Filamento Smartfil PLA da marca Smart Materials 3D, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado em Espanha, segundo as mais rigorosas normas de qualidade.


A madeira é um filamento de alta qualidade; tem uma elevada carga de madeira combinada com uma variedade de pigmentos para simular a aparência e o toque da madeira real.
Peças impressas com Madeira Smartfil têm um resultado espectacular, pois parecem ser feitas com madeira real, porque este filamento é feito de 40% de matéria orgânica, tal como a madeira. Durante o processo de impressão, a mesma peça, o tom da cor pode variar se a temperatura for alterada.
É fácil de imprimir com a possibilidade de maquinação para melhorar o acabamento da superfície.
40% de madeira.
Possibilidade de maquinação para melhorar o seu acabamento.
Toque da madeira.
Livre de deformações.
Biodegradável e compostável.
Fácil de imprimir.
Compatível com a maioria das impressoras do mercado.
Fabricado a partir de material orgânico por Smart Materials 3D com a nossa linha de composição.
Peças que requerem uma estética e que se sentem como madeira.
Protótipos.
Decoração.
Modelos visuais.
Projectos educativos.

Como o próprio nome sugere, é um material muito fácil de impressão, que não requer uma cama quente e sem deformação, o que permite obter peças de grandes dimensões.
Este pode ser lixado e pintado com facilidade após a impressão, sendo compatível com muitos materiais de pintura.
Esse filamento é realmente fácil de imprimir, pois não precisa cama aquecida e sem distorções, o que permite que você fique grande peças.
Você gostará deste material devido à sua facilidade de uso: baixas temperaturas de impressão sem deformação e muito fácil de manipular para melhorar o acabamento da superfície.
Ideal para quem se dedica aos campos da arte, arquitetura, ética, se faz modelos, restaurações, imitações de esculturas, etc ...
PLA com alta percentagem de madeira natural e que não incorpora material reciclado ou recuperado.
Ideal para produzir modelos simulando madeira, peças de decoração, utensílios de madeira, etc.
Devido à grande quantidade de partículas de madeira, podem ocorrer obstruções e entupimentos com nozzles de diâmetro 0,4 mm.
Por isso, recomendamos a utilização de nozzles com diâmetro de 0,6mm ou superior.
Filamentos de madeira são bastante abrasivos.
Recomendamos que imprima com nozzles de Aço Inox ou de Aço Endurecido.
Alimentar a impressora sem fazer curvas nos sistemas Bowden, evitando desta forma possiveis quebras no filamento.
Imprimir com camadas superiores a 0,2 mm.
É importante evitar que o filamento fique parado no extrusor em stand-by para que não ocorra seca e queima do material, dando origem a possíveis entupimentos.
A superfície de acabamento e cor podem ser alteradas variando a temperatura de impressão.
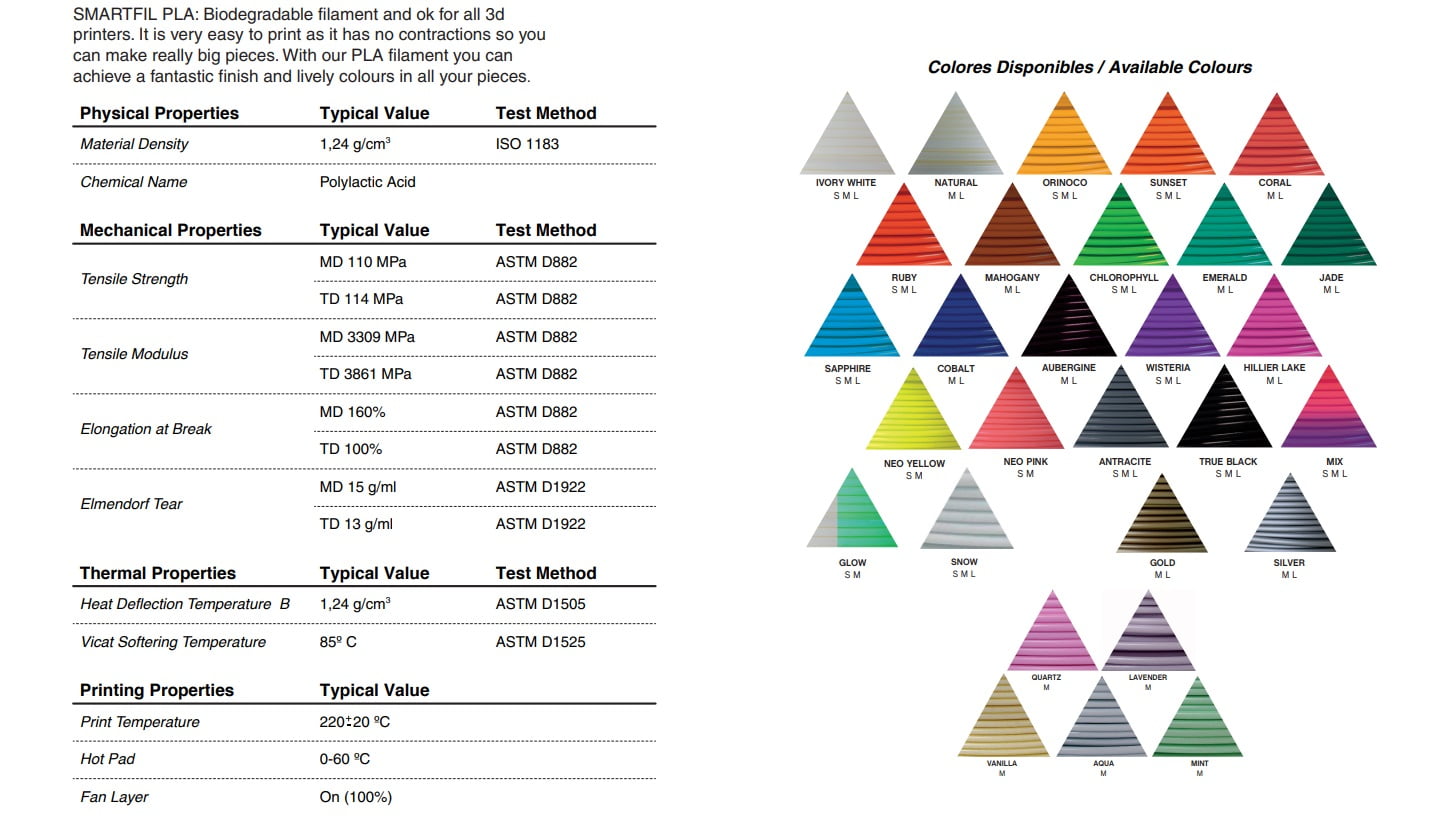
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
750g (M) - Rolo
PLA WOOD Acacia - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
205º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Filamento Smartfil PLA da marca Smart Materials 3D, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
A madeira é um filamento de alta qualidade; tem uma elevada carga de madeira combinada com uma variedade de pigmentos para simular a aparência e o toque da madeira real.
Peças impressas com Madeira Smartfil têm um resultado espectacular, pois parecem ser feitas com madeira real, porque este filamento é feito de 40% de matéria orgânica, tal como a madeira. Durante o processo de impressão, a mesma peça, o tom da cor pode variar se a temperatura for alterada.
É fácil de imprimir com a possibilidade de maquinação para melhorar o acabamento da superfície.
40% de madeira.
Possibilidade de maquinação para melhorar o seu acabamento.
Toque da madeira.
Livre de deformações.
Biodegradável e compostável.
Fácil de imprimir.
Compatível com a maioria das impressoras do mercado.
Fabricado a partir de material orgânico por Smart Materials 3D com a nossa linha de composição.
Peças que requerem uma estética e que se sentem como madeira.
Protótipos.
Decoração.
Modelos visuais.
Projectos educativos.
Como o próprio nome sugere, é um material muito fácil de impressão, que não requer uma cama quente e sem deformação, o que permite obter peças de grandes dimensões.
Este pode ser lixado e pintado com facilidade após a impressão, sendo compatível com muitos materiais de pintura.
Esse filamento é realmente fácil de imprimir, pois não precisa cama aquecida e sem distorções, o que permite que você fique grande peças.
Você gostará deste material devido à sua facilidade de uso: baixas temperaturas de impressão sem deformação e muito fácil de manipular para melhorar o acabamento da superfície.
Ideal para quem se dedica aos campos da arte, arquitetura, ética, se faz modelos, restaurações, imitações de esculturas, etc ...
PLA com alta percentagem de madeira natural e que não incorpora material reciclado ou recuperado.
Ideal para produzir modelos simulando madeira, peças de decoração, utensílios de madeira, etc.
Devido à grande quantidade de partículas de madeira, podem ocorrer obstruções e entupimentos com nozzles de diâmetro 0,4 mm.
Por isso, recomendamos a utilização de nozzles com diâmetro de 0,6mm ou superior.
Filamentos de madeira são bastante abrasivos.
Recomendamos que imprima com nozzles de Aço Inox ou de Aço Endurecido.
Alimentar a impressora sem fazer curvas nos sistemas Bowden, evitando desta forma possiveis quebras no filamento.
Imprimir com camadas superiores a 0,2 mm.
É importante evitar que o filamento fique parado no extrusor em stand-by para que não ocorra seca e queima do material, dando origem a possíveis entupimentos.
A superfície de acabamento e cor podem ser alteradas variando a temperatura de impressão.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
750g (M) - Rolo
PLA WOOD Teka - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
205º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Filamento Smartfil PLA da marca Smart Materials 3D, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
A madeira é um filamento de alta qualidade; tem uma elevada carga de madeira combinada com uma variedade de pigmentos para simular a aparência e o toque da madeira real.
Peças impressas com Madeira Smartfil têm um resultado espectacular, pois parecem ser feitas com madeira real, porque este filamento é feito de 40% de matéria orgânica, tal como a madeira. Durante o processo de impressão, a mesma peça, o tom da cor pode variar se a temperatura for alterada.
É fácil de imprimir com a possibilidade de maquinação para melhorar o acabamento da superfície.
40% de madeira.
Possibilidade de maquinação para melhorar o seu acabamento.
Toque da madeira.
Livre de deformações.
Biodegradável e compostável.
Fácil de imprimir.
Compatível com a maioria das impressoras do mercado.
Fabricado a partir de material orgânico por Smart Materials 3D com a nossa linha de composição.
Peças que requerem uma estética e que se sentem como madeira.
Protótipos.
Decoração.
Modelos visuais.
Projectos educativos.
