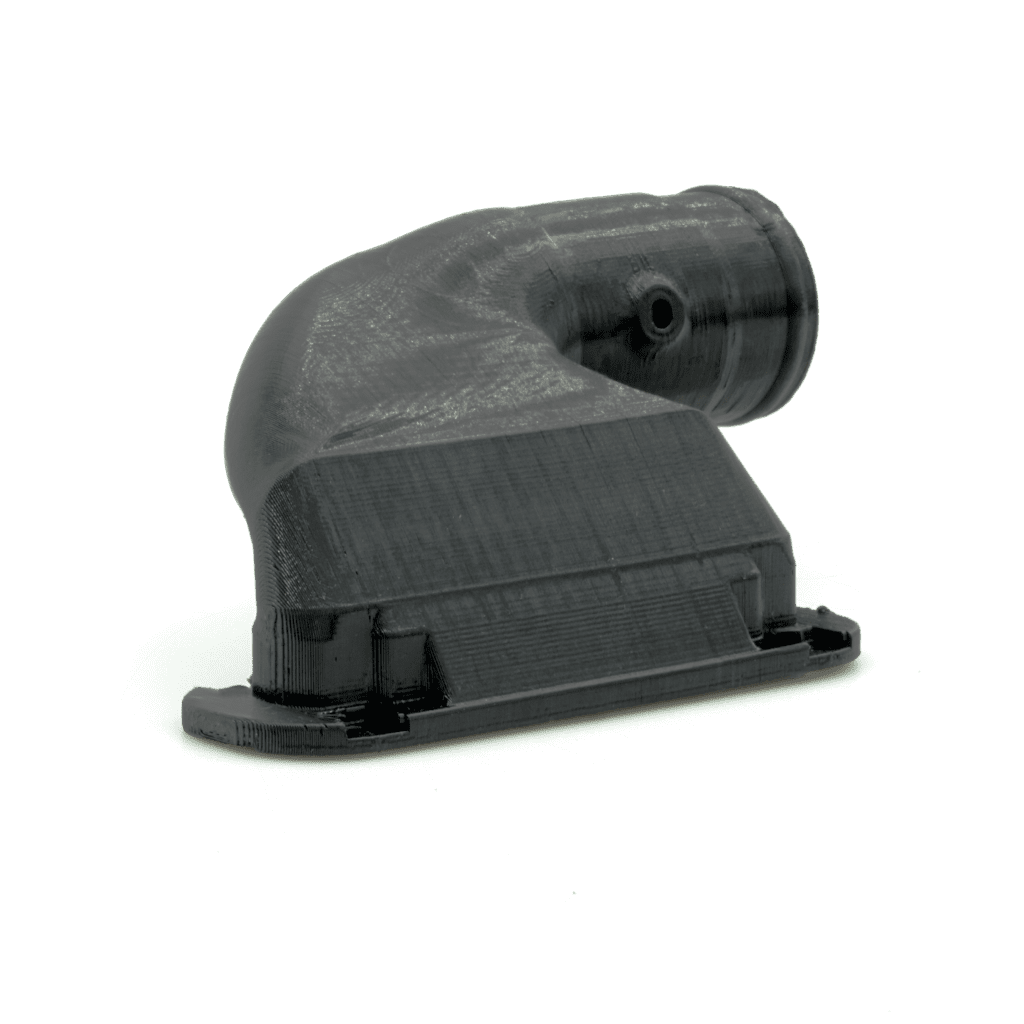
O PEI 9085 (feito a partir da resina ULTEM™ 9085) é um material de resistência excecional. É utilizado diariamente nos setores mais exigentes, como aviação, transporte ferroviário e indústria automóvel. Graças às suas propriedades únicas, como incombustibilidade (UL 94 V0) e não toxicidade, é valorizado e aprovado por fabricantes de aeronaves (FAR 25.853) e pela indústria ferroviária (EN 45545).
As peças produzidas com resina ULTEM™ são uma alternativa eficaz a elementos metálicos, combinando a resistência do aço com a leveza do alumínio. Isto permite reduzir o tempo e os custos de desenvolvimento e fabrico de peças totalmente funcionais.
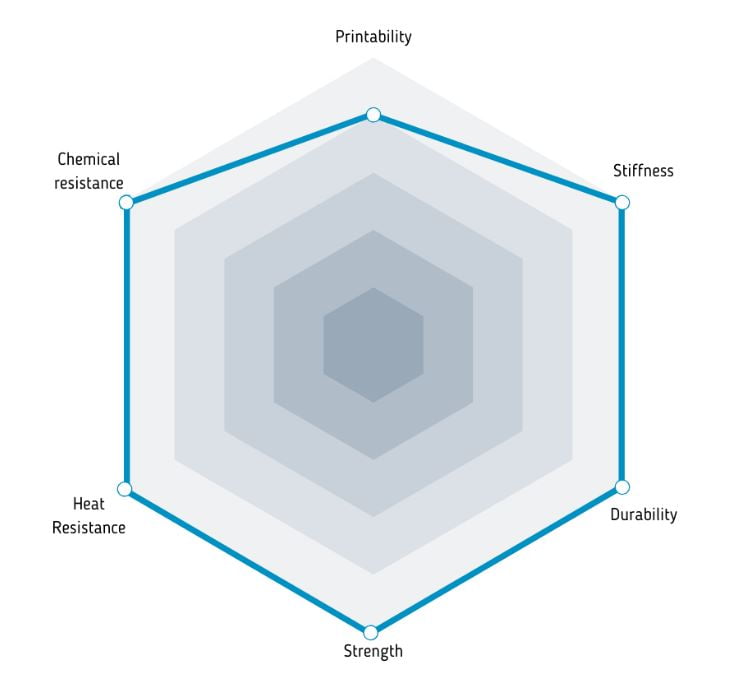
O PEI 9085 destaca-se pela sua elevada resistência à abrasão, temperaturas extremas até 180°C, solventes e radiação UV. Estas características tornam-no uma excelente escolha para aplicações que operam em condições extremas. Além disso, possui alta resistência dielétrica e boa condutividade térmica.
Quando comparado com outros materiais como PEEK e PEKK, o PEI 9085 apresenta uma resistência, estabilidade e resistência ao creep ligeiramente inferiores.

Para imprimir com PEI 9085, precisas de uma impressora compatível com materiais de alta temperatura (ex.: PEEK, PEKK, PEI). Para obter impressões de qualidade, é essencial utilizar uma câmara aquecida, garantindo uma distribuição uniforme do calor.
✈️ Aviação: peças de máquinas, elementos estruturais, componentes de sistemas de ventilação
🚗 Indústria Automóvel: peças de motor, componentes de substituição, carcaças de sensores
🔌 Eletrónica: conectores, caixas para componentes eletrónicos, isolamento de cabos, peças para células de combustível
🎖 Indústria Militar: proteções para sistemas de armas, carcaças para sistemas de iluminação, invólucros para sistemas óticos
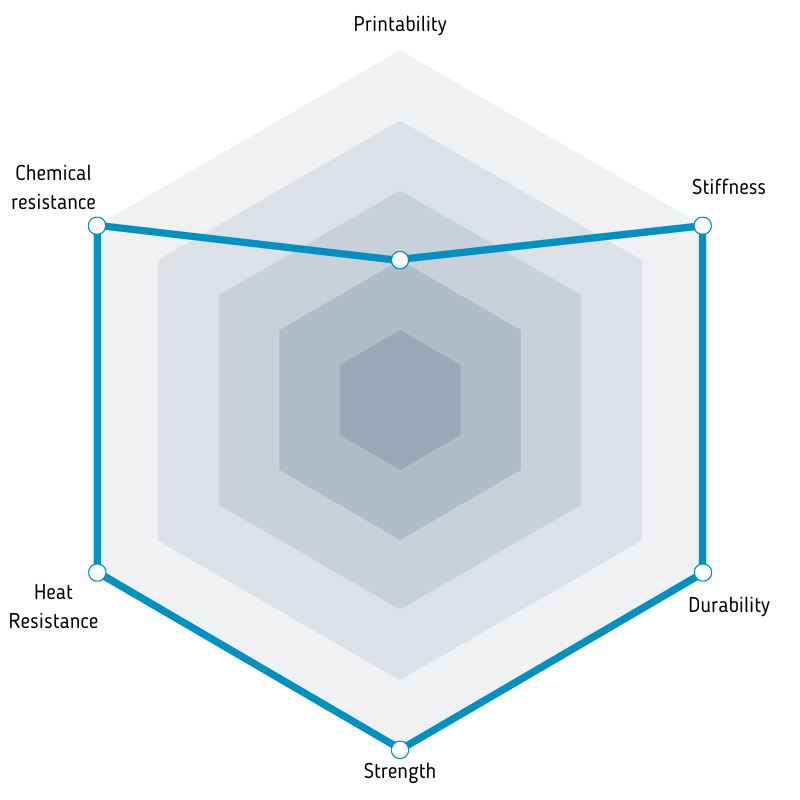
✔ Resistência à abrasão
🔥 Resistência a temperaturas superiores a 190°C e à radiação UV
🚫🔥 Incombustível e com baixa emissão de fumo
🛠 Elevada resistência mecânica
🧪 Resistência química
📏 Baixa contração
Especificações do Filamento PEI 9085
| Diâmetro | Tolerância do Diâmetro | Tolerância Oval | Temperatura de Impressão | Temperatura da Mesa |
|---|---|---|---|---|
| 1.75 mm | +/- 0.02 mm | + 0.01 mm | 350-380°C | 160°C |
