Apresentamos a Resina Lavável em Água da ERYONE, uma solução ideal para impressão 3D. Com esta resina, poderás desfrutar de todos os benefícios da impressão 3D sem a necessidade de usar álcool isopropílico (IPA) para a cura pós-impressão. Esta resina foi projetada para ser fácil de usar, com um odor muito baixo e mantendo todos os detalhes nas suas impressões.
Principais Características do Produto:
- Baixo odor, cura rápida, sem deformação na moldagem, superfície lisa e alta precisão.
- O modelo impresso pode ser lavado diretamente com água, sem a necessidade de álcool etílico, e não fica pegajoso.
- O produto final possui uma certa resistência e dureza.
Comparação de Características:
- Método de limpeza: álcool (resina padrão), água ou álcool etílico (resina lavável em água).
- Resistência: comum (resina padrão), comum (resina lavável em água), boa (resina tipo ABS).
- Armazenamento a longo prazo: secagem ao ar livre, armazenamento em baixa umidade longe da luz (resina padrão e lavável em água), secagem ao ar livre, polimento com óleo, armazenamento em baixa umidade longe da luz (resina tipo ABS).
- Absorção de água: média (resina padrão), alta (resina lavável em água), baixa (resina tipo ABS).
- Propriedade mecânica: geral (resina padrão), geral (resina lavável em água), boa (resina tipo ABS).
- Tipo de impressora: fácil de observar (resina padrão e lavável em água), fácil de observar e muito prático (resina tipo ABS).
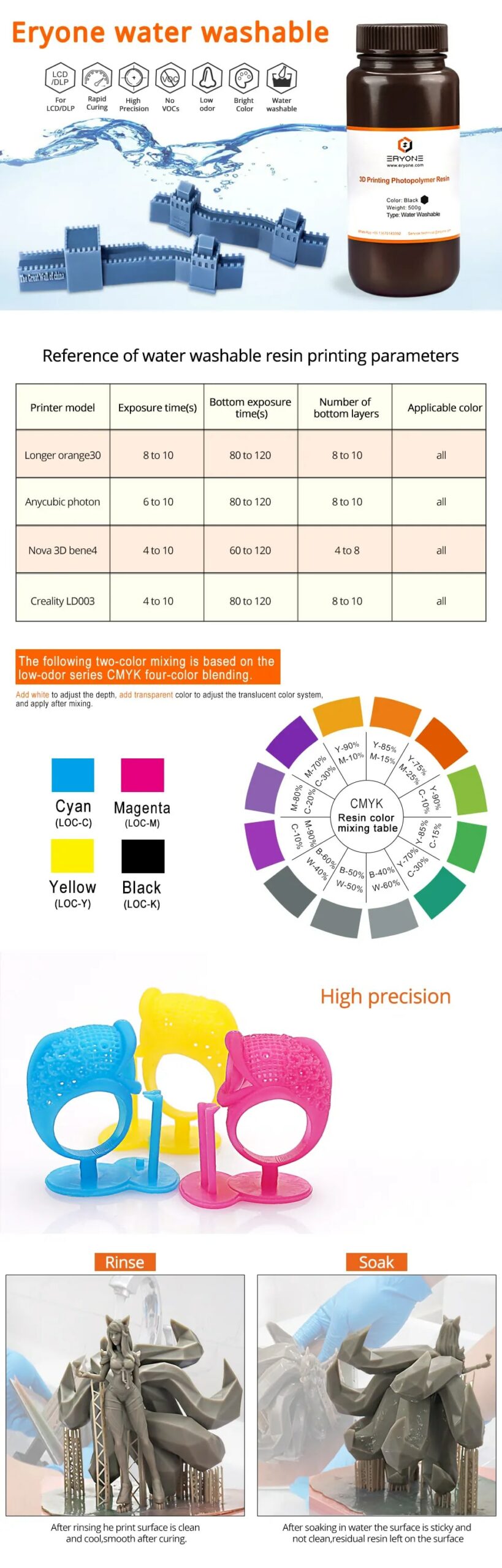
Parâmetros Técnicos:
- Viscosidade (25°C): 100-350MPa•s
- Banda de absorção: 385nm-410nm
- Densidade (25°C): 1,05-1,25g/cm3
- Força Máxima (KGF): 139,52±10%
- Resistência à Tração (MPA): 32,89±10%
- Deformação do Ponto de Força Máxima (mm): 8,457±10%
- Alongamento no Ponto de Ruptura (%): 14,967±10%
- Resistência Máxima à Flexão (MPa): 34,748±10%
- Módulo Elástico de Flexão (MPa): 618,521±10%
- Dureza Shore: 85-88D
- Resistência ao Impacto (kj/m2): 7,8045±10%
Recomendações de Configuração de Impressão:
- Tempo de Exposição: 4-10s (tela colorida), 2-3s (tela monocromática)
- Tempo de Exposição da Camada Inferior: 50-120s (tela colorida), 20-40s (tela monocromática)
- Distância de Elevação: 5-8mm
- Velocidade de Elevação: 100-200mm/min
Aproveita a facilidade de uso e a qualidade excepcional da Resina Lavável em Água da ERYONE para suas impressões 3D. Não percas mais tempo com a limpeza com IPA, experimente agora mesmo!
