic material, Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA.
Resulting 3D prints made with our Carbon Fiber HTPLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage.
The embedded carbon provides a beautiful dark matte gray finish with a slight sheen, resulting in 3D prints with exceptional accuracy, finish, and performance!


Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA. Resulting 3D printed prototypes and end-use parts are characterized by exceptionally stability of form and potential use up to 155 deg C (310 deg F) when heat treated.
Adaptable to most PLA-compatible printers. Heated bed recommended for process ease, quality, and reliability, but not required. Printer should allow 3rd party filament, parameter adjustment, and nozzle replacement. Specialized machine adaptation and maintenance may be required for Proto-pasta materials particularly in continued use of abrasive materials. More on getting started. More about our release of Carbon Fiber HTPLA.
Prop 65 Warning! May cause cancer or reproductive harm.
However, in an effort put this statement in perspective, consider our blog on this subject to better-understand actual risks.
RoHS compliant - does not contain Cadmium (Cd), Lead (Pb), Mercury (Hg), Hexavalent Chromium: (Cr VI), Polybrominated Biphenyls (PBB), Polybrominated Diphenyl Ethers (PBDE), Bis(2-Ethylhexyl) phthalate (DEHP), Benzyl butyl phthalate (BBP), Dibutyl phthalate (DBP), or Diisobutyl phthalate (DIBP)
Regarding food contact - though base resin may be safe for food contact, our process & additional ingredients may not be. Thus our materials are not certified for food contact even if the risk is low. Please consider additional coatings, treatments & testing before pursuing extended food contact or certification.
Regarding skin contact - Not a known skin irritant, however, avoid recommending prolonged skin exposure without further testing.
Some machines may require specific considerations for filament placement, path, adjustments, settings, or other preparation & maintenance.
Abrasive materials like Carbon Fiber and Metal Composites may cause premature wear of in line components such as bowden tubes, drive gears, nozzles, and other items in the filament travel path. Serviceable hardware including replaceable nozzles suggested. Wear resistant nozzles are recommended for extended use. Nozzles wear most quickly with flattening of the tip which affects nozzle diameter & distance to build plate. Inconsistent extrusion, inaccuracy & process instability. Extrusion width & first layer distance adjustments and/or replacement of nozzle. For more on nozzle replacement consider this blog demonstrating nozzle replacement & adjustments on a Prusa MK3. Reduce nozzle wear by minimizing over-extrusion & infill.
Product label suggest temperatures as a guideline based on typical nozzle set points. Appropriate settings can vary widely & in given good conditions, a wide range of temperatures can yield positive results. With relatively low print rates on hardware without hangups, HTPLA prints well at the low side of the recommended range. With high print rates on machines with hardware hangups, higher than labeled temperatures may be required for consistent extrusion. In some cases, oiling filament makes the difference between success & failure.
One specific problematic example is the Prusa MK3 which, by design, has a Prusa-specific heat break with an internal ledge that material can get caught on. To reduce need for nuance & risk of jamming, users should either replace the Prusa-specific heat break with a standard e3d v6 one, oil filament to help it slip past the Prusa-specific ledge, or print at an unusually high temperature. The trade off with high temperature as a solution is you should also match that with a high volume flow rate. Sounds great, right? It's okay except for the loss of detail when having to slow down for small part, fine feature, or high resolution printing.
Prusa MK3-specific, Carbon Fiber HTPLA process recommendations:
Volume flow = extrusion width x layer height x speed in mm.
For example, 0.5 mm extrusion width & 0.2 mm layer height for speed 20-90 mm/s.
Poorly cooled cold sides of all metal hotends can yield a similar result & benefit from similar fixes to the Prusa MK3. Aggressive layer fans not isolated from heat blocks and/or nozzles can make for a jammy combination as well. Finding the balance between enough cooling fan when printing fast & a high enough nozzle set-point can be challenging. More isolated hotends with PTFE liners can allow slower printing with lower set points for more detail with less aggressive layer fan settings. Also, insulating your heater block and/or nozzle with a sock can help avoid unwanted layer fan cooling. Rapid changes in speed or print rate should also be avoided whenever possible.
For more on the subject of printing, consider our getting started guide.
HTPLA is a semi-crystalline grade of PLA optimized for heat treating (also known as annealing or crystallizing) for higher temperature use. Without heat treating, "as printed" amorphous PLA loses significant stiffness (and the thus the ability to retain form) as the material approaches it's relatively low glass transition temperature. Heat treating creates a more crystalline molecular structure for maintaining stiffness to near melting, thus extending the useful range of HTPLA, but crystallization also creates shrinkage. HTPLA parts should be scaled in slicer to compensate for shrinkage when heat treating.
A large range of temperatures & times can yield acceptable results. With translucent grades and thin wall parts like a single wall vase, you can see a visual change from transparent to opaque begin in as little as 3 minutes with a full transition to opaque in 7 minutes. Parts with more mass will take more time. What's important is the core temp and time to ensure a comprehensive change in material structure to crystalline throughout the part.
Here's a demonstration of measuring shrinkage, determining change, and applying compensation in printing. Here's additional demonstration of application of scale, heat treating, and validation of form.
Additional post processes might include sanding or painting. The addition of Carbon Fiber can lend well to ease of sanding and adhesion of coatings like paint, however, there are also additional safety considerations when generating dust through sanding and fumes through coating. Please seek safe practices with appropriate personal protective equipment (PPE) and ventilation.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Dark Gray ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
The original is still the best! World's First Carbon Fiber PLA filament was kickstarted by ProtoPlant nearly 5 years ago.
Others try, but can't match the quality and ease of printing experience afforded by this product.
Available at a cost low enough for everyday printing, try a mammoth 3kg spool for large format printing!
1.75mm diameter 3kg spools contain more than 1 km of filament! How cool is that?!?!


Protopasta Carbon Fiber PLA is based on our easy printing, high quality PLA. Made from the highest quality, dry ingredients and extruded with care in our Washington facility on our own purpose-built extrusion systems. CFPLA prints are demonstrably more rigid with easy processing (often using standard PLA settings) and support removal. Excellent layer adhesion and minimal warpage even without a heated bed make this a great everyday exotic for accurate parts. Layer lines disappear with the beautiful matte black finish. Also has a slight sheen due to the embedded carbon making it very photogenic!
**This filament is slightly more abrasive than standard PLA. Be prepared to replace your nozzle and do 1st layer adjustment after prolonged use or upgrade to a wear resistant nozzle for less maintenance.
In filament form, CFPLA is slightly more brittle than standard PLA, and requires extra care when handling.
Processing is comparable to standard PLA. No heated bed required. Process may be less consistent on smaller nozzles and/or bowden type machines,
We frequently print using direct-drive systems with 0.4mm nozzles and print as high as 240C, though suggest 0.6mm and 210-230C for the best experience.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
PLA The Original ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
Our most popular exotic material, Protopasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance PLA.
Resulting 3D prints made with our Carbon Fiber HTPLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage.
The embedded carbon provides a beautiful matte black finish with a slight sheen, resulting in 3D prints with exceptional accuracy, finish, and performance!


Proto-pasta Carbon Fiber Composite HTPLA is a combination of milled carbon fibers and high-performance, heat treatable PLA (HTPLA). Resulting 3D printed prototypes and end-use parts are characterized by exceptionally stability of form and potential use up to 155 deg C (310 deg F) when heat treated.
Printed parts have a beautiful matte black finish with layer hiding sheen and texture. The carbon fibers give the surface a nice sheen and with layer heights under 0.1mm the layers blend into the texture and almost disappear.
Printed prototypes and end use parts using Protopasta Carbon Fiber HTPLA are characterized by exceptional stability of form and potential use up to 155 deg C (310 deg F) when heat treated. Carbon fiber's rigidity and hardness results in prints with improved form and function compared to standard HTPLA without carbon fibers. Excellent layer adhesion and minimal warpage (even without a heated bed) make this a great everyday filament for accurate parts. Increased rigidity from the carbon fiber means increased structural support but decreased flexibility, making our Carbon Fiber HTPLA an ideal material for frames, supports, shells, propellers, tools... really anything not expected (or desired) to bend. It is particularly loved by drone builders and and RC hobbyists.
Adaptable to most PLA-compatible printers. Heated bed recommended for process ease, quality, and reliability, but not required. Printer should allow 3rd party filament, parameter adjustment, and nozzle replacement. Specialized machine adaptation and maintenance may be required for Proto-pasta materials, particularly in continued use of abrasive materials. Some machines may require specific considerations for filament placement, path, adjustments, settings, or other preparation & maintenance.
Abrasive materials like Carbon Fiber and Metal Composites may cause premature wear of in line components such as bowden tubes, drive gears, nozzles, and other items in the filament travel path. Serviceable hardware including replaceable nozzles suggested. Wear resistant nozzles are recommended for extended use. Nozzles wear most quickly with flattening of the tip which affects nozzle diameter & distance to build plate. Inconsistent extrusion, inaccuracy & process instability. Extrusion width & first layer distance adjustments and/or replacement of nozzle. For more on nozzle replacement consider this blog demonstrating nozzle replacement & adjustments on a Prusa MK3. Reduce nozzle wear by minimizing over-extrusion & infill.
Printed parts using Carbon Fiber HTPLA can be shaved/carved with a sharp blade for a smooth finish. Experiment with weathering or other painting techniques for a unique look. Also, expect improved bonding strength with glue compared to plastic without carbon fiber.
Carbon Fiber HTPLA is optimized for heat treating (also known as annealing or crystallizing) for higher temperature use. Heat treating creates a more crystalline molecular structure for maintaining stiffness to near melting, thus extending the useful range of HTPLA, but crystallization also creates shrinkage. HTPLA parts should be scaled in slicer to compensate for shrinkage when heat treating.
Additional post processes might inlcude sanding or painting. The addition of carbon fiber can lend well to ease of sanding and adhesion of coatings like paint, however, there are also additional safety considerations when generating dust through sanding and fumes through coating. Please seek safe practices with appropriate persona protective (PPE) and ventilation.
We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:
Our most popular exotic material, prints made with our Carbon Fiber PLA are demonstrably more rigid, providing excellent structural strength and layer adhesion with very low warpage. It has a beautiful matte black finish with a slight sheen due to the embedded carbon.
What is it made out of?
Because of the chopped carbon, Protopasta Carbon Fiber PLA may have trouble getting through smaller nozzles. We have had good success using a .5mm nozzle and direct-drive spring loaded pinch-roll style extrusion head.Generally, our customers find it prints just like standard PLA on their machines (at around 195-210° F), though others find success running it a bit hotter (around 220° F). Experiment with your printer and see what works best for you.
Carbon fiber and your printer nozzle
The carbon fibers in our filament are processed for an optimum size: short enough to print in PLA without clogging nozzles, but long enough to provide the added rigidity carbon fiber is famous for. At this length, the chopped carbon fiber makes this filament more abrasive than standard PLA. Prolonged use may result in more wear on your 3D printer, particularly lower-end nozzles.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
500g- Rolo
HTPLA Black ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
CFJet este material é baseado em PETG e contém 20 % de fibras de carbono, portanto, é caracterizado por maior força e rigidez do que o PETG convencional.
É ideal para componentes mecânicos e tem uma bela superfície mate.
Filamento PETG para impressão 3D da marca Filament PM, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade.
A marca Filament PM ficou conhecida por fabricar e fornecer os filamentos para a conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 70ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warpping .
Poderá encontrar no seguinte LINK
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
500g - Rolo
Transparent Black - Cor
1.75mm (+-0.05mm) - Espessura
220º a 250º - Temp. recomendada do Hotend
70º a 85º - Temp. recomendada da Heated bed (70ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão


24 Cores/Multi-material
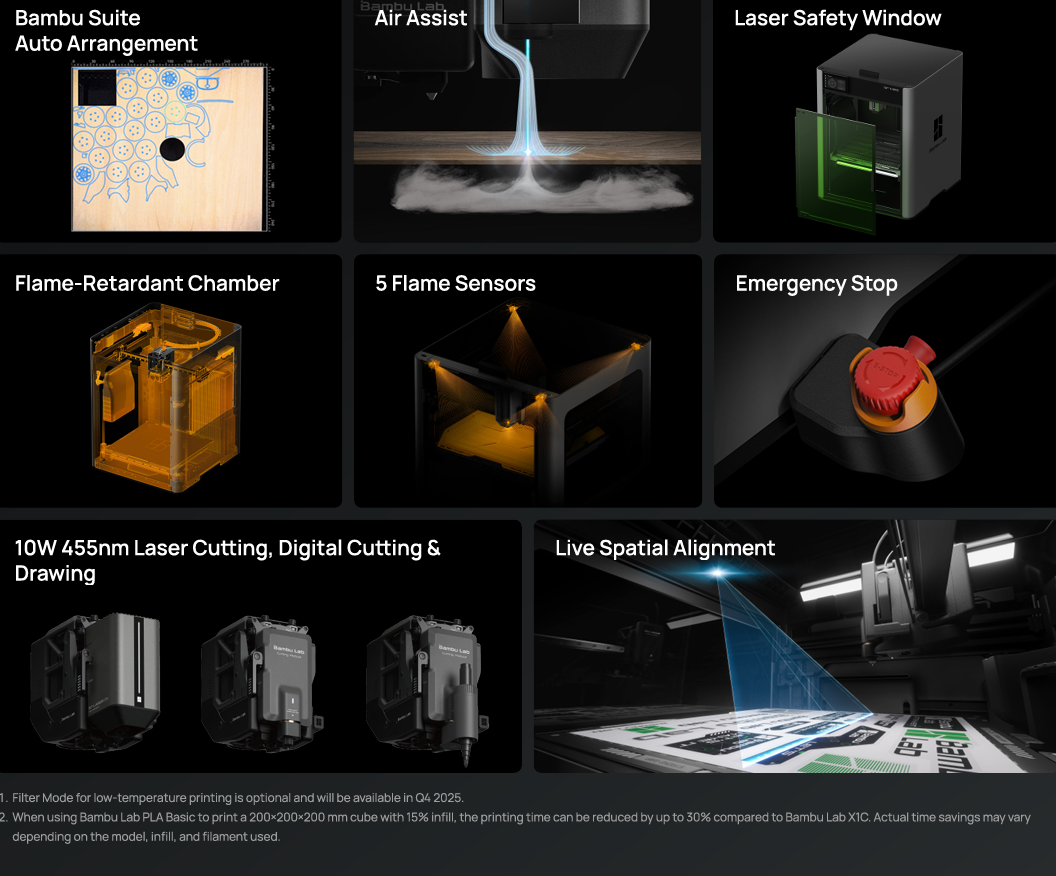
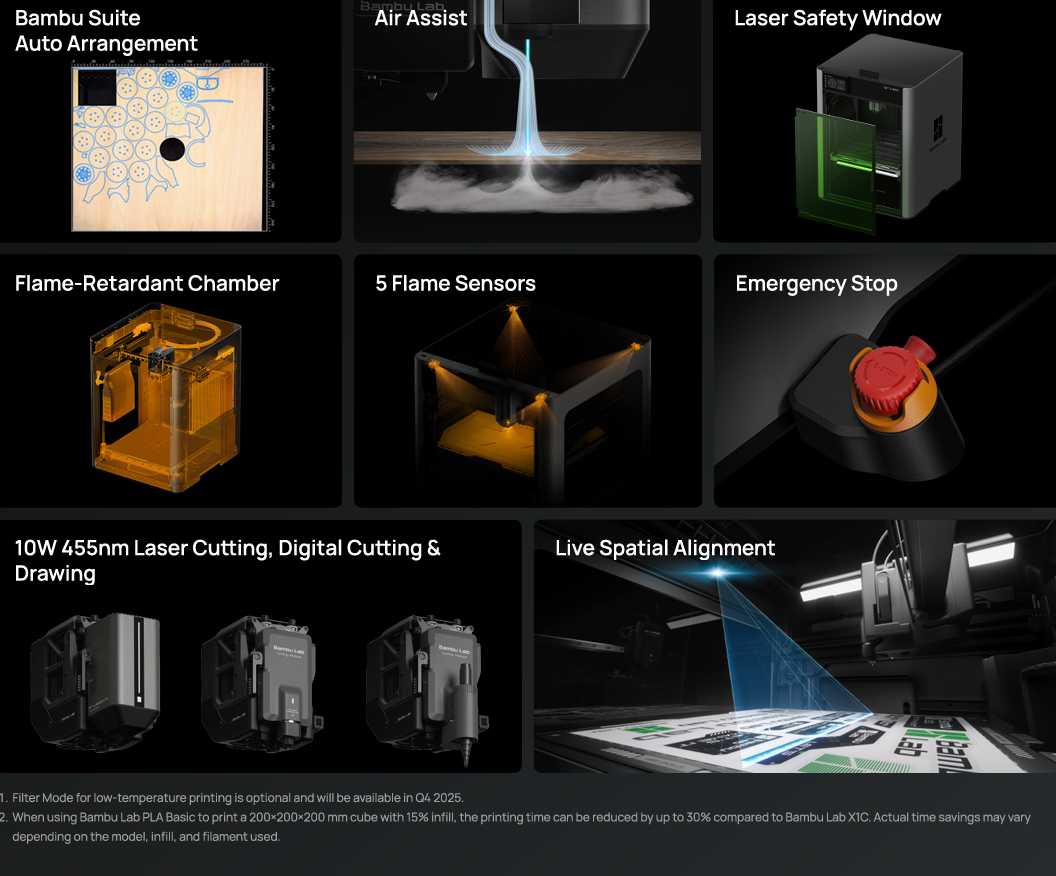
Ventilação Eletromagnética
Secagem a 65°C
Motor sem escovas
Velocidade de alimentação 60% mais rápida
O AMS 2 Pro é compatível com impressoras das séries X1/P1 para impressão multi-material. A funcionalidade de secagem de filamento para essas impressoras de geração anterior será disponibilizada por meio de uma atualização OTA até o final de abril.
Bambu PETG Basic




| Item | Especificação |
|---|---|
| Corpo | |
| Dimensões | 372×280×226 mm³ |
| Peso Líquido | 2.5 kg |
| Material da Carcaça | ABS/PC |
| Impressão | |
| Filamento Suportado | PLA, PETG, ABS, ASA, PET, PA, PC, PVA (seco), BVOH (seco), PP, POM, HIPS, Bambu PLA-CF/PAHT-CF/PETG-CF (para AMS) |
| Filamento Não Suportado | TPE, TPU genérico, PVA (úmido), BVOH (úmido), Bambu PET-CF/TPU 95A, e outros filamentos que contenham fibra de carbono ou fibra de vidro |
| Diâmetro do Filamento | 1.75 mm |
| Dimensão do Suporte de Bobina | Largura: 50 mm-68 mm; Diâmetro: 197 mm-202 mm |
| Identificação RFID | Suportado |
| Temperatura Máxima | 65 °C |
| Secagem | |
| Filamento Suportado | PLA, PETG, Suporte para PLA/PETG, ABS*, ASA*, PET*, PA*, PC*, PVA*, BVOH*, PP, POM*, HIPS*, Bambu PLA-CF*/PAHT-CF*/PETG-CF* e TPU para AMS* |
| Descarga Ativa de Umidade | Suportado |
| Armazenamento Vedado | Suportado |
| Detecção e Manutenção de Temperatura e Umidade | Suportado. Temperatura e umidade em tempo real podem ser exibidas na tela, Bambu Studio e Bambu Handy. |
| Energia | |
| Entrada | 24 V 4 A |
Os filamentos marcados com * requerem uma temperatura de secagem mais alta. O AMS 2 Pro não consegue secá-los completamente. Se desejares um desempenho de secagem melhor para esses filamentos, recomendamos a compra de um AMS HT.

Bambu AMS 2 Pr, Dessecante, Tubo PTFE, Cabo Bambu Bus - 6 Pinos
Quando o H2D é utilizado com um único AMS 2 Pro, todas as funções, incluindo alimentação automática e secagem, podem ser utilizadas sem a necessidade de um adaptador de alimentação externo.
Quando o H2D é utilizado com mais de um AMS 2 Pro, se algumas unidades do AMS 2 Pro forem usadas para impressão em múltiplas cores, enquanto outras são usadas para secagem de filamento, as unidades AMS 2 Pro usadas para secagem exigem um adaptador de alimentação externo. O adaptador de alimentação externo pode ser adquirido na loja oficial da Bambu Lab.
As impressoras das séries X1 e P1 são compatíveis com o AMS 2 Pro. Se for utilizado apenas a função de alimentação automática de filamento, são necessários apenas o cabo de barramento de 6 pinos, o cabo de barramento de 4 pinos e o Filament Buffer/AMS Hub, sem necessidade de adaptador de alimentação externo. No entanto, se for necessário usar a função de secagem, um adaptador de alimentação externo será necessário para o AMS 2 Pro.
Todos os acessórios podem ser adquiridos no kit de atualização da seção de acessórios do AMS 2 Pro.
O AMS 2 Pro é compatível com as impressoras das séries X1/P1 para impressão multi-material. A funcionalidade de secagem de filamento para essas máquinas de geração anterior será disponibilizada por meio de uma atualização OTA até o final de abril.
Sim, podes usar tanto o AMS quanto o AMS 2 Pro em uma única H2D.
Atualmente, a secagem não é suportada para unidades AMS 2 Pro/HT que estão ativamente envolvidas no processo de impressão, incluindo aquelas que podem ser usadas para refil automático durante o trabalho de impressão atual. A impressão enquanto seca ainda não é suportada.
O único cenário de "secagem enquanto imprime" atualmente suportado é: a impressora usa algumas das unidades AMS 2 Pro/HT conectadas ou um suporte de bobina externo para impressão, enquanto as unidades AMS 2 Pro/HT não envolvidas no trabalho de impressão atual podem ser usadas para secagem.
Se a impressora estiver alimentando ou imprimindo, e ao mesmo tempo fornecendo energia para 1 AMS 2 Pro para secagem, a potência de secagem será automaticamente reduzida, a fim de garantir que a potência de impressão tenha prioridade. Portanto, recomenda-se usar o adaptador de alimentação externo para obter os melhores resultados de secagem.
A impressora H2D suporta alimentar uma unidade AMS 2 Pro para secagem diretamente da impressora. Se precisar de secar filamento em várias unidades AMS 2 Pro simultaneamente, as unidades adicionais AMS 2 Pro exigem um fornecimento de energia através de um adaptador de alimentação (vendido separadamente).
Ao usar a função de secagem do AMS 2 Pro, o AMS 2 Pro deve estar conectado à impressora através de um cabo de barramento de 6 pinos para garantir que a impressora esteja ligada e configurada no modo de secagem de filamento.
O AMS 2 Pro não pode realizar secagem de forma independente sem uma conexão com a impressora.
AMS Buffer
Bus cable
AMS 2 Pro Switching Adapter (transformador opcional, necessário apenas para secar o filamento)
PTFE Tube Coupler (3 pcs) - Bambu Lab
Bambu PTFE Tube (3pcs 370mm*1+550mm*2)
AMS Hub
Bus cable
AMS 2 Pro Switching Adapter (transformador opcional, necessário apenas para secar o filamento)
PTFE Tube Coupler (3 pcs) - Bambu Lab
Bambu PTFE Tube (3pcs 370mm*1+550mm*2)
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.
O AMS original foi descontinuado para dar lugar ao novo AMS 2 PRO (LINK) – mais rápido, mais inteligente e ainda mais fiável.
Aproveita para atualizar e elevar a tua impressão 3D ao próximo nível!
- O Bambu Lab AMS é um sistema inteligente que comunica com a cabeça da ferramenta para garantir uma alimentação suave e comutação automática do filamento de impressão média. Pode detectar a tensão no filamento e ajustar activamente o ritmo de alimentação. Com tecnologia RFID, o Bambu Lab AMS identifica o filamento carregado no interior e configura automaticamente as definições de impressão mais adequadas.
- O Bambu Lab AMS equipado com sensores de humidade e com uma caixa hermética, mantém o filamento seco e pronto a usar, o que é especialmente útil para materiais de engenharia como o nylon e o policarbonato, que são hidroscópicos.
- Cada AMS Bambu Lab é composto por 4 ranhuras de filamento, e até 4 AMS podem ser instalados em paralelo. Com múltiplas ranhuras de filamento à disposição, é agora possível utilizar material de suporte de snap-away ou filamento dissolúvel para minimizar a dor da remoção de suportes.
- Cada unidade AMS vem com 4 bobinas reutilizáveis (1 bobina de alta temperatura e 3 bobinas de baixa temperatura).
Nota:
1. O AMS suporta bobinas com uma largura de 50-68mm e o diâmetro de cerca de 200mm. Ao operar o AMS, recomendamos a utilização do Bambu Filament, que foi exaustivamente testado para trabalhar com o AMS. Se comprar uma única unidade AMS, ela virá com um tampão de filamento. Se planeia ligar várias unidades AMS, terá de comprar o AMS Hub.
2. Evite materiais flexíveis com o AMS porque podem ficar presos. Estes incluem o TPE, TPU, ou PVA húmido. Os filamentos com fibras de carbono ou de vidro podem ser quebradiços e quebrar dentro da EMA, ou ser abrasivos e desgastar prematuramente as partes internas. BambuLabs PA-CF e PAHT-CF, no entanto, foram ambos concebidos e testados para serem compatíveis com a AMS.
3. Tente evitar usar bobinas de cartão com o AMS. Os rolos dentro do AMS controlam a rotação dos carretéis e fazem-no através do atrito criado entre a borda dos carretéis de plástico e os rolos de borracha. Os carretéis de cartão proporcionam uma fricção mínima, podem rasgar ou ter as bordas deformadas, e por isso escorregarão ou encravarão, causando falhas ou danos ao AMS.
Na Caixa:
-1x Bobina reutilizável de material de liga PC/ABS de alta temperatura
-3x Bobina reutilizável de material ABS
- 1x Tampão de Filamento
-1x Cabo de Bus - 4 pinos
-1x Cabo de Bus - 6 pinos
-2x Cortador de Filamento de Reserva
-3x Parafuso M3*23
-1x Tubo PTFE 550mm
-1x Tubo PTFE 370mm
-4x Tubo Interno
-1x Conector de Tubo PTFE
-1x Manual de Instruções
Especificação:
Material: ABS
Tamanho do produto: 368x283x224mm
Tamanho da embalagem: 445x365x320mm
Peso: 5kg
* Aviso Importante:
Esta impressora 3D é considerada como um equipamento de desgaste rápido.
Este equipamento é comercializado em kit, sendo necessário conhecimento de montagem, manutenção e operação por parte do utilizador.
A manutenção regular e a substituição de peças desgastadas são essenciais para garantir o funcionamento eficiente e a longevidade da impressora 3D.
A compra deste produto requer conhecimento da língua inglesa, uma vez que as bases de dados, os termos técnicos e o software associado estão disponíveis exclusivamente em inglês.
Partilhamos os termos de garantia limitada e específica deste equipamento, onde poderá encontrar as peças de desgaste rápido (3 meses de garantia) e peças consideradas como consumíveis (sem garantia) :
https://bambulab.com/en/policies/warranty
A Evolt concede a garantia legal de 3 anos em todos os componentes que não sejam classificados como peças de desgaste ou consumíveis.
Qualquer necessidade de activação da garantia seguirá o processo de diagnóstico à distância realizado pela Evolt. Após validação e aprovação pelo fabricante Bambu Lab, as peças necessárias para a reparação serão enviadas, acompanhadas dos respectivos manuais de reparação. Em caso de necessidade a Evolt disponibiliza de serviços adicionais como formação e assistência profissional premium.
Em caso de dúvidas, sugerimos que contacte a nossa equipa em primeiro lugar.
Qualquer sinal de uso inviabiliza a possibilidade de devolução do equipamento.
Este produto é acompanhado por manuais e informações online disponibilizadas pelo fabricante: https://wiki.bambulab.com/en/home
Problemas relacionados com entupimentos ou quebras causadas por descuido ou ignorância por parte do utilizador durante o manuseamento do equipamento não estão cobertos pela garantia.
Qualquer manipulação ou substituição de peças por parte do utilizador sem autorização da nossa equipa anula a garantia. Este produto não inclui qualquer tipo de serviço de suporte/assistência técnica, manutenção ou formação sobre como operar o equipamento ou realizar impressões 3D.
Qualquer necessidade de serviços prestados pela nossa equipa terá um custo adicional por hora ou será orçamentada previamente.
Ao comprar, o cliente confirma que compreende e aceita estas condições.
É perfeitamente normal no mundo da impressão 3D os utilizadores encontrarem dificuldades, quer a nível profissional, quer como hobby. Esta probabilidade aumenta à medida que os projetos se tornam mais complexos e a documentação é menos abrangente.
É por isso que recomendamos aos utilizadores, independentemente da sua experiência, que se juntem a comunidades de entusiastas, como a Bambu Lab Portugal e Impressão 3D Portugal, onde podem partilhar os seus projetos, solicitar assistência e certamente encontrar outros utilizadores que partilham configurações semelhantes, que já enfrentaram dúvidas semelhantes e podem prestar auxílio.
Devido às dimensões e aos encargos logísticos envolvidos, não realizamos entregas em mão nem disponibilizamos recolha no nosso Pickup 24/7. Apenas disponibilizamos a opção de envio.
POSSÍVEIS DEFEITOS:
- Etiqueta mal rotulada.
- Embalagem Antiga com desgaste.
- Falta de Vácuo.
- Variação de diâmetro de +- 0.1mm
- Variação de Cor
AVISO: Destinado à utilização por utilizadores experientes e já familiarizados com o material.
________________________________________________________________________________________
Nota ambiental — Reutilização de embalagens e bobinasComo parte do seu compromisso com a sustentabilidade e a redução do desperdício, a marca TUCAB adopta práticas de reaproveitamento de caixas e bobinas. Por esse motivo, algumas embalagens podem apresentar etiquetas novas aplicadas sobre etiquetas de produtos anteriores.
A etiqueta válida e actual é sempre a etiqueta superior mais recente.
Esta prática contribui activamente para a diminuição do impacto ambiental e não afecta a qualidade ou a rastreabilidade do material fornecido.
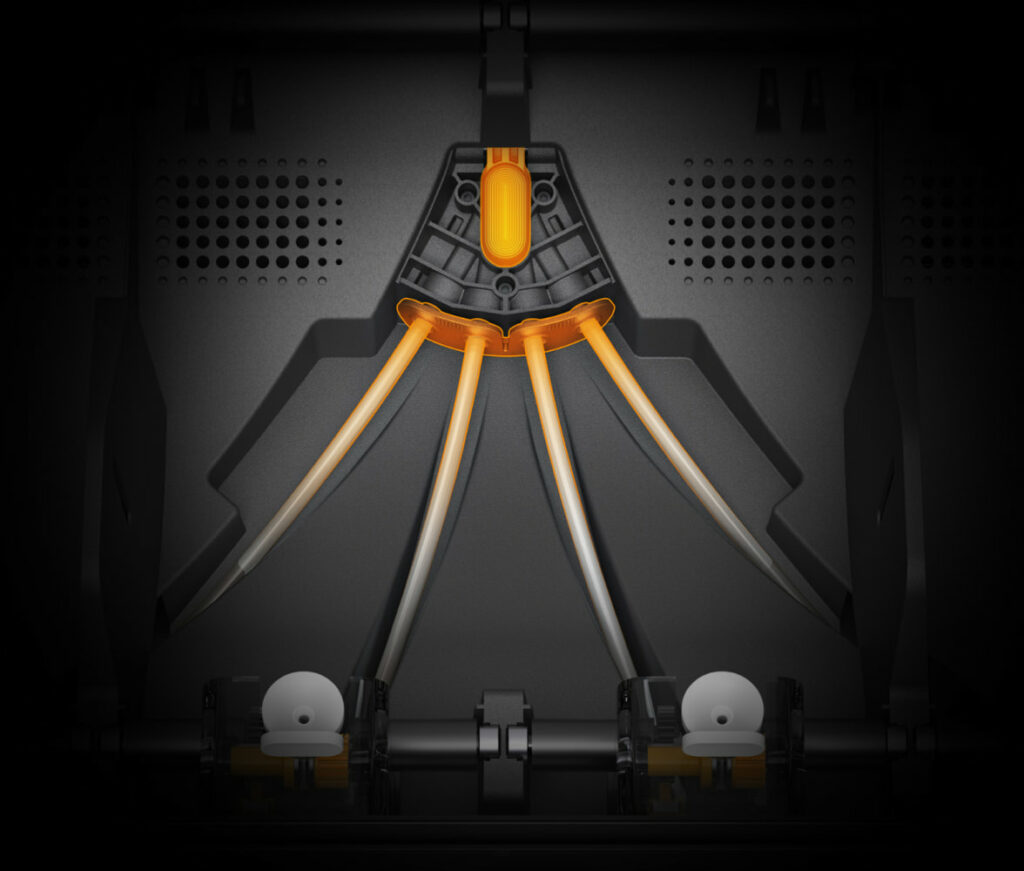
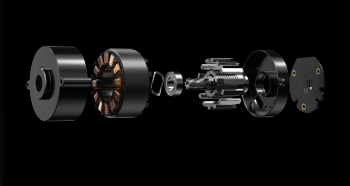
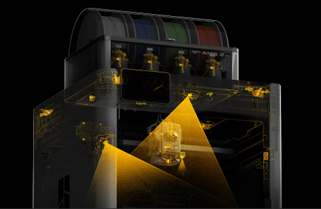
Extrusor com Servo Motor Real
67%
O servo motor proprietário da Bambu Lab aumenta a força de extrusão em 67%, permitindo impressão em alta velocidade sem sub-extrusão.
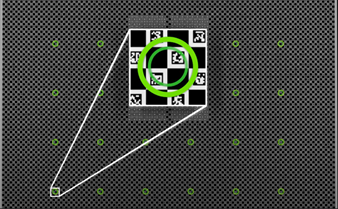
O Vision Encoder garante precisão inferior a 50 μm, compensando automaticamente a deriva mecânica para uma precisão duradoura.
Com 23 sensores e 3 câmaras, a H2S monitoriza o fluxo, a temperatura e o consumo de filamento. O Liveview deteta spaghetti e objetos estranhos.
A câmara selada recircula ar aquecido e filtrado, garantindo condições estáveis de alta temperatura e permitindo a produção de grandes peças de engenharia sem deformações.

A saída superior com ventilação filtrada introduz ar fresco, permitindo imprimir PLA/PETG e lidar com overhangs sem necessidade de abrir as portas.
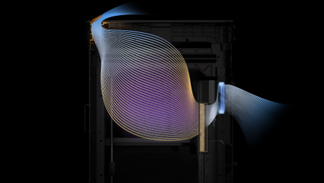
A Saída Superior e a Válvula de Comutação do Filtro abrem-se para canalizar os fumos de forma eficiente, mantendo o teu espaço de trabalho seguro e limpo.


