Plataforma da marca Prusa Original, de chapa de mola com textura e com dupla camada de PEI, indicado para Prusa Original i3 MK3s.
Deixar arrefecer para remover as peças com facilidade.
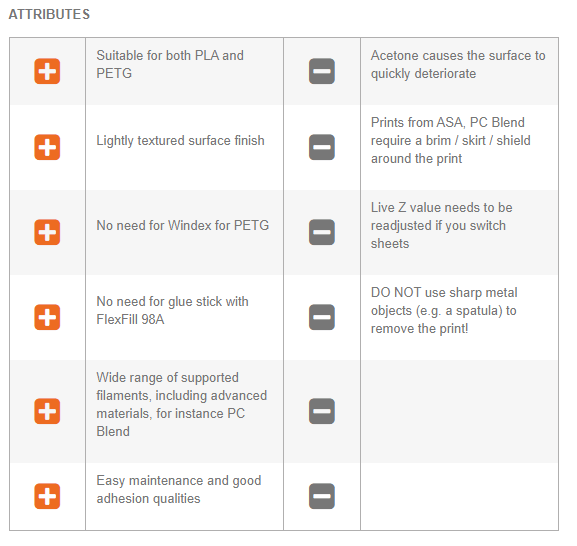
O acabamento áspero com textura de ambas as superfícies garante uma melhor aparência das peças.
Poderá encontrar ambos os modelos de Plataforma Original Lisa e com Textura nos seguintes links:
Plataforma Prusa Original Lisa para MK3s
Plataforma Prusa Original com textura para MK3s
Manutenção:
Recomendamos o uso de 3DLAC de forma a proteger a superfície e prolongar a durabilidade da mesma. Com 3DLAC potencia a aderência das peças à plataforma permitindo uma maior compatibilidade de impressão com diversos materiais.
proteger a plataforma, recomendamos a usar apenas objectos/espátulas de plástico.
NUNCA usar objectos de metal perto da plataforma.
NUNCA usar acetona ou outros produtos químicos.
NUNCA lavar a plataforma com água pois poderá dar origem ao aparecimento de ferrugem.
Para proceder à lavagem da placa deve usar apenas Álcool Isopropílico.
OVERVIEW:
The MK52 heatbed has embedded high Curie temperature magnets. These magnets are able to firmly hold removable spring steel sheets.
The Satin sheet further expands our line-up of print sheets. In terms of printing properties, the Satin sheet sits between the smooth and textured variants. Its powder-coated surface with lightly textured matte finish offers an optimal level of adhesion, especially when printing PLA and PETG materials. It is fully compatible with a wide range of common and less-common filaments, such as ABS, ASA, FlexFill 98A, Polycarbonate and more. A vast majority of materials can be printed without a separation layer (e.g. glue).
Polycarbonate - prints better on satin (compared to smooth and textured sheets) - when printing with PC often, glue stick layer is recommended to prevent possible damage to the sheet.
Find more details about the spring steel sheets (including usage and maintenance instructions) in our knowledge base.
WARNING:
Never clean the Satin powder-coated spring steel sheet with acetone! Doing so will create microfractures in the texture, which will make the surface deteriorate over time. Learn more about printing on the Satin powder-coated steel sheet in our knowledge base.
Note:
Consumable parts, such as PEI sheets (smooth, textured, etc.) are not covered by warranty as the coatings are designed to diminish over time unless failure has occurred due to a defect in materials or workmanship. Cosmetic damage, including but not limited to scratches, dents, cracks or other cosmetic damage is also not covered by the warranty (example of a cosmetic scratch that does not affect functionality). Only defective sheets on arrival are covered by warranty.