Como o próprio nome sugere, é um material muito fácil de impressão, que não requer uma cama quente e sem deformação, o que permite obter peças de grandes dimensões.
Este pode ser lixado e pintado com facilidade após a impressão, sendo compatível com muitos materiais de pintura.
Esse filamento é realmente fácil de imprimir, pois não precisa cama aquecida e sem distorções, o que permite que você fique grande peças.
Você gostará deste material devido à sua facilidade de uso: baixas temperaturas de impressão sem deformação e muito fácil de manipular para melhorar o acabamento da superfície.
Ideal para quem se dedica aos campos da arte, arquitetura, ética, se faz modelos, restaurações, imitações de esculturas, etc ...
PLA com alta percentagem de madeira natural e que não incorpora material reciclado ou recuperado.
Ideal para produzir modelos simulando madeira, peças de decoração, utensílios de madeira, etc.
Devido à grande quantidade de partículas de madeira, podem ocorrer obstruções e entupimentos com nozzles de diâmetro 0,4 mm.
Por isso, recomendamos a utilização de nozzles com diâmetro de 0,6mm ou superior.
Filamentos de madeira são bastante abrasivos.
Recomendamos que imprima com nozzles de Aço Inox ou de Aço Endurecido.
Alimentar a impressora sem fazer curvas nos sistemas Bowden, evitando desta forma possiveis quebras no filamento.
Imprimir com camadas superiores a 0,2 mm.
É importante evitar que o filamento fique parado no extrusor em stand-by para que não ocorra seca e queima do material, dando origem a possíveis entupimentos.
A superfície de acabamento e cor podem ser alteradas variando a temperatura de impressão.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
750g (M) - Rolo
PLA WOOD Sapelly - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
205º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Filamento Smartfil PLA da marca Smart Materials 3D, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
A madeira é um filamento de alta qualidade; tem uma elevada carga de madeira combinada com uma variedade de pigmentos para simular a aparência e o toque da madeira real.
Peças impressas com Madeira Smartfil têm um resultado espectacular, pois parecem ser feitas com madeira real, porque este filamento é feito de 40% de matéria orgânica, tal como a madeira. Durante o processo de impressão, a mesma peça, o tom da cor pode variar se a temperatura for alterada.
É fácil de imprimir com a possibilidade de maquinação para melhorar o acabamento da superfície.
40% de madeira.
Possibilidade de maquinação para melhorar o seu acabamento.
Toque da madeira.
Livre de deformações.
Biodegradável e compostável.
Fácil de imprimir.
Compatível com a maioria das impressoras do mercado.
Fabricado a partir de material orgânico por Smart Materials 3D com a nossa linha de composição.
Peças que requerem uma estética e que se sentem como madeira.
Protótipos.
Decoração.
Modelos visuais.
Projectos educativos.
Como o próprio nome sugere, é um material muito fácil de impressão, que não requer uma cama quente e sem deformação, o que permite obter peças de grandes dimensões.
Este pode ser lixado e pintado com facilidade após a impressão, sendo compatível com muitos materiais de pintura.
Esse filamento é realmente fácil de imprimir, pois não precisa cama aquecida e sem distorções, o que permite que você fique grande peças.
Você gostará deste material devido à sua facilidade de uso: baixas temperaturas de impressão sem deformação e muito fácil de manipular para melhorar o acabamento da superfície.
Ideal para quem se dedica aos campos da arte, arquitetura, ética, se faz modelos, restaurações, imitações de esculturas, etc ...
PLA com alta percentagem de madeira natural e que não incorpora material reciclado ou recuperado.
Ideal para produzir modelos simulando madeira, peças de decoração, utensílios de madeira, etc.
Devido à grande quantidade de partículas de madeira, podem ocorrer obstruções e entupimentos com nozzles de diâmetro 0,4 mm.
Por isso, recomendamos a utilização de nozzles com diâmetro de 0,6mm ou superior.
Filamentos de madeira são bastante abrasivos.
Recomendamos que imprima com nozzles de Aço Inox ou de Aço Endurecido.
Alimentar a impressora sem fazer curvas nos sistemas Bowden, evitando desta forma possiveis quebras no filamento.
Imprimir com camadas superiores a 0,2 mm.
É importante evitar que o filamento fique parado no extrusor em stand-by para que não ocorra seca e queima do material, dando origem a possíveis entupimentos.
A superfície de acabamento e cor podem ser alteradas variando a temperatura de impressão.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
750g (M) - Rolo
PLA WOOD Wenge - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
205º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Filamento Smartfil PLA da marca Smart Materials 3D, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
A madeira é um filamento de alta qualidade; tem uma elevada carga de madeira combinada com uma variedade de pigmentos para simular a aparência e o toque da madeira real.
Peças impressas com Madeira Smartfil têm um resultado espectacular, pois parecem ser feitas com madeira real, porque este filamento é feito de 40% de matéria orgânica, tal como a madeira. Durante o processo de impressão, a mesma peça, o tom da cor pode variar se a temperatura for alterada.
É fácil de imprimir com a possibilidade de maquinação para melhorar o acabamento da superfície.
40% de madeira.
Possibilidade de maquinação para melhorar o seu acabamento.
Toque da madeira.
Livre de deformações.
Biodegradável e compostável.
Fácil de imprimir.
Compatível com a maioria das impressoras do mercado.