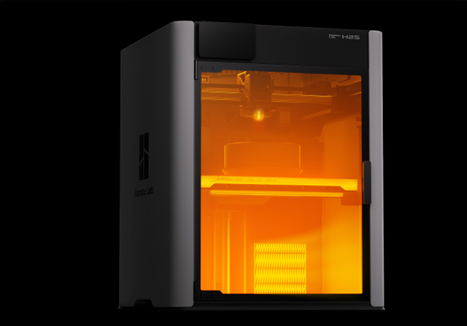
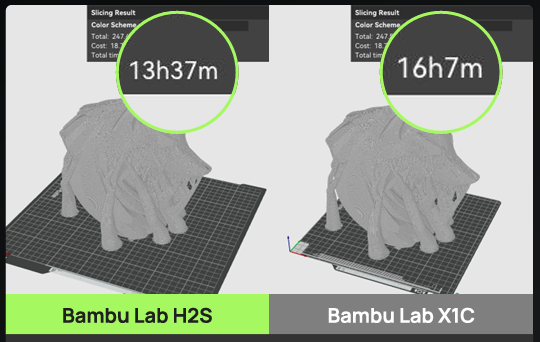
Com um volume de construção de 340 × 320 × 340 mm³ — 120% mais capacidade do que a X1C — a H2S oferece o maior espaço de impressão entre todas as impressoras Bambu Lab.
Hotend a 350 °C e Câmara Ativamente Aquecida a 65 °C
Velocidade da cabeça de impressão até 1000 mm/s e aceleração de 20 000 mm/s².
Compatível com todos os filamentos Bambu Lab, desde PLA até PPA.
O controlo em circuito fechado das ventoinhas minimiza a deformação e aumenta a adesão entre camadas.
O Bico de Alto Fluxo reduz o tempo de impressão em 10–30%, alcançando velocidades até 1000 mm/s com aceleração de 20 000 mm/s².
| Item | Especificação |
|---|---|
| Tecnologia de Impressão | Modelação por Deposição Fundida (FDM) |
| Volume de Construção (L×P×A) | 340 × 320 × 340 mm³ |
| Corpo | |
| Chassis | Alumínio e Aço |
| Estrutura Externa | Plástico e Vidro |
| Dimensões Físicas | 492 × 514 × 626 mm³ |
| Peso Líquido | 30 kg |
| Cabeçote de Impressão (Toolhead) | |
| Engrenagem do Extrusor | Aço Endurecido |
| Bico (Nozzle) | Aço Endurecido |
| Temperatura Máx. do Bico | 350 °C |
| Diâmetro Incluído do Bico | 0,4 mm |
| Diâmetros Suportados do Bico | 0,2 mm, 0,4 mm, 0,6 mm, 0,8 mm |
| Cortador de Filamento | Integrado |
| Diâmetro do Filamento | 1,75 mm |
| Motor do Extrusor | Motor Síncrono de Ímanes Permanentes de Alta Precisão da Bambu Lab |
| Plataforma de Impressão (Heatbed) | |
| Material da Base | Placa de Aço Flexível |
| Tipo de Base Incluída | Placa PEI Texturizada |
| Tipos de Base Suportados | Placa PEI Texturizada, Placa PEI Lisa |
| Temperatura Máx. da Base | 120 °C |
| Velocidade | |
| Velocidade Máx. da Cabeça de Impressão | 1000 mm/s |
| Aceleração Máx. da Cabeça de Impressão | 20 000 mm/s² |
| Fluxo Máx. do Hotend (Hotend de Fluxo Padrão) | 40 mm³/s (Parâmetros de teste: modelo redondo Ø250 mm com parede externa única; Bambu Lab ABS; temperatura de impressão 280 °C) |
| Controlo de Temperatura da Câmara | |
| Aquecimento Ativo da Câmara | Suportado |
| Temperatura Máx. | 65 °C |
| Purificação do Ar | |
| Grau do Pré-Filtro | G3 |
| Grau do Filtro HEPA | H12 |
| Tipo de Filtro de Carvão Ativado | Carvão de Casca de Coco Granulado |
| Filtração de VOC (Compostos Orgânicos Voláteis) | Superior |
| Filtração de Partículas | Suportado |
| Item | Especificação |
|---|---|
| Arrefecimento | |
| Ventoinha de Arrefecimento da Peça | Controlo em Circuito Fechado |
| Ventoinha de Arrefecimento do Hotend | Controlo em Circuito Fechado |
| Ventoinha da Placa de Controlo Principal | Controlo em Circuito Fechado |
| Ventoinha de Exaustão da Câmara | Controlo em Circuito Fechado |
| Ventoinha de Circulação de Calor da Câmara | Controlo em Circuito Fechado |
| Ventoinha Auxiliar de Arrefecimento da Peça | Controlo em Circuito Fechado |
| Filamentos Suportados | PLA, PETG, TPU, PVA, BVOH, ABS, ASA, PC, PA, PET, PPS; PLA, PETG, PA, PET, PC, ABS, ASA, PPA, PPS reforçados com Fibra de Carbono/Vidro |
| Sensores | |
| Câmara de Visualização ao Vivo (Live View) | Integrada; 1920×1080 |
| Câmara do Cabeçote (Toolhead Camera) | Integrada; 1600×1200 |
| Câmara BirdsEye¹ | Integrada; 3264×2448 |
| Sensor de Porta | Suportado |
| Sensor de Fim de Filamento | Suportado |
| Sensor de Emaranhamento de Filamento | Suportado |
| Odómetro de Filamento | Suportado com AMS |
| Recuperação após Falha de Energia | Suportado |
| Requisitos Elétricos | |
| Voltagem | 100–120 V AC / 200–240 V AC, 50/60 Hz |
| Potência Máx.² | 2050 W @ 220 V / 1170 W @ 110 V |
| Temperatura de Operação | 10 °C – 30 °C |
| Eletrónica | |
| Ecrã Tátil | Ecrã tátil de 5 polegadas, 720×1280 |
| Armazenamento | 8 GB EMMC integrado + Porta USB |
| Interface de Controlo | Ecrã tátil, App móvel, App para PC |
| Controlador de Movimento | Dual-core Cortex-M4 e Single-core Cortex-M7 |
| Processador de Aplicações | ARM A7 Quad-core 1,5 GHz |
| Unidade de Processamento Neural (NPU) | 2 TOPS |
| Software | |
| Fatiador (Slicer) | Bambu Studio (compatível com slicers de terceiros que exportem G-code padrão, como Super Slicer, PrusaSlicer e Cura, embora algumas funções avançadas possam não ser suportadas) |
| Sistemas Operativos Suportados | MacOS, Windows, Linux |
| Controlo de Rede | |
| Ethernet | Não Disponível |
| Rede Sem Fios | Wi-Fi |
| Botão de Desligar Rede (Kill Switch) | Não Disponível |
| Módulo de Rede Removível | Não Disponível |
| Controlo de Acesso à Rede 802.1X | Não Disponível |
| Wi-Fi | |
| Frequência de Operação | 2412–2472 MHz (CE/FCC), 2400–2483,5 MHz (SRRC); 5150–5850 MHz |
| Potência de Transmissão Wi-Fi (EIRP) | 2,4 GHz: <23 dBm (FCC); <20 dBm (CE/SRRC/MIC) 5 GHz Banda 1/2: <23 dBm (FCC/CE/SRRC/MIC) 5 GHz Banda 3: <30 dBm (FCC); <24 dBm (CE) 5 GHz Banda 4: <23 dBm (FCC/SRRC); <14 dBm (CE) |
| Protocolo Wi-Fi | IEEE 802.11 a/b/g/n |
Notas de rodapé:
¹ A câmara BirdsEye vem de origem na versão H2S Laser Edition ou pode ser adicionada através do Laser Upgrade Kit.