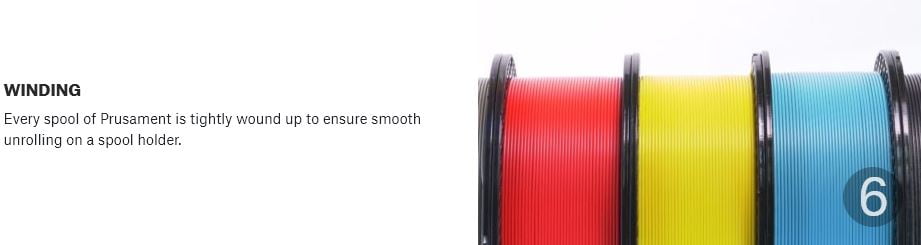
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
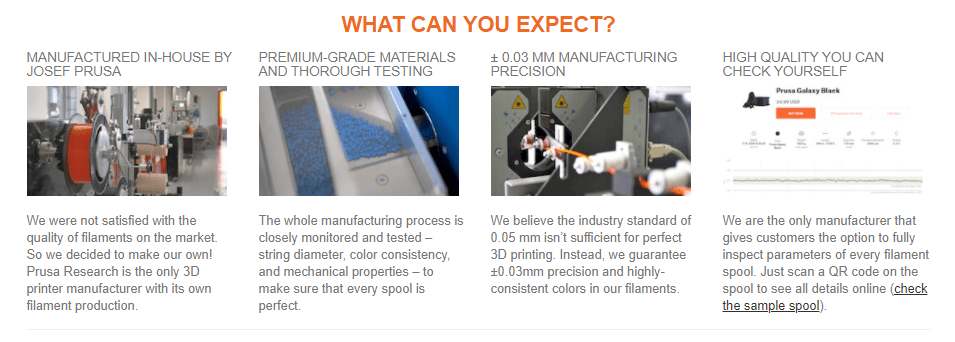
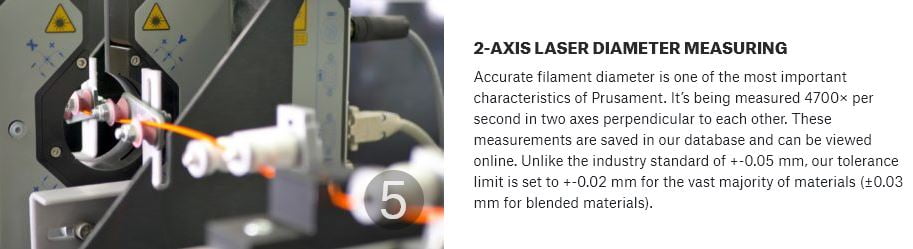
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
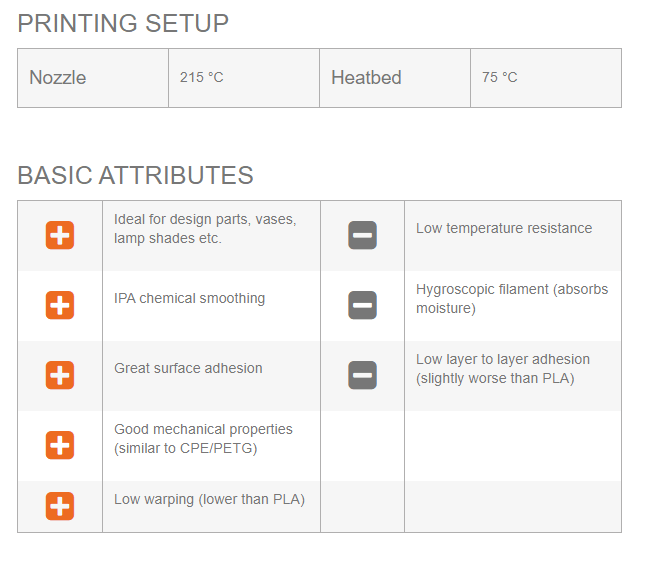
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!