Os seguintes parâmetros são apenas configurações de impressão recomendadas para este material. Para garantir a melhor qualidade de impressão, é necessário ajustar as definições de acordo com a impressora específica e as condições de impressão.
| Temperatura do Bico | 350-380°C |
| Temperatura da Mesa | 160°C |
| Câmara Fechada | >80°C |
| Ventoinha | 0-25% |
| Flowrate | 90-100% |
| Velocidade de Impressão | 30-60 mm/s |
| Superfície | Magigoo Pro HT |
| Retração (direta) | Sim, 1-2 mm |
| Velocidade de Retração | 20-45 mm/s |
| Condições de Secagem | 120°C / 6h – Temperaturas de secagem mais elevadas podem levar à deformação do carretel. |
10M (AMOSTRA) - Rolo
PEI 9085 Natural - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
350º a 380º - Temp. recomendada do Hotend
160º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
O PEI 9085 (feito a partir da resina ULTEM™ 9085) é um material de resistência excecional. É utilizado diariamente nos setores mais exigentes, como aviação, transporte ferroviário e indústria automóvel. Graças às suas propriedades únicas, como incombustibilidade (UL 94 V0) e não toxicidade, é valorizado e aprovado por fabricantes de aeronaves (FAR 25.853) e pela indústria ferroviária (EN 45545).
As peças produzidas com resina ULTEM™ são uma alternativa eficaz a elementos metálicos, combinando a resistência do aço com a leveza do alumínio. Isto permite reduzir o tempo e os custos de desenvolvimento e fabrico de peças totalmente funcionais.
O PEI 9085 destaca-se pela sua elevada resistência à abrasão, temperaturas extremas até 180°C, solventes e radiação UV. Estas características tornam-no uma excelente escolha para aplicações que operam em condições extremas. Além disso, possui alta resistência dielétrica e boa condutividade térmica.
Quando comparado com outros materiais como PEEK e PEKK, o PEI 9085 apresenta uma resistência, estabilidade e resistência ao creep ligeiramente inferiores.