Fabricado a partir de material orgânico por Smart Materials 3D com a nossa linha de composição.
Peças que requerem uma estética e que se sentem como madeira.
Protótipos.
Decoração.
Modelos visuais.
Projectos educativos.
Como o próprio nome sugere, é um material muito fácil de impressão, que não requer uma cama quente e sem deformação, o que permite obter peças de grandes dimensões.
Este pode ser lixado e pintado com facilidade após a impressão, sendo compatível com muitos materiais de pintura.
Esse filamento é realmente fácil de imprimir, pois não precisa cama aquecida e sem distorções, o que permite que você fique grande peças.
Você gostará deste material devido à sua facilidade de uso: baixas temperaturas de impressão sem deformação e muito fácil de manipular para melhorar o acabamento da superfície.
Ideal para quem se dedica aos campos da arte, arquitetura, ética, se faz modelos, restaurações, imitações de esculturas, etc ...
PLA com alta percentagem de madeira natural e que não incorpora material reciclado ou recuperado.
Ideal para produzir modelos simulando madeira, peças de decoração, utensílios de madeira, etc.
Devido à grande quantidade de partículas de madeira, podem ocorrer obstruções e entupimentos com nozzles de diâmetro 0,4 mm.
Por isso, recomendamos a utilização de nozzles com diâmetro de 0,6mm ou superior.
Filamentos de madeira são bastante abrasivos.
Recomendamos que imprima com nozzles de Aço Inox ou de Aço Endurecido.
Alimentar a impressora sem fazer curvas nos sistemas Bowden, evitando desta forma possiveis quebras no filamento.
Imprimir com camadas superiores a 0,2 mm.
É importante evitar que o filamento fique parado no extrusor em stand-by para que não ocorra seca e queima do material, dando origem a possíveis entupimentos.
A superfície de acabamento e cor podem ser alteradas variando a temperatura de impressão.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
750g (M) - Rolo
PLA WOOD Maple - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
205º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Filamento Smartfil PLA da marca Smart Materials 3D, de excelente qualidade, para a Impressão 3D.
Indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado em Espanha, segundo as mais rigorosas normas de qualidade.
A madeira é um filamento de alta qualidade; tem uma elevada carga de madeira combinada com uma variedade de pigmentos para simular a aparência e o toque da madeira real.
Peças impressas com Madeira Smartfil têm um resultado espectacular, pois parecem ser feitas com madeira real, porque este filamento é feito de 40% de matéria orgânica, tal como a madeira. Durante o processo de impressão, a mesma peça, o tom da cor pode variar se a temperatura for alterada.
É fácil de imprimir com a possibilidade de maquinação para melhorar o acabamento da superfície.
40% de madeira.
Possibilidade de maquinação para melhorar o seu acabamento.
Toque da madeira.
Livre de deformações.
Biodegradável e compostável.
Fácil de imprimir.
Compatível com a maioria das impressoras do mercado.
Fabricado a partir de material orgânico por Smart Materials 3D com a nossa linha de composição.
Peças que requerem uma estética e que se sentem como madeira.
Protótipos.
Decoração.
Modelos visuais.
Projectos educativos.
Como o próprio nome sugere, é um material muito fácil de impressão, que não requer uma cama quente e sem deformação, o que permite obter peças de grandes dimensões.
Este pode ser lixado e pintado com facilidade após a impressão, sendo compatível com muitos materiais de pintura.
Esse filamento é realmente fácil de imprimir, pois não precisa cama aquecida e sem distorções, o que permite que você fique grande peças.
Você gostará deste material devido à sua facilidade de uso: baixas temperaturas de impressão sem deformação e muito fácil de manipular para melhorar o acabamento da superfície.
Ideal para quem se dedica aos campos da arte, arquitetura, ética, se faz modelos, restaurações, imitações de esculturas, etc ...
PLA com alta percentagem de madeira natural e que não incorpora material reciclado ou recuperado.
Ideal para produzir modelos simulando madeira, peças de decoração, utensílios de madeira, etc.
Devido à grande quantidade de partículas de madeira, podem ocorrer obstruções e entupimentos com nozzles de diâmetro 0,4 mm.
Por isso, recomendamos a utilização de nozzles com diâmetro de 0,6mm ou superior.
Filamentos de madeira são bastante abrasivos.
Recomendamos que imprima com nozzles de Aço Inox ou de Aço Endurecido.
Alimentar a impressora sem fazer curvas nos sistemas Bowden, evitando desta forma possiveis quebras no filamento.
Imprimir com camadas superiores a 0,2 mm.
É importante evitar que o filamento fique parado no extrusor em stand-by para que não ocorra seca e queima do material, dando origem a possíveis entupimentos.
A superfície de acabamento e cor podem ser alteradas variando a temperatura de impressão.
O filamento PLA é um polímero estável, permanente e inodoro. Como contrapartida do PLA em relação ao ABS cabe mencionar que a sua temperatura de amolecimento é de 60ºC em relação aos 100ºC do ABS.
Se desejar obter acabamentos superficiais extraordinários com PLA recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
Com o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Com a aplicação da mesma, poderás imprimir PLA sem sequer aquecer a HOTBED.
Caso aqueças a Hotbed a 60ºC para o material PLA, consegues eliminar na totalidade todos os problemas de warpping .