O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
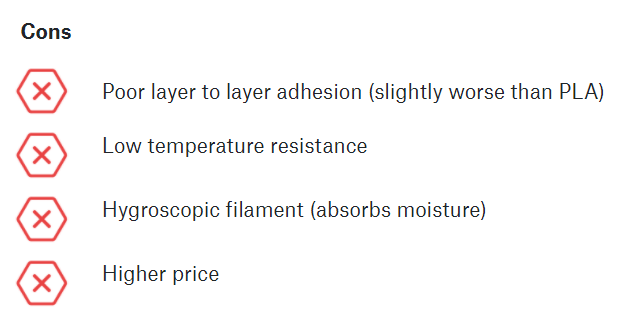
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
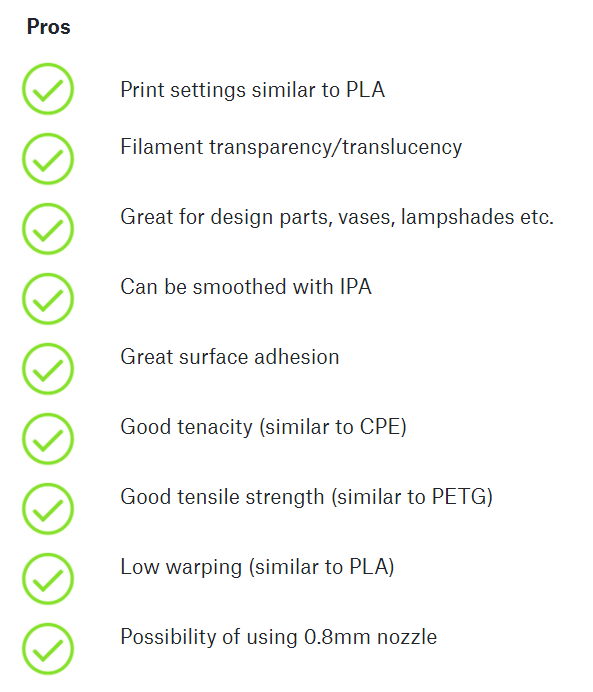
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Prusa Orange Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
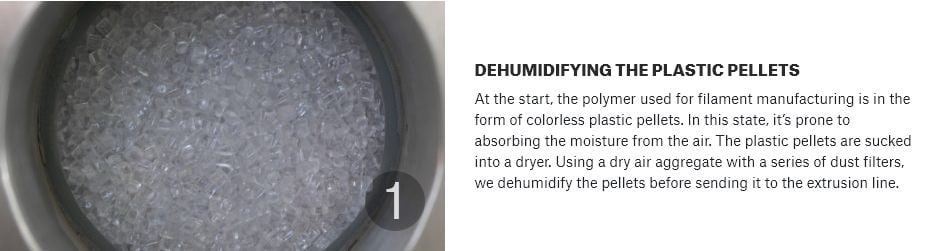
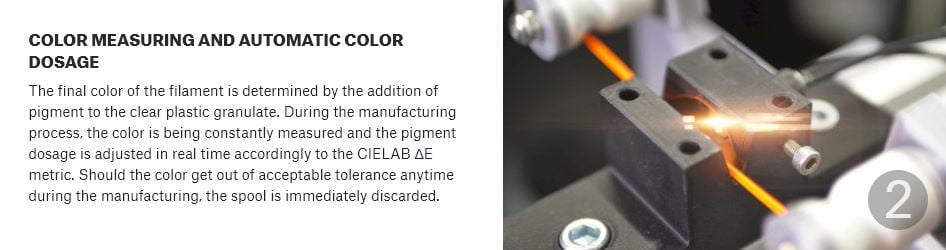
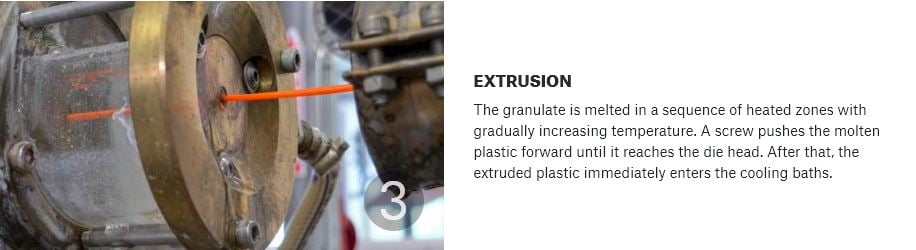
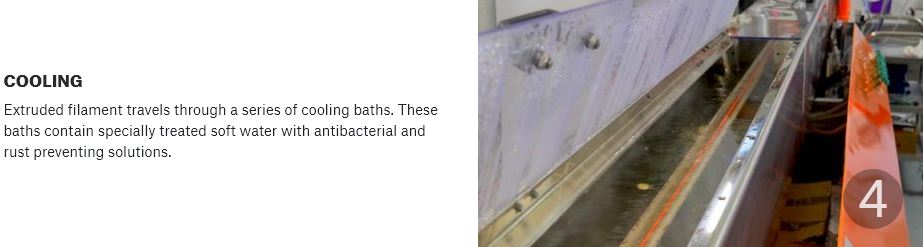
How It´s Made:

Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Dark Blue Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Light Yellow Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Bright Green Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Natural Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
Este é um conjunto de 6 amostras de filamento de PVB de Prusament.
Cada amostra representa uma cor - Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparent.
O peso de cada amostra é de 25 g.
Para facilitar a impressão com as amostras de 25 g, recomendamos a utilização deste suporte de amostras especial (link) que pode ser montado utilizando duas peças impressas em 3D usando uma bobine vazia de Prusament .
Também preparámos para si um conjunto de modelos de teste (link) !