Para imprimir com PEI 9085, precisas de uma impressora compatível com materiais de alta temperatura (ex.: PEEK, PEKK, PEI). Para obter impressões de qualidade, é essencial utilizar uma câmara aquecida, garantindo uma distribuição uniforme do calor.
✈️ Aviação: peças de máquinas, elementos estruturais, componentes de sistemas de ventilação
🚗 Indústria Automóvel: peças de motor, componentes de substituição, carcaças de sensores
🔌 Eletrónica: conectores, caixas para componentes eletrónicos, isolamento de cabos, peças para células de combustível
🎖 Indústria Militar: proteções para sistemas de armas, carcaças para sistemas de iluminação, invólucros para sistemas óticos
✔ Resistência à abrasão
🔥 Resistência a temperaturas superiores a 190°C e à radiação UV
🚫🔥 Incombustível e com baixa emissão de fumo
🛠 Elevada resistência mecânica
🧪 Resistência química
📏 Baixa contração
Especificações do Filamento PEI 9085
| Diâmetro | Tolerância do Diâmetro | Tolerância Oval | Temperatura de Impressão | Temperatura da Mesa |
|---|---|---|---|---|
| 1.75 mm | +/- 0.02 mm | + 0.01 mm | 350-380°C | 160°C |
Os seguintes parâmetros são apenas configurações de impressão recomendadas para este material. Para garantir a melhor qualidade de impressão, é necessário ajustar as definições de acordo com a impressora específica e as condições de impressão.
| Temperatura do Bico | 350-380°C |
| Temperatura da Mesa | 160°C |
| Câmara Fechada | >80°C |
| Ventoinha | 0-25% |
| Flowrate | 90-100% |
| Velocidade de Impressão | 30-60 mm/s |
| Superfície | Magigoo Pro HT |
| Retração (direta) | Sim, 1-2 mm |
| Velocidade de Retração | 20-45 mm/s |
| Condições de Secagem | 120°C / 6h – Temperaturas de secagem mais elevadas podem levar à deformação do carretel. |
10M (AMOSTRA) - Rolo
PEI 9085 - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
350º a 380º - Temp. recomendada do Hotend
160º - Temp. recomendada da Heated bed (90ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão

ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.



🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹Maior Ω do que o PLA Condutivo
🔹Resistência à superfície 10^4-10^6 Ω
🔹Impressão fácil, baixo empeno e desgaste
🔹A partir de Novembro de 2024 Endless Exploration
🔹Fabricado nos EUA, exclusivo Protopasta
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.

Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
1kg- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
ProtoPasta é uma empresa situada nos Estados Unidos da América, de produção de filamentos para impressão 3D de alta qualidade.
Caracterizada pelos rolos feitos em cartão, esta marca é mundialmente famosa por ser especializada em materiais como PLA e ABS modificados com outros materiais, como o PLA Magnético; o PLA Condutivo; PLA de fibra de carbono; HTPLA de cobre, latão ou bronze; ou o ABS-PC.
O original continua a ser o melhor! O primeiro filamento de PLA com fibra de carbono do mundo foi lançado pela ProtoPlant há quase 5 anos.
Outros tentam, mas não conseguem igualar a qualidade e a facilidade de impressão deste produto.
Disponível a um preço acessível para o dia a dia, experimenta uma bobina gigante de 3 kg para impressões em grande formato!
As bobinas de 3 kg de 1,75 mm de diâmetro contêm mais de 1 km de filamento! Que incrível, não achas?!


O Protopasta Carbon Fiber PLA é baseado no nosso PLA de alta qualidade e impressão fácil. Produzido com os melhores ingredientes secos e extrudido com todo o cuidado na nossa fábrica em Washington, utilizando sistemas de extrusão desenvolvidos por nós.
As impressões em CFPLA são mais rígidas e fáceis de processar (geralmente com as mesmas definições do PLA padrão), além de permitirem uma remoção simples de suportes. Graças à excelente adesão entre camadas e à mínima deformação, mesmo sem mesa aquecida, este é um exótico perfeito para o dia a dia e para peças precisas. As linhas das camadas praticamente desaparecem com o belo acabamento preto mate, que ainda tem um ligeiro brilho devido à fibra de carbono, tornando-o super fotogénico! 📸✨
⚠️ Atenção: Este filamento é ligeiramente mais abrasivo do que o PLA normal. Prepara-te para substituir o bico e ajustar a primeira camada após um uso prolongado ou faz um upgrade para um bico resistente ao desgaste para menos manutenção.
🔹 Disponível nos diâmetros 1.75 mm e 2.85 mm (3 mm)
🔹 Bobinas de 500g com 8" de diâmetro e 3kg com 12" de diâmetro
🔹 Compatível com a maioria das impressoras PLA-friendly: Lulzbot, Makerbot, FlashForge, Dremel, Ultimaker, Printrbot, entre outras.
⚠️ Nota: Em forma de filamento, o CFPLA é ligeiramente mais frágil do que o PLA normal, por isso requer um pouco mais de cuidado ao manusear.
A impressão é semelhante à do PLA padrão e não requer mesa aquecida. O processo pode ser menos consistente em bicos menores ou em máquinas Bowden.
🔹Para a melhor experiência, recomendamos:
🔹Bicos de 0.6 mm
🔹 Temperatura entre 210-230°C
🔹 Apesar de podermos imprimir até 240°C com bicos de 0.4 mm, o ideal é seguir as recomendações acima!
Pronto para dar um boost nas tuas impressões com um toque de fibra de carbono?
🔹 Semelhante ao Carbon Fiber PLA, mas com proteção ESD
🔹 Resistência de superfície: 10⁴ - 10⁶ Ω
🔹 Baixa deformação + rigidez da fibra de carbono
🔹 Recomenda-se um bico resistente ao desgaste
🚀 Disponível a partir de novembro de 2024 – Endless Exploration
🇺🇸 Produzido nos EUA, exclusivo da Protopasta!
📩 Subscreve o programa "Endless Exploration" e recebe novos materiais com novas funções a cada 2 meses!
🔔 Junta-te à nossa newsletter para novidades, suporte e descontos exclusivos!
📄 Fichas Técnicas
As fichas técnicas estão disponíveis para download aqui.
Se precisares de mais informações ou suporte técnico, entra em contacto connosco!
📄 Fichas de Segurança
As fichas de segurança estão disponíveis para download aqui.
Se precisares de mais informações sobre manuseamento seguro e especificações do material, estamos à disposição para ajudar! 🚀
Criámos esta página para te proporcionar uma experiência de impressão premium com PLA e HTPLA que rivaliza com os nossos materiais topo de gama. Segue as dicas abaixo para melhorar a tua experiência de impressão 3D. Em outras palavras, aqui está o teu atalho para a excelência com pasta!
Se no final deste documento ainda tiveres dúvidas ou precisares de assistência, contacta-nos através de [email protected].
Bobinas soltas podem ser um verdadeiro pesadelo para gerir. Se lidares com elas sem cuidado, podes acabar rapidamente com um emaranhado frustrante. Mantém as tuas bobinas soltas bem organizadas com um suporte adequado, como o Masterspool, para uma experiência de impressão sem dores de cabeça. Descobre mais sobre isto no blog do Keith.
Para filamento enrolado na bobina, nunca largues a ponta solta! Quando não estiver na impressora, prende-a na ondulação da bobina de cartão. Evita também dobras acentuadas e força excessiva ao carregar o filamento na tua impressora.