² Para aquecer a cama rapidamente até à temperatura necessária, a impressora atinge a potência máxima por cerca de 3 minutos.
| Item | Especificação |
|---|---|
| Módulo Laser 10W | |
| Tipo de Laser | Laser de Semicondutor |
| Comprimento de Onda do Laser | Laser de Gravação: 455 nm ± 5 nm (Luz Azul) Laser de Medição de Altura: 850 nm ± 5 nm (Luz Infravermelha) |
| Potência do Laser | 10 W ± 1 W |
| Dimensão do Ponto do Laser | 0,03 × 0,14 mm² |
| Temperatura de Operação | 0 °C – 35 °C |
| Velocidade Máx. de Gravação | 400 mm/s |
| Espessura Máx. de Corte | 5 mm (Contraplacado Basswood) |
| Classe de Segurança do Módulo Laser | Classe 4 |
| Classe Geral de Segurança do Laser* | Classe 1 |
| Área de Gravação | H2D: 310 × 270 mm² H2S: 310 × 260 mm² |
| Método de Posicionamento XY | Posicionamento Visual |
| Precisão de Posicionamento XY | < 0,3 mm |
| Método de Medição da Altura Z | Micro Lidar |
| Precisão de Medição da Altura Z | ± 0,1 mm |
| Deteção de Chama | Suportado |
| Deteção de Temperatura | Suportado |
| Sensor de Porta | Suportado |
| Deteção de Instalação do Módulo Laser | Suportado |
| Chave de Segurança | Incluída |
| Bomba de Ar | Integrada: 30 kPa, 30 L/min |
| Diâmetro Externo do Adaptador do Tubo de Ventilação | 100 mm |
| Tipos de Materiais Suportados | Madeira, borracha, chapa metálica, couro, acrílico escuro, pedra e mais |
| Módulo de Corte | |
| Área de Corte | H2D: 300 × 285 mm² H2S: 297,5 × 300 mm² |
| Área de Desenho | 300 × 255 mm² |
| Diâmetro Suportado da Caneta | 10,5 mm – 12,5 mm |