6x25 g - Rolo
Prusament Prusa Orange Transparent, Bright Green Transparent, Dark Blue Transparent, Light Yellow Transparent, Natural Transparent e Smoky Black Transparentt - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Prusament é um filamento 3D de material PVB , desenvolvido para impressão 3D da marca Prusa Original, de qualidade premium, com enrolamento perfeito, indicado tanto para utilizadores mais avançados e profissionais como para quem está a começar.
Este é um filamento fabricado na Europa segundo as mais rigorosas normas de qualidade, com garantia de precisão de tolerância de diâmetro inferior a ±0.02mm.
A marca Prusament é conhecida por ser a matéria prima dos filamentos 3D da conceituada marca de impressoras Original Prusa i3 by Josef Prusa.
Cada Rolo tem um identificador QR CODE no qual podes verificar o gráfico do diâmetro aqui.
Estamos entusiasmados por anunciar que voltamos a expandir a nossa carteira do Prusament, desta vez com 6 cores de material novo e não convencional PVB.
Este tipo de filamento é excelente para a impressão de modelos de design porque o material é muito fácil de pós-processar com álcool isopropílico (IPA).
A superfície das impressões de PVB pode ser alisada e as peças podem ser facilmente coladas umas às outras. Vamos dar uma vista de olhos aos detalhes!
O PVB tem propriedades mecânicas e de impressão semelhantes às do PLA.
O Polivinil butiral (PVB) é um material de desenho adequado para facilitar o alisamento com álcool isopropílico (IPA).
Os parâmetros de impressão são semelhantes ao PLA, as propriedades mecânicas são ligeiramente melhores (semelhantes ao CPE ou PETG).
Graças ao alisamento com álcool isopropílico, é ideal para imprimir modelos visuais, tais como vasos não convencionais, jóias, abajures, e outras peças de design.
É bom para afinar as definições de impressão, especialmente a altura da camada, o número de perímetros e a densidade de enchimento.
Recomendamos a impressão com nozzle de diâmetro superior a 0.6mm e em modo de jarro em espiral.
As principais desvantagens do PVB são a sua resistência a baixas temperaturas (aprox. 60°C) e a aderência camada a camada, que são semelhantes ao PLA.
Quanto à grande capacidade de impressão (semelhante ao PLA), o PVB é um excelente material para utilizadores experientes e novos de impressoras 3D que gostariam de experimentar algo novo.
PVB é um filamento desenvolvido para obter um acabamento brilhante, transparente e liso após exposição ao álcool isopropilico ou etanol, mas mantendo umas propriedades mecânicas equilibradas e sendo fácil de imprimir.
O centro de atenção do desenvolvimento deste filamento foi procurar a composição química ideal para obter um pós-processado sem as típicas linhas entre capas e com um brilho espetacular.
Com o PVB consegue eliminar todas as marcas exteriores e oferece como resultado final um brilho liso e uniforme, como se se tratasse de uma peça pintada ou envernizada mas sem a grande despesa económica nem de tempo que supõe esse tratamento, sobretudo em peças pequenas.
Outra vantagem é que PVB é apto para todo o tipo de impresoras 3D (FFF/FDM) do mercado já que não precisa uma elevada temperatura no extrusor (220ºC) e nem de base quente, que são as mesmas necessidades que para utilizar qualquer PLA do mercado.
Este filamento apresenta um cheiro quase inestimável e é muito estável inclusive se existem correntes de ar, o que o favorece para ser utilizado em qualquer âmbito, tanto em um escritório, em um lar ou em uma indústria.
O PVB é mais completo em termos gerais em comparação com o ABS e o PLA.
Este filamento apresenta uns parâmetros de impressão muito parecidos ao PLA, com uma temperatura no extrusor de 210-230ºC e uma temperatura de cama recomendada de 70ºC (embora não seja necessária), mas com a qualidade acrescentada de poder realizar sobre ele um tratamento de acabamento liso, brilhante e transparente
Suavização química PVB
Antes de começarmos com os manuais de como fazer, vamos resumir as regras básicas de segurança.
O álcool isopropílico (IPA) é ligeiramente menos tóxico do que outras substâncias utilizadas para alisamento (acetona, clorofórmio, diclorometano, etc.) mas continua a ser um solvente orgânico.
Trabalhar sempre num ambiente bem ventilado e usar luvas e outro equipamento de protecção (óculos, respirador).
Não despeje o álcool isopropílico (IPA) usado em canos de esgoto e de resíduos! O álcool isopropílico (IPA) pode ser usado várias vezes.
Uma vez que perca as suas propriedades, contenha-o numa garrafa e descarte-o como uma substância perigosa (de acordo com as suas normas legislativas locais).
A principal vantagem do PVB é a suavização química. Ao contrário de outros materiais, o PVB pode ser dissolvido com o álcool isopropílico (IPA). Este solvente é menos tóxico do que outros químicos usados (acetona, etc.) e pode ser normalmente comprado na sua loja de ferragens local. O alisamento de PVB pode ser feito em casa, se seguir as regras de segurança acima mencionadas. Vejamos os métodos mais comuns de alisamento de modelos de PVB:
Dicas e truques para uma suavização bem sucedida
Download:
Technical Data Sheet
Material Safety Data Sheet
500g - Rolo
Prusament Smoky Black Transparent - Cor
1.75mm (+-0.02mm) - Espessura
205º a 225º - Temp. recomendada do Hotend
70 a 80º - Temp. recomendada da Heated bed (0ºC mediante aplicação de 3DLAC)
Fácil - Facilidade de Impressão
How It´s Made:
Plataforma de cama aquecida (235mm) da marca BIGTREETECH.
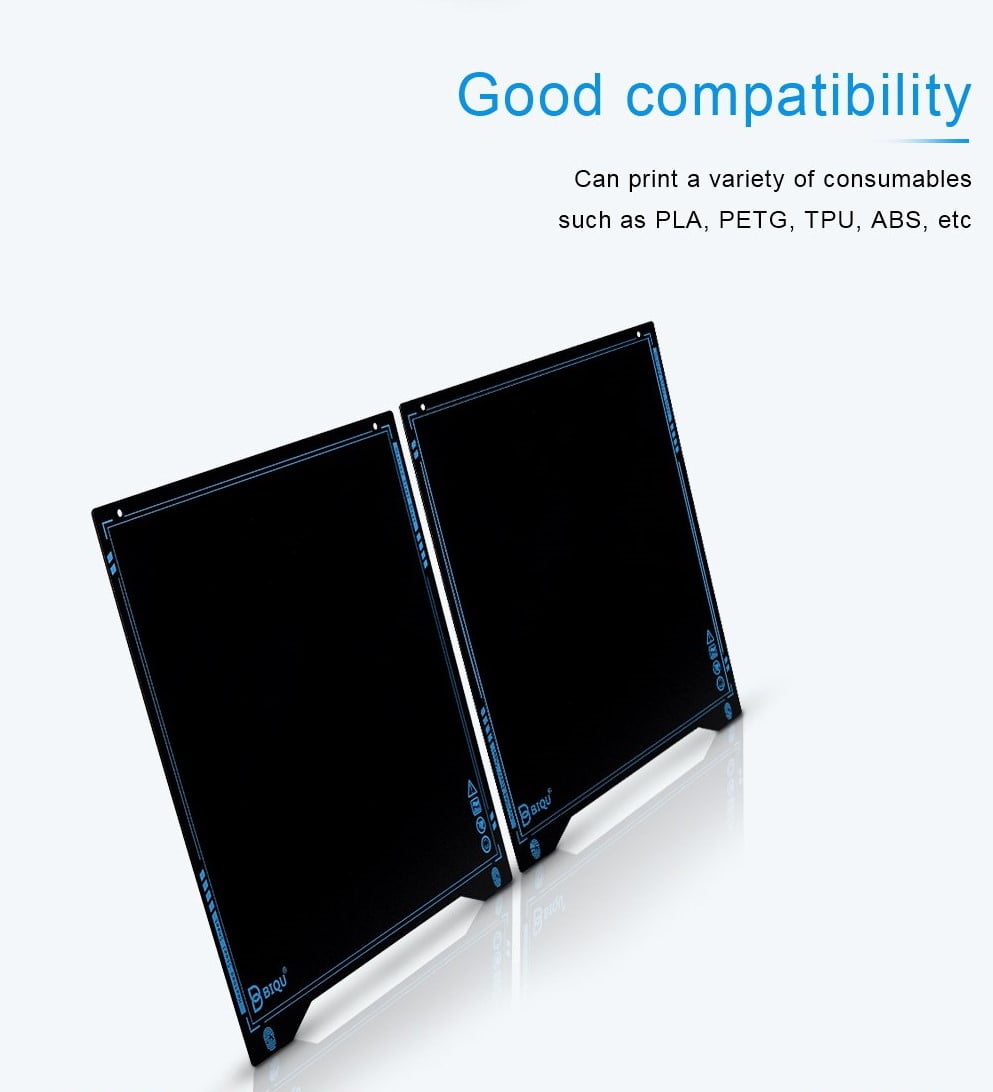
BIQU SSS Super Spring Steel Sheet
Alta qualidade, forte aderência, resistência a altas temperaturas e resistência ao desgaste.
