RAL, Pantone, CMYK e RGB são quatro sistemas de cores distintos (existem mais e mais variações, mas estes são os principais).
Cada sistema de cores foi criado para o seu próprio uso / aplicação, por exemplo:
- CMYK (A mistura das cores "Cyan", "Magenta", "Yellow" e "Key" (Black)) é utilizado para a Impressão em serigrafia, papel, revistas, panfletos, cartões. Estas 4 cores/pigmentos básicas são combinadas para chegar às cores desejadas.
- Pantone é de funcionamento semelhante ao CMYK para impressão serigráfica mas bastante mais complexo ( utiliza 13 pigmentos base ) o que permite obter mais cores e melhor precisão nas cores.
- RGB, baseado em 3 cores principais da luz ("Red", "Green" e "Blue") é o sistema mais importante no mundo digital e o utilizado para gerar cores em monitores /ecrãs (Computadores, telemóveis etc).
Pode ser representado em valores HEX ou em valores decimais de unidade absoluta das cores RGB ( de 0 a 255 )ou também em HSL ( Hue, Saturation, Lightness)
- RAL,
Na EVOLT dispomos de uma garantia única em que qualquer pessoa pode encomendar e testar qualquer filamento, e caso esse não seja a cor que pretenda usar (ou qualquer outra razão) pode sempre devolver o filamento a qualquer altura.
Para além disso tentamos sempre disponibilizar o maior número de exemplos possível de impressões realizadas com um determinado filamento. Nós pagamos por fotos de impressões 3D que os nossos clientes nos enviem, por isso podes sempre encontrar inúmeras fotos de exemplos nos filamentos para que possas ter a melhor ideia possível de qual a cor real de um filamento.
Como alternativa, a possibilidade mais acessível neste momento para obter um valor de cor RAL absoluto é recorrer ao tratamento/acabamento das peças impressas. No geral é sempre possível facilmente pintar a maioria dos materiais mais populares (como PLA ou PETG) pois aceitam bastante bem as tintas. Tintas acrílicas e tintas em forma de spray (mais rápidas e práticas) funcionam bastante bem.
![]() Também com o crescimento da impressão 3D vai se ver cada vez mais necessidade procura de certos aspectos (tal como este do RAL) e vamos ver (algo que já começa a acontecer) marcas a produzirem filamentos à demanda com o RAL a pedido dos clientes.
Também com o crescimento da impressão 3D vai se ver cada vez mais necessidade procura de certos aspectos (tal como este do RAL) e vamos ver (algo que já começa a acontecer) marcas a produzirem filamentos à demanda com o RAL a pedido dos clientes. ![]()
![]()
A FormFutura foi fundada em 2012, em Amesterdão, Holanda., de produção de filamentos para impressão 3D de alta qualidade.
Tornou-se rapidamente numa marca inconfundível com clientes em todo o mundo.

Unique features
General printing guidelines *
| Nozzle size: ≥ 0.15mm | Layer height: ≥ 0.1mm | Flow rate: ± 104% |
| Print temp: ± 225 - 270° C | Print speed: Medium | Retraction: Yes ± 5mm |
| Heat bed: ± 90 - 110° C | Fan speed: 0-30% | Experience level: Intermediate |
*) Above displayed settings are meant as guidance to find your optimal print settings. These ranges in settings should work for most printers, but please do feel free to experiment outside these ranges if you think it is suitable for your printer. There are a lot of different type of printers, hot-ends and printer offsets that it is extremely difficult to give an overall one-size-fits-all setting.
Filament length
| ρ: 1.03 g/cc | 50 gr coil | 0.75 Kg spool | 2.3 Kg spool | ||
| Ø 1.75mm | ± 20.2m | ± 303m | ± 928m | ||
| Ø 2.85mm | ± 7.6m | ± 114m | ± 350m |
Product export information
| HS Code: 39169090 | Description: Monofilament | Country of origin: the Netherlands |
Compliance *
This filament is compliant to below listed directives and regulations.
*) This declaration of conformity to directives and regulations is prepared according to our present standard of knowledge and may be amended if new cognitions are available and applies only for the above described products.


Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma.
