FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
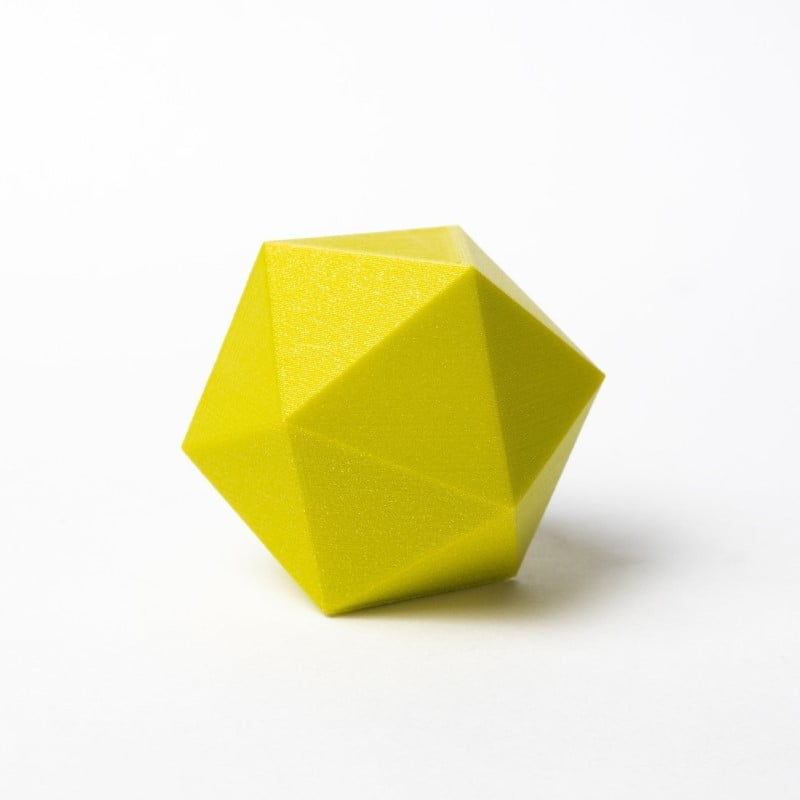
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
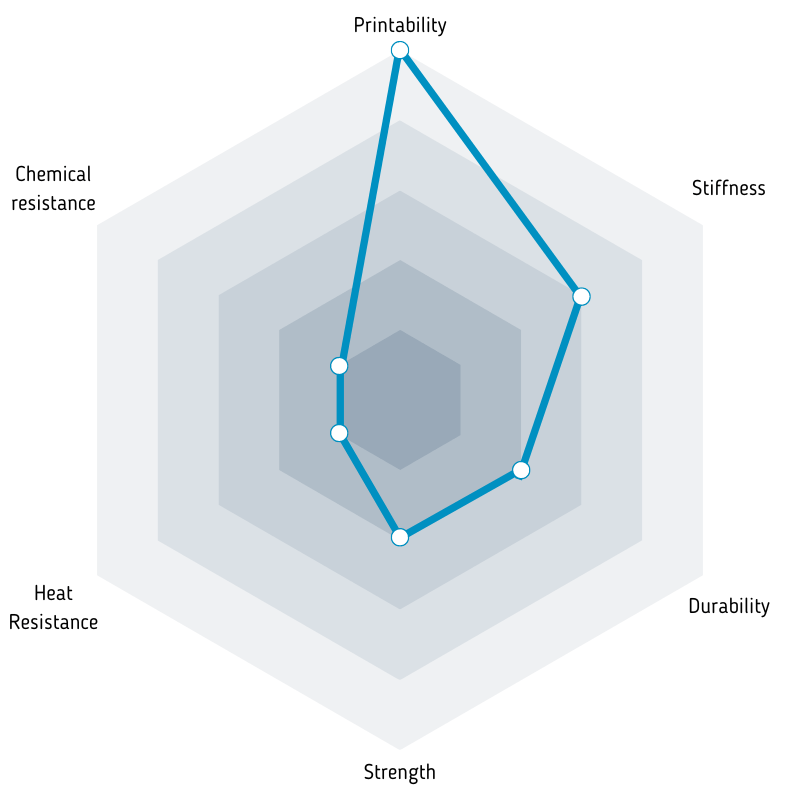
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.

Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
500g - Rolo
FIBERSMOOTH PVB Gray - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão


O PETG Standard da marca Rosa3D é um material básico para impressão 3D sendo um filamento bastante durável e resistente.
As suas propriedades permitem a impressão de elementos precisos e de formas complexas, sendo que o PLA Starter pode ser utilizado para criar protótipos funcionais, gadgets, brinquedos e objectos decorativos.
A facilidade de impressão deve satisfazer os hobbys e os utilizadores profissionais mais avançados.
O filamento PETG Standard é tão fácil de imprimir quanto o PLA Starter.
Os detalhes feitos com o PETG Standard caracterizam-se por uma grande precisão, aderência à mesa, sem odor e baixa redução de molduras. As impressões da NORMA PETG apresentam uma forte resistência química.
Podem ser submetidos a jato de areia, perfuração, serragem, lixagem, corte ou pintura sem danos na sua estrutura integral.
O filamento PETG Standard fabricado a partir de materiais de qualidade alimentar, em conformidade com os regulamentos da União Europeia e da FDA.
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
Se desejar obter acabamentos superficiais extraordinários com PETG recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
om o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 80ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warping .
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
PETG Standard GLOW IN THE DARK - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.02mm - Tolerância Oval
220º a 260º - Temp. recomendada do Hotend
60º a 85º - Temp. recomendada da Heated bed (60ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.


Another shout out to Thomas Sanladerer (toms3d.org) for the challenge to make an ugly color during his visit.
We ended up with some greens that weren't terrible and found it's very difficult to make an ugly color.
To be honest, Lulzbot's company green is not my favorite color, but it was a fun challenge to recreate this color.
I was inspired by the recent Mini 2 release shortly after ERRF.
Realizing I'd missed seeing Lulzbot at ERRF, I followed my inspiration to make For the Lulz Metallic Green HTPLA .
Who knew adding sparkles would totally change my impression of this color? In the light it shifts from lemon to lime covering all the versions I've seen of this color.
I find it shockingly beautiful and I hope you do to! Enjoy!!!

Print with the ease of standard PLA with standard hardware and temperatures, but make fun, mesmerizing prints that stand out. Celebrate good times by printing toys, treasures, and keepsakes. If you want to make a print more fun, just add some metallic pop! Our metallic finish contains no actual metal and has little risk of clogging or wearing your nozzle, and it won't make a glittery mess, but beware the printing is sure to be addictive! Metallic particles are relatively small but have some orientation effects, giving top/bottom surfaces more shine than sidewall, so have some fun playing with orientation to see how the result changes! We recommend 0.2 mm layers for the best result.
Like our other HTPLAs, Metallic HTPLA can be "Heat Treated" to increase crystallinity for "Higher Temperature" resistance compared to amorphous PLA, ABS, and co-polyesters like PETG! Glittler Flake HTPLA prints translucence, but turns opaque when heat treated (or crystallized). With a more crystalline structure, heat treated HTPLA parts can hold form to near melting, though temperatures where the material is practically useful vary greatly depending on geometry and load conditions! For this improved the performance, your prints should be baked in an oven until you see a change from translucent to opaque with reduced gloss. This visual change indicating the improved performance! We've seen the change take place in 5-10 minutes on thin walled parts but can take an hour or more. We've had good luck in a quality, at home convection oven at 110C (225F). Parts will get very "floppy" before becoming more firm, so please leave supports on your parts or support them and bake them on a flat, non-radiating surface (like glass, ceramic, or composite).
For this improved performance, your prints should be baked in an oven until you see a change from translucent pink to opaque pink with reduced gloss. This visual change indicates the improved performance! We've seen the change take place in 5-10 minutes on thin walled parts but can take an hour or more. We've had good luck in a quality, at home convection oven at 110C (225F). Parts will get very "floppy" before becoming more firm, so please leave supports on your parts or support them and bake them on a flat, non-radiating surface (like glass, ceramic, or composite).
In our experience, good results were achieved using standard PLA parameters ranging from 195-225C nozzle with standard build surface preparation (blue tape, glue stick, or BuildTak). No heated bed required but up to 60C is okay. Beware, if the bed temperature is too high, your part base could actually heat treat while printing, increasing warping and decreasing adhesion. Some shrinkage will occur in the heat treating process, so dimension critical parts may need to be scaled appropriately (as much as 2.5% in our experience).
Looking for increased heat resistance without the need to switch to ABS? Protopasta High Temperature PLA offers heat deflection of up to 88° C (190.4° F) compared to standard PLA of 45-54° C (113-135° F). This makes it a great choice for moving parts (gears, RepRap pieces, etc) or prints that would face moderately high temperatures. Our High Temperature PLA is white, but can be painted after annealing.

We've created this page to bring you a premium PLA and HTPLA printing experience that rivals our premium material. Follow below to improve your 3D printing experience. In other words, here's your shortcut to awesomeness with pasta. If at the end of this document you have questions or need assistance, please contact us at [email protected].
Loose coils can be very tricky to manage. Going cowboy on your spool handling can quickly end up in a frustrating, tangled mess. Keep your loose coils wrangled with a spool holder like masterspool for a more trouble-free experience. Find out more about loose coil handling in Keith's blog post.
And for spooled filament, never let go of the loose end. When not in the printer extruder, tuck it away in the cardboard spool's corrugation! Also, avoid sharp bends and excessive force when loading filament into your printer.
At Proto-pasta, we make high quality filament. We aspire to make exceptional results easy, but a positive result is very much dependent on your hardware, set-up, adjustments, and process parameters. Matching hardware with process and material for a positive experience is not always straight-forward, but you can start by pairing the following settings with your printer for a good starting point, then tune or troubleshoot as required.
Volume flow rate together with temperature dictates how melted the material is. This is hardware & condition dependent based on hot end, nozzle & extruder type, material & manufacturer as well as layer fan type, position & settings. Extrusion width, layer thickness & speed changes affect volume flow which may change required/desired temperature.
Post your prints & tag us @Proto_pasta on Twitter and Instagram. Need more help? Consider typical pitfalls and fixes below.
We visited Joel and ended up with a helpful video on the subject:

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
50g- Rolo
HTPLA For the Lulz Metallic Green HTPLA ( Community Inspired ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Muito Fácil - Facilidade de Impressão
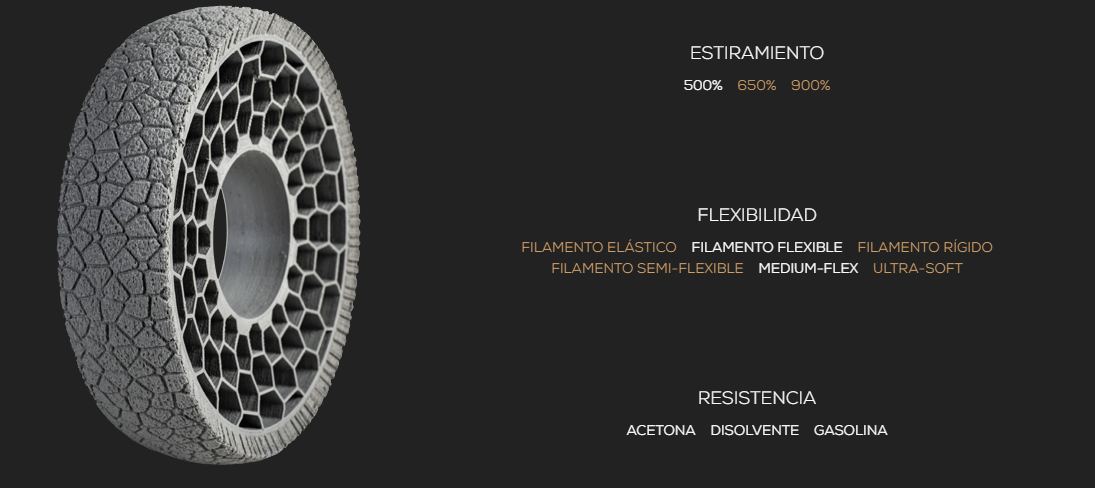
O Filaflex 95A 'Medium-Flex' é um filamento elástico tpe semi-flexível à base de poliuretano (elastómero termoplástico).
Tem uma dureza de 95A, o que significa que pode esticar até 500% antes de quebrar.
É muito fácil de usar e depois de esticar, volta à sua forma original sem deformar ou quebrar, mostrando excelentes propriedades mecânicas.
Os filamentos da gama Filaflex têm uma grande aderência à cama de impressão, por isso não precisam de uma cama aquecida, fita azul, fita Kapton, laca ou qualquer outro adesivo de spray.
Além disso, são inodoros e resistentes a solventes, acetona e combustível. São necessárias diferentes diretrizes para a impressão com a Filaflex.
É por isso que a impressora 3D precisa de ser devidamente configurada.
Como começar com a Filaflex?
Em primeiro lugar, recomendamos este artigo sobre como imprimir com materiais flexíveis escritos por Steve Wood da Gyrobot..
Aplicações:
O Filaflex 95A não é tóxico e pode entrar em contacto com a pele, mas não está aprovado para uso médico ou alimentar. Pode ser usado para criar:
– Palmilhas: palmilhas ortostáticas.
– Próteses e modelos de órgãos: braços e mãos protésicos, órgãos para simulação de operações cirúrgicas, etc.
– Objetos e peças flexíveis para fabrico e indústria automóvel: rolhas, juntas, pneus, pegas, etc.
– Peças têxteis e acessórios: vestuário têxtil, tecidos, impressões em peças de vestuário, sacos, brincos, etc.
– Calçado: solas, sapatos, sandálias, chinelos, etc.
500g - Rolo
TPU - Material
95A - Dureza
Red - Cor
2.85mm - Espessura
215º a 250º - Temp. recomendada do Hotend
0º a 40º - Temp. recomendada da Heated bed
15 mm/s a 70mm/s (começar sempre pela velocidade mais lenta) - Velocidade recomendada de impressão 3D
Recomendamos a desligar as retracções do extrusor e apertar ao mínimo a mola de aperto do filamento.
Difícil - Facilidade de Impressão
AzureFilm PAHT CF é a fórmula à base de poliamida (PA6) mais fácil de imprimir, contendo fibras de carbono que poderá encontrar no mercado, com capacidade para ser imprimível em máquinas de câmara não aquecidas. O material é resistente, tem excelente resistência à abrasão, resistência à fadiga, boa resistência química, alta resistência e rigidez. Além de ter excelente resistência à tracção e ao impacto, o material composto permite uma utilização contínua curta até 160°C (Tempo de vida útil máximo 200h). O material é totalmente compatível com suportes solúveis tais como PVA, BVOH, PVOH e totalmente compatível com suportes separadores tais como HIPS. A sua absorção de água demora cerca de 4 vezes mais tempo a atingir o ponto de saturação em comparação com PA6 não modificado e tem um ponto de saturação 5 vezes mais baixo do que os materiais PA6 convencionais. A espessura das fibras no seu interior varia entre 0,4mm-0,6mm, razão pela qual o diâmetro do bico tem de ser > 0,6mm.
Os compósitos reforçados com fibras oferecem propriedades mecânicas excepcionais. Para além dos factores de condução típicos dos compósitos, tais como orientação das fibras, volume das fibras e forma de empilhamento, os cientistas descobriram que parâmetros de impressão tais como densidade de enchimento, velocidade do Nozzle, espessura da camada, tipo de Nozzle, padrão de enchimento, orientação construída, temperaturas de cama mostraram influenciar as propriedades mecânicas.
Filamento PETG AzureFilm fabricado na EU. é um material para impressão 3D, sendo um filamento bastante durável e resistente.
As suas propriedades permitem a impressão de elementos precisos e de formas complexas, sendo que o PETG pode ser utilizado para criar protótipos funcionais, gadgets, brinquedos, objectos técnicos, industriais e decorativos.
A facilidade de impressão deve satisfazer os hobbys e os utilizadores profissionais mais avançados.
O PETG AzureFilm é especialmente concebido para facilitar a sua utilização para todos os principiantes e principiantes.
O filamento PETG AzureFilm é compatível com quase todas as impressoras 3D, incluindo impressoras RepRap e MakerBot, Ultimaker, Bits from Bytes, Airwolf3D, Makergear, Printrbot, Bukobot, Creality, Type A Machines e muitas mais.

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
500g - Rolo
PAHT Carbon Fiber - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
270º a 290º - Temp. recomendada do Hotend
90º a 120º - Temp. recomendada da Heated bed (80ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
Ultrafuse® TPC 45D (anterior Innofil3D InnoFlex 45) é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico copoliéster termoplástico de elastómero parcialmente biológico, que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
Este material tem comprovadamente uma pegada de carbono até 50% inferior aos co-poliésteres comparáveis.
O material proporciona uma excelente aderência no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
![]()
BASF é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante e distribuidor nacional da marca BASF
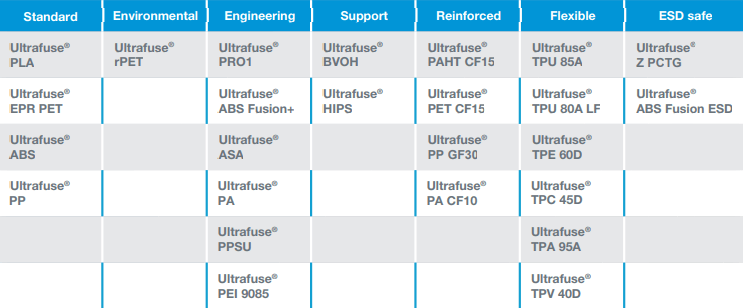
Os nossos especialistas em Fabrico de Filamentos Fusíveis (FFF) fornecem-lhe uma vasta gama de materiais que oferecem uma variedade de propriedades benéficas do material, tais como a facilidade de impressão, estabilidade dimensional, durabilidade e flexibilidade.
A gama de produtos Ultrafuse® oferece aplicações tanto para sistemas de extrusão Bowden como para sistemas de extrusão directa.
Filamento à base de Elastómero Termoplástico Copoliéster
Ultrafuse® TPC 45D é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico.
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico termoplástico copoliéster elastómero parcialmente bio, derivado do óleo de colza e que combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
O TPC 45D é um Elastómero de Copoliéster Termoplástico de tipo borracha (TPE-C), que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres. O material proporciona uma excelente adesão no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
Este material tem comprovadamente uma pegada de carbono até 50% mais baixa do que os co-poliesters comparáveis.
Elastómero Copoliéster Termoplástico tipo Borracha (TPE-C)
Flexibilidade
Resistência ao impacto
Capas protectoras
Peças de torneamento
Humedecimento
Combinando plásticos duros com flex
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar Fita cola de Pintor e DIMAFIX na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
TPC 45D Ultrafuse Silver - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
230º a 250º - Temp. recomendada do Hotend
30º - Temp. recomendada da Heated bed (mediante aplicação de potênciador de aderência )
Moderado - Facilidade de Impressão
*Os dados do produto são fornecidos de boa fé e representam propriedades típicas baseadas no nosso conhecimento e experiência actuais; estes dados não devem ser interpretados como limites de especificação ou valores padrão. As propriedades do produto podem ser alteradas sem aviso prévio. Este documento não cria qualquer responsabilidade, garantia ou garantia de desempenho do produto. É da responsabilidade do comprador determinar a adequação dos produtos Ultrafuse® para a aplicação pretendida.
Ultrafuse® TPC 45D (anterior Innofil3D InnoFlex 45) é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico copoliéster termoplástico de elastómero parcialmente biológico, que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
Este material tem comprovadamente uma pegada de carbono até 50% inferior aos co-poliésteres comparáveis.
O material proporciona uma excelente aderência no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
![]()
BASF é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante e distribuidor nacional da marca BASF
Os nossos especialistas em Fabrico de Filamentos Fusíveis (FFF) fornecem-lhe uma vasta gama de materiais que oferecem uma variedade de propriedades benéficas do material, tais como a facilidade de impressão, estabilidade dimensional, durabilidade e flexibilidade.
A gama de produtos Ultrafuse® oferece aplicações tanto para sistemas de extrusão Bowden como para sistemas de extrusão directa.
Filamento à base de Elastómero Termoplástico Copoliéster
Ultrafuse® TPC 45D é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico.
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico termoplástico copoliéster elastómero parcialmente bio, derivado do óleo de colza e que combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
O TPC 45D é um Elastómero de Copoliéster Termoplástico de tipo borracha (TPE-C), que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres. O material proporciona uma excelente adesão no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
Este material tem comprovadamente uma pegada de carbono até 50% mais baixa do que os co-poliesters comparáveis.