Utilização:
- Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
- Não beba e mantenha-se fora do alcance das crianças.
- Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
- Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
- Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
- Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
- Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
- A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Características:
Resina Lavável em água - Tipo de Produto
1000g - Quantidade
Transparent (Clear) - Cor
Apresentamos a Resina Lavável em Água da ERYONE, uma solução ideal para impressão 3D. Com esta resina, poderás desfrutar de todos os benefícios da impressão 3D sem a necessidade de usar álcool isopropílico (IPA) para a cura pós-impressão. Esta resina foi projetada para ser fácil de usar, com um odor muito baixo e mantendo todos os detalhes nas suas impressões.
Principais Características do Produto:
- Baixo odor, cura rápida, sem deformação na moldagem, superfície lisa e alta precisão.
- O modelo impresso pode ser lavado diretamente com água, sem a necessidade de álcool etílico, e não fica pegajoso.
- O produto final possui uma certa resistência e dureza.
Comparação de Características:
- Método de limpeza: álcool (resina padrão), água ou álcool etílico (resina lavável em água).
- Resistência: comum (resina padrão), comum (resina lavável em água), boa (resina tipo ABS).
- Armazenamento a longo prazo: secagem ao ar livre, armazenamento em baixa umidade longe da luz (resina padrão e lavável em água), secagem ao ar livre, polimento com óleo, armazenamento em baixa umidade longe da luz (resina tipo ABS).
- Absorção de água: média (resina padrão), alta (resina lavável em água), baixa (resina tipo ABS).
- Propriedade mecânica: geral (resina padrão), geral (resina lavável em água), boa (resina tipo ABS).
- Tipo de impressora: fácil de observar (resina padrão e lavável em água), fácil de observar e muito prático (resina tipo ABS).
Parâmetros Técnicos:
- Viscosidade (25°C): 100-350MPa•s
- Banda de absorção: 385nm-410nm
- Densidade (25°C): 1,05-1,25g/cm3
- Força Máxima (KGF): 139,52±10%
- Resistência à Tração (MPA): 32,89±10%
- Deformação do Ponto de Força Máxima (mm): 8,457±10%
- Alongamento no Ponto de Ruptura (%): 14,967±10%
- Resistência Máxima à Flexão (MPa): 34,748±10%
- Módulo Elástico de Flexão (MPa): 618,521±10%
- Dureza Shore: 85-88D
- Resistência ao Impacto (kj/m2): 7,8045±10%
Recomendações de Configuração de Impressão:
- Tempo de Exposição: 4-10s (tela colorida), 2-3s (tela monocromática)
- Tempo de Exposição da Camada Inferior: 50-120s (tela colorida), 20-40s (tela monocromática)
- Distância de Elevação: 5-8mm
- Velocidade de Elevação: 100-200mm/min
Aproveita a facilidade de uso e a qualidade excepcional da Resina Lavável em Água da ERYONE para suas impressões 3D. Não percas mais tempo com a limpeza com IPA, experimente agora mesmo!
Utilização:
- Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
- Não beba e mantenha-se fora do alcance das crianças.
- Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
- Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
- Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
- Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
- Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
- A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Características:
Resina Lavável em água - Tipo de Produto
500g - Quantidade
Black - Cor
Apresentamos a Resina Lavável em Água da ERYONE, uma solução ideal para impressão 3D. Com esta resina, poderás desfrutar de todos os benefícios da impressão 3D sem a necessidade de usar álcool isopropílico (IPA) para a cura pós-impressão. Esta resina foi projetada para ser fácil de usar, com um odor muito baixo e mantendo todos os detalhes nas suas impressões.
Principais Características do Produto:
- Baixo odor, cura rápida, sem deformação na moldagem, superfície lisa e alta precisão.