Poderá encontrar no seguinte LINK

Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
Download:
Technical and Safety Data Sheet
750g- Rolo
ABS EasyFil Glow in the Dark - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
225º a 270º - Temp. recomendada do Hotend
90º a 110º - Temp. recomendada da Heated bed
Moderado - Facilidade de Impressão
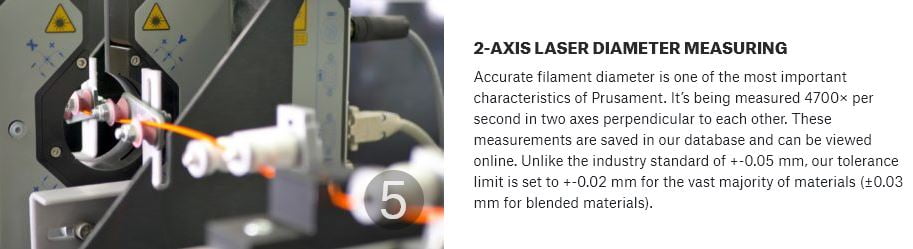
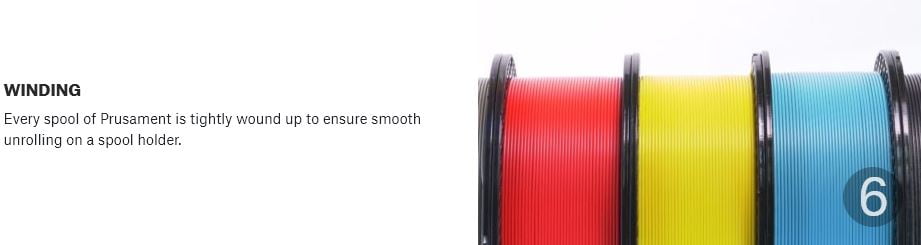
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
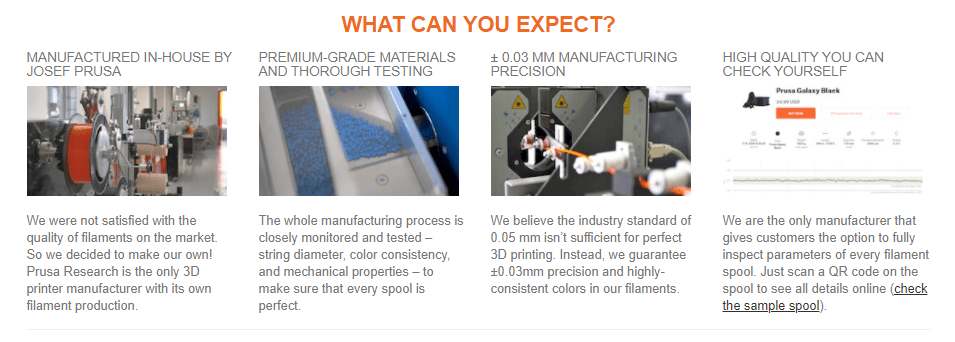
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
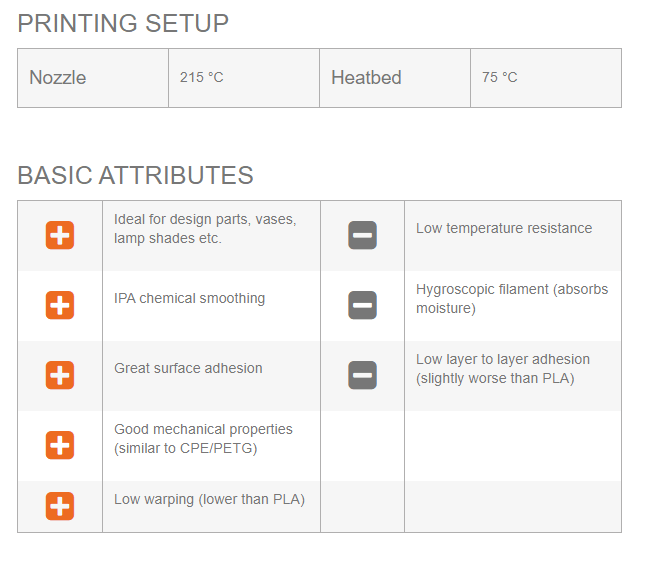
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!

