EXCELÊNCIA DAS FIBRAS DE CARBONO
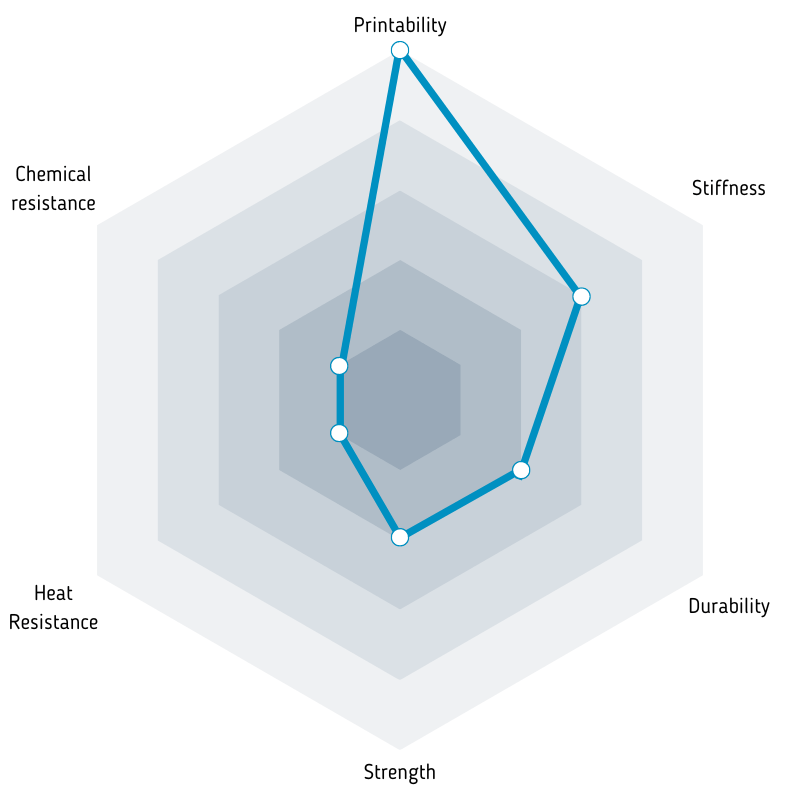
PA12+CF15 a marca Fiberlogy é mais uma manifestação das capacidades técnicas do filamento Nylon PA12 que foi reforçado com 15% de adição de fibras de carbono.
Caracteriza-se por alta resistência térmica e menos encolhimento em comparação com o Nylon PA12 não modificado.
A aplicação da fibra de carbono permite reduzir o peso do componente, mantendo a sua elevada rigidez estrutural.
O PA12+CF tem uma gama de aplicações em todo o sector, incluindo os sectores automóvel e de engenharia, sendo perfeito para a criação de protótipos avançados, drones e produtos finais que exigem uma maior durabilidade, reduzindo ao mesmo tempo o seu peso.
Aplicação:
PA12 + CF15
Propriedades:
Como imprimir?

Este material é altamente abrasivo. Recomendamos a utilização de Nozzles de aço endurecido.
Poderá encontrar no seguinte LINK

Este material é considerado de difícil aderência à superfície da plataforma de impressão 3D de vidro ou PEI. Para evitar problemas de warpping e de aderência das peças, recomendamos a aplicar potenciador de aderência especial para PA Nylon.
Poderá encontrar no seguinte LINK

Normalmente os filamentos Nylon são altamente higroscópicos, absorvendo rapidamente a humidade do ar passados poucos minutos após abertos, impossibilitando desta forma a correcta impressão 3D do mesmos. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento. AVISO: O recurso a forno para secagem do filamento invalida a garantia.