- O modelo impresso pode ser lavado diretamente com água, sem a necessidade de álcool etílico, e não fica pegajoso.
- O produto final possui uma certa resistência e dureza.
Comparação de Características:
- Método de limpeza: álcool (resina padrão), água ou álcool etílico (resina lavável em água).
- Resistência: comum (resina padrão), comum (resina lavável em água), boa (resina tipo ABS).
- Armazenamento a longo prazo: secagem ao ar livre, armazenamento em baixa umidade longe da luz (resina padrão e lavável em água), secagem ao ar livre, polimento com óleo, armazenamento em baixa umidade longe da luz (resina tipo ABS).
- Absorção de água: média (resina padrão), alta (resina lavável em água), baixa (resina tipo ABS).
- Propriedade mecânica: geral (resina padrão), geral (resina lavável em água), boa (resina tipo ABS).
- Tipo de impressora: fácil de observar (resina padrão e lavável em água), fácil de observar e muito prático (resina tipo ABS).
Parâmetros Técnicos:
- Viscosidade (25°C): 100-350MPa•s
- Banda de absorção: 385nm-410nm
- Densidade (25°C): 1,05-1,25g/cm3
- Força Máxima (KGF): 139,52±10%
- Resistência à Tração (MPA): 32,89±10%
- Deformação do Ponto de Força Máxima (mm): 8,457±10%
- Alongamento no Ponto de Ruptura (%): 14,967±10%
- Resistência Máxima à Flexão (MPa): 34,748±10%
- Módulo Elástico de Flexão (MPa): 618,521±10%
- Dureza Shore: 85-88D
- Resistência ao Impacto (kj/m2): 7,8045±10%
Recomendações de Configuração de Impressão:
- Tempo de Exposição: 4-10s (tela colorida), 2-3s (tela monocromática)
- Tempo de Exposição da Camada Inferior: 50-120s (tela colorida), 20-40s (tela monocromática)
- Distância de Elevação: 5-8mm
- Velocidade de Elevação: 100-200mm/min
Aproveita a facilidade de uso e a qualidade excepcional da Resina Lavável em Água da ERYONE para suas impressões 3D. Não percas mais tempo com a limpeza com IPA, experimente agora mesmo!
Utilização:
- Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
- Não beba e mantenha-se fora do alcance das crianças.
- Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
- Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
- Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
- Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
- Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
- A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Características:
Resina Lavável em água - Tipo de Produto
500g - Quantidade
Transparent (Clear) - Cor
Apresentamos a Resina Lavável em Água da ERYONE, uma solução ideal para impressão 3D. Com esta resina, poderás desfrutar de todos os benefícios da impressão 3D sem a necessidade de usar álcool isopropílico (IPA) para a cura pós-impressão. Esta resina foi projetada para ser fácil de usar, com um odor muito baixo e mantendo todos os detalhes nas suas impressões.
Principais Características do Produto:
- Baixo odor, cura rápida, sem deformação na moldagem, superfície lisa e alta precisão.
- O modelo impresso pode ser lavado diretamente com água, sem a necessidade de álcool etílico, e não fica pegajoso.
- O produto final possui uma certa resistência e dureza.
Comparação de Características:
- Método de limpeza: álcool (resina padrão), água ou álcool etílico (resina lavável em água).
- Resistência: comum (resina padrão), comum (resina lavável em água), boa (resina tipo ABS).
- Armazenamento a longo prazo: secagem ao ar livre, armazenamento em baixa umidade longe da luz (resina padrão e lavável em água), secagem ao ar livre, polimento com óleo, armazenamento em baixa umidade longe da luz (resina tipo ABS).
- Absorção de água: média (resina padrão), alta (resina lavável em água), baixa (resina tipo ABS).
- Propriedade mecânica: geral (resina padrão), geral (resina lavável em água), boa (resina tipo ABS).
- Tipo de impressora: fácil de observar (resina padrão e lavável em água), fácil de observar e muito prático (resina tipo ABS).
Parâmetros Técnicos:
- Viscosidade (25°C): 100-350MPa•s
- Banda de absorção: 385nm-410nm
- Densidade (25°C): 1,05-1,25g/cm3
- Força Máxima (KGF): 139,52±10%
- Resistência à Tração (MPA): 32,89±10%
- Deformação do Ponto de Força Máxima (mm): 8,457±10%
- Alongamento no Ponto de Ruptura (%): 14,967±10%
- Resistência Máxima à Flexão (MPa): 34,748±10%
- Módulo Elástico de Flexão (MPa): 618,521±10%
- Dureza Shore: 85-88D
- Resistência ao Impacto (kj/m2): 7,8045±10%
Recomendações de Configuração de Impressão:
- Tempo de Exposição: 4-10s (tela colorida), 2-3s (tela monocromática)
- Tempo de Exposição da Camada Inferior: 50-120s (tela colorida), 20-40s (tela monocromática)
- Distância de Elevação: 5-8mm
- Velocidade de Elevação: 100-200mm/min
Aproveita a facilidade de uso e a qualidade excepcional da Resina Lavável em Água da ERYONE para suas impressões 3D. Não percas mais tempo com a limpeza com IPA, experimente agora mesmo!
Utilização:
- Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
- Não beba e mantenha-se fora do alcance das crianças.
- Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
- Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
- Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
- Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
- Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
- A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Características:
Resina Lavável em água - Tipo de Produto
500g - Quantidade
Magenta - Cor
Apresentamos a Resina Lavável em Água da ERYONE, uma solução ideal para impressão 3D. Com esta resina, poderás desfrutar de todos os benefícios da impressão 3D sem a necessidade de usar álcool isopropílico (IPA) para a cura pós-impressão. Esta resina foi projetada para ser fácil de usar, com um odor muito baixo e mantendo todos os detalhes nas suas impressões.
Principais Características do Produto:
- Baixo odor, cura rápida, sem deformação na moldagem, superfície lisa e alta precisão.
- O modelo impresso pode ser lavado diretamente com água, sem a necessidade de álcool etílico, e não fica pegajoso.
- O produto final possui uma certa resistência e dureza.
Comparação de Características:
- Método de limpeza: álcool (resina padrão), água ou álcool etílico (resina lavável em água).
- Resistência: comum (resina padrão), comum (resina lavável em água), boa (resina tipo ABS).
- Armazenamento a longo prazo: secagem ao ar livre, armazenamento em baixa umidade longe da luz (resina padrão e lavável em água), secagem ao ar livre, polimento com óleo, armazenamento em baixa umidade longe da luz (resina tipo ABS).
- Absorção de água: média (resina padrão), alta (resina lavável em água), baixa (resina tipo ABS).
- Propriedade mecânica: geral (resina padrão), geral (resina lavável em água), boa (resina tipo ABS).
- Tipo de impressora: fácil de observar (resina padrão e lavável em água), fácil de observar e muito prático (resina tipo ABS).
Parâmetros Técnicos:
- Viscosidade (25°C): 100-350MPa•s
- Banda de absorção: 385nm-410nm
- Densidade (25°C): 1,05-1,25g/cm3
- Força Máxima (KGF): 139,52±10%
- Resistência à Tração (MPA): 32,89±10%
- Deformação do Ponto de Força Máxima (mm): 8,457±10%
- Alongamento no Ponto de Ruptura (%): 14,967±10%
- Resistência Máxima à Flexão (MPa): 34,748±10%
- Módulo Elástico de Flexão (MPa): 618,521±10%
- Dureza Shore: 85-88D
- Resistência ao Impacto (kj/m2): 7,8045±10%
Recomendações de Configuração de Impressão:
- Tempo de Exposição: 4-10s (tela colorida), 2-3s (tela monocromática)
- Tempo de Exposição da Camada Inferior: 50-120s (tela colorida), 20-40s (tela monocromática)
- Distância de Elevação: 5-8mm
- Velocidade de Elevação: 100-200mm/min
Aproveita a facilidade de uso e a qualidade excepcional da Resina Lavável em Água da ERYONE para suas impressões 3D. Não percas mais tempo com a limpeza com IPA, experimente agora mesmo!
Utilização:
- Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
- Não beba e mantenha-se fora do alcance das crianças.
- Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
- Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
- Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
- Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
- Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
- A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Características:
Resina Lavável em água - Tipo de Produto
500g - Quantidade
Blue - Cor
Apresentamos a Resina Lavável em Água da ERYONE, uma solução ideal para impressão 3D. Com esta resina, poderás desfrutar de todos os benefícios da impressão 3D sem a necessidade de usar álcool isopropílico (IPA) para a cura pós-impressão. Esta resina foi projetada para ser fácil de usar, com um odor muito baixo e mantendo todos os detalhes nas suas impressões.
Principais Características do Produto:
- Baixo odor, cura rápida, sem deformação na moldagem, superfície lisa e alta precisão.
