Filament Spectrum S-Flex 85A
Flexibilidade com muito boa resistência ao impacto e isolamento térmico.
Spectrum S-Flex 85A é um filamento à base de um poliuretano termoplástico poliéter. Na área do fabrico de aditivos, S-Flex 85A é um material caracterizado por um processo de impressão 3D relativamente fácil e sem falhas. Uma vantagem adicional que permite obter uma impressão perfeita é a muito boa aderência da primeira camada da peça impressa ao espaço de trabalho, independentemente de ser feita de vidro, aço, plástico ou outro material.
A baixa retracção do processamento e a alta flexibilidade reduzem significativamente o risco de enrolamento dos chamados bordos das peças fabricadas. A característica distintiva no nome do filamento 85A - refere-se à dureza do material na escala de Shore e classifica o Spectrum S-Flex 85A na categoria de elastómeros duros. Esta propriedade do ponto de vista do processo de impressão 3D reduz o risco de deformação do filamento no sistema de inserção conduzindo o material até à cabeça de impressão. Isto permite uma impressão ligeiramente mais rápida em comparação com outros elastómeros mais conformes.
As peças feitas de Spectrum S-Flex 85A caracterizam-se por uma resistência muito elevada à hidrólise (uma espécie de degradação causada pela presença de água), boa reciclabilidade e muito boa resistência a forças dinâmicas. Graças a estas propriedades, é possível imprimir peças em 3D que protegem superfícies expostas ao impacto (pára-choques, protecções de arestas vivas), elementos de vedação e protecção com alta resistência química, bem como isoladores térmicos.
Características principais:
- Alta resistência à hidrólise
- Até 650% de alongamento na pausa
- Dureza Shore-A de 85
- Alta resistência à tracção e ao rasgamento
- Baixo encolhimento
- Resistência a muitos óleos industriais e químicos comuns
- Redução do encadeamento enquanto a impressora está a funcionar em modo inactivo
Aplicações:
- Fabrico de vedantes com alta resistência química
- Produção de artigos, que têm de ser utilizados como adsorventes de energia
- Peças funcionais
- Todos os tipos de pára-choques, amortecedores de vibrações
- Guias
- Caixas de protecção
- Peças de encaixe rápido
- Mangas
- Dobradiças
- Para-choques e espaçadores flexíveis,
- Selagem de peças com maior rigidez,
- Elementos amortecedores de mola para utilização na produção e modelação de máquinas,
- Bandas flexíveis de alta resistência,
- Capas e caixas para vários dispositivos,
Embalagem:
O filamento é enrolado na bobina limpa e transparente. Cada carretel contém informação sobre o tipo de material, diâmetro e temperatura de impressão recomendada. O filamento é embalado a vácuo com um absorvedor de humidade. Produto inteiro embalado na embalagem original, dobrada Spectrum Filaments.