Poderá encontrar no seguinte LINK
Download:
Technical Data Sheet
Material Safety Data Sheet
Amostra (10m +- 30g) - Rolo
PA12+CF15 Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
255º a 270º - Temp. recomendada do Hotend
40º a 110º - Temp. recomendada da Heated bed (mediante aplicação de Magigoo PA)
Difícil - Facilidade de Impressão
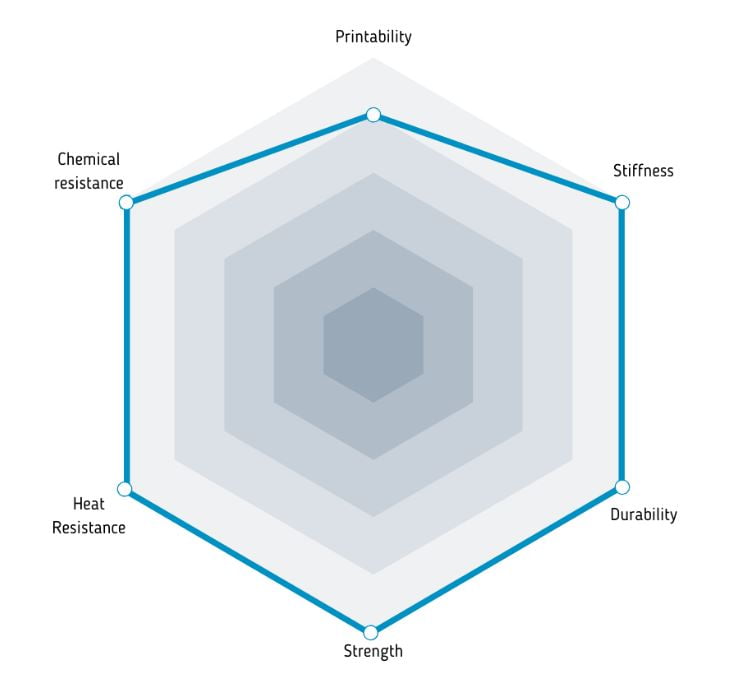


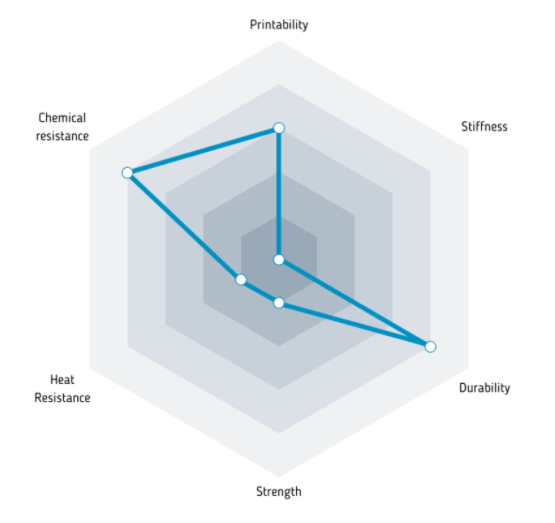
Um elastómero termoplástico com uma dureza de 40D na escala shore, que pode ser impresso a velocidades até 45 mm/s. O material em forma de borracha pode ser estendido até 680% das suas dimensões originais. Além disso, tem uma alta resistência ao impacto a baixas temperaturas e é resistente à abrasão e tem uma resistência química muito boa. Todas as propriedades materiais dão a oportunidade de usá-lo em lugares que requerem dobragem frequente, em gadgets, bem como partes de borracha de máquinas e elementos de união.
Rápido e preciso. Sim, é possível. MATTFLEX 40D é a melhor prova disso.
Com este material flexível com dureza shore de D40 pode imprimir à velocidade de 45mm/s sem se preocupar com a qualidade da impressão.
Além disso, graças ao MATTFLEX 40D vai descobrir que a impressão com filamentos flexíveis não tem de ser difícil. Alimentá-lo ao extrusor será extremamente fácil e as camadas impressas ficarão bem juntas.
As suas impressões digitais terão propriedades tais como: alta resistência ao impacto, resistência à baixa temperatura, resistência química e abrasão. Por causa disso, o MATTFLEX 40D pode ser utilizado tanto para aplicações amadoras como profissionais.
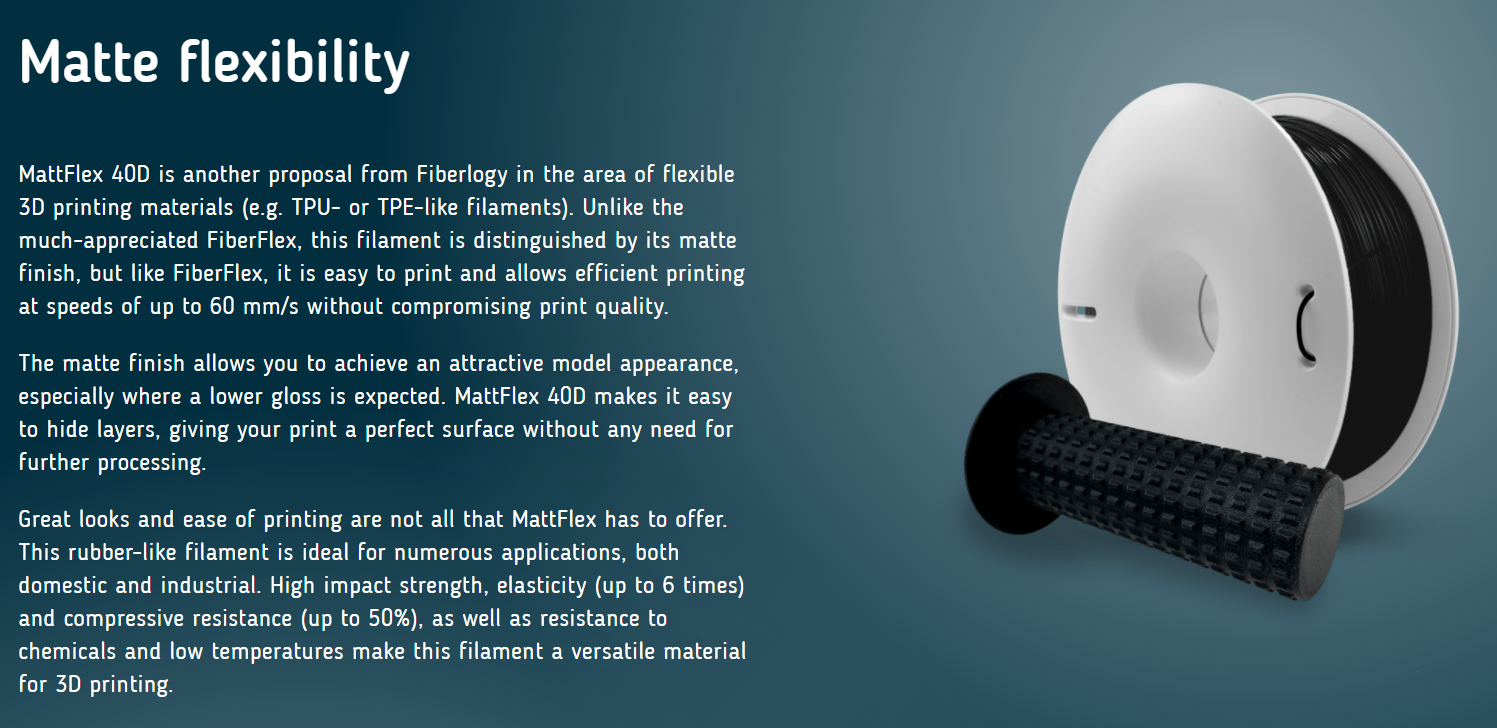
O acabamento mate permite alcançar uma aparência de modelo atraente, especialmente onde se espera um brilho mais baixo. O MattFlex 40D torna fácil esconder camadas, dando à sua impressão uma superfície perfeita sem qualquer necessidade de processamento adicional.
Grande aspecto e facilidade de impressão não são tudo o que o MattFlex tem para oferecer. Este filamento de borracha é ideal para numerosas aplicações, tanto domésticas como industriais. Alta resistência ao impacto, elasticidade (até 6 vezes) e resistência à compressão (até 50%), bem como resistência a produtos químicos e baixas temperaturas, fazem deste filamento um material versátil para a impressão 3D.