Elastómero Copoliéster Termoplástico tipo Borracha (TPE-C)
Flexibilidade
Resistência ao impacto
Capas protectoras
Peças de torneamento
Humedecimento
Combinando plásticos duros com flex
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar Fita cola de Pintor e DIMAFIX na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
TPC 45D Ultrafuse Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
230º a 250º - Temp. recomendada do Hotend
30º - Temp. recomendada da Heated bed (mediante aplicação de potênciador de aderência )
Moderado - Facilidade de Impressão
*Os dados do produto são fornecidos de boa fé e representam propriedades típicas baseadas no nosso conhecimento e experiência actuais; estes dados não devem ser interpretados como limites de especificação ou valores padrão. As propriedades do produto podem ser alteradas sem aviso prévio. Este documento não cria qualquer responsabilidade, garantia ou garantia de desempenho do produto. É da responsabilidade do comprador determinar a adequação dos produtos Ultrafuse® para a aplicação pretendida.
Ultrafuse® TPC 45D (anterior Innofil3D InnoFlex 45) é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico copoliéster termoplástico de elastómero parcialmente biológico, que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
Este material tem comprovadamente uma pegada de carbono até 50% inferior aos co-poliésteres comparáveis.
O material proporciona uma excelente aderência no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
![]()
BASF é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante e distribuidor nacional da marca BASF
Os nossos especialistas em Fabrico de Filamentos Fusíveis (FFF) fornecem-lhe uma vasta gama de materiais que oferecem uma variedade de propriedades benéficas do material, tais como a facilidade de impressão, estabilidade dimensional, durabilidade e flexibilidade.
A gama de produtos Ultrafuse® oferece aplicações tanto para sistemas de extrusão Bowden como para sistemas de extrusão directa.
Filamento à base de Elastómero Termoplástico Copoliéster
Ultrafuse® TPC 45D é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico.
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico termoplástico copoliéster elastómero parcialmente bio, derivado do óleo de colza e que combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
O TPC 45D é um Elastómero de Copoliéster Termoplástico de tipo borracha (TPE-C), que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres. O material proporciona uma excelente adesão no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
Este material tem comprovadamente uma pegada de carbono até 50% mais baixa do que os co-poliesters comparáveis.
Elastómero Copoliéster Termoplástico tipo Borracha (TPE-C)
Flexibilidade
Resistência ao impacto
Capas protectoras
Peças de torneamento
Humedecimento
Combinando plásticos duros com flex
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar Fita cola de Pintor e DIMAFIX na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
TPC 45D Ultrafuse Green - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
230º a 250º - Temp. recomendada do Hotend
30º - Temp. recomendada da Heated bed (mediante aplicação de potênciador de aderência )
Moderado - Facilidade de Impressão
*Os dados do produto são fornecidos de boa fé e representam propriedades típicas baseadas no nosso conhecimento e experiência actuais; estes dados não devem ser interpretados como limites de especificação ou valores padrão. As propriedades do produto podem ser alteradas sem aviso prévio. Este documento não cria qualquer responsabilidade, garantia ou garantia de desempenho do produto. É da responsabilidade do comprador determinar a adequação dos produtos Ultrafuse® para a aplicação pretendida.
Ultrafuse® TPC 45D (anterior Innofil3D InnoFlex 45) é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico copoliéster termoplástico de elastómero parcialmente biológico, que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
Este material tem comprovadamente uma pegada de carbono até 50% inferior aos co-poliésteres comparáveis.
O material proporciona uma excelente aderência no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
![]()
BASF é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante e distribuidor nacional da marca BASF
Os nossos especialistas em Fabrico de Filamentos Fusíveis (FFF) fornecem-lhe uma vasta gama de materiais que oferecem uma variedade de propriedades benéficas do material, tais como a facilidade de impressão, estabilidade dimensional, durabilidade e flexibilidade.
A gama de produtos Ultrafuse® oferece aplicações tanto para sistemas de extrusão Bowden como para sistemas de extrusão directa.
Filamento à base de Elastómero Termoplástico Copoliéster
Ultrafuse® TPC 45D é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico.