750g (M) - Rolo
PLA WOOD Willow - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
205º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
Smartfil PINE é um filamento de impressão 3D biodegradável e compostável de alta qualidade, obtido com uma base de material termoplástico e uma carga proveniente da reutilização de resíduos orgânicos, tais como madeira de pinho esmagada. Desenvolvemos um filamento, o que também favorece a economia circular e melhora a qualidade ambiental. Devido à natureza dos filamentos dos resíduos orgânicos, o tom de cor pode variar nas bobinas ou entre lotes.
Biodegradável.
Fabricado a partir de resíduos orgânicos desenvolvidos pela Smart Materials 3D com a nossa linha de compostos.
Compostaveis.
Material compatível com a maioria das impressoras 3D do mercado.
Material opaco por rádio. A composição das conchas é principalmente carbonato de cálcio, o que confere esta propriedade ao material
Decoração
Protótipos
Modelos visuais
Projectos educativos

Devido à grande quantidade de partículas , podem ocorrer obstruções e entupimentos com nozzles de diâmetro 0,4 mm.
Por isso, recomendamos a utilização de nozzles com diâmetro de 0,6mm ou superior.
Filamentos de madeira são bastante abrasivos.
Recomendamos que imprima com nozzles de Aço Inox ou de Aço Endurecido.
Alimentar a impressora sem fazer curvas nos sistemas Bowden, evitando desta forma possiveis quebras no filamento.
Imprimir com camadas superiores a 0,2 mm.
É importante evitar que o filamento fique parado no extrusor em stand-by para que não ocorra seca e queima do material, dando origem a possíveis entupimentos.
A superfície de acabamento e cor podem ser alteradas variando a temperatura de impressão.
750g (M) - Rolo
PLA SUSTAINABLE PINE - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
205º a 235º - Temp. recomendada do Hotend
0º a 60º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Difícil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.

A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:






PolyMide™ O PA6-GF é um filamento PA6 (Nylon 6) reforçado com fibra de vidro. O material apresenta excelentes propriedades térmicas e mecânicas sem sacrificar a aderência da camada.
PolyMide™ é uma família de filamentos à base de nylon/poliamida. Produzidos com a tecnologia Warp-Free™ da Polymaker, os filamentos PolyMide™ oferecem propriedades de engenharia intrínsecas ao Nylon e facilidade de impressão.

Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
A principal diferença entre PA12 e PA6 é a estabilidade da humidade. A cadeia polimérica mais longa de PA12 é muito mais resistente à absorção de humidade e atinge o equilíbrio da humidade a uma percentagem mais baixa do que os filamentos de PA6. A menor absorção de humidade significa que há menos mudança nas propriedades mecânicas do estado seco para o estado húmido. Enquanto que o PA6-CF supera o PA12-CF quando seco, o PA12-CF supera o PA6-CF quando molhado em termos de resistência e rigidez.
As moléculas de água são atraídas para a matriz de poliamida do ar circundante e formam uma ligação polar à cadeia polimérica. Estas moléculas de água funcionam como plastificantes no interior do nylon e, enquanto reduzem a resistência à tracção e rigidez, aumentam a tenacidade e a resistência ao impacto. A menos que as suas peças impressas em 3D sejam usadas em ambientes particularmente secos ou acabadas com uma barreira de humidade, assume-se geralmente que todas as peças de nylon impressas em uso diário exibirão as suas propriedades em condições húmidas. Em muitas aplicações, as propriedades do estado húmido são mais desejáveis e é prática comum em muitas instalações de moldagem por injecção de nylon ejectar as peças moldadas directamente para um banho de água para as preparar para as propriedades do estado húmido antes de sair da fábrica.
.
Quando a impressão 3D, os filamentos devem estar secos, caso contrário a humidade que está no filamento ferverá na extremidade quente e quebrará o lado do plástico extrudido, degradando significativamente as propriedades mecânicas, acabamento superficial e colagem de camadas, e causando algumas outras características de impressão indesejáveis, tais como cordelagem e humidade. No entanto, uma vez que a peça é impressa, o nylon absorve naturalmente a humidade do ar e atinge o equilíbrio no interior da peça. Com PA12-CF, o equilíbrio de humidade é cerca de 1,5% em peso, enquanto outros filamentos de nylon de marca absorvem até 5% ou mais, o que afecta drasticamente as propriedades finais da peça e cria uma diferença notável no desempenho entre as condições secas e húmidas.
PolyMide™ PA6 GF apresenta a tecnologia Warp-Free™ da Polymaker e a tecnologia Fiber Adhesion™:
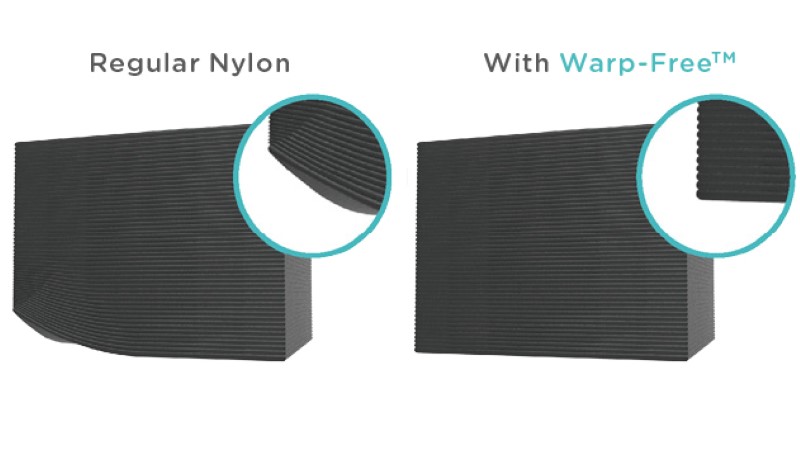
A tecnologia Warp-Free™ permite a produção de filamentos à base de Nylon que podem ser impressos em 3D com uma excelente estabilidade dimensional e com uma deformação quase nula. Isto é conseguido através do controlo fino da microestrutura e do comportamento de cristalização do Nylon, o que permite ao material libertar totalmente o stress interno antes da solidificação.
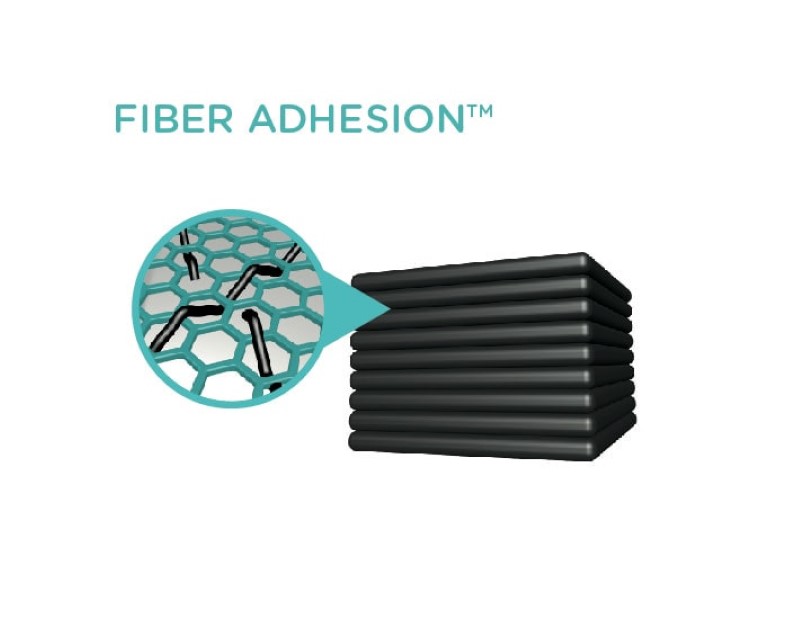
A tecnologia da fibra Adhesion™ melhora a adesão de camadas de materiais reforçados com fibras, optimizando a química da superfície das fibras para conseguir uma melhor dispersão e ligação à matriz. Isto resulta numa melhor resistência ao longo do eixo Z e na redução da anisotropia mecânica.
É altamente recomendável usar o PolyBox™ quando imprimir com PolyMide™ e guardá-lo no saco reselável.
Para assegurar uma boa resistência ao calor da sua peça impressa é recomendado Annealing o seu modelo impresso PolyMide™
Ajustes de Annealing: 80˚C durante 6h
Quando usado extensivamente, o PolyMide pode ser abrasivo para nozzles de latão. Quando usar PolyMide , recomendamos que mude para um nozzle resistente ao desgaste, tal como um nozzle de aço endurecido.



Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK

Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
2kg- Rolo
PA6-GF PolyMide Grey - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
0º a 50º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.
A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:
PolyMide™ PA6-CF é um filamento PA6 (Nylon 6) reforçado com fibra de carbono. O reforço de fibra de carbono proporciona uma rigidez, força e resistência ao calor significativamente melhoradas com uma aderência de camadas excepcional.
PolyMide™ é uma família de filamentos à base de nylon/poliamida. Produzidos com a tecnologia Warp-Free™ da Polymaker, os filamentos PolyMide™ oferecem propriedades de engenharia intrínsecas ao Nylon e facilidade de impressão.
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
A principal diferença entre PA12 e PA6 é a estabilidade da humidade. A cadeia polimérica mais longa de PA12 é muito mais resistente à absorção de humidade e atinge o equilíbrio da humidade a uma percentagem mais baixa do que os filamentos de PA6. A menor absorção de humidade significa que há menos mudança nas propriedades mecânicas do estado seco para o estado húmido. Enquanto que o PA6-CF supera o PA12-CF quando seco, o PA12-CF supera o PA6-CF quando molhado em termos de resistência e rigidez.
As moléculas de água são atraídas para a matriz de poliamida do ar circundante e formam uma ligação polar à cadeia polimérica. Estas moléculas de água funcionam como plastificantes no interior do nylon e, enquanto reduzem a resistência à tracção e rigidez, aumentam a tenacidade e a resistência ao impacto. A menos que as suas peças impressas em 3D sejam usadas em ambientes particularmente secos ou acabadas com uma barreira de humidade, assume-se geralmente que todas as peças de nylon impressas em uso diário exibirão as suas propriedades em condições húmidas. Em muitas aplicações, as propriedades do estado húmido são mais desejáveis e é prática comum em muitas instalações de moldagem por injecção de nylon ejectar as peças moldadas directamente para um banho de água para as preparar para as propriedades do estado húmido antes de sair da fábrica.
.
Quando a impressão 3D, os filamentos devem estar secos, caso contrário a humidade que está no filamento ferverá na extremidade quente e quebrará o lado do plástico extrudido, degradando significativamente as propriedades mecânicas, acabamento superficial e colagem de camadas, e causando algumas outras características de impressão indesejáveis, tais como cordelagem e humidade. No entanto, uma vez que a peça é impressa, o nylon absorve naturalmente a humidade do ar e atinge o equilíbrio no interior da peça. Com PA12-CF, o equilíbrio de humidade é cerca de 1,5% em peso, enquanto outros filamentos de nylon de marca absorvem até 5% ou mais, o que afecta drasticamente as propriedades finais da peça e cria uma diferença notável no desempenho entre as condições secas e húmidas.
PolyMide™ PA6 CF apresenta a tecnologia Warp-Free™ da Polymaker e a tecnologia Fiber Adhesion™:
A tecnologia Warp-Free™ permite a produção de filamentos à base de Nylon que podem ser impressos em 3D com uma excelente estabilidade dimensional e com uma deformação quase nula. Isto é conseguido através do controlo fino da microestrutura e do comportamento de cristalização do Nylon, o que permite ao material libertar totalmente o stress interno antes da solidificação.
A tecnologia da fibra Adhesion™ melhora a adesão de camadas de materiais reforçados com fibras, optimizando a química da superfície das fibras para conseguir uma melhor dispersão e ligação à matriz. Isto resulta numa melhor resistência ao longo do eixo Z e na redução da anisotropia mecânica.
É altamente recomendável usar o PolyBox™ quando imprimir com PolyMide™ e guardá-lo no saco reselável.
Para assegurar uma boa resistência ao calor da sua peça impressa é recomendado Annealing o seu modelo impresso PolyMide™
Ajustes de Annealing: 80˚C durante 6h
Quando usado extensivamente, o PolyMide pode ser abrasivo para nozzles de latão. Quando usar PolyMide , recomendamos que mude para um nozzle resistente ao desgaste, tal como um nozzle de aço endurecido.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK
Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
2kg- Rolo
PA6-CF PolyMide Black- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
280º a 300º - Temp. recomendada do Hotend
0º a 50º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
Este produto pertence a uma linha Polymaker que foi oficialmente descontinuada pela marca.
A Polymaker reformulou o seu catálogo e reorganizou os seus filamentos em duas novas famílias:
📦 Enquanto houver stock disponível, este produto será enviado normalmente.
⚠️ Após esgotar, recomendamos a transição para o modelo correspondente da nova gama Panchroma™ ou Fiberon™.
✅ A qualidade e a cor mantêm-se exatamente as mesmas.
A única diferença está na melhoria da bobine (mais resistente e funcional) e na atualização do nome do produto para melhor refletir a sua aplicação.
❓ Precisa de ajuda para encontrar o produto equivalente?
A nossa equipa está disponível para ajudar. Contacte-nos e teremos todo o gosto em aconselhar a melhor alternativa.
A Polymaker, uma marca de referência global na área de materiais para impressão 3D, anuncia o lançamento das suas duas novas famílias de filamentos: Fiberon™ e Panchroma™. Estes produtos já estão disponíveis para venda em Portugal, agora com bobines melhoradas e nomes comerciais mais intuitivos.
A linha Fiberon™ foi desenvolvida para utilizadores profissionais que procuram desempenho técnico elevado. Com reforço em fibra, estes filamentos incluem:
PET-CF17
PETG-rCF08
PPSCF10
Compatíveis com impressoras 3D desktop, oferecem uma solução ideal para produção de peças funcionais e resistentes, com qualidade industrial.
A gama Panchroma™ foi criada para destacar o lado estético da impressão 3D, com filamentos de:
cores vibrantes
acabamentos suaves
grande consistência de cor entre lotes
Ideal para criadores, designers e makers que valorizam a aparência visual das suas peças.
As novas bobines Polymaker foram redesenhadas para oferecer:
Maior resistência física
Melhor enrolamento do filamento
Design ecológico e reciclável
Estas melhorias tornam a impressão mais fluida e fiável, elevando a experiência do utilizador.
Estas novas famílias de produtos estão agora disponíveis para compra em Portugal, através da nossa loja online. Seja para aplicações industriais ou para criações visuais, os novos Polymaker Fiberon™ e Panchroma™ são a escolha certa para quem procura qualidade e inovação em impressão 3D.
Com o lançamento oficial destas duas gamas, a Polymaker procedeu também a uma actualização completa das embalagens e bobinas, focada em funcionalidade e durabilidade:
PolyMide PA12-CF: é um filamento de Nylon de Alta Estabilidade para Impressão 3D
PolyMide PA12-CF é um novo filamento de engenharia altamente estável tanto na impressão como na aplicação, proporcionando propriedades mecânicas previsíveis independentemente do ambiente operacional. PolyMide PA12-CF consegue isto através do seu polímero base, o nylon 12, que tem uma maior estabilidade de humidade em comparação com os filamentos convencionais de nylon 6. Isto significa que as peças impressas de PolyMide PA12-CF têm uma alteração mínima nas propriedades mecânicas entre os estados seco e húmido, tornando as propriedades mecânicas das peças impressas mais previsíveis. PA12-CF contém 10% de fibras de carbono cortadas, que proporcionam resistência e rigidez adicionais enquanto baixam o coeficiente de expansão térmica. Estas propriedades, em conjunto com as tecnologias Polymaker's Warp-Free e Fiber Adhesion, proporcionam um filamento fácil de imprimir com propriedades altamente desejáveis.
Polymaker é uma marca com sede na Holanda e dedica-se ao desenvolvimento e produção de filamentos de Impressão 3D.
Evolt é representante distribuidor nacional da marca Polymaker
A principal diferença entre PA12 e PA6 é a estabilidade da humidade. A cadeia polimérica mais longa de PA12 é muito mais resistente à absorção de humidade e atinge o equilíbrio da humidade a uma percentagem mais baixa do que os filamentos de PA6. A menor absorção de humidade significa que há menos mudança nas propriedades mecânicas do estado seco para o estado húmido. Enquanto que o PA6-CF supera o PA12-CF quando seco, o PA12-CF supera o PA6-CF quando molhado em termos de resistência e rigidez.
As moléculas de água são atraídas para a matriz de poliamida do ar circundante e formam uma ligação polar à cadeia polimérica. Estas moléculas de água funcionam como plastificantes no interior do nylon e, enquanto reduzem a resistência à tracção e rigidez, aumentam a tenacidade e a resistência ao impacto. A menos que as suas peças impressas em 3D sejam usadas em ambientes particularmente secos ou acabadas com uma barreira de humidade, assume-se geralmente que todas as peças de nylon impressas em uso diário exibirão as suas propriedades em condições húmidas. Em muitas aplicações, as propriedades do estado húmido são mais desejáveis e é prática comum em muitas instalações de moldagem por injecção de nylon ejectar as peças moldadas directamente para um banho de água para as preparar para as propriedades do estado húmido antes de sair da fábrica.
.
Quando a impressão 3D, os filamentos devem estar secos, caso contrário a humidade que está no filamento ferverá na extremidade quente e quebrará o lado do plástico extrudido, degradando significativamente as propriedades mecânicas, acabamento superficial e colagem de camadas, e causando algumas outras características de impressão indesejáveis, tais como cordelagem e humidade. No entanto, uma vez que a peça é impressa, o nylon absorve naturalmente a humidade do ar e atinge o equilíbrio no interior da peça. Com PA12-CF, o equilíbrio de humidade é cerca de 1,5% em peso, enquanto outros filamentos de nylon de marca absorvem até 5% ou mais, o que afecta drasticamente as propriedades finais da peça e cria uma diferença notável no desempenho entre as condições secas e húmidas.
Porque o PolyMide PA12-CF tem uma mudança menor nas propriedades de seco para húmido, ele proporciona resultados mais previsíveis em aplicações reais. Isto permite-lhe desenhar com mais precisão com base em modelos de tensão e cargas de desenho, optimizando ainda mais as suas peças impressas em 3D.
Além disso, a capacidade de impressão do filamento também é melhorada, uma vez que o material absorve menos humidade durante o manuseamento, armazenamento e impressão. O filamento ainda é higroscópico, e recomendamos o armazenamento e impressão do PolyMide PA12-CF na PolyBox?
Os cientistas de materiais da Polymaker utilizaram duas tecnologias Polymaker em PolyMide PA12-CF. A tecnologia sem empenos garante que o material não empena durante a impressão, controlando o comportamento de cristalização das cadeias de polímeros. A tecnologia de adesão de fibras optimiza a química da superfície das fibras de carbono para que estas se liguem homogeneamente com a matriz do polímero. Isto proporciona uma maior resistência no eixo Z em comparação com os filamentos da concorrência, permitindo ao mesmo tempo uma impressão mais fácil numa vasta gama de impressoras 3D, tanto de secretária como industriais.
PolyMide PA12-CF tem uma temperatura de deformação térmica de 131 °C e é adequado para uso em ambientes exigentes onde o calor e o stress são factores críticos de concepção. Emparelhado com resistência à tracção e rigidez superiores em comparação com outros filamentos baseados em extrusão, o PolyMide PA12-CF é um plástico de engenharia que supera muitos outros materiais baseados em extrusão onde a relação força/peso é crucial.
PolyMide™️ PA12-CF apresenta a tecnologia Warp-Free™ da Polymaker e a tecnologia Fiber Adhesion™:
A tecnologia Warp-Free™ permite a produção de filamentos à base de Nylon que podem ser impressos em 3D com uma excelente estabilidade dimensional e com uma deformação quase nula. Isto é conseguido através do controlo fino da microestrutura e do comportamento de cristalização do Nylon, o que permite ao material libertar totalmente o stress interno antes da solidificação.
É altamente recomendável usar o PolyBox™ quando imprimir com PolyMide™ e guardá-lo no saco reselável.
Para assegurar uma boa resistência ao calor da sua peça impressa é recomendado Annealing o seu modelo impresso PolyMide™ 3d.
Ajustes de Annealing: 80˚C durante 6h
Quando usado extensivamente, o PolyMide pode ser abrasivo para nozzles de latão. Quando usar PolyMide , recomendamos que mude para um nozzle resistente ao desgaste, tal como um nozzle de aço endurecido.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK
Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
500g- Rolo
PA12-CF PolyMide Black- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
260º a 300º - Temp. recomendada do Hotend
0º a 50º - Temp. recomendada da Heated bed
Difícil - Facilidade de Impressão
