- O modelo impresso pode ser lavado diretamente com água, sem a necessidade de álcool etílico, e não fica pegajoso.
- O produto final possui uma certa resistência e dureza.
Comparação de Características:
- Método de limpeza: álcool (resina padrão), água ou álcool etílico (resina lavável em água).
- Resistência: comum (resina padrão), comum (resina lavável em água), boa (resina tipo ABS).
- Armazenamento a longo prazo: secagem ao ar livre, armazenamento em baixa umidade longe da luz (resina padrão e lavável em água), secagem ao ar livre, polimento com óleo, armazenamento em baixa umidade longe da luz (resina tipo ABS).
- Absorção de água: média (resina padrão), alta (resina lavável em água), baixa (resina tipo ABS).
- Propriedade mecânica: geral (resina padrão), geral (resina lavável em água), boa (resina tipo ABS).
- Tipo de impressora: fácil de observar (resina padrão e lavável em água), fácil de observar e muito prático (resina tipo ABS).
Parâmetros Técnicos:
- Viscosidade (25°C): 100-350MPa•s
- Banda de absorção: 385nm-410nm
- Densidade (25°C): 1,05-1,25g/cm3
- Força Máxima (KGF): 139,52±10%
- Resistência à Tração (MPA): 32,89±10%
- Deformação do Ponto de Força Máxima (mm): 8,457±10%
- Alongamento no Ponto de Ruptura (%): 14,967±10%
- Resistência Máxima à Flexão (MPa): 34,748±10%
- Módulo Elástico de Flexão (MPa): 618,521±10%
- Dureza Shore: 85-88D
- Resistência ao Impacto (kj/m2): 7,8045±10%
Recomendações de Configuração de Impressão:
- Tempo de Exposição: 4-10s (tela colorida), 2-3s (tela monocromática)
- Tempo de Exposição da Camada Inferior: 50-120s (tela colorida), 20-40s (tela monocromática)
- Distância de Elevação: 5-8mm
- Velocidade de Elevação: 100-200mm/min
Aproveita a facilidade de uso e a qualidade excepcional da Resina Lavável em Água da ERYONE para suas impressões 3D. Não percas mais tempo com a limpeza com IPA, experimente agora mesmo!
Utilização:
- Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
- Não beba e mantenha-se fora do alcance das crianças.
- Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
- Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
- Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
- Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
- Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
- A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Características:
Resina Lavável em água - Tipo de Produto
500g - Quantidade
Yellow - Cor
Apresentamos a Resina Lavável em Água da ERYONE, uma solução ideal para impressão 3D. Com esta resina, poderás desfrutar de todos os benefícios da impressão 3D sem a necessidade de usar álcool isopropílico (IPA) para a cura pós-impressão. Esta resina foi projetada para ser fácil de usar, com um odor muito baixo e mantendo todos os detalhes nas suas impressões.
Principais Características do Produto:
- Baixo odor, cura rápida, sem deformação na moldagem, superfície lisa e alta precisão.
- O modelo impresso pode ser lavado diretamente com água, sem a necessidade de álcool etílico, e não fica pegajoso.
- O produto final possui uma certa resistência e dureza.
Comparação de Características:
- Método de limpeza: álcool (resina padrão), água ou álcool etílico (resina lavável em água).
- Resistência: comum (resina padrão), comum (resina lavável em água), boa (resina tipo ABS).
- Armazenamento a longo prazo: secagem ao ar livre, armazenamento em baixa umidade longe da luz (resina padrão e lavável em água), secagem ao ar livre, polimento com óleo, armazenamento em baixa umidade longe da luz (resina tipo ABS).
- Absorção de água: média (resina padrão), alta (resina lavável em água), baixa (resina tipo ABS).
- Propriedade mecânica: geral (resina padrão), geral (resina lavável em água), boa (resina tipo ABS).
- Tipo de impressora: fácil de observar (resina padrão e lavável em água), fácil de observar e muito prático (resina tipo ABS).