Na Proto-pasta, produzimos filamento de alta qualidade e queremos tornar os melhores resultados fáceis de obter. No entanto, um bom resultado depende muito do teu hardware, configuração e parâmetros de impressão. Para começares bem, recomendamos estas definições básicas para depois afinares conforme necessário:
✅ Diâmetro do bico: 0.4 mm (Padrão na maioria das impressoras; equilibra detalhe e produtividade.)
✅ Largura de extrusão: 0.45 mm (Geralmente um pouco maior que o diâmetro do bico. Se usares um bico maior, ajusta a largura de extrusão proporcionalmente.)
✅ Altura da camada: 0.15 mm (Equilibra velocidade, qualidade e fiabilidade.)
✅ Velocidade de impressão: 15-45 mm/s (Mantém-te dentro deste intervalo, aplicando velocidades mais baixas nas paredes e mais altas no preenchimento.)
✅ Taxa de fluxo de volume: 1-3 mm³/s (Depende da velocidade, largura de extrusão e altura da camada. Ajusta conforme o hardware e a geometria da peça.)
✅ Temperatura recomendada: 215°C ± 10°C (Depende do material, do hardware e da taxa de fluxo de volume.)
🔹 Nota: A taxa de fluxo de volume e a temperatura determinam o quão bem derretido o material fica. Isto depende do hotend, bico, extrusora, fabricante do material e das definições da ventoinha.
✔️ Preenchimento: Tipo "Grid" entre 20-30% (Desativa a opção "connect infill lines").
✔️ Paredes e camadas: Mínimo de 3 paredes e 4 camadas superiores/inferiores para uma boa qualidade de superfície.
✔️ Ventoinha da camada: Suficientemente alta para arrefecer a peça, mas não ao ponto de arrefecer demasiado o hotend.
Para afinares a tua impressão, usa:
🔹 Single Wall Box – Para ajustar temperatura e configurações de extrusão.
🔹 Protognome – Para validar resultados.
💡 Partilha as tuas impressões! Marca-nos no Twitter e Instagram @Proto_pasta 📸🎨
❌ Problemas frequentes:
✅ Soluções recomendadas:
✔️ Substituir o heat break por um modelo OEM com furo reto e acabamento limpo.
✔️ Assegurar uma montagem correta, sem espaços onde o plástico possa vazar.
✔️ Aplicar uma pequena quantidade de óleo ao filamento (com moderação).
✔️ Reduzir a velocidade da ventoinha da camada ou isolá-la do bloco do aquecimento e do bico.
✔️ Instalar uma capa protetora no heater block para minimizar o arrefecimento indesejado.
✔️ Aumentar a temperatura para melhorar o fluxo e evitar bloqueios internos.
✔️ Reduzir a velocidade de impressão ou manter uma velocidade uniforme.
✔️ Ajustar a tensão da engrenagem do extrusor, verificar o acoplamento/reposição do tubo Bowden e melhorar a montagem da bobina.
🎥 Visitámos o Joel e criámos um vídeo útil sobre este assunto!
Agora estás pronto para imprimir com Proto-pasta!
O nosso material exótico mais popular! Impressões feitas com Carbon Fiber PLA são visivelmente mais rígidas, oferecendo excelente resistência estrutural e adesão entre camadas, com mínima deformação. O acabamento preto mate com um leve brilho proporcionado pela fibra de carbono incorporada dá um toque premium às tuas peças.
O Protopasta Carbon Fiber PLA é produzido a partir de resina PLA NatureWorks 4043D, combinada com 15% de fibra de carbono picada (em peso).
⚠️ Nota: Este filamento é mais frágil do que o PLA normal no estado de filamento, por isso manuseia-o com cuidado para evitar quebras.
💡 Não se trata de um material "mais forte", mas sim mais rígido.
🔹 A rigidez aumentada devido à fibra de carbono proporciona maior suporte estrutural, mas reduz a flexibilidade.
🔹 Ideal para estruturas, suportes, carcaças, hélices, ferramentas – qualquer peça que não deva (ou não se queira) dobrar.