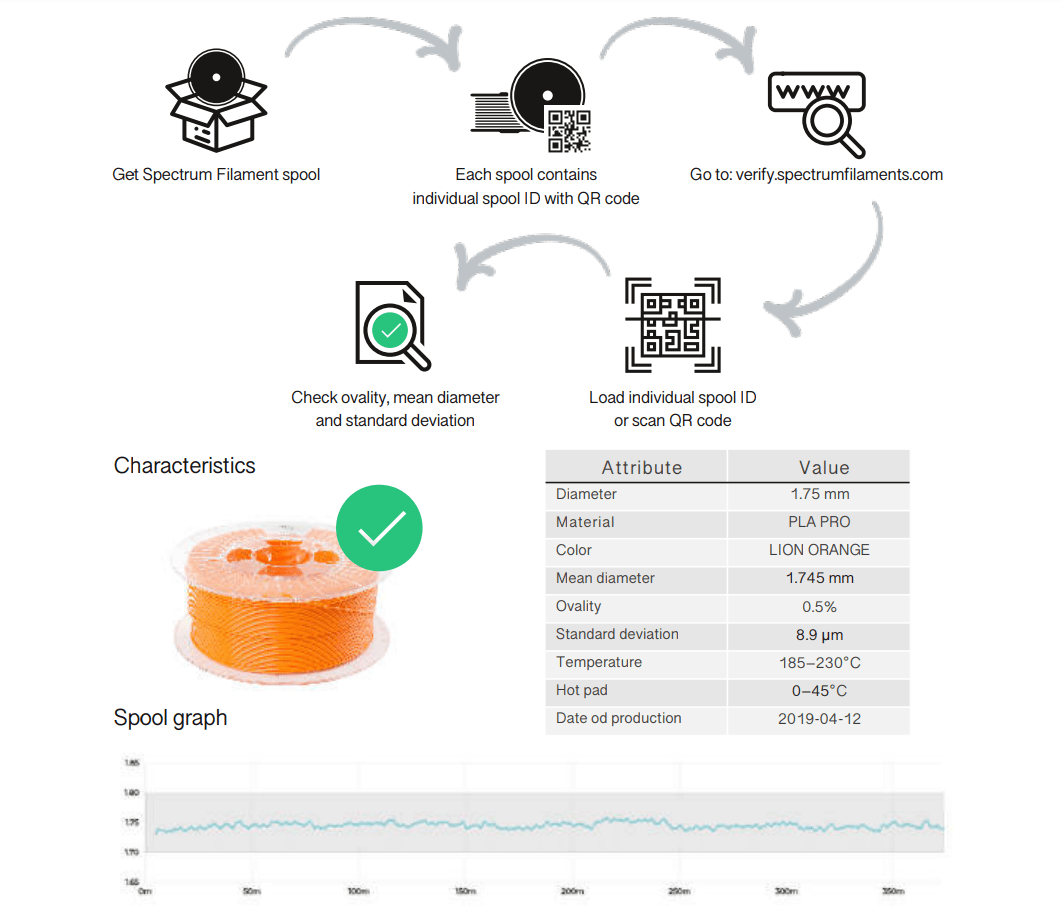
VERIFIQUE A SUA BOBINA - o sistema de controlo de qualidade mais preciso do mercado.
O filamento para impressoras 3D é fabricado pelo método de extrusão livre, que é uma das técnicas de processamento mais difíceis por extrusão, devido ao impacto particularmente significativo dos parâmetros do processo nas dimensões do produto e na homogeneização do material.
Durante a produção, cada 1mm de Spectrum Filament está a ser medido continuamente em 2 eixos com ±0,8µm de precisão, o que permite obter um produto final de alta qualidade. Para provar isto, a Spectrum Filaments, como um dos poucos fabricantes no mundo, introduziu a possibilidade de apresentação online, individualmente para cada bobina fabricada:
⦁ o curso do diâmetro em todo o comprimento da bobina,
⦁ diâmetro médio,
⦁ ovalidade,
⦁ desvio padrão.
Levantamento preciso garante que os produtos Spectrum Filaments satisfazem os rigorosos requisitos do mercado.

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
S-Flex 85A™ Pacific Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
50º a 70º - Temp. recomendada da Heated bed (100ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
Filament Spectrum S-Flex 85A
Flexibilidade com muito boa resistência ao impacto e isolamento térmico.
Spectrum S-Flex 85A é um filamento à base de um poliuretano termoplástico poliéter. Na área do fabrico de aditivos, S-Flex 85A é um material caracterizado por um processo de impressão 3D relativamente fácil e sem falhas. Uma vantagem adicional que permite obter uma impressão perfeita é a muito boa aderência da primeira camada da peça impressa ao espaço de trabalho, independentemente de ser feita de vidro, aço, plástico ou outro material.
A baixa retracção do processamento e a alta flexibilidade reduzem significativamente o risco de enrolamento dos chamados bordos das peças fabricadas. A característica distintiva no nome do filamento 85A - refere-se à dureza do material na escala de Shore e classifica o Spectrum S-Flex 85A na categoria de elastómeros duros. Esta propriedade do ponto de vista do processo de impressão 3D reduz o risco de deformação do filamento no sistema de inserção conduzindo o material até à cabeça de impressão. Isto permite uma impressão ligeiramente mais rápida em comparação com outros elastómeros mais conformes.
As peças feitas de Spectrum S-Flex 85A caracterizam-se por uma resistência muito elevada à hidrólise (uma espécie de degradação causada pela presença de água), boa reciclabilidade e muito boa resistência a forças dinâmicas. Graças a estas propriedades, é possível imprimir peças em 3D que protegem superfícies expostas ao impacto (pára-choques, protecções de arestas vivas), elementos de vedação e protecção com alta resistência química, bem como isoladores térmicos.
Características principais:
- Alta resistência à hidrólise
- Até 650% de alongamento na pausa
- Dureza Shore-A de 85
- Alta resistência à tracção e ao rasgamento
- Baixo encolhimento
- Resistência a muitos óleos industriais e químicos comuns
- Redução do encadeamento enquanto a impressora está a funcionar em modo inactivo
Aplicações:
- Fabrico de vedantes com alta resistência química
- Produção de artigos, que têm de ser utilizados como adsorventes de energia
- Peças funcionais
- Todos os tipos de pára-choques, amortecedores de vibrações
- Guias
- Caixas de protecção
- Peças de encaixe rápido
- Mangas
- Dobradiças
- Para-choques e espaçadores flexíveis,
- Selagem de peças com maior rigidez,
- Elementos amortecedores de mola para utilização na produção e modelação de máquinas,
- Bandas flexíveis de alta resistência,
- Capas e caixas para vários dispositivos,
Embalagem:
O filamento é enrolado na bobina limpa e transparente. Cada carretel contém informação sobre o tipo de material, diâmetro e temperatura de impressão recomendada. O filamento é embalado a vácuo com um absorvedor de humidade. Produto inteiro embalado na embalagem original, dobrada Spectrum Filaments.
VERIFIQUE A SUA BOBINA - o sistema de controlo de qualidade mais preciso do mercado.
O filamento para impressoras 3D é fabricado pelo método de extrusão livre, que é uma das técnicas de processamento mais difíceis por extrusão, devido ao impacto particularmente significativo dos parâmetros do processo nas dimensões do produto e na homogeneização do material.
Durante a produção, cada 1mm de Spectrum Filament está a ser medido continuamente em 2 eixos com ±0,8µm de precisão, o que permite obter um produto final de alta qualidade. Para provar isto, a Spectrum Filaments, como um dos poucos fabricantes no mundo, introduziu a possibilidade de apresentação online, individualmente para cada bobina fabricada:
⦁ o curso do diâmetro em todo o comprimento da bobina,
⦁ diâmetro médio,
⦁ ovalidade,
⦁ desvio padrão.
Levantamento preciso garante que os produtos Spectrum Filaments satisfazem os rigorosos requisitos do mercado.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
S-Flex 85A™ Polar White - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
50º a 70º - Temp. recomendada da Heated bed (100ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
Filament Spectrum S-Flex 85A
Flexibilidade com muito boa resistência ao impacto e isolamento térmico.
Spectrum S-Flex 85A é um filamento à base de um poliuretano termoplástico poliéter. Na área do fabrico de aditivos, S-Flex 85A é um material caracterizado por um processo de impressão 3D relativamente fácil e sem falhas. Uma vantagem adicional que permite obter uma impressão perfeita é a muito boa aderência da primeira camada da peça impressa ao espaço de trabalho, independentemente de ser feita de vidro, aço, plástico ou outro material.
A baixa retracção do processamento e a alta flexibilidade reduzem significativamente o risco de enrolamento dos chamados bordos das peças fabricadas. A característica distintiva no nome do filamento 85A - refere-se à dureza do material na escala de Shore e classifica o Spectrum S-Flex 85A na categoria de elastómeros duros. Esta propriedade do ponto de vista do processo de impressão 3D reduz o risco de deformação do filamento no sistema de inserção conduzindo o material até à cabeça de impressão. Isto permite uma impressão ligeiramente mais rápida em comparação com outros elastómeros mais conformes.
As peças feitas de Spectrum S-Flex 85A caracterizam-se por uma resistência muito elevada à hidrólise (uma espécie de degradação causada pela presença de água), boa reciclabilidade e muito boa resistência a forças dinâmicas. Graças a estas propriedades, é possível imprimir peças em 3D que protegem superfícies expostas ao impacto (pára-choques, protecções de arestas vivas), elementos de vedação e protecção com alta resistência química, bem como isoladores térmicos.
Características principais:
- Alta resistência à hidrólise
- Até 650% de alongamento na pausa
- Dureza Shore-A de 85
- Alta resistência à tracção e ao rasgamento
- Baixo encolhimento
- Resistência a muitos óleos industriais e químicos comuns
- Redução do encadeamento enquanto a impressora está a funcionar em modo inactivo
Aplicações:
- Fabrico de vedantes com alta resistência química
- Produção de artigos, que têm de ser utilizados como adsorventes de energia
- Peças funcionais
- Todos os tipos de pára-choques, amortecedores de vibrações
- Guias
- Caixas de protecção
- Peças de encaixe rápido
- Mangas
- Dobradiças
- Para-choques e espaçadores flexíveis,
- Selagem de peças com maior rigidez,
- Elementos amortecedores de mola para utilização na produção e modelação de máquinas,
- Bandas flexíveis de alta resistência,
- Capas e caixas para vários dispositivos,
Embalagem:
O filamento é enrolado na bobina limpa e transparente. Cada carretel contém informação sobre o tipo de material, diâmetro e temperatura de impressão recomendada. O filamento é embalado a vácuo com um absorvedor de humidade. Produto inteiro embalado na embalagem original, dobrada Spectrum Filaments.
VERIFIQUE A SUA BOBINA - o sistema de controlo de qualidade mais preciso do mercado.
O filamento para impressoras 3D é fabricado pelo método de extrusão livre, que é uma das técnicas de processamento mais difíceis por extrusão, devido ao impacto particularmente significativo dos parâmetros do processo nas dimensões do produto e na homogeneização do material.
Durante a produção, cada 1mm de Spectrum Filament está a ser medido continuamente em 2 eixos com ±0,8µm de precisão, o que permite obter um produto final de alta qualidade. Para provar isto, a Spectrum Filaments, como um dos poucos fabricantes no mundo, introduziu a possibilidade de apresentação online, individualmente para cada bobina fabricada:
⦁ o curso do diâmetro em todo o comprimento da bobina,
⦁ diâmetro médio,
⦁ ovalidade,
⦁ desvio padrão.
Levantamento preciso garante que os produtos Spectrum Filaments satisfazem os rigorosos requisitos do mercado.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
S-FLEX 85A™ Bahama Yellow- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
200º a 230º - Temp. recomendada do Hotend
50º a 70º - Temp. recomendada da Heated bed (100ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão

Filamentos para impressão 3D produzidos pela Bambu Lab.
Empresa na vanguarda da impressão 3D com inúmeros acessórios, impressoras e filamentos que primam pela qualidade e inovação.
RFID- É uma tecnologia que usa ondas de rádio para identificar e rastrear objetos com chips RFID. As bobinas Bambu Lab possuem etiquetas RFID que permitem uma gestão eficiente do stock e logística. As vantagens incluem maior eficiência, redução de erros, melhoria na tomada de decisão, maior visibilidade e possibilidade de integração com sistemas existentes.
O Suporte para PA/PET da Bambu Lab é um produto indispensável para quem utiliza impressoras 3D com filamentos de nylon (PA) e PETG. Este suporte foi projetado para manter o filamento em posição correta durante todo o processo de impressão, prevenindo problemas como emaranhamento e quebra do filamento. Com o Suporte para PA/PET da Bambu Lab, os utilizadores podem ter a certeza de que a sua impressão será mais eficiente e livre de erros, poupando tempo e dinheiro. A escolha do Suporte para PA/PET da Bambu Lab é uma opção acertada para quem procura um produto de qualidade, que irá facilitar e melhorar o seu processo de impressão 3D, especialmente quando se utiliza filamentos mais difíceis de manejar.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
| Suporte para PLA | Suporte para PA/PET | |
| Cor | Branco | Verde |
| Temperatura Nozzle | 210-230°C | 270-290°C |
| Temperatura Bed | 35-45°C | 80-100°C |
| Velocidade de impressão | <200mm/s | <100mm/s |
| Solúvel em Água | Não | Não |
| Recomendado para | PLA | PA-CF, PA-GF, PET-CF |
| Não compatível com | PA-CF, PA-GF, PET-CF, ABS, PETG, TPU, ASA | PLA, ABS, PETG, TPU, ASA |
EXCELÊNCIA DAS FIBRAS DE CARBONO
PA-CFJet
- engenharia de termoplásticos PA12 com 17% de fibras de carbono
- graças às fibras de carbono, o material torna-se mais duro e resistente com a restante resistência ao impacto
- utilização para prototipagem, peças de impressão em 3D, peças de construção, peças com tensão mecânica e térmica
- tem propriedades de impressão semelhantes às do ABS
- altamente resistente ao calor (até 160° C), ao impacto, a produtos químicos e mecânicos
- graças às fibras de carbono, o material tem uma superfície de grafite mate mais áspera
Aplicação:
Como imprimir?
| VANTAGENS | DESVANTAGENS |
| ✅Altamente resistente ao calor (até 160 ° C) | ❌ Câmara fechada |
| ✅ Alta resistência à tracção (até 49 MPa) | |
| ✅ Maior resistência mecânica do que o PAJet padrão | |
| ✅ Alto impacto 45 KJ/m2 |
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK
Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
500g - Rolo
PA-CF JET BLACK - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
230º - 240º - Temp. recomendada do Hotend
110º - 120º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PA)
Difícil - Facilidade de Impressão
Bambu Lab, empresa na vanguarda da impressão 3D com inúmeros acessórios, impressoras e filamentos que primam pela qualidade e inovação.
Os filamentos PAHT-CF Carbon Fiber Nylon, produzidos pela Bambu Labs são de alta qualidade, especialmente desenvolvido para impressão 3D.
Com alta resistência e durabilidade, o filamento PAHT-CF é perfeito para imprimir peças resistentes e leves. Combinando a resistência do carbono com a flexibilidade do nylon, este filamento é ideal para projetos que exigem força, resistência a impactos e uma superfície suave e brilhante.
Este filamento é adequado para qualquer impressora 3D que suporte filamentos de 1,75 mm de diâmetro. Com uma temperatura de extrusão recomendada entre 240 e 260 graus Celsius, pode obter resultados excepcionais em suas impressões 3D.
Com nossa linha de filamentos 3D, tem a liberdade de explorar sua criatividade e imprimir as suas ideias em 3D. Adquire agora o nosso filamento PAHT-CF Carbon Fiber Nylon da Bambu Labs e experimenta a melhor qualidade de impressão 3D.
O filamento vem com bobina.

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
1kg - Rolo
PAHT-CF Carbon Fiber Nylon Black- Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
260º a 290º - Temp. recomendada do Hotend
80º a 100º - Temp. recomendada da Heated bed (80ºC mediante aplicação de 3DLAC)
1.06 g/cm3 - Densidade (Norma D792)
Difícil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.

Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão


FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Graphite - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Red - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
