O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
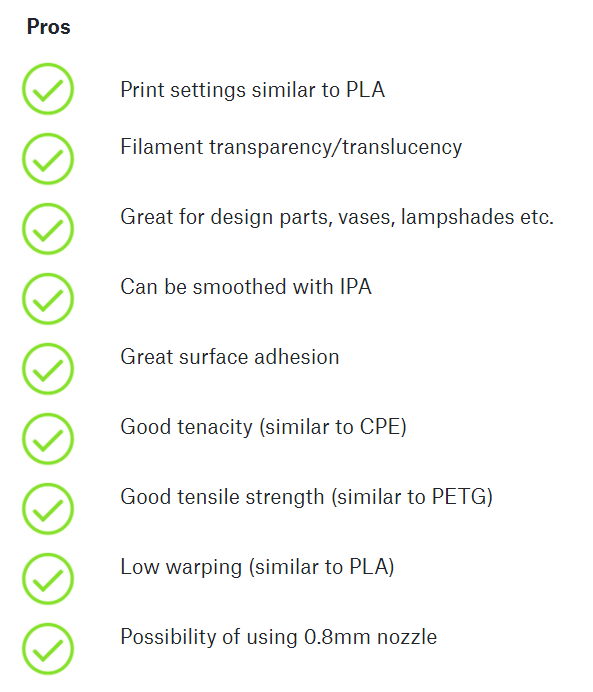
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
Este é um conjunto de 6 amostras de filamento de PVB de Prusament.
Cada amostra representa uma cor - Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparent.
O peso de cada amostra é de 25 g.
Para facilitar a impressão com as amostras de 25 g, recomendamos a utilização deste suporte de amostras especial (link) que pode ser montado utilizando duas peças impressas em 3D usando uma bobine vazia de Prusament .
Também preparámos para si um conjunto de modelos de teste (link) !
6x25 g - Rolo
Prusament Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparentt - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
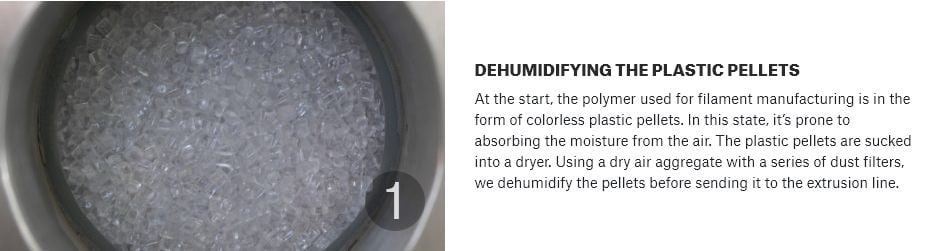
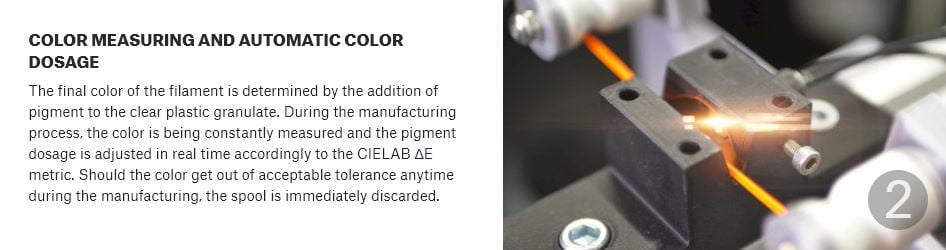
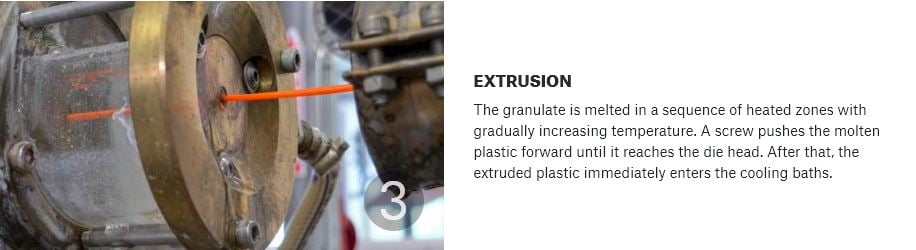
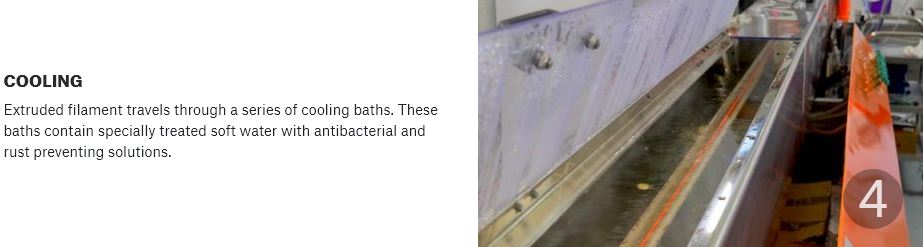
How It´s Made: