Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
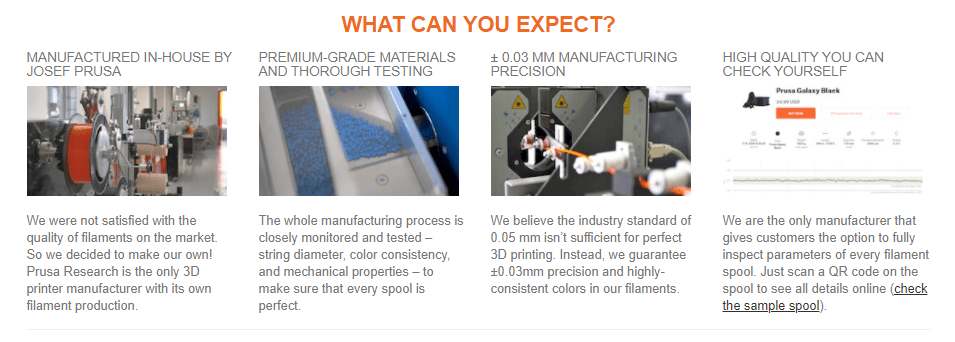
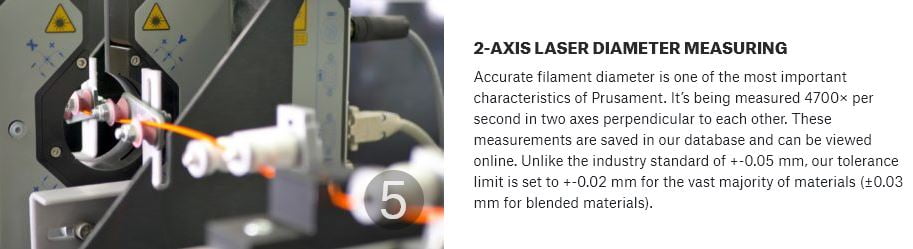
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
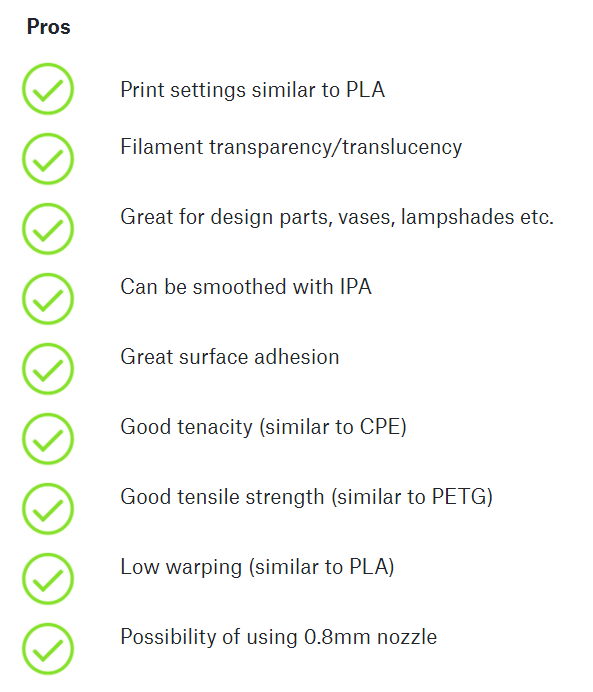
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!

O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
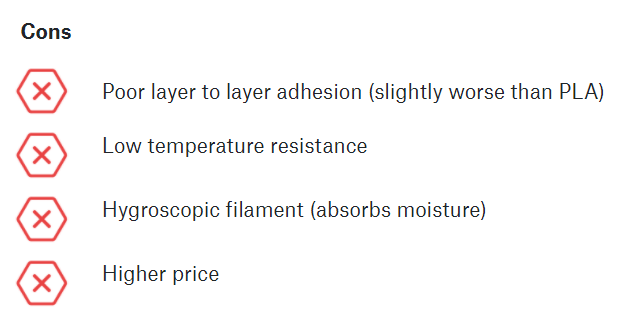
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
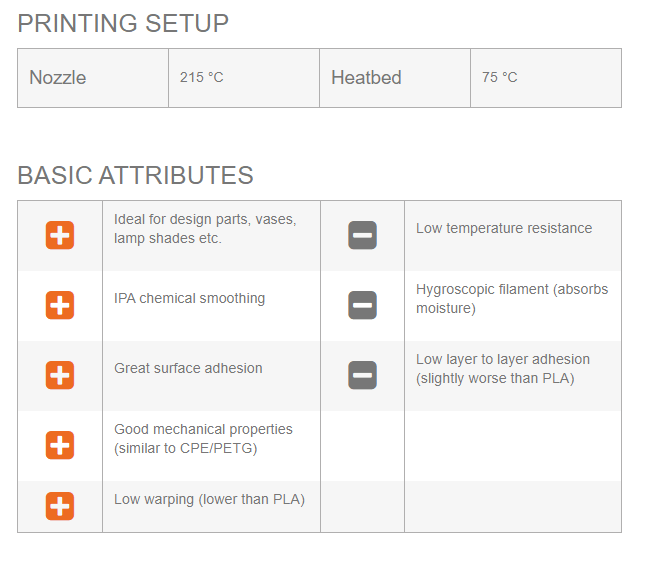
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
Este é um conjunto de 6 amostras de filamento de PVB de Prusament.
Cada amostra representa uma cor - Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparent.
O peso de cada amostra é de 25 g.
Para facilitar a impressão com as amostras de 25 g, recomendamos a utilização deste suporte de amostras especial (link) que pode ser montado utilizando duas peças impressas em 3D usando uma bobine vazia de Prusament .
Também preparámos para si um conjunto de modelos de teste (link) !
6x25 g - Rolo
Prusament Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparentt - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
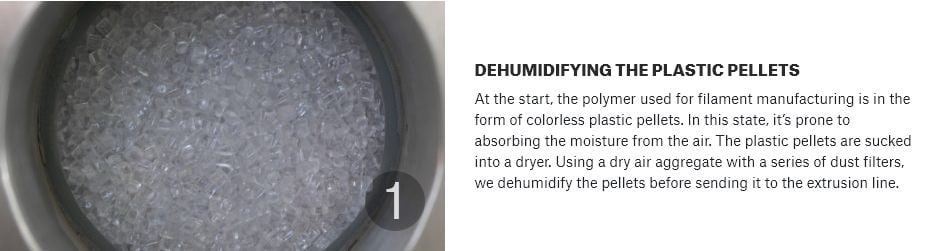
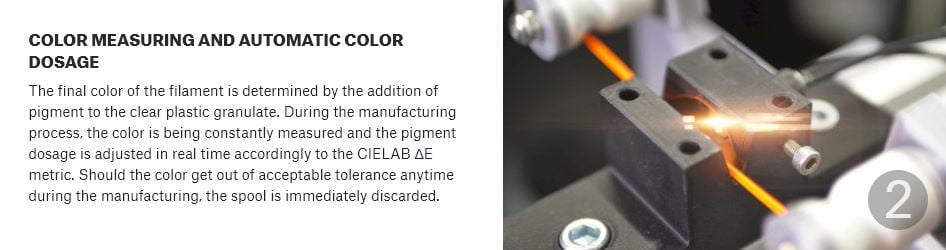
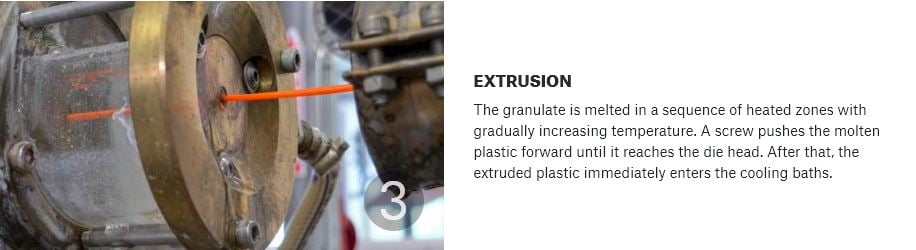
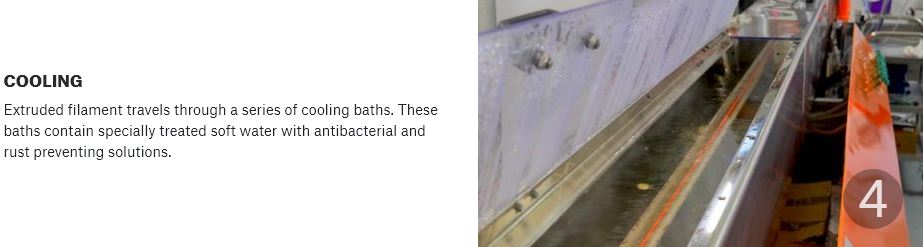
How It´s Made:

Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Smoky Black Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
PAJet 160 nylon (poliamida) - engenharia termoplásica
Graças à sua resistência a altas temperaturas, álcool e produtos químicos, Nylon é particularmente útil para aplicações mecânicas e técnicas. É extremamente durável, forte e inquebrável. É facilmente maquinado com ferramentas desenhadas para processamento de metal e também é facilmente pintada, o que o torna ainda mais versátil e funcional.
É incrivelmente flexível - expande-se em 50% antes de partir. No entanto, não é resistente a alcalinos e ácidos concentrados.
APLICAÇÃO:
PROPRIEDADES:

Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK

Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
10m (Amostra) - Rolo
Nylon PAJet 160 Natur - Cor
1.75mm (+-0.05mm) - Espessura
230º a 240º - Temp. recomendada do Hotend
40º a 120º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PA)
Difícil - Facilidade de Impressão
PPJet (polipropileno)
- plástico técnico de uso comum
- elevada resistência química a ácidos, alcalinos, óleos, sais, água, etc.
- um dos plásticos mais utilizados em várias indústrias, adequado para prototipagem e testes de propriedade
- baixa densidade - para que a luz possa flutuar sobre a água
- material altamente resistente e flexível, tem uma adesão de camadas elevadas, portanto é extremamente resistente ao impacto
- resistência ao calor (até 100 °C)
- inofensivo à saúde
O filamento PP cria a possibilidade de impressão 3D com o segundo polímero mais utilizado no mundo - Polipropileno.
Devido à sua elevada resistência aos danos e à notável flexibilidade, bem como à resistência a substâncias químicas (ácidos, bases, água), encontrou muitas aplicações em vários domínios da indústria e no uso quotidiano.
O PP pode ser impressa com quase qualquer impressora 3D sem a necessidade de uma câmara fechada.
O polipropileno (PP) é um dos polímeros mais utilizados na indústria. A sua elevada flexibilidade, durabilidade incrível, baixo peso e resistência aos produtos químicos fizeram com que encontrasse inúmeras aplicações da medicina, passando pela indústria automóvel para a indústria de embalagens. O filamento PP aproveitou o potencial deste material incrível e tornou possível a utilização na impressão 3D.
A impressionante resistência à tração torna o polipropileno perfeito para produzir elementos que requerem durabilidade, mantendo a flexibilidade, tais como recipientes bloqueáveis, pegas, etc.
É utilizado com sucesso em projetos de engenharia avançada e em casa.
O polipropileno é reciclável, razão pela qual as impressões e a sucata da impressora podem ser segregadas com outros lixos e reciclados, o que reflete perfeitamente o espírito da ideia de "desperdício zero".
APLICAÇÃO EM IMPRESSÃO 3D:
ARTIGOS DE USO DIÁRIO: caixas com fecho, cabides, pegas, fixadores, correias de relógio
MOTORIZAÇÃO: para-choques, para-choques, capas
BRINQUEDOS: estatuetas, carros e suas partes, drones
ARTIGOS DE COZINHA: recipientes de alimentos, pratos
MEDICINA: tubos de ensaio, vasos laboratoriais
Propriedades:
não tóxico e inodoro
alta resistência aos produtos químicos
resistência a danos mecânicos
adesão muito boa entre as camadas de impressão
adequado para o contacto com os alimentos
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PP.
Poderá encontrar no seguinte LINK
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
PRINTING SETUP
Nozzle: 210 - 230 °C
Heatbed: 80 - 100 °C
▪ draft-free environment, closed chamber recommended
▪ fan speed: 100%
▪ for a better adhesion using the MAGIGOO PP glue or printing on an office PP tape is recommended
▪ for the bigger object we recommend using function brim - 5 mm
▪ it's also necessary to lower pressure under the extruder wheel
Documentos para Download:
Technical Data Sheet
Safety Data Sheet
Rohs
10m (Amostra) - Rolo
PPJet (polypropylene) Natur - Cor
1.75mm (+-0.05mm) - Espessura
210º a 230º - Temp. recomendada do Hotend
80º a 100º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PP)
Difícil - Facilidade de Impressão
Ver esta publicação no Instagram
Ver esta publicação no Instagram
Nozzle de Aço Endurecido produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends E3D.

Os nozzles de latão são ideais para a maioria dos utilizadores de materiais tradicionais como o PLA, PETG, ABS, mas eles não aguentam o uso de filamentos compostos como por exemplo: madeira, brilha no escuro, fibras de carbono , metal, etc.
Se trabalha com esses materiais diferentes, já deve ter ouvido falar sobre os outros tipos de nozzle mais adaptados para esse serviço, como por exemplo os nozzles de inox.
No entanto, os nozzles de inox apresentam alguns problemas de aquecimento/ transferência térmica para o material, o que dá origem a que muitos utilizadores não se adaptem bem com os mesmos.
É ai que entra o nozzle de aço endurecido.
Este, tem algumas vantagens interessantes sobre os outros nozzles:
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
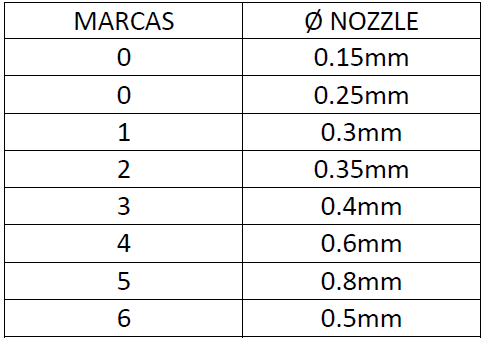
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.

Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.8mm - Diâmetro
Nozzle de Aço Endurecido produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends E3D.
Os nozzles de latão são ideais para a maioria dos utilizadores de materiais tradicionais como o PLA, PETG, ABS, mas eles não aguentam o uso de filamentos compostos como por exemplo: madeira, brilha no escuro, fibras de carbono , metal, etc.
Se trabalha com esses materiais diferentes, já deve ter ouvido falar sobre os outros tipos de nozzle mais adaptados para esse serviço, como por exemplo os nozzles de inox.
No entanto, os nozzles de inox apresentam alguns problemas de aquecimento/ transferência térmica para o material, o que dá origem a que muitos utilizadores não se adaptem bem com os mesmos.
É ai que entra o nozzle de aço endurecido.
Este, tem algumas vantagens interessantes sobre os outros nozzles:
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.6mm - Diâmetro
Nozzle de Aço Endurecido produzido pela marca AIMSOAR.
Compatível* com a maioria dos hotends E3D.
Os nozzles de latão são ideais para a maioria dos utilizadores de materiais tradicionais como o PLA, PETG, ABS, mas eles não aguentam o uso de filamentos compostos como por exemplo: madeira, brilha no escuro, fibras de carbono , metal, etc.
Se trabalha com esses materiais diferentes, já deve ter ouvido falar sobre os outros tipos de nozzle mais adaptados para esse serviço, como por exemplo os nozzles de inox.
No entanto, os nozzles de inox apresentam alguns problemas de aquecimento/ transferência térmica para o material, o que dá origem a que muitos utilizadores não se adaptem bem com os mesmos.
É ai que entra o nozzle de aço endurecido.
Este, tem algumas vantagens interessantes sobre os outros nozzles:
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.4mm - Diâmetro
![]()
Nozzle produzido pela marca E3D V6.
Compatível com a maioria dos hotends:
Mosquito and Mosquito Magnum
Copperhead
E3D V4, V5 and V6 blocks
E3D Chimera and Kraken
RepRap M6
e Impressoras 3D:
MK3s
MK2.5/S
MK2/S
MINI
E3D é famosa no mundo da impressão 3D pela sua nozzle v6 nas suas diferentes variantes: latão, aço endurecido e aço inoxidável.

Devido ao crescente uso de materiais avançados, com altas temperaturas de extrusão e ligas com fibras de carbono ou vidro, E3D-On-line desenvolveu um nozzle capaz de suportar qualquer material do mercado: o Nozzle X.
O Nozzle X é um nozzle que interiormente apresenta a famosa forma de cone dos nozzles v6 de E3D-On-line, desenhado para obter um fluxo constante.
O Nozzle X está otimizado graças aos seus materiais de fabricação, um aço para ferramentas destinado à fabricação de utensílios que estão expostos constantemente desgaste e a golpes.
Para complementar a dureza do aço para ferramentas, agregou-se um niquelado a todas as paredes do nozzle, que além de aumentar a dureza superficial, consegue um acabamento totalmente liso que permite um acabamento superficial totalmente suave nas peças realizadas pela impressora 3D.
Por outro lado, para combater os problemas de desgaste provocado pelos materiais que contém fibras de carbono ou vidro, o Nozzle X conta com um nano-recubrimiento no seu interior.
A soma de todas estas propriedades, tecnicamente excelentes, permitem imprimir materiais avançados (450ºC ) com fibra, como por exemplo PEKK-Fibra de Carbono ou PEI-Fibra de Carbono, sem problemas de desgaste .

Escolher o material certo:
Nozzle X
O Nozzle X é o último nozzle de que a sua impressora 3D alguma vez precisará. Fabricados a partir de uma base de aço-ferramenta endurecido, são depois niquelados para manter a dureza a temperaturas elevadas, e têm um revestimento WS2 aplicado para proporcionar ao bico propriedades de aderência reduzidas. Classificado a uma temperatura máxima de 500°C, Nozzle X imprime todos os materiais imprimíveis*, desde PLA até PEEK cheio de fibra de carbono sem desgaste.
Latão
Os bicos de latão, com a geometria interna da assinatura E3D, têm propriedades térmicas óptimas para a impressão diária, proporcionando camadas suaves para aplicações padrão não abrasivas. Classificados a uma temperatura máxima de 300°C.
Aço Inoxidável
Os bicos de aço inoxidável são adequados para impressão de qualidade alimentar, ou aplicações em que o conteúdo de chumbo dos bicos de latão é inadequado. Classificados a uma temperatura máxima de 500°C.
Cobre laminado
Os nossos bicos de cobre chapeados únicos são adequados para aplicações a altas temperaturas e não-abrasivas. A niquelagem proporciona uma superfície de aderência reduzida, ideal para situações em que as temperaturas são demasiado quentes para uma meia de silicone. Classificado a uma temperatura máxima de 500°C.
Aço temperado
Os bicos de aço endurecido são bons bicos utilitários, adequados para filamentos abrasivos tais como enchimentos de madeira, enchimentos de brilho e enchimentos de metal. Até mesmo os filamentos brilhantes no escuro irão abrasar latão, pelo que os nossos bicos de aço endurecido são uma óptima opção, de baixo custo, quando não se pode esticar para um Nozzle X. Classificados a uma temperatura máxima de 500°C. Note que este nozzle não é adequado para imprimir filamentos abrasivos a temperaturas superiores a 350°C.
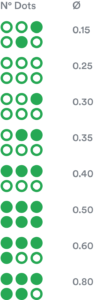
Os nozzle E3D são identificáveis com marcações nos planos da cabeça hexagonal, consulte a tabela abaixo para identificação:
Os nozzles de latão são ideais para a maioria dos utilizadores de materiais tradicionais como o PLA, PETG, ABS, mas eles não aguentam o uso de filamentos compostos como por exemplo: madeira, brilha no escuro, fibras de carbono , metal, etc.
Se trabalha com esses materiais diferentes, já deve ter ouvido falar sobre os outros tipos de nozzle mais adaptados para esse serviço, como por exemplo os nozzles de inox.
No entanto, os nozzles de inox apresentam alguns problemas de aquecimento/ transferência térmica para o material, o que dá origem a que muitos utilizadores não se adaptem bem com os mesmos.
É ai que entra o nozzle de aço endurecido.
Este, tem algumas vantagens interessantes sobre os outros nozzles:
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.6mm - Diâmetro
Recomendamos a leitura do artigo com informação à cerca do diâmetro dos nozzles
Para trocar este componente, recomendamos a leitura do manual.
![]()
Nozzle produzido pela marca E3D V6.
Compatível com a maioria dos hotends:
Mosquito and Mosquito Magnum
Copperhead
E3D V4, V5 and V6 blocks
E3D Chimera and Kraken
RepRap M6
e Impressoras 3D:
MK3s
MK2.5/S
MK2/S
MINI
E3D é famosa no mundo da impressão 3D pela sua nozzle v6 nas suas diferentes variantes: latão, aço endurecido e aço inoxidável.
Devido ao crescente uso de materiais avançados, com altas temperaturas de extrusão e ligas com fibras de carbono ou vidro, E3D-On-line desenvolveu um nozzle capaz de suportar qualquer material do mercado: o Nozzle X.
O Nozzle X é um nozzle que interiormente apresenta a famosa forma de cone dos nozzles v6 de E3D-On-line, desenhado para obter um fluxo constante.
O Nozzle X está otimizado graças aos seus materiais de fabricação, um aço para ferramentas destinado à fabricação de utensílios que estão expostos constantemente desgaste e a golpes.
Para complementar a dureza do aço para ferramentas, agregou-se um niquelado a todas as paredes do nozzle, que além de aumentar a dureza superficial, consegue um acabamento totalmente liso que permite um acabamento superficial totalmente suave nas peças realizadas pela impressora 3D.
Por outro lado, para combater os problemas de desgaste provocado pelos materiais que contém fibras de carbono ou vidro, o Nozzle X conta com um nano-recubrimiento no seu interior.
A soma de todas estas propriedades, tecnicamente excelentes, permitem imprimir materiais avançados (450ºC ) com fibra, como por exemplo PEKK-Fibra de Carbono ou PEI-Fibra de Carbono, sem problemas de desgaste .
Escolher o material certo:
Nozzle X
O Nozzle X é o último nozzle de que a sua impressora 3D alguma vez precisará. Fabricados a partir de uma base de aço-ferramenta endurecido, são depois niquelados para manter a dureza a temperaturas elevadas, e têm um revestimento WS2 aplicado para proporcionar ao bico propriedades de aderência reduzidas. Classificado a uma temperatura máxima de 500°C, Nozzle X imprime todos os materiais imprimíveis*, desde PLA até PEEK cheio de fibra de carbono sem desgaste.
Latão
Os bicos de latão, com a geometria interna da assinatura E3D, têm propriedades térmicas óptimas para a impressão diária, proporcionando camadas suaves para aplicações padrão não abrasivas. Classificados a uma temperatura máxima de 300°C.
Aço Inoxidável
Os bicos de aço inoxidável são adequados para impressão de qualidade alimentar, ou aplicações em que o conteúdo de chumbo dos bicos de latão é inadequado. Classificados a uma temperatura máxima de 500°C.
Cobre laminado
Os nossos bicos de cobre chapeados únicos são adequados para aplicações a altas temperaturas e não-abrasivas. A niquelagem proporciona uma superfície de aderência reduzida, ideal para situações em que as temperaturas são demasiado quentes para uma meia de silicone. Classificado a uma temperatura máxima de 500°C.
Aço temperado
Os bicos de aço endurecido são bons bicos utilitários, adequados para filamentos abrasivos tais como enchimentos de madeira, enchimentos de brilho e enchimentos de metal. Até mesmo os filamentos brilhantes no escuro irão abrasar latão, pelo que os nossos bicos de aço endurecido são uma óptima opção, de baixo custo, quando não se pode esticar para um Nozzle X. Classificados a uma temperatura máxima de 500°C. Note que este nozzle não é adequado para imprimir filamentos abrasivos a temperaturas superiores a 350°C.
Os nozzle E3D são identificáveis com marcações nos planos da cabeça hexagonal, consulte a tabela abaixo para identificação:
Os nozzles de latão são ideais para a maioria dos utilizadores de materiais tradicionais como o PLA, PETG, ABS, mas eles não aguentam o uso de filamentos compostos como por exemplo: madeira, brilha no escuro, fibras de carbono , metal, etc.
Se trabalha com esses materiais diferentes, já deve ter ouvido falar sobre os outros tipos de nozzle mais adaptados para esse serviço, como por exemplo os nozzles de inox.
No entanto, os nozzles de inox apresentam alguns problemas de aquecimento/ transferência térmica para o material, o que dá origem a que muitos utilizadores não se adaptem bem com os mesmos.
É ai que entra o nozzle de aço endurecido.
Este, tem algumas vantagens interessantes sobre os outros nozzles:
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.4mm - Diâmetro
Recomendamos a leitura do artigo com informação à cerca do diâmetro dos nozzles
Para trocar este componente, recomendamos a leitura do manual.
Nozzle produzido pela marca E3D V6.
Compatível com a maioria dos hotends:
Mosquito and Mosquito Magnum
Copperhead
E3D V4, V5 and V6 blocks
E3D Chimera and Kraken
RepRap M6
e Impressoras 3D:
MK3s
MK2.5/S
MK2/S
MINI
Escolher o material certo:
Nozzle X
O Nozzle X é o último nozzle de que a sua impressora 3D alguma vez precisará. Fabricados a partir de uma base de aço-ferramenta endurecido, são depois niquelados para manter a dureza a temperaturas elevadas, e têm um revestimento WS2 aplicado para proporcionar ao bico propriedades de aderência reduzidas. Classificado a uma temperatura máxima de 500°C, Nozzle X imprime todos os materiais imprimíveis*, desde PLA até PEEK cheio de fibra de carbono sem desgaste.
Latão
Os bicos de latão, com a geometria interna da assinatura E3D, têm propriedades térmicas óptimas para a impressão diária, proporcionando camadas suaves para aplicações padrão não abrasivas. Classificados a uma temperatura máxima de 300°C.
Aço Inoxidável
Os bicos de aço inoxidável são adequados para impressão de qualidade alimentar, ou aplicações em que o conteúdo de chumbo dos bicos de latão é inadequado. Classificados a uma temperatura máxima de 500°C.
Cobre laminado
Os nossos bicos de cobre chapeados únicos são adequados para aplicações a altas temperaturas e não-abrasivas. A niquelagem proporciona uma superfície de aderência reduzida, ideal para situações em que as temperaturas são demasiado quentes para uma meia de silicone. Classificado a uma temperatura máxima de 500°C.
Aço temperado
Os bicos de aço endurecido são bons bicos utilitários, adequados para filamentos abrasivos tais como enchimentos de madeira, enchimentos de brilho e enchimentos de metal. Até mesmo os filamentos brilhantes no escuro irão abrasar latão, pelo que os nossos bicos de aço endurecido são uma óptima opção, de baixo custo, quando não se pode esticar para um Nozzle X. Classificados a uma temperatura máxima de 500°C. Note que este nozzle não é adequado para imprimir filamentos abrasivos a temperaturas superiores a 350°C.
Os nozzle E3D são identificáveis com marcações nos planos da cabeça hexagonal, consulte a tabela abaixo para identificação:
O nozzle de latão é o material mais comum encontrado nas impressoras 3D.
Apesar de ser o nozzle mais económico, não significa que seja de prestação inferior aos nozzles produzidos de outros materiais.
O latão além de ser fácil de ser fabricado, é um excelente condutor térmico, possuindo melhores prestações que nozzles de outros materiais como os nozzles de inox.
O nozzle V6 é um modelo de nozzle para impressora 3D criado pela empresa europeia E3D.
Ele possui uma geometria interna otimizada para reduzir a contrapressão, garantindo um fluxo de filamento suave e fácil, ao mesmo tempo em que melhora a eficácia da retração.
Todos os nozzles disponíveis na EVOLT são identificáveis com a respectiva numeração nas faces da cabeça sextavada.
A medida 1,75mm é referente à espessura do filamento compatível com este nozzle para impressora 3D.
A grande maioria dos filamentos do mercado de hoje em dia são de 1,75mm, dessa forma este nozzle irá funcionar com a grande maioria dos filamentos.
Em resumo, quanto menor o nozzle, maior a resolução, porém o tempo de impressão pode aumentar bastante. Já um nozzle de maior diâmetro, possui uma resolução menor e pode ser muito mais rápido.
A maioria dos usuários optam pelo uso de nozzle de 0,4mm, pois o mesmo dispõe de um diâmetro "meio termo", sendo ideal para peças de elevada resolução e ao mesmo tempo de contrução de peças rápidas.
Recomendamos a leitura deste artigo com informação à cerca do diâmetro dos nozzles: LINK
A instalação do nozzle de aço endurecido é mesma de todos os nozzles, dependendo do sistema usado.
Como regra geral, deve pré-aquecer o nozzle a 280ºc e o mesmo deve ficar em contato com a garganta interna, para que não haja vazamento entre eles.
Antes de trocar o nozzle, recomendamos a efectuar uma limpeza ao canal com filamento 3D de NYLON e proceder a um processo de limpeza por cold-pull.
Para apertar correctamente o seu nozzle, recomendamos a utilizar a seguinte chave nanométrica: LINK
Para correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Caracteristicas:
0.8mm - Diâmetro
Recomendamos a leitura do artigo com informação à cerca do diâmetro dos nozzles
Para trocar este componente, recomendamos a leitura do manual.
