APLICAÇÃO:
ELEMENTOS DE BORRACHA DAS MÁQUINAS: juntas, elementos frequentemente dobrados
GADGETS OU SEUS ELEMENTOS: mangas e caixas de telefone, relógio, contra-pulso, correias pedómetros
ELEMENTOS DE LIGAÇÃO: dobradiças flexíveis
BRINQUEDOS OU SEUS ELEMENTOS: pneus, figuras de borracha
JOALHARIA: bandas, pulseiras
Propriedades:
Acabamento mate, escondendo o aspecto das layers
Dureza 40D
alta resistência ao impacto em baixas temperaturas
muito boa resistência térmica, química e abrasão
Informações adicionais:
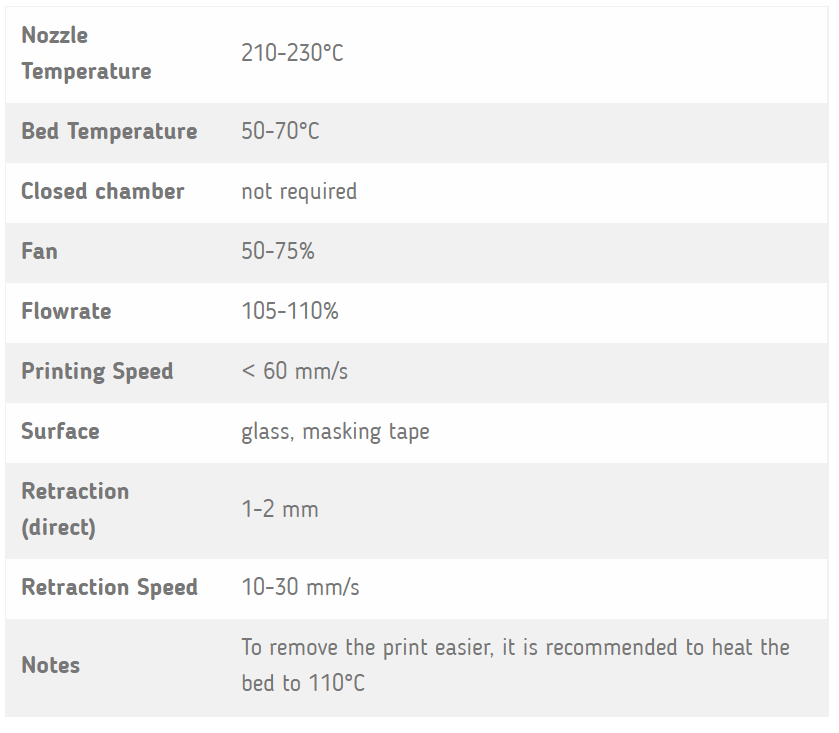
velocidade de impressão até 45 mm/s com extrusor direto
pode ser impresso com extrusor estilo Bowden na velocidade 15-30 mm/s
Amostra (10m +- 30g) - Rolo
MATTFLEX 40D White - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.03mm - Tolerância Oval
210º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão

Um elastómero termoplástico com uma dureza de 40D na escala shore, que pode ser impresso a velocidades até 45 mm/s. O material em forma de borracha pode ser estendido até 680% das suas dimensões originais. Além disso, tem uma alta resistência ao impacto a baixas temperaturas e é resistente à abrasão e tem uma resistência química muito boa. Todas as propriedades materiais dão a oportunidade de usá-lo em lugares que requerem dobragem frequente, em gadgets, bem como partes de borracha de máquinas e elementos de união.
Rápido e preciso. Sim, é possível. MATTFLEX 40D é a melhor prova disso.
Com este material flexível com dureza shore de D40 pode imprimir à velocidade de 45mm/s sem se preocupar com a qualidade da impressão.
Além disso, graças ao MATTFLEX 40D vai descobrir que a impressão com filamentos flexíveis não tem de ser difícil. Alimentá-lo ao extrusor será extremamente fácil e as camadas impressas ficarão bem juntas.
As suas impressões digitais terão propriedades tais como: alta resistência ao impacto, resistência à baixa temperatura, resistência química e abrasão. Por causa disso, o MATTFLEX 40D pode ser utilizado tanto para aplicações amadoras como profissionais.
O acabamento mate permite alcançar uma aparência de modelo atraente, especialmente onde se espera um brilho mais baixo. O MattFlex 40D torna fácil esconder camadas, dando à sua impressão uma superfície perfeita sem qualquer necessidade de processamento adicional.
Grande aspecto e facilidade de impressão não são tudo o que o MattFlex tem para oferecer. Este filamento de borracha é ideal para numerosas aplicações, tanto domésticas como industriais. Alta resistência ao impacto, elasticidade (até 6 vezes) e resistência à compressão (até 50%), bem como resistência a produtos químicos e baixas temperaturas, fazem deste filamento um material versátil para a impressão 3D.
APLICAÇÃO:
ELEMENTOS DE BORRACHA DAS MÁQUINAS: juntas, elementos frequentemente dobrados
GADGETS OU SEUS ELEMENTOS: mangas e caixas de telefone, relógio, contra-pulso, correias pedómetros
ELEMENTOS DE LIGAÇÃO: dobradiças flexíveis
BRINQUEDOS OU SEUS ELEMENTOS: pneus, figuras de borracha
JOALHARIA: bandas, pulseiras
Propriedades:
Acabamento mate, escondendo o aspecto das layers
Dureza 40D
alta resistência ao impacto em baixas temperaturas
muito boa resistência térmica, química e abrasão
Informações adicionais:
velocidade de impressão até 45 mm/s com extrusor direto
pode ser impresso com extrusor estilo Bowden na velocidade 15-30 mm/s
Amostra (10m +- 30g) - Rolo
MATTFLEX 40D Red - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.03mm - Tolerância Oval
210º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
Um elastómero termoplástico com uma dureza de 40D na escala shore, que pode ser impresso a velocidades até 45 mm/s. O material em forma de borracha pode ser estendido até 680% das suas dimensões originais. Além disso, tem uma alta resistência ao impacto a baixas temperaturas e é resistente à abrasão e tem uma resistência química muito boa. Todas as propriedades materiais dão a oportunidade de usá-lo em lugares que requerem dobragem frequente, em gadgets, bem como partes de borracha de máquinas e elementos de união.
Rápido e preciso. Sim, é possível. MATTFLEX 40D é a melhor prova disso.
Com este material flexível com dureza shore de D40 pode imprimir à velocidade de 45mm/s sem se preocupar com a qualidade da impressão.
Além disso, graças ao MATTFLEX 40D vai descobrir que a impressão com filamentos flexíveis não tem de ser difícil. Alimentá-lo ao extrusor será extremamente fácil e as camadas impressas ficarão bem juntas.
As suas impressões digitais terão propriedades tais como: alta resistência ao impacto, resistência à baixa temperatura, resistência química e abrasão. Por causa disso, o MATTFLEX 40D pode ser utilizado tanto para aplicações amadoras como profissionais.
O acabamento mate permite alcançar uma aparência de modelo atraente, especialmente onde se espera um brilho mais baixo. O MattFlex 40D torna fácil esconder camadas, dando à sua impressão uma superfície perfeita sem qualquer necessidade de processamento adicional.
Grande aspecto e facilidade de impressão não são tudo o que o MattFlex tem para oferecer. Este filamento de borracha é ideal para numerosas aplicações, tanto domésticas como industriais. Alta resistência ao impacto, elasticidade (até 6 vezes) e resistência à compressão (até 50%), bem como resistência a produtos químicos e baixas temperaturas, fazem deste filamento um material versátil para a impressão 3D.
APLICAÇÃO:
ELEMENTOS DE BORRACHA DAS MÁQUINAS: juntas, elementos frequentemente dobrados
GADGETS OU SEUS ELEMENTOS: mangas e caixas de telefone, relógio, contra-pulso, correias pedómetros
ELEMENTOS DE LIGAÇÃO: dobradiças flexíveis
BRINQUEDOS OU SEUS ELEMENTOS: pneus, figuras de borracha
JOALHARIA: bandas, pulseiras
Propriedades:
Acabamento mate, escondendo o aspecto das layers
Dureza 40D
alta resistência ao impacto em baixas temperaturas
muito boa resistência térmica, química e abrasão
Informações adicionais:
velocidade de impressão até 45 mm/s com extrusor direto
pode ser impresso com extrusor estilo Bowden na velocidade 15-30 mm/s
Amostra (10m +- 30g) - Rolo
MATTFLEX 40D Graphite - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.03mm - Tolerância Oval
210º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
Um elastómero termoplástico com uma dureza de 40D na escala shore, que pode ser impresso a velocidades até 45 mm/s. O material em forma de borracha pode ser estendido até 680% das suas dimensões originais. Além disso, tem uma alta resistência ao impacto a baixas temperaturas e é resistente à abrasão e tem uma resistência química muito boa. Todas as propriedades materiais dão a oportunidade de usá-lo em lugares que requerem dobragem frequente, em gadgets, bem como partes de borracha de máquinas e elementos de união.
Rápido e preciso. Sim, é possível. MATTFLEX 40D é a melhor prova disso.
Com este material flexível com dureza shore de D40 pode imprimir à velocidade de 45mm/s sem se preocupar com a qualidade da impressão.
Além disso, graças ao MATTFLEX 40D vai descobrir que a impressão com filamentos flexíveis não tem de ser difícil. Alimentá-lo ao extrusor será extremamente fácil e as camadas impressas ficarão bem juntas.
As suas impressões digitais terão propriedades tais como: alta resistência ao impacto, resistência à baixa temperatura, resistência química e abrasão. Por causa disso, o MATTFLEX 40D pode ser utilizado tanto para aplicações amadoras como profissionais.
O acabamento mate permite alcançar uma aparência de modelo atraente, especialmente onde se espera um brilho mais baixo. O MattFlex 40D torna fácil esconder camadas, dando à sua impressão uma superfície perfeita sem qualquer necessidade de processamento adicional.
Grande aspecto e facilidade de impressão não são tudo o que o MattFlex tem para oferecer. Este filamento de borracha é ideal para numerosas aplicações, tanto domésticas como industriais. Alta resistência ao impacto, elasticidade (até 6 vezes) e resistência à compressão (até 50%), bem como resistência a produtos químicos e baixas temperaturas, fazem deste filamento um material versátil para a impressão 3D.
APLICAÇÃO:
ELEMENTOS DE BORRACHA DAS MÁQUINAS: juntas, elementos frequentemente dobrados
GADGETS OU SEUS ELEMENTOS: mangas e caixas de telefone, relógio, contra-pulso, correias pedómetros
ELEMENTOS DE LIGAÇÃO: dobradiças flexíveis
BRINQUEDOS OU SEUS ELEMENTOS: pneus, figuras de borracha
JOALHARIA: bandas, pulseiras
Propriedades:
Acabamento mate, escondendo o aspecto das layers
Dureza 40D
alta resistência ao impacto em baixas temperaturas
muito boa resistência térmica, química e abrasão
Informações adicionais:
velocidade de impressão até 45 mm/s com extrusor direto
pode ser impresso com extrusor estilo Bowden na velocidade 15-30 mm/s
Amostra (10m +- 30g) - Rolo
MATTFLEX 40D Blue - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.03mm - Tolerância Oval
210º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
Um elastómero termoplástico com uma dureza de 40D na escala shore, que pode ser impresso a velocidades até 45 mm/s. O material em forma de borracha pode ser estendido até 680% das suas dimensões originais. Além disso, tem uma alta resistência ao impacto a baixas temperaturas e é resistente à abrasão e tem uma resistência química muito boa. Todas as propriedades materiais dão a oportunidade de usá-lo em lugares que requerem dobragem frequente, em gadgets, bem como partes de borracha de máquinas e elementos de união.
Rápido e preciso. Sim, é possível. MATTFLEX 40D é a melhor prova disso.
Com este material flexível com dureza shore de D40 pode imprimir à velocidade de 45mm/s sem se preocupar com a qualidade da impressão.
Além disso, graças ao MATTFLEX 40D vai descobrir que a impressão com filamentos flexíveis não tem de ser difícil. Alimentá-lo ao extrusor será extremamente fácil e as camadas impressas ficarão bem juntas.
As suas impressões digitais terão propriedades tais como: alta resistência ao impacto, resistência à baixa temperatura, resistência química e abrasão. Por causa disso, o MATTFLEX 40D pode ser utilizado tanto para aplicações amadoras como profissionais.
O acabamento mate permite alcançar uma aparência de modelo atraente, especialmente onde se espera um brilho mais baixo. O MattFlex 40D torna fácil esconder camadas, dando à sua impressão uma superfície perfeita sem qualquer necessidade de processamento adicional.
Grande aspecto e facilidade de impressão não são tudo o que o MattFlex tem para oferecer. Este filamento de borracha é ideal para numerosas aplicações, tanto domésticas como industriais. Alta resistência ao impacto, elasticidade (até 6 vezes) e resistência à compressão (até 50%), bem como resistência a produtos químicos e baixas temperaturas, fazem deste filamento um material versátil para a impressão 3D.
APLICAÇÃO:
ELEMENTOS DE BORRACHA DAS MÁQUINAS: juntas, elementos frequentemente dobrados
GADGETS OU SEUS ELEMENTOS: mangas e caixas de telefone, relógio, contra-pulso, correias pedómetros
ELEMENTOS DE LIGAÇÃO: dobradiças flexíveis
BRINQUEDOS OU SEUS ELEMENTOS: pneus, figuras de borracha
JOALHARIA: bandas, pulseiras
Propriedades:
Acabamento mate, escondendo o aspecto das layers
Dureza 40D
alta resistência ao impacto em baixas temperaturas
muito boa resistência térmica, química e abrasão
Informações adicionais:
velocidade de impressão até 45 mm/s com extrusor direto
pode ser impresso com extrusor estilo Bowden na velocidade 15-30 mm/s
Amostra (10m +- 30g) - Rolo
MATTFLEX 40D Black - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.03mm - Tolerância Oval
210º a 230º - Temp. recomendada do Hotend
0º a 70º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Moderado - Facilidade de Impressão
![]()
Filamento PETG para impressão 3D, de alta qualidade e biodegradável, produzido pela Filalab.
Empresa lituana certificada com ISO 9001 e ISO 1401, que prima pela qualidade, as cores ricas e a possibilidade de personalização de cores, para além da aposta em materiais biodegradáveis, feitos através de plásticos reciclados
O PETG é uma excelente opção para a impressão de peças funcionais devido à sua fiabilidade. É mais durável e tem mais resistência do que o PLA, também pode ser lixado para ter uma superfície lisa e acabada. Escolhendo a temperatura e velocidade certas, é fácil de imprimir.
Utilizado frequentemente pela indústria pelo seu excelente rácio de qualidade/preço, é indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
Se desejar obter acabamentos superficiais extraordinários com PETG recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
om o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 80ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warping.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma. Poderá encontrar no seguinte LINK.
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
PETG - Material
1kg - Rolo
Bordeaux - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
230º a 250º - Temp. recomendada do Hotend
75º a 90º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
![]()
Filamento PETG para impressão 3D, de alta qualidade e biodegradável, produzido pela Filalab.
Empresa lituana certificada com ISO 9001 e ISO 1401, que prima pela qualidade, as cores ricas e a possibilidade de personalização de cores, para além da aposta em materiais biodegradáveis, feitos através de plásticos reciclados
O PETG é uma excelente opção para a impressão de peças funcionais devido à sua fiabilidade. É mais durável e tem mais resistência do que o PLA, também pode ser lixado para ter uma superfície lisa e acabada. Escolhendo a temperatura e velocidade certas, é fácil de imprimir.
Utilizado frequentemente pela indústria pelo seu excelente rácio de qualidade/preço, é indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
O PETG é o copolímero mais famoso e utilizado no mundo da impressão 3D.
Surgiu no combinar o PET com glicol, melhorando as propriedades do PET através de um processo de glicosilação .
O PET (Polyethylene terephthalate) nasce em 1941 da mão dos cientistas britânicos Whinfield e Dickson, quem patentearam este polímero para a fabricação de fibras, que substituiriam às fibras de algodão.
Em 1976, este polímero começou a ser usado na fabricação de garrafas para bebidas como bebidas carbonatadas, cerveja e água mineral.
Dado este factor, não é de estranhar que o PET seja o plástico mais utilizado do mundo.
Um dos motivos pelo qual na impressão 3D se utiliza o PETG é este mais duradouro graças à sua maior resistência ao desgaste e a corrosão a agentes oxidantes, aspectos que estão combinados com uma alta firmeza anti-impactos.
Outras vantagens que o PETG apresenta é o facto de ser o único que não liberta qualquer tipo de gás na impressão 3D, sendo seguro para utilização dentro de espaços comuns, como escritórios.
O PETG como material utilizado na impressão 3D caracteriza-se por ter uma funcionalidade muito similar ao ABS (boa resistência à temperatura, duradouro, resistente) e a facilidade de impressão como o PLA.
Além disso amostra uma excelente adesão entre camadas, pouca deformação durante a impressão, resistência a ambientes com temperaturas baixas durante prolongados intervalos de tempo, resistência química (bases e ácidos), UV, e a ausência de cheiro durante a sua impressão.
A aplicação deste copoliéster na impressão 3D centra-se na produção de peças que precisam certa flexibilidade, boa resistência aos golpes (inclusive a baixas temperaturas), como por exemplo: peças sujeitas a pressão, peças protetoras ou recipientes para alimentos, as quais podem ser totalmente recicláveis.
Se desejar obter acabamentos superficiais extraordinários com PETG recomendamos a revestir a superfície com de spray de alto enchimento usado por profissionais de pintura automóvel, no qual poderás encontrar na categoria de acessórios chamado Spray Primário de alto enchimento Berner.
om o mesmo poderás lixar com lixas de água e polir até obteres um acabamento perfeito, sem se notarem as linhas e imperfeições.
Para obter maiores rendimentos de impressão 3D recomendamos a aplicar 3DLAC na base da plataforma.
Caso aqueças a Hotbed a 80ºC para o material PETG, consegues eliminar na totalidade todos os problemas de warping.
Para uma correcta manutenção da sua impressora 3D, recomendamos sempre que trocar de material de filamento 3D, a efectuar uma purga com filamento especial de limpeza.
Desta forma garante que não ficam vestígios de material nas paredes do nozzle, evitando o acumular de crosta que é criado sempre que efectua trocas de material.
Com este produto evita problema como "clogs" e "jams" e fará com que o seu nozzle mantenha-se sempre limpo, durando muito mais tempo.
Poderá encontrar a partir de 1.49€ no seguinte LINK
Para obter maior aderência à superfície da sua impressora 3D recomendamos a aplicar 3DLAC na base da plataforma. Poderá encontrar no seguinte LINK.
Este material é altamente higroscópico, absorvendo rapidamente a humidade do ar passados poucos minutos após aberto, impossibilitando desta forma a correcta impressão 3D do mesmo. O resultado das impressões 3D de materiais com humidade tendem a ser frágeis e de acabamento irregular ou em certos casos, torna-se simplesmente impossíveis de imprimir.
Deverá de usar soluções de caixas fechadas com dessecante como sílica ou caixas próprias secadoras de filamento.
Poderá encontrar no seguinte LINK
PETG - Material
1kg - Rolo
Blue Lagoon - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
230º a 250º - Temp. recomendada do Hotend
75º a 90º - Temp. recomendada da Heated bed (mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.

Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Red - Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão


FiberSmooth é um material da família PVB.
A sua maior vantagem é a facilidade de processamento, que envolve a suavização com álcool isopropílico (IPA).
O modelo imerso no líquido ou exposto aos seus vapores é parcialmente dissolvido, graças ao qual os contornos exteriores se ligam melhor uns aos outros e escondem os limites das camadas. Ao mesmo tempo, todo o modelo adquire uma superfície tipo porcelana, brilhante. No caso das cores transparentes e da versão incolor, é fácil obter paredes quase completamente transparentes.
A impressão 3D com FiberSmooth pode ser comparada à PLA.
É um material de fácil impressão e é perfeito para impressoras principiantes.
No entanto, é necessário ter em mente que a aderência entre as camadas é mais fraca, pelo que recomendamos uma temperatura de cama mais elevada, a fim de evitar que o modelo se empenue. O PVB tem baixo encolhimento e é inodoro.
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Amostra (10m +- 30g) - Rolo
FIBERSMOOTH PVB Pure TR- Cor
1.75mm (+-0.05mm) - Espessura / Tolerância de diâmetro
+0.01mm - Tolerância Oval
215º a 225º - Temp. recomendada do Hotend
0º a 75º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Muito Fácil - Facilidade de Impressão
