Dispomos da ultima versão disponível por parte da BIQU, a cor e o material podem variar conforme o lote.
![]()
Temperatura recomendada para camas quentes:
Ao utilizar PLA: 45 ℃ Celsius a 60 ℃ Celsius
Ao utilizar PETG: 75 ℃ Celsius a 90 ℃ Celsius
Especificação do produto:
Tamanho : 235X235X0.3mm
Material: Aço especial
Processo: Estampagem
Tratamento de superfície: óleo industrial especial em pó de alta precisão
Dureza: 550-600 graus
Temperatura suportada: 200 ℃
Impressão do filamento : PLA / ABS / TPU / PETG
NOTA: Esta plataforma não contém base magnética.
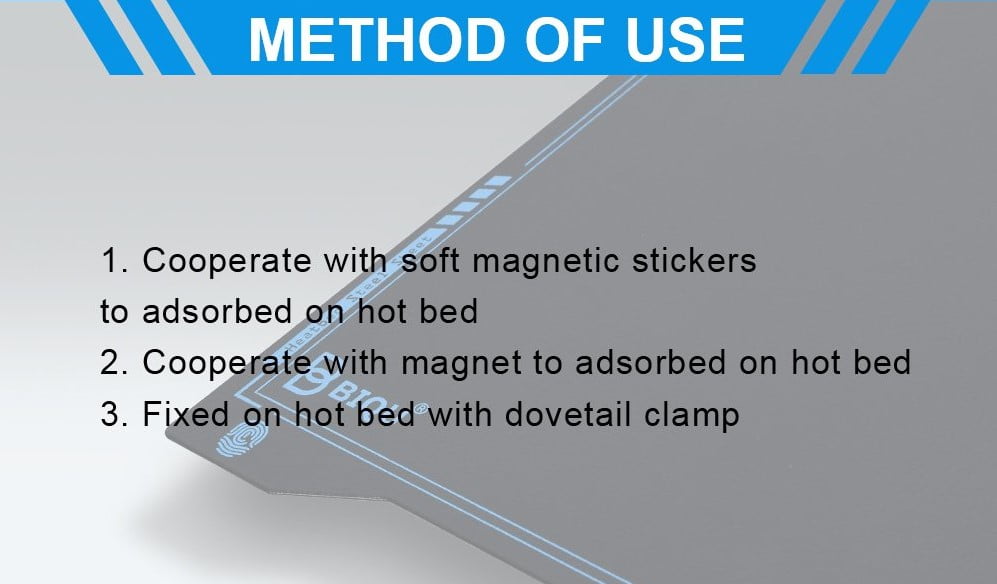
Método de utilização:
Compatyível com impressoras com base magnética forte.
Caso não tenha base magnética forte, deve reforçar com imans de neodymium
Em caso alternativo, pode sempre usar pinças/clips para apertar a plataforma à base.