Parâmetros Técnicos:
- Viscosidade (25°C): 100-350MPa•s
- Banda de absorção: 385nm-410nm
- Densidade (25°C): 1,05-1,25g/cm3
- Força Máxima (KGF): 139,52±10%
- Resistência à Tração (MPA): 32,89±10%
- Deformação do Ponto de Força Máxima (mm): 8,457±10%
- Alongamento no Ponto de Ruptura (%): 14,967±10%
- Resistência Máxima à Flexão (MPa): 34,748±10%
- Módulo Elástico de Flexão (MPa): 618,521±10%
- Dureza Shore: 85-88D
- Resistência ao Impacto (kj/m2): 7,8045±10%
Recomendações de Configuração de Impressão:
- Tempo de Exposição: 4-10s (tela colorida), 2-3s (tela monocromática)
- Tempo de Exposição da Camada Inferior: 50-120s (tela colorida), 20-40s (tela monocromática)
- Distância de Elevação: 5-8mm
- Velocidade de Elevação: 100-200mm/min
Aproveita a facilidade de uso e a qualidade excepcional da Resina Lavável em Água da ERYONE para suas impressões 3D. Não percas mais tempo com a limpeza com IPA, experimente agora mesmo!
Utilização:
- Agitar bem antes de utilizar. Evite a luz solar direta durante a utilização.
- Não beba e mantenha-se fora do alcance das crianças.
- Sugerimos que use uma máscara e luvas para evitar o contacto direto com a pele e manter a ventilação interna
- Se ocorrer contacto com a pele acidentalmente, lave imediatamente com muita água. Consulte um médico, se necessário.
- Filtrar a resina da cuba para a despejar no recipiente se não for utilizada dentro de 48 horas. A resina contaminada pode causar problemas de impressão.
Como armazenar:
- Mantenha-se afastado de vedações ligeiras à temperatura ambiente. (A luz solar contém muita luz UV, solidifica a resina fotosensível)
- Recomenda-se guardar a resina abaixo de 15 -35 ℃ num recipiente. Evite qualquer ambiente húmido ou com pó.
- A resina é estável em diferentes condições climáticas e também é fácil de armazenar, sendo superior a outras resinas.
Características:
Resina Lavável em água - Tipo de Produto
500g - Quantidade
Skin Color - Cor
Plataforma da marca Prusa Original, de chapa de mola com textura e com dupla camada de PEI, indicado para Prusa MINI e MINI+.
Deixar arrefecer para remover as peças com facilidade.
O acabamento áspero com textura de ambas as superfícies garante uma melhor aparência das peças.
Poderá encontrar ambos os modelos de Plataforma Original Lisa e com Textura nos seguintes links:
Plataforma Prusa Original Lisa para MINI/MINI+
Plataforma Prusa Original Cetim para MINI/MINI+
Manutenção:
Recomendamos o uso de 3DLAC de forma a proteger a superfície e prolongar a durabilidade da mesma. Com 3DLAC potencia a aderência das peças à plataforma permitindo uma maior compatibilidade de impressão com diversos materiais.
proteger a plataforma, recomendamos a usar apenas objectos/espátulas de plástico.
NUNCA usar objectos de metal perto da plataforma.
NUNCA usar acetona ou outros produtos químicos.
NUNCA lavar a plataforma com água pois poderá dar origem ao aparecimento de ferrugem.
Para proceder à lavagem da placa deve usar apenas Álcool Isopropílico.
VISÃO GERAL:
A plataforma térmica MK52 tem incorporado ímanes de alta temperatura Curie. Estes ímanes são capazes de segurar com firmeza chapas de aço de mola removíveis.
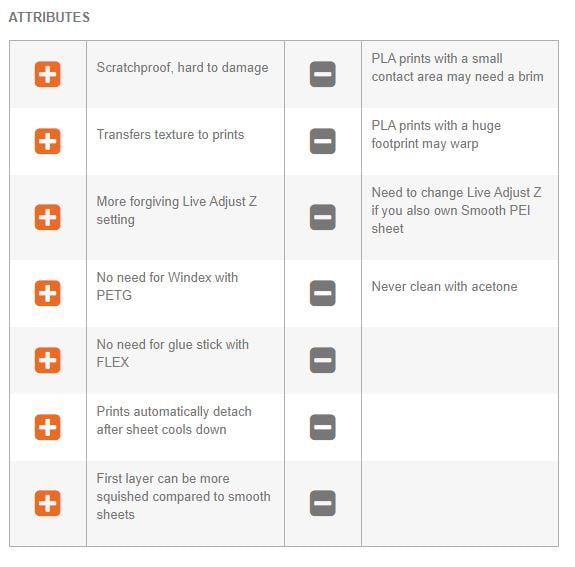
O revestimento a pó directamente sobre metal torna muito difícil danificar esta placa de construção. Se um bocal aquecido colidir com ela, o metal pode dissipar o calor. O revestimento em pó também dá à superfície um aspecto texturizado distinto que será visível nas suas impressões. A superfície texturizada esconde a maior parte dos danos mecânicos causados por ferramentas. Apenas a parte superior das pequenas saliências pode ser riscada, o que não se imprimirá na parte inferior do modelo. Esta superfície é utilizada na nossa gráfica, veja as peças impressas que tem na sua impressora para referência.