🔹 Muito apreciado por construtores de drones e entusiastas de RC!
Devido à fibra de carbono picada, este filamento pode ter dificuldades em passar por bicos menores.
✅ Bico recomendado: 0.5 mm ou maior
✅ Extrusora: Direct-drive com sistema de rolos com mola
✅ Temperatura do hotend: 195-220°C
✅ Temperatura da mesa: 50°C (se disponível, mas não é obrigatória)
✅ Densidade: 1.3 g/cm³ (1300 kg/m³)
⚠️ Alguns utilizadores imprimem este material como PLA normal (~195-210°C), enquanto outros têm melhores resultados em temperaturas mais altas (~220°C). Experimenta e vê o que funciona melhor para ti!
A fibra de carbono no filamento é processada para um tamanho ótimo:
✔️ Pequena o suficiente para não entupir o bico
✔️ Longa o suficiente para aumentar a rigidez
No entanto, esta adição torna o filamento mais abrasivo do que o PLA comum.
⚠️ Uso prolongado pode causar desgaste no bico da impressora, especialmente em bicos de latão padrão. Para maior durabilidade, considera um bico resistente ao desgaste (ex.: bicos de aço endurecido ou rubi).
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
1000g- Rolo
ESD PLA ( Carbon Fiber Composite ) - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
Fácil - Facilidade de Impressão
EXCELÊNCIA DAS FIBRAS DE VIDRO
PA12 + GF15 é outro produto (depois de PA12 + CF) que é uma extensão da oferta de Nylon da Fiberlogy.
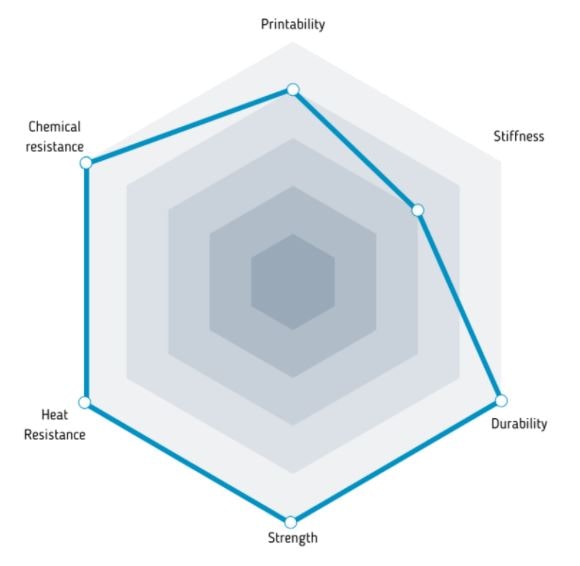
A adição de fibras de vidro permitiu obter um filamento combinando alta durabilidade e resistência ao impacto e resistência a temperaturas e químicos ao mesmo tempo.
A baixa suscetibilidade à redução e a estabilidade dimensional elevada tornam o filamento de Fibra de Fibra PA12 + CF15 adequado para utilização em impressoras não equipadas com uma câmara aquecida.
O filamento PA12 + GF15 oferece uma maior flexibilidade do que Nylon com fibras de carbono, tornando-o ideal para aplicações que funcionam sob cargas variáveis e estão expostas ao impacto.
Aplicação:
PA12 + GF15
Propriedades:
Como imprimir?