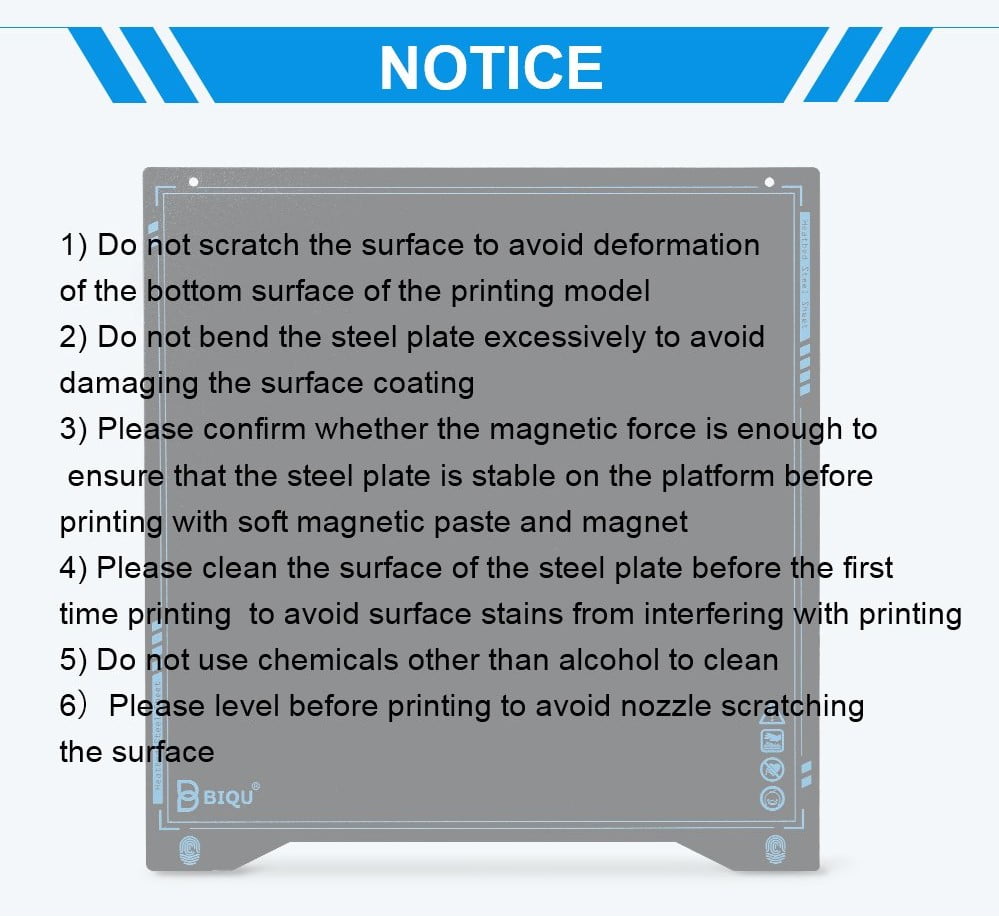
Aviso de utilização:
1)Não riscar a superfície para evitar a deformação da superfície inferior do modelo de impressão.
2) Não dobrar excessivamente a chapa de aço para evitar danificar o revestimento superficial.
3) Confirmar se a força magnética é suficiente para assegurar que a placa de aço é estável na plataforma antes de imprimir .
4) Limpar a superfície da chapa de aço antes da primeira impressão para evitar que as manchas na superfície interfiram com a impressão.
5) Não utilizar outros produtos químicos para além do álcool isopropílico para a limpeza.
6) Nivelar antes da impressão para evitar que o nozzle risque a superfície.
7) Existem materiais que fundem com o PEI da base, podendo danificar irremediavelmente a plataforma, no processo de remoção das peças. De forma a criar uma base protectora, recomendamos o uso de potenciador de aderência respectivo ao material de forma proteger a plataforma e prolongar o uso da mesma.
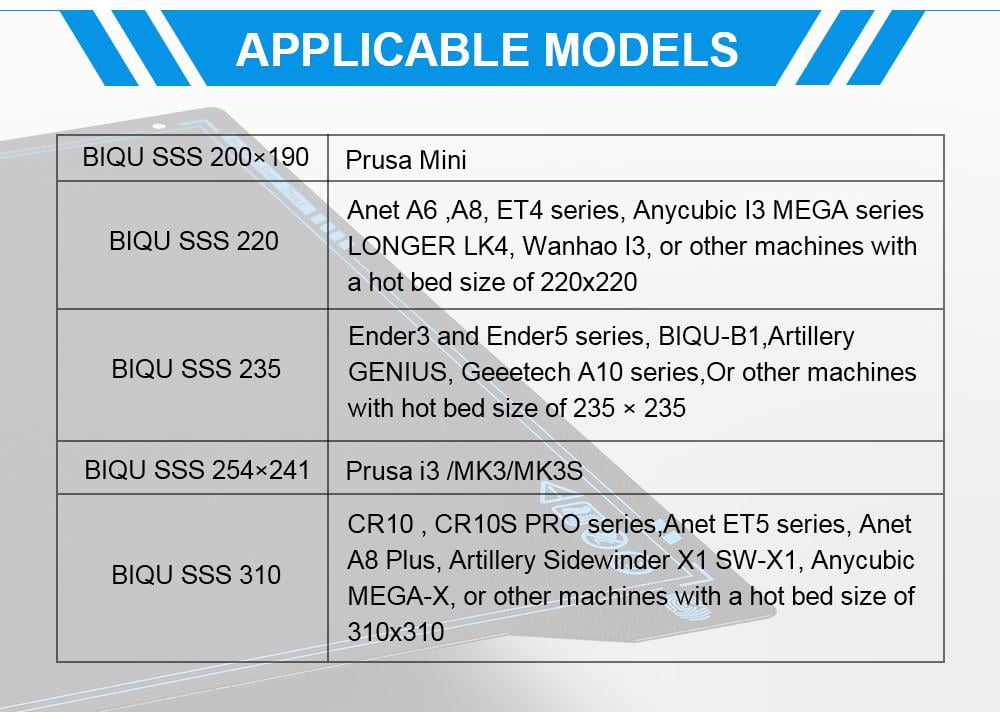
| BIQU SSS 200x190 | Prusa Mini | |
| BIQU SSS 220 |
Ender 3, Anet A6 , A8, ET4 series, Anycubic 13 MEGA series LONGER LK4, Wanhao 13, or other machines with a hot bed size of 220x220 |
|
| BIQU SSS 235 |
Ender3 V2 and Enders series, BIQU-81, Artillery, GENIUS, Geeetech A 10 series, Or other machines with hot bed size of 235 x 235 |
|
| BIQU SSS 254x 241 | Prusa i3 /MK3/MK3S | |
| BIQU SSS 310 |
CR10 , CR10S PRO series, Anet ET5 series, Anet A8 Plus, Artillery Sidewinder X1 SW-X1, Anycubic MEGA-X, or other machines with a hot bed size of 310x310 |
|





Plataforma de cama aquecida (220mm) da marca BIGTREETECH.
BIQU SSS Super Spring Steel Sheet
Alta qualidade, forte aderência, resistência a altas temperaturas e resistência ao desgaste.
Dispomos da ultima versão disponível por parte da BIQU, a cor e o material podem variar conforme o lote.
![]()
Temperatura recomendada para camas quentes:
Ao utilizar PLA: 45 ℃ Celsius a 60 ℃ Celsius
Ao utilizar PETG: 75 ℃ Celsius a 90 ℃ Celsius
Especificação do produto:
Tamanho : 220X220X0.3mm