Encontre mais detalhes sobre as chapas de aço de mola na nossa base de conhecimentos.
ADVERTÊNCIA:
Nunca limpe a chapa de aço de mola revestida a pó PEI Textured PEI com acetona! Se o fizer, criará microfracturas na textura da PEI, o que fará com que a superfície se deteriore com o tempo. Saiba mais sobre a impressão na chapa de aço Texturizada PEI revestida a pó no nosso Blog.
Nota:
As peças consumíveis, tais como as chapas PEI (lisas, texturizadas, etc.) não estão cobertas pela garantia, uma vez que os revestimentos são concebidos para diminuir ao longo do tempo, a menos que tenha ocorrido uma falha devido a um defeito nos materiais ou na mão-de-obra. Os danos cosméticos, incluindo mas não limitados a riscos, amolgadelas, fissuras ou outros danos cosméticos também não estão cobertos pela garantia. Apenas as folhas defeituosas à chegada são cobertas pela garantia.
Plataforma da marca Prusa Original, de chapa de mola com lisa com dupla camada de PEI, indicado para Prusa MINI e MINI+.
Deixar arrefecer para remover as peças com facilidade.
Poderá encontrar ambos os modelos de Plataforma Original Lisa e com Textura nos seguintes links:
Plataforma Prusa Original Cetim para MINI e MINI+.
Plataforma Prusa Original com textura para MINI e MINI+.
NOTA: A cor da plataforma pode diferir da imagem do produto (preto, dourado, verde, etc). A superfície PEI lisa na chapa de aço, bem como todas as outras propriedades, permanecem as mesmas para todas as versões de cores.
Manutenção:
Recomendamos o uso de 3DLAC de forma a proteger a superfície e prolongar a durabilidade da mesma. Com 3DLAC potencia a aderência das peças à plataforma permitindo uma maior compatibilidade de impressão com diversos materiais.
proteger a plataforma, recomendamos a usar apenas objectos/espátulas de plástico.
NUNCA usar objectos de metal perto da plataforma.
NUNCA usar acetona ou outros produtos químicos.
NUNCA lavar a plataforma com água pois poderá dar origem ao aparecimento de ferrugem.
Para proceder à lavagem da placa deve usar apenas Álcool Isopropílico.
VISÃO GERAL:
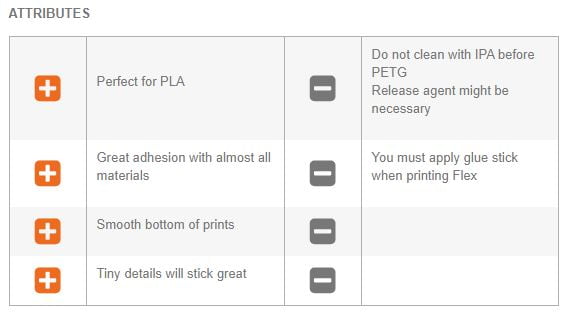
O heatbed MK52 tem incorporado ímanes de alta temperatura Curie. Estes ímanes são capazes de segurar com firmeza chapas de aço de mola removíveis. A chapa de aço para molas com PEI de dupla face lisa utiliza as mesmas chapas de PEI que no MK2/S. É a melhor solução para a impressão PLA e tem uma grande aderência com quase todos os materiais. O fundo das suas estampas será liso.
Pode deixar pequenas marcas na superfície de impressão com o seu bico ou ferramentas, estas serão tipicamente mais brilhantes do que as restantes. Não afecta a funcionalidade nem a aderência. No entanto, se quiser ter o mesmo aspecto de superfície em toda a superfície de impressão, pode ressuspender a impressão. A maneira mais fácil é pegar no lado duro de uma esponja de cozinha seca e limpar a área afectada com um movimento circular algumas vezes com suavidade.
Actualização:
A cor da chapa de aço pode diferir da imagem do produto (preto, dourado, verde, etc.). A superfície lisa da chapa de aço PEI, bem como todas as outras propriedades, continuam a ser as mesmas para todas as versões de cor.