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK

Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
Amostra (10m +- 30g) - Rolo
PA12+GF15 Natural - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
40º a 110º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PA)
Difícil - Facilidade de Impressão


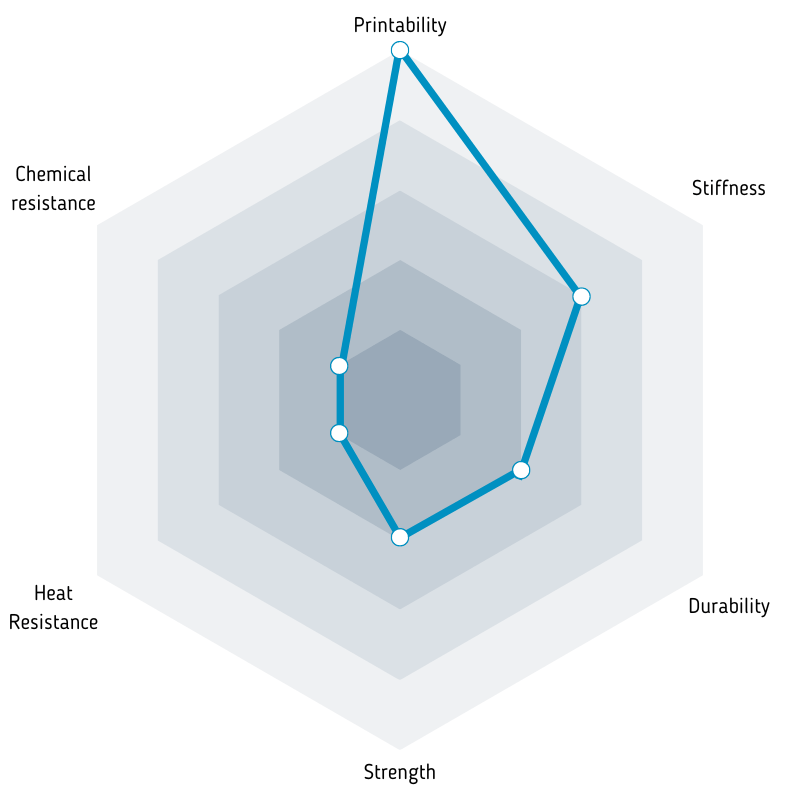
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.

Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão


EXCELÊNCIA DAS FIBRAS DE VIDRO
PA12 + GF15 é outro produto (depois de PA12 + CF) que é uma extensão da oferta de Nylon da Fiberlogy.
A adição de fibras de vidro permitiu obter um filamento combinando alta durabilidade e resistência ao impacto e resistência a temperaturas e químicos ao mesmo tempo.
A baixa suscetibilidade à redução e a estabilidade dimensional elevada tornam o filamento de Fibra de Fibra PA12 + CF15 adequado para utilização em impressoras não equipadas com uma câmara aquecida.
O filamento PA12 + GF15 oferece uma maior flexibilidade do que Nylon com fibras de carbono, tornando-o ideal para aplicações que funcionam sob cargas variáveis e estão expostas ao impacto.
Aplicação:
PA12 + GF15
Propriedades:
Como imprimir?
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK
Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
Amostra (10m +- 30g) - Rolo
PA12+GF15 Black - Cor
1.75mm (+-0.02mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
40º a 110º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PA)
Difícil - Facilidade de Impressão
EXCELÊNCIA DAS FIBRAS DE CARBONO
PA12+CF15 a marca Fiberlogy é mais uma manifestação das capacidades técnicas do filamento Nylon PA12 que foi reforçado com 15% de adição de fibras de carbono.
Caracteriza-se por alta resistência térmica e menos encolhimento em comparação com o Nylon PA12 não modificado.
A aplicação da fibra de carbono permite reduzir o peso do componente, mantendo a sua elevada rigidez estrutural.
O PA12+CF tem uma gama de aplicações em todo o sector, incluindo os sectores automóvel e de engenharia, sendo perfeito para a criação de protótipos avançados, drones e produtos finais que exigem uma maior durabilidade, reduzindo ao mesmo tempo o seu peso.
Aplicação:
PA12 + CF15
Propriedades:
Como imprimir?
Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK
Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK
Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
Amostra (10m +- 30g) - Rolo
PA12+CF15 Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
40º a 110º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PA)
Difícil - Facilidade de Impressão


FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Red - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Pure TR- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
