Material: Aço especial
Processo: Estampagem
Tratamento de superfície: óleo industrial especial em pó de alta precisão
Dureza: 550-600 graus
Temperatura suportada: 200 ℃
Impressão do filamento : PLA / ABS / TPU / PETG
NOTA: Esta plataforma não contém base magnética.
Método de utilização:
Compatyível com impressoras com base magnética forte.
Caso não tenha base magnética forte, deve reforçar com imans de neodymium
Em caso alternativo, pode sempre usar pinças/clips para apertar a plataforma à base.
Aviso de utilização:
1)Não riscar a superfície para evitar a deformação da superfície inferior do modelo de impressão.
2) Não dobrar excessivamente a chapa de aço para evitar danificar o revestimento superficial.
3) Confirmar se a força magnética é suficiente para assegurar que a placa de aço é estável na plataforma antes de imprimir .
4) Limpar a superfície da chapa de aço antes da primeira impressão para evitar que as manchas na superfície interfiram com a impressão.
5) Não utilizar outros produtos químicos para além do álcool isopropílico para a limpeza.
6) Nivelar antes da impressão para evitar que o nozzle risque a superfície.
7) Existem materiais que fundem com o PEI da base, podendo danificar irremediavelmente a plataforma, no processo de remoção das peças. De forma a criar uma base protectora, recomendamos o uso de potenciador de aderência respectivo ao material de forma proteger a plataforma e prolongar o uso da mesma.
| BIQU SSS 200x190 | Prusa Mini | |
| BIQU SSS 220 |
Ender 3, Anet A6 , A8, ET4 series, Anycubic 13 MEGA series LONGER LK4, Wanhao 13, or other machines with a hot bed size of 220x220 |
|
| BIQU SSS 235 |
Ender3 V2 and Enders series, BIQU-81, Artillery, GENIUS, Geeetech A 10 series, Or other machines with hot bed size of 235 x 235 |
|
| BIQU SSS 254x 241 | Prusa i3 /MK3/MK3S | |
| BIQU SSS 310 |
CR10 , CR10S PRO series, Anet ET5 series, Anet A8 Plus, Artillery Sidewinder X1 SW-X1, Anycubic MEGA-X, or other machines with a hot bed size of 310x310 |
|

































{kind=link}