Nota:
As peças consumíveis, como as plataformas de PEI (lisas, texturizadas, etc.) não estão cobertas pela garantia, uma vez que os revestimentos são concebidos para diminuir ao longo do tempo, a menos que tenha ocorrido uma falha devido a um defeito nos materiais ou na mão-de-obra. Os danos cosméticos, incluindo mas não limitados a riscos, amolgadelas, fendas ou outros danos cosméticos, também não estão cobertos pela garantia. Apenas as folhas defeituosas à chegada são cobertas pela garantia.
Plataforma da marca Prusa Original, de chapa de mola com textura e com dupla camada de PEI, indicado para Prusa MINI e MINI+.
Deixar arrefecer para remover as peças com facilidade.
O acabamento áspero com textura de ambas as superfícies garante uma melhor aparência das peças.
Poderá encontrar ambos os modelos de Plataforma Original Lisa e com Textura nos seguintes links:
Plataforma Prusa Original Lisa para MINI e MINI+.
Plataforma Prusa Original com textura para MINI e MINI+.
Manutenção:
Recomendamos o uso de 3DLAC de forma a proteger a superfície e prolongar a durabilidade da mesma. Com 3DLAC potencia a aderência das peças à plataforma permitindo uma maior compatibilidade de impressão com diversos materiais.
proteger a plataforma, recomendamos a usar apenas objectos/espátulas de plástico.
NUNCA usar objectos de metal perto da plataforma.
NUNCA usar acetona ou outros produtos químicos.
NUNCA lavar a plataforma com água pois poderá dar origem ao aparecimento de ferrugem.
Para proceder à lavagem da placa deve usar apenas Álcool Isopropílico.
VISÃO GERAL:
O heatbed MK52 tem incorporado ímanes de alta temperatura Curie. Estes ímanes são capazes de segurar com firmeza chapas de aço de mola removíveis.
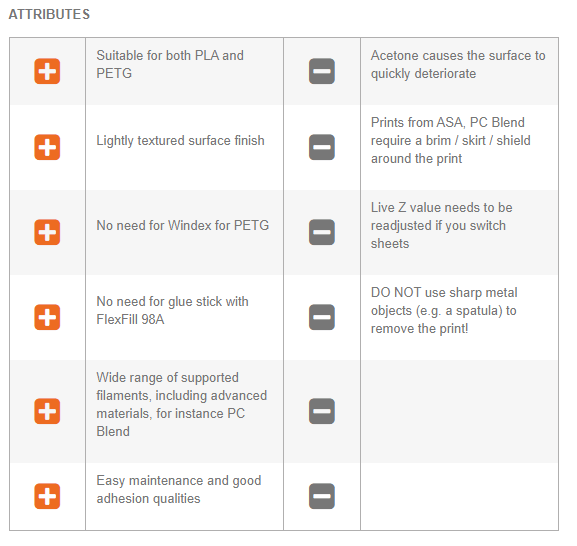
A plataforma Satin expande ainda mais a nossa linha de plataformas de impressão. Em termos de propriedades de impressão, a Satin situa-se entre as variantes lisa e texturizada. A sua superfície revestida a pó com acabamento mate ligeiramente texturado oferece um nível óptimo de aderência, especialmente na impressão de materiais PLA e PETG. É totalmente compatível com uma vasta gama de filamentos comuns e menos comuns, tais como ABS, ASA, FlexFill 98A, Policarbonato e muito mais. A grande maioria dos materiais pode ser impressa sem uma camada de separação (por exemplo, cola).
Policarbonato - imprime melhor em cetim (em comparação com folhas lisas e texturizadas) - quando se imprime frequentemente com PC, recomenda-se a camada de cola em bastão para evitar possíveis danos na folha.
ADVERTÊNCIA:
Nunca limpe a plataforma Satin powder-coated spring steel sheet com acetona! Se o fizer, criará microfracturas na textura, o que fará com que a superfície se deteriore com o tempo. Saiba mais sobre a impressão na chapa de aço revestida a pó de cetim na nossa base de conhecimentos.
Nota:
As peças consumíveis, tais como chapas PEI (lisas, texturizadas, etc.) não estão cobertas pela garantia, uma vez que os revestimentos são concebidos para diminuir ao longo do tempo, a menos que tenha ocorrido uma falha devido a um defeito nos materiais ou na mão-de-obra. Os danos cosméticos, incluindo mas não limitados a riscos, amolgadelas, fendas ou outros danos cosméticos, também não estão cobertos pela garantia. Apenas as folhas defeituosas à chegada são cobertas pela garantia.