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico termoplástico copoliéster elastómero parcialmente bio, derivado do óleo de colza e que combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
O TPC 45D é um Elastómero de Copoliéster Termoplástico de tipo borracha (TPE-C), que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres. O material proporciona uma excelente adesão no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
Este material tem comprovadamente uma pegada de carbono até 50% mais baixa do que os co-poliesters comparáveis.
Elastómero Copoliéster Termoplástico tipo Borracha (TPE-C)
Flexibilidade
Resistência ao impacto
Capas protectoras
Peças de torneamento
Humedecimento
Combinando plásticos duros com flex
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar Fita cola de Pintor e DIMAFIX na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
TPC 45D Ultrafuse Yellow - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
230º a 250º - Temp. recomendada do Hotend
30º - Temp. recomendada da Heated bed (mediante aplicação de potênciador de aderência )
Moderado - Facilidade de Impressão
*Os dados do produto são fornecidos de boa fé e representam propriedades típicas baseadas no nosso conhecimento e experiência actuais; estes dados não devem ser interpretados como limites de especificação ou valores padrão. As propriedades do produto podem ser alteradas sem aviso prévio. Este documento não cria qualquer responsabilidade, garantia ou garantia de desempenho do produto. É da responsabilidade do comprador determinar a adequação dos produtos Ultrafuse® para a aplicação pretendida.
Ultrafuse® TPC 45D (anterior Innofil3D InnoFlex 45) é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico copoliéster termoplástico de elastómero parcialmente biológico, que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
Este material tem comprovadamente uma pegada de carbono até 50% inferior aos co-poliésteres comparáveis.
O material proporciona uma excelente aderência no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
![]()
BASF é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante e distribuidor nacional da marca BASF
Os nossos especialistas em Fabrico de Filamentos Fusíveis (FFF) fornecem-lhe uma vasta gama de materiais que oferecem uma variedade de propriedades benéficas do material, tais como a facilidade de impressão, estabilidade dimensional, durabilidade e flexibilidade.
A gama de produtos Ultrafuse® oferece aplicações tanto para sistemas de extrusão Bowden como para sistemas de extrusão directa.
Filamento à base de Elastómero Termoplástico Copoliéster
Ultrafuse® TPC 45D é um material elastómero flexível, semelhante à borracha, com uma pegada de carbono reduzida e um melhor desempenho elástico.
Tem uma dureza em terra de 45D e é feito de Arnitel®Eco. Arnitel®Eco é um plástico termoplástico copoliéster elastómero parcialmente bio, derivado do óleo de colza e que combina as melhores propriedades dos elastómeros (borrachas) e poliésteres.
O TPC 45D é um Elastómero de Copoliéster Termoplástico de tipo borracha (TPE-C), que é derivado do óleo de colza e combina as melhores propriedades dos elastómeros (borrachas) e poliésteres. O material proporciona uma excelente adesão no sentido Z, o que significa que as camadas impressas não se destacam - mesmo com deformações extremas.
Especialmente adequado para imprimir peças flexíveis como pneus miniatura, correias de transmissão, braceletes e peças que têm de ser extremamente flexíveis e têm de ser dobradas frequentemente.
Este material tem comprovadamente uma pegada de carbono até 50% mais baixa do que os co-poliesters comparáveis.
Elastómero Copoliéster Termoplástico tipo Borracha (TPE-C)
Flexibilidade
Resistência ao impacto
Capas protectoras
Peças de torneamento
Humedecimento
Combinando plásticos duros com flex
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar Fita cola de Pintor e DIMAFIX na base da plataforma.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
500g - Rolo
TPC 45D Ultrafuse Apricot Skin - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
230º a 250º - Temp. recomendada do Hotend
30º - Temp. recomendada da Heated bed (mediante aplicação de potênciador de aderência )
Moderado - Facilidade de Impressão
*Os dados do produto são fornecidos de boa fé e representam propriedades típicas baseadas no nosso conhecimento e experiência actuais; estes dados não devem ser interpretados como limites de especificação ou valores padrão. As propriedades do produto podem ser alteradas sem aviso prévio. Este documento não cria qualquer responsabilidade, garantia ou garantia de desempenho do produto. É da responsabilidade do comprador determinar a adequação dos produtos Ultrafuse® para a aplicação pretendida.
