| Tipo de Tapete de Corte | Tapetes LightGrip e StrongGrip |
| Tipo de Lâmina | 45° × 0,35 mm |
| Faixa de Pressão da Lâmina | 50 gf – 600 gf |
| Espessura Máx. de Corte | 0,5 mm |
| Reconhecimento de Lâmina e Caneta | Suportado |
| Deteção do Tipo de Tapete de Corte | Suportado |
| Tipo de Imagem Suportada | Imagens Bitmap e Vetoriais |
| Tipos de Materiais Suportados | Papel, PVC, vinil, couro e mais |
* Quando a proteção da impressora está completa e a funcionar corretamente, a impressora e o módulo laser funcionam como um produto laser de Classe 1.
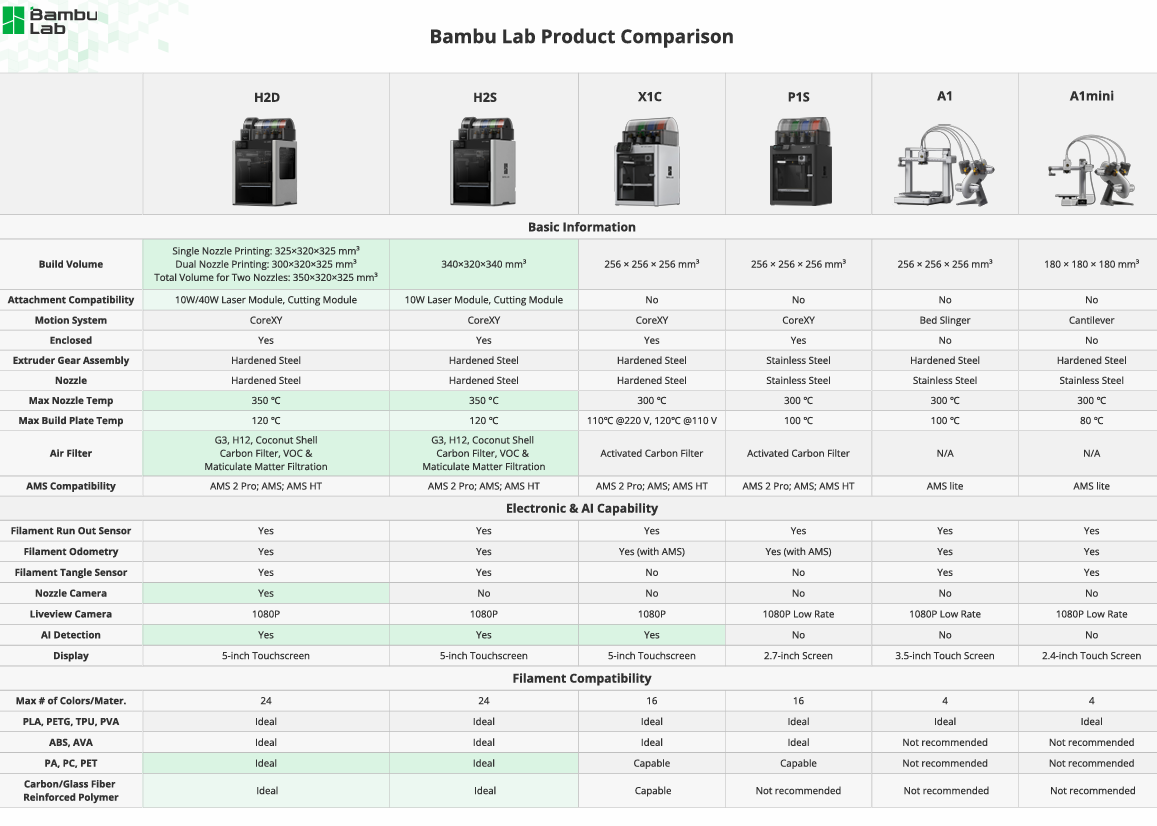
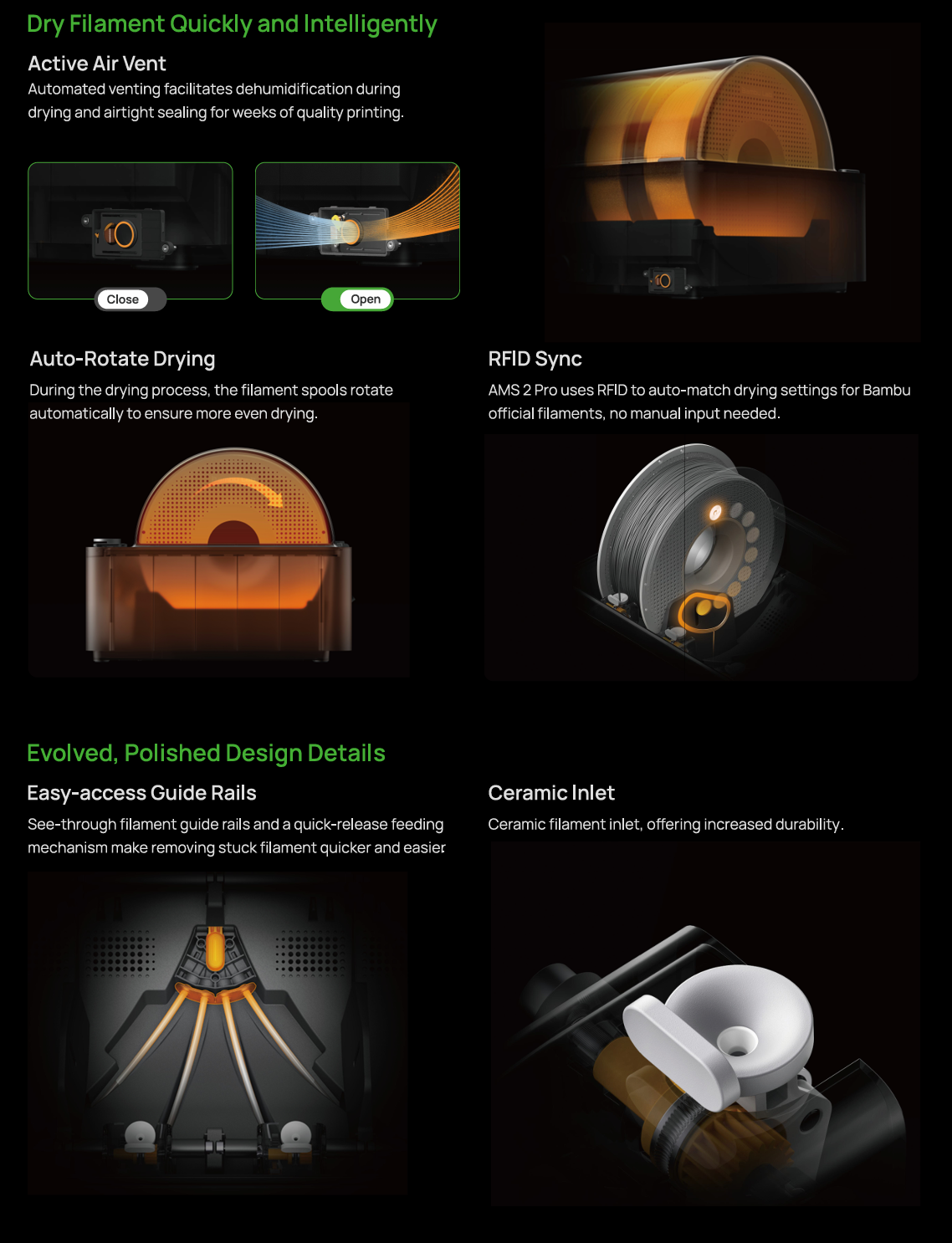

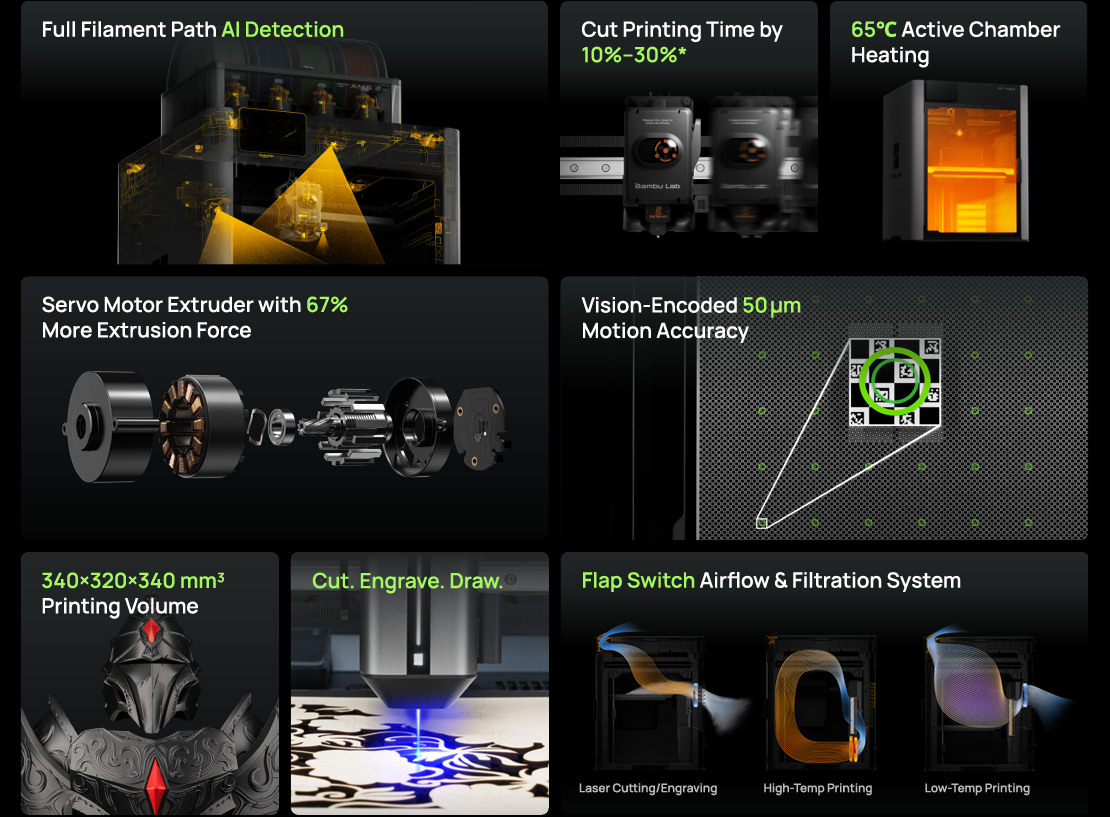
| Item | Especificação |
|---|---|
| Volume de Construção (L×P×A) | 340 × 320 × 340 mm³ |
| Dimensões Físicas | 492 × 514 × 626 mm³ |
| Peso Líquido | 30 kg |
| Temperatura Máx. do Bico | 350 °C |
| Temperatura Máx. da Base Aquecida | 120 °C |
| Temperatura Máx. da Câmara | 65 °C |
| Velocidade Máx. da Cabeça de Impressão | 1000 mm/s |
| Aceleração Máx. da Cabeça de Impressão | 20 000 mm/s² |
| Filamentos Suportados | PLA, PETG, TPU, PVA, BVOH, ABS, ASA, PC, PA, PET, PPS; PLA, PETG, PA, PET, PC, ABS, ASA, PPA, PPS reforçados com Fibra de Carbono/Vidro |
| Comprimento de Onda do Laser | Laser de Gravação: 455 nm ± 5 nm (Luz Azul) Laser de Medição de Altura: 850 nm ± 5 nm (Luz Infravermelha) |
| Velocidade Máx. de Gravação | 400 mm/s |
| Espessura Máx. de Corte | 5 mm (Contraplacado Basswood) |
| Área de Gravação | 310 × 260 mm² |
































